

Обработка дерева и металла
Ножевые валы применяют на станках, обрабатывающих древесину методом фрезерования, например на фуговальных, рейсмусовых, четырехсторонних продольно-фрезерных.
Ножевой вал (рис. 1, а) изготовляют из стали. Конструкция его предусматривает возможность закрепления на нем ножей и придания им вращательного движения. Средняя часть вала делается утолщенной с пазами для размещения ножей и устройств для их закрепления. По обе стороны от утолщенной части расположены шейки, которыми вал устанавливается в подшипниках. На одном конце вала укреплен шкив Для передачи вращательного движения. Часто вместо шкива ставят полумуфту для непосредственного соединения ножевого вала с валом электродвигателя. В этом случае ось вала электродвигателя должна быть соосна с осью ножевого вала.
В рейсмусовых станках СР6-8 на ножевой вал (рис. 1, б) ставят плоские серповидные ножи, режущие кромки которых расположены на цилиндрической поверхности вала по винтовым линиям. Ножевой вал с такими ножами отличается плавностью работы, так как рабочая часть режущей кромки имеет наименьший (почти постоянный по времени) контакт с обрабатываемой древесиной. Обработанная такими ножами поверхность имеет высокий класс шероховатости.
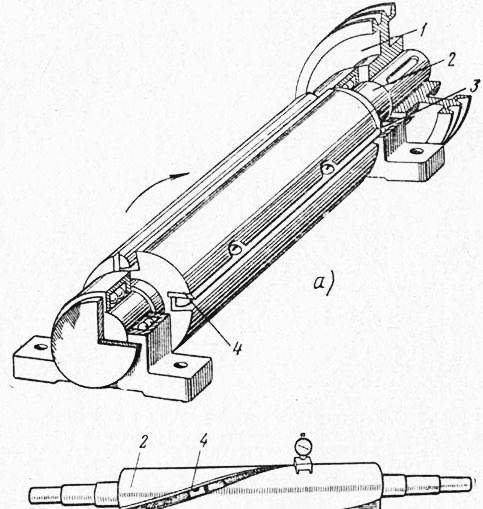
Ножевые валы делают 6000 и больше оборотов в минуту, поэтому валы и ножи балансируют с таким расчетом, чтобы центры тяжести двух ножей, установленных на противоположных сторонах вала, были одинаково удалены от оси вращения. В противном случае неизбежно появление неуравновешенных центробежных сил, вызывающих сильные вибрации, что приводит к ухудшению качества обработки и к поломке элементов станка.
Ножевые валы рассчитаны на закрепление одной, двух и большего количества пар ножей, Способы крепления ножей показаны на рис. 2.
Ножи (рис. 2, а, б) установлены в пазах утолщенной части вала, каждый из них зажат между стенкой паза и клиновидным вкладышем и болтами, которые при вывертывании из вкладышей упираются головками в стенку паза, противоположную ножу. Для равномерного зажима ножа предусмотрено несколько болтов, распределенных по всей длине вала.
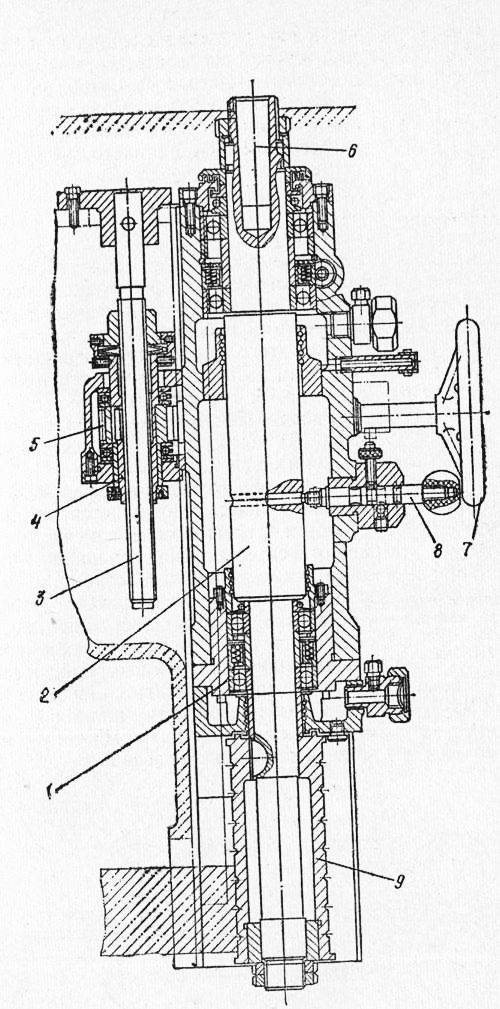
При смене затупившихся ножей необходимо ослабить все болты, затем снять ножи и, установив заточенные, закрепить их, затягивая в несколько приемов все болты. Операция эта трудоемкая и требует много времени.
