

Зона термического влияния при сварке алюминия
Металлургия сварки плавлением
При дуговой сварке алюминия в месте сварного шва происходит плавление в зоне сварного шва основного металла, а также присадочного материала, если он применяется. При затвердевании этих металлов возникают новые зерна, которые «врастают» в зерна основного металла, которому не хватило тепла, чтобы расплавиться .
Независимо от вида источника тепла, все сварные швы при сварке плавлением имеют области с резко различной микроструктурой. Эти изменения микроструктуры возникают из-за фазовых превращений в твердом состоянии, таких как:
- рекристаллизация и/или рост зерна в нагартованных материалах;
- перестаривание или растворение упрочняющей фазы в термически упрочненных (состаренных) материалах.
Эту зону с измененной микроструктурой и называют зоной термического влияния сварки .
Прочность алюминия в зоне термического влияния сварки
Алюминиевые сплавы в литом состоянии (состояние F) или состоянии после отжига (состояние О) могут подвергаться сварке без какой-либо значительной потери прочности в зоне термического влияния сварки. В этом случае прочность сварного шва соответствует прочности основного металла. Это относится, например, к литым колесным дискам из сплавов AlSi7Mg0,3 и AlSi11Mg, которые не подвергались термическому упрочнению.
Если алюминиевый сплав, например, получил свою повышенную прочность за счет холодной пластической деформации (нагартовки) или за счет выделения упрочняющих частиц (старения), например, в состоянии Т6, то в этом случае в зоне термического влияния может быть значительная потеря прочности.
Нагартованные сплавы, например, сплавы серии 5ххх, теряют свою прочность за счет процесса рекристаллизации, который происходит в зоне термического влияния при температуре выше 200 ºС, а при температуре выше 300 ºС – частичный или полный отжиг (рисунок 3).
 Рисунок 3 – Механические свойства нагартованного сплава серии 5ххх
Рисунок 3 – Механические свойства нагартованного сплава серии 5ххх
в зоне термического влияния сварки
Термически упрочненные сплавы при нагреве теряют свою прочность за счет дополнительного выделения и укрупнения упрочняющих частиц. Этот процесс называется перестариванием. При температуре выше 300 ºС достигается состояние частичного или полного отжига (рисунок 4).
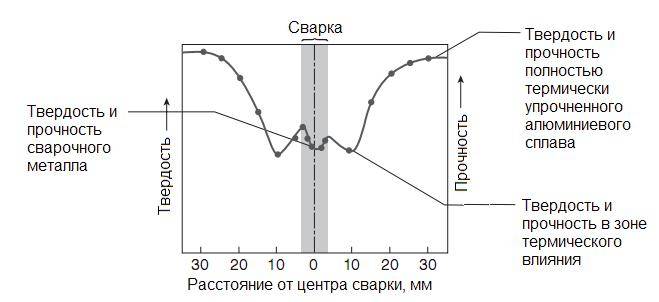 Рисунок 4 – Механические свойства термически упрочненного сплава 6061
Рисунок 4 – Механические свойства термически упрочненного сплава 6061
в зоне термического влияния сварки
Сплавы 6061, 6082, 5454 и А356.0
Термически упрочненный сплав 6061 в состоянии Т6 имеет минимальные пределы текучести и прочности 240 и 290 МПа, соответственно. В зоне термического влияния они могут снижаться до 115 МПа (48 %) и 175 МПа (60 %) .
Термически упрочненный сплав 6082 в состоянии Т6 имеет минимальные пределы текучести и прочности 255 и 300 МПа, соответственно. В зоне термического влияния они могут снижаться до 125 (49 %) и 185 МПа (62 %) .
Нагартованный до состояния Н24/Н34 сплав 5454 имеет минимальные пределы текучести и прочности 200 и 270 МПа, соответственно. В зоне термического влияния эти величины могут снижаться до 105 (53 %) и 215 МПа (80 %), то есть почти до прочностных свойств отожженного состояния .
Сплав А356.0 (AlSi7Mg0,3) при литье в постоянные формы имеет в состоянии Т6 минимальные пределы текучести и прочности 200 и 250 МПа, соответственно. В зоне термического влияния сварки состояние Т6 переходит в состояние F с минимальными пределами текучести и прочности 90 МПа (45 %) и 180 МПа (72 %) .