На рис. 2, в показан более совершенный способ крепления ножей. Здесь зажим каждого ножа с вкладышем производите,я двумя клиньями и клином с помощью винта. Винт при его завертывании тор. цовым ключом перемещает клин, что сопровождается перемещением в сторону ножа клиньев, которые создают нужное давление на вкладыш. Чтобы снять нож и заменить его другим, нужно отвернуть винт. Для установки ножа по высоте служат винты (см. рис. 2, а) с прижимами, расположенными в специальных пазах вала, или пружины (см. рис. 2, б).
Фуговальный станок
Фуговальные станки рассчитаны на подачу материала вручную. Их основные части:
- рабочая поверхность из двух столов;
- ножевой вал, заглублённый между ними;
- электромотор и привод.
Различаются фуговальные агрегаты размером рабочей поверхности, мощностью, шириной строгания, диаметром окружности резания ножевого вала, скоростью его вращения, числом резцов. Высоту снятия материала за один проход регулируют перепадом высот загрузочного и принимающего стола. Её выбирают в зависимости от размера заготовки, вида древесины, обычно она не превышает 3 мм.
После пуска двигателя барабан вращается, лезвия срезают слои древесины, которые в виде стружки выводится за пределы станка. Цикл повторяется, пока вся заготовка не перейдет с загрузочного стола на приёмный.
Работа на фуговальных станках — с открытым ножевым барабаном — сопряжена с риском соприкосновения человека с резаками и движущимися элементами. Прижимное устройстве освобождает мастера от необходимости приближать руки к резцам, закрывает всю зону строгания вне зависимости от ширины пиломатериала.
Источник
Классификация и возможности
Исполнение рассматриваемых агрегатов может быть довольно разнообразным. Классифицируют станки по следующим признакам:
- По типу привода. Самодельные мини-устройства могут иметь и ручной привод, но в большинстве случаев используют всё-таки электрический привод. При этом бытовые модели комплектуются двигателем на 220 В, а профессиональные – на 380 В.
- По типу подачи. В схеме станка может быть одна или две пары подающих роликов, соответственно, в первом случае потребуется сделать прижим обрабатываемой заготовки к столу более мощным, не исключаются также вибрации в момент врезания. Двусторонние валковые подачи более совершенны и удобны в работе. Ряд зарубежных фирм (Makita, DeWalt и др.) комплектуют свои изделия узлами автоматической подачи, но эта опция оправдывает себя лишь при значительных программах выпуска однотипной продукции.
- По числу ножевых валов. Это определяет, сколько разных профилей может одновременно обрабатывать станок. Правда, соответственно увеличится и количество операторов.
- По функциональным возможностям. Устройство рейсмусовых станков позволяет сделать не только размерную обработку полуфабриката, но и последующую его калибровку. Это исключает появление поперечных сколов, вмятин и прочих дефектов, которые могут появиться на обработанной поверхности в случае несоблюдения технологии фугования или при чрезмерно большой подаче исходного материала.
- По своим технологическим характеристикам. На практике рассматриваемое оборудование производят с диапазоном мощностей 1…40 кВт, при частоте вращения вала до 10000…12000 мин-1, ширине строгания до 1350 мм, ходе до 50 м/мин и толщине исходной заготовки 5…160 мм.
Кроме того, некоторые модели различаются способом регулировки зазоров и устройством подшипникового узла главного привода.
Как выбрать фуговальный станок
Чтобы правильно подобрать фуговальный станок по дереву, необходимо учитывать следующие факторы:
- Материал рабочего пространства. Столы стационарного фуганка изготавливаются из стали, чугуна, алюминиевых сплавов и силумин. Наивысшей прочностью обладают столешницы из чугуна. Самыми дешевыми являются столы из силумина. Они легко деформируются в процессе эксплуатации.