Технология сварки литых дисков
Как и любой алюминий, литой или кованый обод нужно варить в защитной атмосфере. На воздухе заплавлять трещины бесполезно, при первом же ударе шов лопнет. Прежде, чем заварить диск, поверхность нужно подготовить:
- сколы и трещины любой глубины предварительно разделывают;
- концы трещин засверлить, чтобы снять внутренние напряжения металла;
- счистить прочную оксидную пленку абразивом, стык должен блестеть;
- обезжирить кромки растворителем.
Если нужна заплата, можно использовать другой обод только после сопоставления сплавов. Он указан на маркировке. Соединяют только однородные составы.
Сварка алюминиевых сплавов плавящимися электродами ОК 96.50:
- после подготовки поверхности рабочую зону прогревают паяльной лампой или газовой горелкой до 300°С, на металле должны появиться пятна побежалости;
- электрод предварительно прогревают до 150°С, он будет лучше разжигаться;
- заплаты сначала прихватывают с двух сторон, затем проваривают швы;
- глубокие трещины заделывают с внутренней стороны, расплавленный металл должен выйти наружу.
Аргоновая сварка дисков из литейного алюминия проводится при обратной полярности, чтобы газ ионизировался. Вольфрамовый электрод присоединяют к минусу:
- аргон подают в рабочую зону только после розжига дуги, через 10–15 сек;
- оптимальное расстояние между поверхностью и электродом – 1,5 мм;
- после затухания подачу аргона сразу не перекрывают, оставляют на 10 сек, чтобы шов схватился;
- присадочную проволоку подбирают по толщине металла в зоне дефекта, она всегда меньше на одну позицию;
- скорость подачи присадки средняя, при быстрой металл начинает искрить, вводят ее перед горелкой, под углом к электроду и поверхности.
Сварка алюминиевых дисков инвертором производится с включением функции «Down Slope», обеспечивающей плавное затухание дуги.
Таблица применения присадочных прутков
Это интересно: Сварка газовых труб своими руками — все, что вам нужно знать
Полезные советы от сварщиков
Тем, кто первый раз берется заваривать литой диск, помогут рекомендации людей с опытом.
Как подобрать присадочную проволоку?
Сплавы, используемые производителями колес, разнятся по химическому составу. Специалисты ориентируются по виду дефектов:
- сплавы с большим содержанием кремния чаще лопаются, реже гнутся – для ремонта нужна проволока с кремнием;
- алюминий, легированный магнием, пластичный – когда обод погнут, лучше выбирать мягкие прутки.
Как разделывать дефекты?
Трещины на толстых частях разделывают с двух сторон в виде буквы Х. На дефектах глубиной до 3 мм делают V-образные края. У концов трещин для снятия внутренних напряжений высверливают небольшие, до 2 мм диаметром отверстия. При сколе борта место слома выравнивают болгаркой. Продольные трещины перед наплавкой рекомендуют прорезать насквозь, чтобы они не растрескивались дальше. Поперечные достаточно прорезать, чтобы выровнять кромки.
Как производить ремонт сколов?
От их глубины зависит количество слоев. Шов делается прерывным, не более 3 см длиной. Стежки последующего слоя перпендикулярно предыдущему. Валик делается запасом, чтобы не оставалось углублений после шлифовки перед покраской.
С какой стороны заплавлять трещины?
Сначала с внутренней. Валик должен заходить за кромки на 1 см. Сначала заделывают продольные трещины, поперечные не так опасны. Их заплавляют в последнюю очередь. Неудачный шов прорезают болгаркой и проваривают металл снова.
Какого режима придерживаться?
Аргонная сварка производится на больших токах, до 120 А. Для толстых частей обода ток увеличивают до 140 А. Баланс переменного тока – от 55 до 60%.
При самостоятельном ремонте обода важно придерживаться рекомендаций, строго соблюдать технологию сварки алюминия. Перед покраской шов тщательно выравнивается
Не стоит забывать о безопасности: на восстановленном ободе высокоскоростной режим езды небезопасен.

В расчёт берётся каждый критерий, начиная от условий погодных и заканчивая дорожным качеством. Производители литых дисков не знают, при каких именно условиях будет их изделие эксплуатироваться на дорогах бывших стран СССР.









Способы тюнинга колёсных дисков
Существует масса способов разнообразить внешний вид своих колёсных дисков. Все они в той или иной мере требуют навыков работы своими руками, а для некоторых необходимо наличие специального оборудования.
Самый простой способ поменять что-то в колёсах — это установить новые заглушки. Они создадут некую изюминку во внешнем виде, одновременно прикрывая непривлекательные части конструкции.