- Ширина и длина рабочего стола. Эти показатели определяются размеры обрабатываемых заготовок. Станки с шириной до 15 см и длиной до 140 см применяются в домашних мастерских. Они способны обрабатывать заготовки небольшого размера. Устройства с шириной до 63 см и длиной до 200 см используются в крупных деревообрабатывающих цехах.
- Количество ножей. Чем больше режущих элементов закреплено на строгальном вале, тем реже необходимо осуществлять их заточку. При низкой интенсивности использования инструмента можно приобрести модели с 2 ножами. Для частой обработки большого количества брусков требуются приборы с 4 ножами.
- Разновидность и мощность силового агрегата. Фуганки оборудуются коллекторным или асинхронным электродвигателем. Они отличаются конструкцией и мощностью. Коллекторные моторы устанавливаются в бытовых фуганках. Они издают множество шумов. Асинхронные двигатели устанавливаются в промышленных инструментах и отличаются высокой производительностью.
- Частота оборотов ножевого вала. Чем быстрее вращаются режущие элементы, тем точнее рез. Средняя частота оборотов ножевого вала составляет 4,7 – 5 тыс. об/мин.
Ножи для фуговального станка
Выбирая ножи для фуганка, необходимо учитывать следующие особенности:
- Порода древесины определяет материал изготовления ножей. Для обработки изделий из сосны и иных хвойных деревьев рекомендуется использовать лезвия из сплава P6M5. При строгании брусков из мягких пород древесины требуются ножи, изготовленные из сплава HSS-стали.
- Для столярных работ необходимо оборудовать станок фигурными или прямыми ножами. Они обеспечивают высокую точность реза и позволяют создавать на обрабатываемой поверхности уникальные контуры.
- Устройства с затупленными ножами не смогут аккуратно обработать деревянную заготовку.

Лезвия ножей при длительной эксплуатации станка изнашиваются и требуют заточки. Об износе ножей свидетельствуют следующие факторы:
- При работе фуганка сильно нагревается электродвигатель.
- После обработки на поверхности бруска образуется мшистость.
- Обработанная заготовка получилась неровной.
Если лезвия невозможно заточить, то их нужно полностью заменить.
Преимущества и недостатки использования прижимного устройства
Достоинства строгания с прижимным устройством:
- пропадает нужда приближать руки к режущему устройству станка;
- возможна обработка тонких пиломатериалов;
- заготовка примыкает к лезвию по всей ширине с одинаковым давлением, строгание происходит на одинаковую глубину;
- устройств достаточной ширины закрывает ножевой вал целиком;
- регулировка прижимного усилия позволяет задать оптимальный угол образуемый передней гранью резца и плоскостью резания;
- обрабатываемая деталь не отрывается от подающей и принимающей поверхностей стола, не образуются сколы, задиры.
На заметку. Чем меньше угол резания при строгании, тем вероятнее появление отщепов, заколов. Слишком большой угол чреват заламыванием стружки.
Использование прижимного устройства может приводить к затратам времени: на настройку прижимов, а также на демонтаж перед обработкой детали большой толщины.
Продукция
Наш ассортимент – станки для работы по дереву и дополнительное оборудование к ним, с которыми вы сможете воплощать идеи в обустройстве быта. Они станут частью вашей мастерской и вашей жизни. В наших изделиях реализованы уникальные разработки конструкторского бюро. Надежность, продуманность, безопасность – вот, что отличает продукцию Белмаш в первую очередь.
Ассортиментная политика учитывает требования рынка, поэтому новинки не имеют прямых аналогов. Инновации и контроль при изготовлении дают уверенность в качестве продукта.
Простота, удобство и средний ценовой сегмент позиционируют бытовые деревообрабатывающие станки Белмаш как оптимальный выбор для домашнего мастера.
Достоинства и недостатки

К достоинствам строгальных станков следует отнести:
- простота конструкции;
- возможность быстро и качественно выровнять поверхность, устранить все дефекты, сделать заготовку чистой и гладкой;
- допускается обработка деталей толщиной от 5 мм;
- есть возможность настройки упора, изменяющего наклон кромки по отношению к плоскости;
- высокая производительность с неизменным качеством поверхности.
Есть и недостатки:
- работа на фуговальных станках относится к наиболее опасной, требующей строгого соблюдения правил безопасности;
- настройка ножей требует тщательности и внимания. Неопытные мастера часто допускают массу ошибок, не затягивают клиновые упоры, отчего ножи вылетают из гнезда;
- для заточки ножей необходимы специальные приспособления или полноценные станки;
- от настройки столов зависит качество плоскости и прямизна кромки.
Настройка фуговального станка — это сложная задача. Опытные мастера-настройщики высоко ценятся в кругах станочников, их приглашают на регулировку оборудования, просят провести консультации.








Техника безопасности при работе
Все техники безопасности в работе со станками одинаковы и крайне требовательны. В перечень этой техники входит следующее:
- Нельзя совать руки, где крутятся валики — это может привести к серьёзным травмам.
- Станок должен быть заземлён, чтобы избежать ударов током и пожара.
- Присутствие резиновых ковриков около станка крайне необходимо.
- Категорически запрещено производить чистку станка, во время его работы.
- Запрещено заниматься ремонтом деталей оборудования, когда станок включен в электрическую сеть.
- Перед включением станка необходимо убедиться, что все механизмы исправны.
- Перед включением убедиться в исправности электрического провода.
Соблюдение простых правил безопасности при работе с самодельным станком сохранит ваше здоровье и жизнь.
Принцип работы
Принцип работы фуговального станка заключается в следующем:
- Задняя плита в процессе обработки деталей всегда остается неподвижной. Местоположение передней части рабочего стола настраивается оператором до требуемой высоты.
- После включения станка электродвигатель направляет обороты к ножевому валу. В результате режущие элементы начинают вращаться.
- Деревянная деталь прикладывается к направляющей линейке двумя руками и направляется на ножи. При работе с недорогими устройствами подавать заготовку необходимо вручную, что может привести к травмам. Современные станки оснащаются системой автоподачи заготовок. Она обеспечивает безопасность работы и увеличивает скорость подачи брусков.
- После подачи заготовки вращающиеся лезвия снимают слой древесины, устраняя неровности, и создают плоскую чистовую базовую поверхность. Скорость обработки зависит от технологии строгания заготовки. Большая часть инструментов состругивает поверхности заготовок по-отдельности. Существуют приборы, способные обрабатывать 2 стороны деревянной детали одновременно.

Если в процесс обработки на бруске появляются волокна или мелкие частицы древесины, то нужно заточить лезвия. Если на обструганной плоскости присутствуют неровности, то рекомендуется отрегулировать расстояние между плитами и строгальным валом.
Ножевые валы рейсмусовых станков
Опубликовано admin Дек 5, 2010 в Рейсмусовые станки
Ножевой вал представляет собой часть рейсмусового станка, соединяемую со станиной или столом через подшипники и не снимаемую со станка при смене инструмента. Съемными его элементами являются ножи для фрезерования. Основные параметры ножевого вала (длина, диаметр, число ножей) зависят от конструкции станка и его технических показателей.

Различают следующие типы ножевых валов для рейсмусовых станков: с прямолинейным расположением ножей цельных и расчлененных; с винтовым расположением ножей цельных и расчлененных. Конструкция любого ножевого вала предусматривает возможность придания ему вращательного движения и закрепления в нем режущих ножей. Вал имеет шейки для установки его в подшипниках, консоль для закрепления приводного шкива (или полумуфту для непосредственного присоединения к валу электродвигателя) и прямые или винтовые пазы для размещения ножей и устройств для их регулирования и закрепления.
Ножевой вал с прямыми цельными ножами предусматривает закрепление плоских тонких ножей с прямолинейной режущей кромкой центробежно-клиновым способом. Нож удерживается клиновой планкой, прижимающей его к стенке паза в корпусе при вывинчивании винтов. Во время вращения вала под действием центробежных сил возрастают удерживающие нож силы трения по поверхностям корпуса и клина.
Ножевой вал с винтовым расположением цельных ножей имеет в корпусе пазы, расположенные по винтовой линии, в которых устанавливают тонкие плоские ножи серповидной формы. Устройство для закрепления ножа также центробежно-клиновое (клин имеет форму, соответствующую пазу). При закреплении клином и винтами плоский тонкий серповидный нож изгибается, и его режущая кромка приобретает вид винтовой линии, несколько выступающей над цилиндрической поверхностью ножевого вала.