Поставить на диски новые заглушки — самый простой способ тюнинга колёс
Большой популярностью пользуется покраска дисков. Вы можете выбрать любой приглянувшийся цвет. Владельцы спортивных машин часто выбирают яркие неоновые оттенки жёлтого, красного, оранжевого, фиолетового и зелёного.
Покраску дисков в яркие цвета очень любят владельцы спортивных машин
Другие выкрашивают автомобиль в тотально-чёрный, не забывая при этом и про колёса. Такие транспортные средства смотрятся невероятно стильно и загадочно. Однако большинство автомобилистов останавливаются на классическом хромировании, при котором создаётся металлическое, практически зеркальное покрытие.
Хромирование придаёт дискам вид поверхности стекла
В крупных городах можно встретить автомобили, чьи диски будто усыпаны драгоценными камнями. На самом деле всё практически так и есть: это техника инкрустирования, при которой применяются кристаллы сваровски
Такие колёса уж точно будут притягивать внимание всех окружающих. Разумеется, выполнить такой вид тюнинга в гаражных условиях практически невозможно
Даже если вы попытаетесь, то внешний вид не будет идентичен тому, что может получиться у профессионалов. К тому же используемое сырьё обойдётся вам в очень большую сумму.
Если вы хотите инкрустировать диски камнями, то обратитесь в специальную мастерскую
Многие автомобилисты прибегают к такому методу тюнинга, как разварка. Она увеличивает ширину деталей, делая их более похожими на элементы крупногабаритных джипов.
Расширенные диски придают автомобилю более мощный вид
Ещё один популярный метод — установка подсветки. Такие машины очень эффектно смотрятся в тёмное время суток. А разнообразие сочетаний цветов даёт фантазии разгуляться.
Подсветка дисков — интересный способ выделить свой автомобиль
Конечно, не все перечисленные способы тюнинга можно выполнить своими руками. Поэтому мы остановимся на самых популярных видах, а также расскажем, как справиться без помощи автомастерских.
Методы сварки для литых дисков
Выбор способов зависит от оборудования, имеющегося в мастерской. Ремонт – это наплавка на дефект металлического прутка под защитой ванны из аргона. Шов не окисляется и получается плотным. При наличии инверторного аппарата для устранения поломок литого диска применяется аргонодуговая сварка. Выбор электрода останавливается на тугоплавком вольфрамовом варианте и соответствующей присадке.
На СТО часто используется работа на полуавтомате с равномерной механической подачей плавящегося материала. После окончания основного процесса и остывания диска его нужно проверить на симметрию. К браку относятся любые отклонения в балансировке.
Приваривание заплат начинается с зачистки места и прихватки материала с обеих сторон. После этого швы формируются окончательно. Заделывание трещин производится изнутри до появления расплавленной массы снаружи. Последняя стадия работы – удаление лишнего металла и шлифовка.

Сварка с внутренней стороны.
Ремонт с применением аргона совершается на токах большой величины, достигающей 120-140 А. Полученный шов выдерживает сильные нагрузки.
Сварка под защитой газа имеет следующие достоинства:
- Соединяет активные и цветные металлы.
- Дает надежное соединение, представляющее единое целое с деталью и не выделяющееся после обработки.
- Не требует использования флюсов.
- Не происходит окисление металла в рабочей зоне.
- Диски не деформируются при нагревании.
- Сохраняется относительно высокая скорость обработки.
- В ходе работы не появляются искры.
Как выбрать электрод для сварки?
Если вы хотите, чтобы сварка дисков прошла успешно, необходимо правильно подобрать электрод. Неправильный его выбор может стать причиной того, что сварочный шов ляжет не так ровно, как вы планировали, и диск останется непригодным для эксплуатации на постоянной основе (его можно будет использовать только для запасного колеса). Часто подобного рода инциденты случаются даже в профессиональных ремонтных мастерских. А потому к этому процессу следует отнестись максимально внимательно.
Первый вариант считается более современным и высокотехнологичным. Осуществлять автоматическую подачу способны лишь новейшие образцы сварочных аппаратов. Проблема заключается в том, что сварка дисков при помощи аппарата с автоматической подачей электрода будет посильной работой лишь для настоящего специалиста — только он сможет настроить прибор на нужный режим подачи. Значительно эффективней для простого автолюбителя будет работа с более дешевым и практичным прибором, в котором подача электрода производится автоматически. Он значительно проще в эксплуатации, а по техническим характеристикам и показателям производительности практически не уступает своим более современным и модернизированным аналогам.
Сварка литых дисков
Как и любой сварочный процесс, он делится на подготовительный этап и сварочный. К первому относится подготовка необходимого оборудования и расходных материалов. А также подготовка самих дисков.
Необходимое оборудование и материалы:
- болгарка;
- аппарат для аргонодуговой сварки;
- электроды;
- защитное снаряжение для сварщика.
Самый важный этап в подготовке сварочного процесса – это правильный выбор электродов. Материал, из которого изготавливается его стержень, должен соответствовать материалу, из которого изготовлены автомобильные диски. Необходимо отметить, что производители на своих изделиях устанавливают клеймо с маркировкой, в которых указан состав материала. Так что проблем с подбором расходников быть не должно.
Очень часто встречаются ситуации, когда в мастерской после ремонта диска, мастер предлагает использовать его только для запаски. Это не говорит о том, что процесс сварки был произведен неправильно или некачественно. Просто неправильно был подобран электрод к материалу диска. А причина – нужного расходника просто не нашлось, а упускать клиента и деньги мастер не захотел.
Следующий этап – это подготовка самого литого диска. Если дефект – это всего лишь трещина, то подготовительная операция сводится к расширению дефекта и удаление краски около него с двух сторон на расстоянии 1 см на всю длину. Если трещина продольная, то ее лучше прорезать насквозь. Поперечную прорезать так не надо, только провести ее расширение. Если поперечная трещина появилась на диски с тонкой стенкой, то расширить ее надо будет под V-образную фаску. Если диск толстый, то фаску можно сделать Х-образную.
Если дефект – это скол, что чаще всего и случается, то подготовительный процесс более сложный и потребует чуть больше времени. Проще всего, если скол будет частью самого диска. А если это донорский кусок от другого диска, то необходимо в первую очередь сопоставить свариваемые части на предмет идентичности материалов. Как уже было сказано выше, можно сравнить маркировку.
Теперь нужно обычный лист бумаги уложить на дефект и обвести его контуры. Вырезается бумага по форме дефекта и прикладывается к донорской части, ее форма переносится на металл. После чего надо по разметке сделать вырез. Далее выемка на диске очищается от неровностей и грязи, зачищается и периметр дефекта от краски на расстояние 1 см. Кстати, это сделать можно болгаркой, другие способы менее эффективны. Все то же самое производится и с заплаткой.
Технология сварки
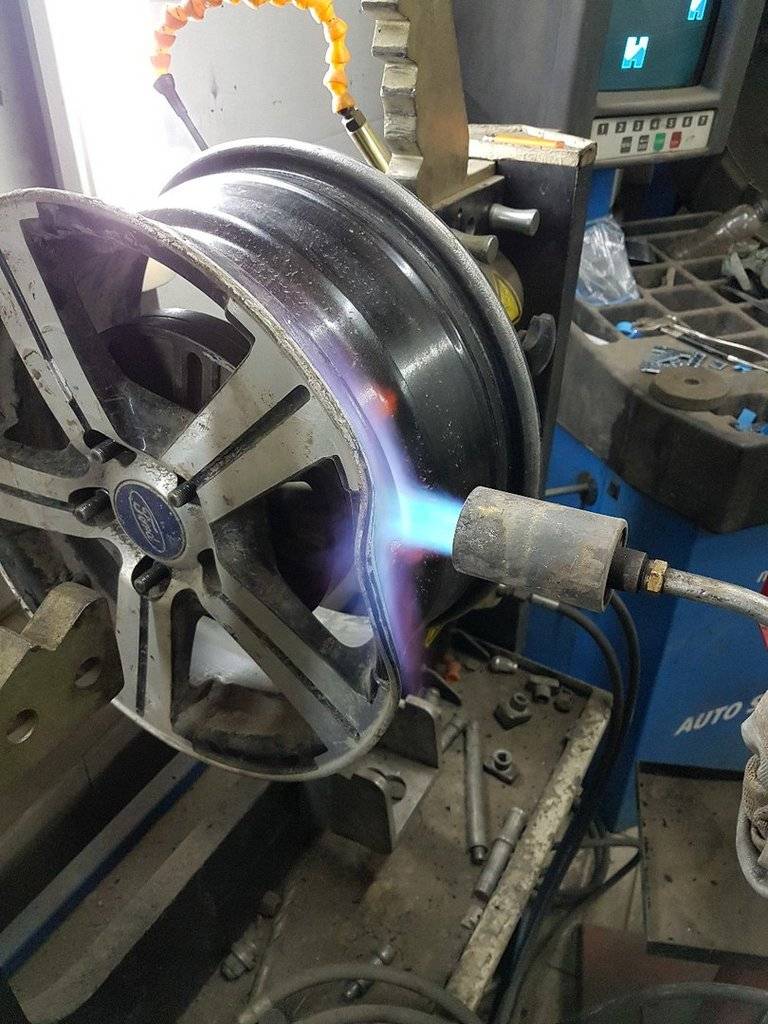
Итак, сварка литого диска начинается с прогрева дефектного участка горелкой
Очень важно его не перегреть. Опытные сварщики знают, до какого цвета нагревается металл, чтобы температура была достаточной, но не более того. У каждого сплава свой цвет нагрева
У каждого сплава свой цвет нагрева.