Преимущества вала с винтовым расположением ножей перед прямым заключается в равномерном последовательном врезании ножа в заготовку (без удара), повышении качества фрезерования и снижения шума при работе станка. Однако технические трудности изготовления, подготовки и установки серповидных ножей сдерживают широкое распространение такой конструкции.
Расчленение длинных прямых или винтовых ножей на отдельные секции имеет целью сохранить основные преимущества винтового вала в более простых конструкциях и, кроме того, обеспечить возможность применения выпускаемых промышленностью твердосплавных пластин ограниченной длины для инструментов с шириной обработки 300. 1200 мм. Валы с расчлененными ножами обычно называют ступенчатыми.
Ступенчатый вал с прямолинейным расположением расчлененных ножей выполнен в виде набора отдельных секций (сборных фрез), неподвижно посаженных на вал с последовательным смещением на некоторый угол (для вала из семи секций при 4-х ножах в каждой угол смещения равен 12°).
В отдельных моделях рейсмусовых станков, выпускаемых Ставропольским станкостроительным заводом, устанавливают ножевые валы с прямыми пазами, в которых винтами закрепляют клиновые планки, несущие короткие ножи (длиной 60 мм). Ножи на планках закреплены наклонно к образующей вала, т. е. занимают положение отрезков винтовой линии. Ввиду малой длины ножа и значительного диаметра вала (140 мм) режущая кромка ножа практически не отличается от прямой линии.
Планки с ножами в пазах ножевого вала устанавливаются таким образом, чтобы промежутки между ножами в одном пазу перекрывались ножом следующего ряда. Возможные незначительные выступы ножей относительно друг друга устраняются фуговкой лезвий при помощи фуговального приспособления, входящего в комплект принадлежностей к станку. Описанный ножевой вал приспособлен и для установки на нем обычных плоских ножей для фрезерования (вместо набора коротких планок устанавливают длинные нож и клин с винтами).
голоса
Рейтинг статьи
Установка ножей на фуговальный станок
При установке ножей на строгальный вал необходимо учитывать следующие особенности:
- В процессе работы используются несколько профилей из алюминия.
- После вставки ножей в пазы их необходимо плотно зажать.
- Прижимать шаблоны к краям рабочей столешницы над строгальным валом нужно при помощи струбцины.
- Лезвие необходимо приподнять до касания с бруском. В месте соприкосновения 2 поверхностей требуется поставить метку.
- При зажатии болтов ножи нужно удерживать в натянутом положении.
- После настройки 1 ножа необходимо провернуть вал и продолжить настройку следующих режущих элементов.
- После установки снять шаблон и измерить угол скоса по краю, выступ за кромку стальных накладок и строгального вала. Рекомендуется проверить ножи при включенном электромоторе.
Крепление лезвий к ножевому валу осуществляется при помощи гаечных ключей. Чтобы заточить ножи, требуется выкрутить все болты и извлечь лезвия.
Изготовление своими руками
Сделать станок для строгания досок самому вполне реально. Прежде всего, нужно выбрать чертеж, который соответствовал бы возможностям мастера.
Принцип выбора вида станка состоит в простоте конструкции агрегата. Это поможет сэкономить деньги. В личном хозяйстве приспособление эксплуатируется не постоянно, а время от времени.

Основное предназначение бытового устройства – это обработка деревянных изделий. Для удобства эксплуатации его планируют небольших размеров. Движущей силой агрегата является электрический двигатель, работающий от бытовой электросети.
Рабочий стол состоит из подвижной и статичной частей. Поверхность стола покрывают металлическим листом толщиной 3 мм или фанерой – 15 мм.
Между частями стола встроена фреза. Она представляет собой металлический цилиндр. На всю его длину вставлены два режущих лезвия.
Режущий цилиндр снабжен подъемным устройством, позволяющим регулировать толщину срезаемого деревянного слоя.
При изменении высоты фрезы зазор на рабочем столе корректируют подвижной частью.
В некоторых конструкциях вал остается неподвижным в вертикальной плоскости. Меняется высота рабочего стола. Он перемещается по вертикали с помощью специальных винтов.
Регулировкой высоты рабочей платформы можно точно установить толщину среза древесины.
Для сборки самодельного агрегата необходимо иметь подробный чертеж с проработанными деталями.