Если заваривается трещина, то присадочная проволока подается внутрь дефекта, расплавляется и заполняет металлом всю полость. В этом случае горелка должна вестись впереди присадки.









Если производится сварка скола, то в нагретую выемку устанавливается металлическая заплатка, которую предварительно надо прихватить в нескольких местах. После чего производится дополнительное ее выравнивание нажатием, к примеру, рукояткой молотка. Далее по всему периметру донорской части производится сварка. Если скол не очень большой, то можно будет увидеть, как расплавленный металл в процессе сварки выходит из противоположного зазора. То есть, сварка аргоном литых дисков, имеется в виду скола, должна производиться не просто по границам дефекта, а с полным проходом расплавленного металла внутрь выемки. Таким образом, металл должен проникнуть внутрь кристаллической решетки сплава.
Идеально, если проварить дефект с двух сторон. Но это возможно лишь в том случае, если толщина диска будет значительной. В противном случае можно просто перегреть изделие, которое потеряет свои эксплуатационные качества. Как только сварная ванна остынем, необходимо шов зашлифовать, используя все ту же болгарку, и покрасить в цвет всего диска.
Правка литых дисков
Литой диск изготавливается из легкого материала, который способствует быстрому разгону и торможению автомобиля. Но из-за своей не сильной прочности при попадании в яму на большой скорости либо незначительной аварии он поддаётся дефформации
Устойчивость деталей к различного рода повреждениям и выбор способа ремонта во многом зависит от того, из какого материала они выполнены.
Правка литых дисков осуществляется на специализированным стенде. С помощью особых насадок и создания высокого давления возвращается исходная геометрия деталей.
Быстро и надежно отремонтировать диски позволяет станок с гидравлическим прессом.

Рихтовка дисков
Рихтовка требуется при появлении вмятин на автомобильном диске. В процессе обработки используется молоток, если речь идет о мелких повреждениях, либо кувалда, если повреждения более крупные. Сначала с помощью молотка исправляются деформации, а потом начинается основной процесс рихтования. Литые диски могут сильно пострадать от ударов, чем они и отличаются от прочих
Это требует особой осторожности и аккуратности в процессе работы. Для этих целей используется специальный молоток
Сильные повреждения устраняются на специальном станке, где имеется центровка, гидравлика, а также иные насадки. Весь процесс рихтовки сводится к нанесению ударов по изогнутой поверхности с целью ее выровнять. Новичок не должен этим заниматься, так как при неправильных действиях можно просто сломать диск. При правильном проведении ремонтного процесса можно реализовать всю работу за максимально короткие сроки, при этом избежать каких-либо неприятных последствий.
Ремонт литых дисков
Перед тем как производить какие-либо ремонтные работы, необходимо разобраться с характером повреждения. Есть такие дефекты, которые уже не подлежат ремонту, а есть совсем незначительные, легко поддающиеся исправлению. К видам неисправностей литых автодисков можно отнести:
 Легкосплавные диски
Легкосплавные диски
- трещины;
- царапины;
- сколы;
- вмятины;
- осевые биения.
Если трещина либо скол небольшой, то решить такую проблему можно. А вот когда наблюдаются длинные и глубокие трещины либо большие вмятины, то ремонтировать автодиск нет смысла.
Его уже никак не спасти, да и производители совсем не рекомендуют производить какие-либо ремонтные работы с литыми дисками. Все потому, что использование даже отремонтированного варианта не гарантирует полную безопасность при движении. А если еще восстановление будет проводиться неквалифицированными работниками, то есть большой риск при эксплуатации такого колесного диска.