Чтобы смастерить строгальное устройство, надо приготовить следующие инструменты и материалы:
электродвигатель мощностью 1 кВт;

- блок управления;
- цилиндрическую фрезу;
- приводные шкивы;
- металлический лист;
- строительную фанеру;
- метизы;
- отрезки металлопрофиля.
Пошаговая инструкция по сборке
- На деревянную платформу устанавливают электродвигатель.
- Его подключают к понижающему трансформатору и блоку управления.
- К платформе крепят подвижную рамку.
- В верхней ее части по бокам устанавливают подшипники.
- В них встраивают фрезерный вал с приводом.
- Привод соединяют с валом электродвигателя шкивом.
- Крепят корпус станины.
- Сверху станины помещают неподвижную и статичную части рабочего стола на специальной рамной конструкции. Рабочий стол изготавливают из металлического листа или строительной фанеры.
В другом варианте создания конструкции строгального оборудования поступают следующим образом:
- Вместо электродвигателя, привода, шкива и цилиндрической фрезы применяют электрорубанок.
- Станина делается так же, как и в предыдущем варианте.
- На подъемной рамке устанавливают электрорубанок режущим органом вверх.
Применение электрорубанка гораздо упрощает весь процесс сборки самодельного устройства.
Модели в продаже
Описание популярных моделей:
7Е35
Рабочий стол станка 7Е35 имеет размер 500×360 мм. Перемещение ползуна прямолинейное возвратно-поступательное. Его максимальный ход составляет 520 мм. Число горизонтальных подач – около 20, их движение прямолинейное и прерывистое. Частота ходов ползуна составляет от 13 до 150 движений в минуту.










Основным приводом станка 7Е35 является электродвигатель мощностью 5,5 кВт. Перемещение ползуна осуществляется через клиноременную передачу. Диаметры шкивов: 140 и 335 мм.
Качающее движение ползун получает от кулисы. Регулировка длины хода ползуна делается вручную. Эта длина отмечается на лимбе ручки управления.
Станки 7110, 7212, 7303, 7305, 7307 ГТ, 7Б35, 7Д36
Продольно-строгальные и поперечно-строгальные станки предназначены для строгания, фрезерования корпусных и плоских деревянных элементов. Конструктивно одна модель мало чем отличается от другой. Различия заключаются в длине хода и ширине стола, габаритах и массе.
Таблица: Сравнительная характеристика моделей 7110 и 7212
| Наименование модели | Длина хода стола, мм | Ширина стола, мм | Габариты, м | Масса, кг |
| 7110 | 3200 | 900 | 7,8×3,75×3,8 | 27400 |
| 7212 | 4000 | 1120 | 11,5×5,15×4 | 40200 |
| 7303 | 320 | 280 | 1,77×0,9×1,54 | 1100 |
| 7307 Г, 7307 ГТ | 500 | 360 | 0,53×400×320 | 500 |
| 7305 | 510 | 360 | 0,53×400×320 | 500 |
| 7Б35 | 710 | 450 | 2,85×1,68×1,8 | 3400 |
| 7Д36 | 700 | 450 | 2,8×1,65×1,8 | 3300 |
Рейсмус-калибр
Станок рейсмус-калибр (kalibr) предназначен для чистового выстрагивания досок калиброванной толщины. Агрегат выпускают в переносном варианте и в виде большого стационарного оборудования. Рейсмус строгает верхнюю сторону доски, доводя ее до идеальной ровности.
Двигатель у калибра устанавливают мощностью от 1,5 до 1,8 кВт. Оптимальная ширина работы станка и толщина доски являются калибром обработки заготовки. Максимальная ширина бруска находится в пределах 310–330 мм. Допустимая толщина дерева – 152 мм.
Рейсмусовый агрегат JET JWP-12x – это настольный вариант калибровочного устройства. Его вес составляет всего 33 кг. Работает станок от бытовой электрической сети. На валу расположены 2 ножа. JET JWP-12 обладает рабочим столом размером 300×320 мм.
Фуговальный станок Корвет 101
Это настольный вариант фуговального устройства. Его габариты имеют следующие размеры – 20×370×380 мм (длина, ширина и высота). Фугование производится более качественно, чем строгание электрорубанком.
Мощность электродвигателя – 1,1 кВт. Глубина за один проход – 3 мм. Подключается к бытовой электросети напряжением 220 В. Масса устройства составляет 35 кг. Цена станка колеблется в пределах 18–20 тыс. руб.