Ремонт автодисков может производиться несколькими методами:
- сварка;
- рихтовка;
- окрашивание;
- наплавка;
- косметический ремонт.
При помощи сварки можно решить такие проблемы, как неглубокие трещины, зазубрины.
Также можно восстановить поцарапанные участки. Но несмотря на утверждения работников шиномонтажа, исправить литой диск полностью никак не получится. Ведь специалисты знают, что их совсем нельзя нагревать. И к тому же в точности повторить химический состав, из которого изготавливаются автодиски, практически невозможно. В общем, отремонтированный таким способом обод будет не способен выдерживать нагрузки. Термическая обработка может привести к изменению геометрии диска и использовать его в дальнейшем крайне не рекомендуется.
 Термообработка обода
Термообработка обода
Рихтовка, или как чаще называют прокатка, может помочь убрать незначительные повреждения обода. На безопасность эксплуатации в будущем это практически не влияет, если только во время рихтовки не применялось нагревание. Небольшие изъяны можно убрать при помощи молотка. Аккуратно постукивая по поврежденному месту, необходимо придать авто диску правильную форму. Это может занять много времени, но зато не понадобится прибегать к нагреву.
Окраска литых дисков считается очень распространенной услугой в автосервисах. Это помогает скрыть мелкие изъяны и продлить период его использования. Качество окрашивания должно быть на высоком уровне, поэтому этим делом обязаны заниматься только профессионалы.
Неправильная окраска может привести к статическому дисбалансу, так как краска будет нанесена неравномерно. Важным нюансом является подготовка диска к окрашиванию. Предварительно необходимо удалить с него всю грязь, бензин, масло и снять прежнее покрытие.
Наплавка также предусматривает термообработку обода, при которой используется аппарат аргонно-дуговой сварки. Таким методом производится ремонт выбоин на автодиске. Но его также не рекомендуют использовать, как и обычное нагревание. В данном случае вместо качественного диска получается просто красивый.
Косметический ремонт заключает в себе восстановление глянца, и, при надобности, окрашивание. Такая реставрация практически не влияет на безопасность дальнейшего использования.
 Отреставрированный автомобильный диск
Отреставрированный автомобильный диск
Технология сварки
Ремонт литых дисков сваркой аргоном требует предварительного определения химического состава основного материала, поскольку металлические заплатки должны ему соответствовать для хорошей свариваемости и иметь приблизительно такие же характеристики. Возможно соединение только однородных металлов.
В зависимости от степени повреждения на оборудовании выставляют соответствующую мощность. Если толщина металла менее трех миллиметров, то предварительная разделка кромок не требуется. Сварка литых дисков должна осуществляться на повышенной скорости, что сведет к минимуму тепловое воздействие на обрабатываемый металл. Для лучшего розжига дуги следует осуществлять предварительный прогрев электродов.
Сохранение длины дуги в диапазоне 1-1,5 миллиметров будет способствовать разрушению оксидной пленки на поверхности, что необходимо для получения качественного шва. Чтобы не было нарушено облако защитного газа, сварщик должен вести электрод ровно, не допуская колебательных движений. Равномерность подачи присадочного материала будет обеспечена при использовании полуавтоматического оборудования.
Для освобождения металла от грязи потребуются механические способы, а от жиров, масел, краски – химические. Когда для того, чтобы убрать дефекты, используются металлические заплатки, то вначале необходимо их прихватывать для обеспечения фиксации, после чего уже можно начинать проваривать швы. Для сваривания алюминиевых дисков устанавливают обратную полярность.
Если предстоит сварка участков, значительных по толщине, то место сварки необходимо предварительно разогреть во избежание появления в металле трещин. Для этого используется горелка или резак.
Начинать ремонт дисков сварочным методом следует с установки тока силой 150 Ампер. Сварку рекомендуется осуществлять в два прохода, сваривая вначале корень шва, а затем производить заполнение соединения. Горелкой также можно пройтись с изнанки шва для его выравнивания.
Если необходимо произвести наплавку на недостающую часть, то выставляется ток небольшой величины, порядка 120-140 Ампер. Наращивание следует осуществлять в несколько слоев, удалив после окончания сварки излишки методом шлифовки. Если заваривается трещина, то необходимо следить за тем, чтобы металл шва покрывал стороны с запасом. Если после зачистки шва найдутся непроплавленные участки, то следует пройтись по шву повторно, а затем подвергнуть очистке.