Углопильная машина Корвет
Фуговальный станок «Корвет» (Korvet) строгает деревянные заготовки и бревна одновременно двумя пильными дисками в горизонтальной и вертикальной плоскостях. Это сложное техническое устройство с числовым программным управлением производит фугование длинномерных деревянных заготовок.
Установленное бревно обследуется датчиками. Сведения о габаритах заготовки обрабатываются компьютером. На дисплее отражается поперечный срез бревна и схема положения фрез на нем. ЧПУ позволяет настроить станок на получение определенной толщины досок с высокой точностью. Работа «Корвета» практически полностью автоматизирована. Человеку остается только снять готовую продукцию с направляющей планки.
BOSCH 1600
Станок BOSCH 1600 представляет собой совершенную конструкцию ручного фрезерного агрегата. Он весит всего 5,8 кг. С его помощью можно вырезать полости любой конфигурации, что делает применение устройства привлекательным в мебельном производстве небольших предприятий. Такой аппарат в частном хозяйстве для обработки деревянных изделий просто необходим.
Агрегат удерживается за две удобные ручки. Набор сменных фрез расширяют возможности станка в создании любого рельефа выемок на поверхности доски.
Две стойки позволяют регулировать глубину врезки фрезы в дерево. Система специального опорного приспособления обеспечивает фрезерование с использованием шаблона. Очень удачная конструкция BOSCH 1600 завоевала большую популярность у мастеров любого уровня.
Ориентировочная стоимость агрегата – 45 000 р.
Как правильно работать на строгальном станке?
Ничего сложного в эксплуатации и обслуживании этого оборудования нет. Станок запускается от электромотора через коробку скоростей. Регулирование скорости – бесступенчатое, вхождение резца в заготовку – плавное, выход в конце операции – замедленный. Проблем с запуском и во время работы станка не бывает.
Принцип работы строгальных станков незначительно отличается в зависимости от типа оборудования:
- на продольно-строгальном станке заготовку фиксируют на столе, который совершает возвратно-поступательные движения;
- поперечно-строгальный станок оснащен механизмом, отвечающим за движение стола и подачу резца в любом направлении.
Специализированные строгальные станки работают по такому же принципу, но их особенность – большое количество операций. Например, они не только строгают, но и растачивают, фрезеруют, шлифуют. А управляются такие станки при помощи подвесных кнопочных станций.
Основные понятия
В подобном оборудовании будут присутствовать многочисленные вращающиеся детали. Отсюда можно сделать вывод, что выполнить такой станок своими руками будет не так уж просто. Поэтому приступая к его изготовлению нужно рассчитать свои силы. Если у вас уже имеется некоторый подобный опыт, то вы справитесь с задачей.
Стоит сразу отметить, что сделать фуговальный станок полностью из деталей собственного изготовления у вас не получится. Конечно, возможно в ваших «закромах» имеется большой ассортимент различных устройств, но такое бывает редко. В первую очередь это касается вала с ножами и подшипников. Их, скорее всего, придется докупать или даже заказывать. Но если все что нужно имеется в наличии, то можно смело приступать к проектированию.

Некоторые детали для фуговального станка: ножевой вал, подшипники ножи, придется покупать или заказывать
В первую очередь стоит понять, какую именно «комплектацию» вы желаете получить. Тут может быть несколько вариантов:
- просто фуговальный станок. Он будет выполнять только одну функцию;
- комплект из фуганка и циркулярной пилы. В этом случае функциональность станка увеличивается в два раза;
- оборудование способное выполнять роль и фуганка, и циркулярной пилы, и шлифовального устройства, и точильного и сверлильного станка. Такое приспособление будет очень полезным для вашей мастерской, но вот выполнить его своими руками будет сложно.
Самый оптимальный и простой в исполнении вариант – это изготовить фуганок и циркулярную пилу на одной станине. Плюс ко всему оба инструмента будут вращаться от одного электродвигателя. Такая особенность существенно облегчить нашу задачу.