В рабочую зону аргон следует начать подавать за несколько секунд до начала сварки. Для возникновения дуги горелка должна быть расположена близко к поверхности диска. Слишком быстро подавать присадочную проволоку не рекомендуется, чтобы не вызвать избыточного разбрызгивания. Проволоку следует вести несколько впереди горелки. Дуга должна быть максимально короткой. Оптимальное расстояние между поверхностью диска и концом электрода – полтора миллиметра.
Заваривают кратер шва, не прерывая горения дуги, путем постепенного снижения напряжения. Подачу аргона прекращают только через несколько секунд после завершения сварки диска. Помимо ремонта этих частей автомобиля таким же образом может осуществляться сварка дисков мотоцикла.
Как заварить алюминиевые литые диски
Несмотря на высокую устойчивость к механическим повреждениям, при попадании в яму или бровку, а также при проезде «лежачих полицейских» на высокой скорости может появиться трещина в литом алюминиевом диске. После таких ударов диск может потерять свою геометрическую форму, то есть согнуться, но в некоторых случаях все-таки может появиться трещина. Степень повреждения напрямую зависит от скорости движения по рельефу дорожного покрытия, которое в зависимости от своего качества определяет силу удара, который приходится на диск.
В большинстве случаев алюминиевые литые диски с трещинами не подлежат восстановлению, однако точно узнать, безнадежен ли ремонт, можно только определив степень повреждения диска. В зависимости от степени повреждения, стоит подбирать способ сваривания, который наиболее качественно сварит диск и сделает его пригодным для дальнейшей эксплуатации.
Трещины, отломанные части и сколы диска в шинных центрах предлагают ремонтировать с помощью аргонового сваривания. Таким способом можно не только восстановить внешний вид литого диска, но и сделать его пригодным для использования по назначению.










Видя структуру сплава в литом диске, можно понять, что литой диск нельзя нагревать ни полностью, ни частично. Нагревание запрещено потому, что литые диски – это не просто металлическая деталь автомобиля, а потому, что они прокалены, и повторное нагревание до высоких температур неблагоприятно скажется на его свойствах.
Как бы сварщик не хвалил свои навыки сваривания, помните, что полноценно восстановить структуру и прочность литого алюминиевого диска Вам не удастся. Для оценки структуры требуется мощность научно-исследовательского института, а для воспроизведения этого в жизнь,- полноценные заводские условия.
Чтобы долгот не объяснять правильность данной позиции, стоит просто обратить внимание, что говорится по этому поводу в рекомендации безопасности, которые опубликовала Ассоциация европейских производителей колесных дисков. Там записано, что любой ремонт повреждений диска или обода с помощью нагревания, ударения или добавления материала абсолютно запрещается. Таким образом, алюминиевый литой диск после сваривания аргоном уже не будет пригоден для использования в том назначении, в котором использовался до этого
От нарушений в его составе, он теряет свои свойства и езда на нем, да еще и на большой скорости может оказаться чреватой последствиями. Даже если Вы не производили сваривание литого диска, его не стоит использовать для езды на автомобиле, потому что это будет подвергать Вашу жизнь опасности
Таким образом, алюминиевый литой диск после сваривания аргоном уже не будет пригоден для использования в том назначении, в котором использовался до этого. От нарушений в его составе, он теряет свои свойства и езда на нем, да еще и на большой скорости может оказаться чреватой последствиями. Даже если Вы не производили сваривание литого диска, его не стоит использовать для езды на автомобиле, потому что это будет подвергать Вашу жизнь опасности.
Так же обстоит дело и с устранением деформации диска. Вмятины или впадины на диске можно только выгнуть или выстучать, не подвергая его повышенной температуре.
Сварка алюминия инвертором
Состояния алюминиевых сплавов
Кованые алюминиевые диски из деформируемых сплавов 6082 и 6061 упрочняют путем закалки и искусственного старения (состояние Т6).
Литые диски или их элементы из сплава AlSi7Mg0,3 могут подвергаться термическому упрочнению путем закалки и искусственного старения (состояние Т6) или применяться без термического упрочнения, то есть в литейном состоянии (состояние F).
Литые диски из сплава AlSi11Mg обычно не подвергают термическому упрочнению (состояние F) .
Термически неупрочняемые сплавы серии 5ххх могут получать при изготовлении или ремонте нагартованные состояния, которые обозначаются Hхх.