Рассмотрим основные составляющие нашего будущего настольного фуговального станка. В него будут входить:
- Станина. Эта конструкция будет удерживать весь станок и установленное на нем оборудование. Для ее изготовления лучше всего использовать прочные швеллеры, с толщиной стенок в пределах 8-10 миллиметров. Станину можно выполнить как разборную, так и капитальную. В первом случае все ее составляющие будут соединяться при помощи болтов и гаек. Если переносной станок вам не нужен, то швеллеры можно закрепить между собой при помощи сварки. Такой вариант будет более надежным. Можно обойтись и без станины, если ее роль будет играть рабочий стол;
- Рабочий инструмент. Это одна из самых главных составляющих станка. Ножи фуганка и сама пила – именно с их помощью вы и будете распиливать, и обрабатывать доски. Ножи прочно крепятся на валу. Они должны быть выполнены из надежной и крепкой стали. Пилу для циркулярки с победитовыми напайками. Такой инструмент прослужит вам гораздо дольше;
- Ротор – именно к нему будут крепиться все инструменты. Без этой детали невозможно выполнить ни один станок, рейсмус или циркулярную пилу. Найти подходящий ротор бывает довольно сложно, поэтому его лучше заказать у профессионального токаря, предварительно снабдив его чертежами;
- Рабочий стол. Для нормально функционирующего станка вам понадобиться три поверхности. Одна будет служить рабочим столом для циркулярной пилы, а две других для фуговального станка. Толщина материала для рабочей поверхности должна быть не менее пяти миллиметров. Для этих целей подойдет многослойная фанера или металлические листы. При этом желательно сделать небольшую разницу по высоте для поверхностей, предназначенных для фугования. Та сторона, по которой будет подаваться заготовка должна быть на пару миллиметров ниже то, на которую перейдет уже обработанная сторона. Такой перепад облегчить работу и существенно снизит вибрацию.
Назначение
Фуговальный станок предназначен для проведения следующих операций:
- Выравнивание крупных фрагментов деревянных брусков.
- Черновое выравнивание плоскости заготовок.
- Отборка пазов под углом.
- Снятие кромки.
По сравнению с другими деревообрабатывающими инструментами, фуганок обладает следующими преимуществами:
- Подходит для строгания мелких заготовок и крупных брусков.
- Высокое качество реза.
- Способен обрабатывать поверхности и края деревянных брусьев криволинейно.
- При наличии дополнительных насадок можно распиливать детали с помощью фуганка.
- Низкая стоимость инструмента. Фуговальный станок стоит 10–14 тыс. руб.
Чаще всего фуганки используются в деревообрабатывающем секторе, в строительстве и для столярных работ. Они также могут применяться в домашних мастерских.










Устройство
Фуговальный станок состоит из следующих элементов:
- Двигатель. Он работает от сети с напряжением 220 В. Электромотор создает и передает крутящий момент строгальному валу с ножами.
- Рабочий стол. Данный элемент состоит из задней и передней плит. Они изготавливаются из чугуна и оснащаются ребрами жесткости, обеспечивающими устойчивость рабочей поверхности. Края плит оборудованы накладками из нержавеющей стали. Они защищают рабочий стол от разрушения. Задняя плита находится на одном уровне с верхней точкой режущих лезвий. Передняя плита находится под задней, на расстоянии до 2 мм. Расстояние между уровнями зависит от того, сколько материала нужно снять при обработке деревянного изделия.
- Станина. Она изготавливается из прочных сплавов металлов. Эта деталь выдерживает вес станка и все усилия, возникающие при воздействии режущих элементов на поверхность заготовки. На станине располагаются валы с ножами, направляющие и крепления.
- Строгальный вал. Он располагается между задней и передней плитами. К валу крепятся лезвия одинаковой толщины. Они изготавливаются из инструментальной быстрорежущей стали. Для обработки брусков из плотных пород дерева рекомендуется оснащать вал резаками с твердосплавными напайками.
- Направляющая. Она представляет собой узел, предназначенный для перемещения подвижных элементов станка и обрабатываемой заготовки. Направляющая крепится к станине при помощи болтов. Она может передвигаться в поперечном направлении.
- Круговое ограждение. Оно размещено на передней плите и плотно прилегает к направляющей. Круговое ограждение изготавливается из листовых материалов и защищает ножевой вал.
С помощью фуговального станка рекомендуется обрабатывать детали длиной от 1 до 1,5. Более длинные заготовки плохо закрепляются на рабочем столе и деформируются, что снижает точность реза и создает неудобства в процессе работы. Обрабатывать заготовки длиной меньше 1 м травмоопасно.