Сварка алюминиевых дисков: канадские правила
Некоторые положения из этих канадских Правил, которые могут быть интересны специалистам по сварке алюминиевых колесных дисков :
- Минимальная толщина материала элемента алюминиевого диска, которая может подвергаться ремонту сваркой, составляет 1,5 мм.
- Ремонтная мастерская должна постоянно иметь страховой фонд специально под ремонт алюминиевых дисков в размере не менее 2 миллионов долларов (надо понимать, канадских).
- Мастерская должна иметь сварочный аппарат не менее чем на 250 ампер.
- Мастерская должна иметь мастера по ремонту сваркой (weld repair supervisor), который имеет опыт по сварке алюминия не менее 5 лет.
- Этот мастер несет ответственность за:
а) решение о ремонте диска сваркой или отправке его в лом;
б) способ ремонта для каждого ремонтируемого алюминиевого диска;
в) качество сварки отремонтированного алюминиевого диска. - В мастерской по ремонту алюминиевых дисков должен вестись специальный журнал, в который заносятся сведения о каждом ремонте алюминиевых дисков.
- Каждый сварщик должен проходить экзамен на знание методов испытаний и критериев приемки сварочного ремонта алюминиевых дисков.
- Мастерская по ремонту алюминиевых автомобильных дисков должна раз в два года проходить сертификационный аудит, чтобы подтвердить, что она имеет соответствующее оборудование, квалифицированного мастера по ремонту сваркой и квалифицированного сварщика.
- Разрешенный конструкционный ремонт сваркой ограничивается ободом, как это показано на рисунках 1 и 2.
- Косметический ремонт разрешается по всему колесу, включая ремонт сваркой поверхностных вмятин и выступов, которые не влияют на конструкционную целостность колеса.
- Допускается ремонт дисков, который применяет сварку в комбинации с ограниченной горячей и холодной правкой.
- Температура горячей правки не должна быть выше 204 °C (400 °F).
- Ремонтная сварка должна выполняться только с применением утвержденных режимов и материалов сварки методом TIG или методом MIG.
- Сварка может производиться на колесных дисках из алюминиевых литейных сплавов и деформируемых сплавов серий 5ххх и 6ххх.
- Критерии приемки алюминиевых сварных швов должны быть в соответствии с канадскими нормативными документами по сварке алюминиевых конструкций.
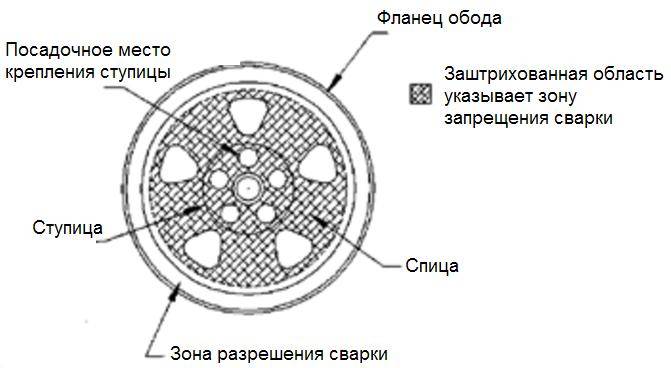 Рисунок 1 – Основные элементы типичного колесного диска
Рисунок 1 – Основные элементы типичного колесного диска
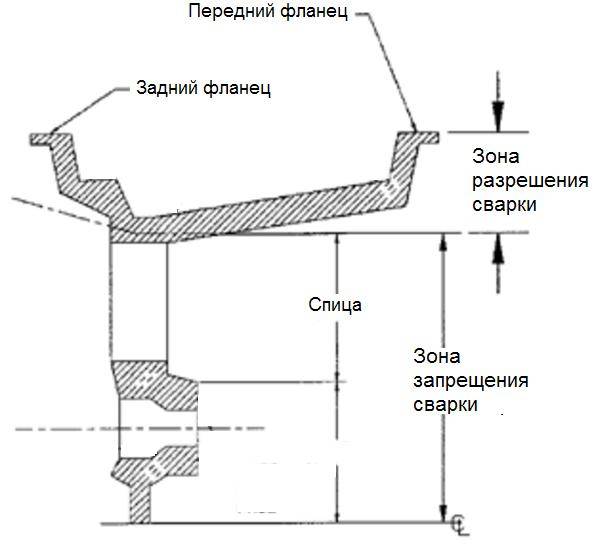
Рисунок 2 – Разрешенная и запрещенная зоны сварки
типичного колесного диска





