

Технология измерения
Перед проведением измерений нутромером требуется проверить его работоспособность. Для этого нужно оценить состояние его комплектующих и осмотреть маркировку. После визуального осмотра проверяется взаимодействие элементов штихмаса. Посредством инструментального микроскопа измеряются ширина штрихов стебля и барабана. В конце проверяются радиус кривизны наконечника и габариты установочной меры.
Перед проведением измерительных работ также требуется убедиться, что штихмас соответствует следующим требованиям:
- Предел погрешностей при комнатной температуре и влажности до 80 % составляет не более 0,09 мм.
- Размах показаний составляет не более 1/3 деления шкалы.
- Радиус контактной поверхности стержней равняется 2–40 мм.
- Головки прибора изготовлены из твердых сплавов и имеют шероховатости в соответствии с международным стандартом 2789.
- Покрытие металлических поверхностей микрометрического нутромера обладает антикоррозионными свойствами.
- Ручка, расположенная на барабане, изготовлена из материалов с низкой теплопроводностью.
Рекомендуется пользоваться нутромерами от официальных производителей (Mitutoyo, Mahr, Norgau, ЧИЗ). Они обладают сертификатом соответствия международным и российским техническим стандартам, что подтверждает качество измерительных инструментов.
Процедура измерения заготовок микрометрическим нутромером осуществляется по следующему алгоритму:
- На инструменте выставляются размеры измеряемого объекта. Необходимо выставить приблизительные размеры заготовки.
- Головка располагается под углом 90° относительно продольной оси микрометрического нутромера.
- Штихмас соприкасается со стенками барабана и трещотки.
- Микрометрический винт завинчивается, стержень с наконечником извлекается.
- Длина головки складывается со значением шкалы.

При работах с широкими отверстиями рекомендуется использовать микрометрические нутромеры с дополнительными стержнями-удлинителями.
ИНСТРУМЕНТ И ОСНАСТКА БРИГАДЫ ПО МОНТАЖУ ЛИФТОВ
2.4.
2.4.1. Бригада монтажников должна быть оснащена комплектом инструмента, монтажными приспособлениями и контрольно-измерительными приборами согласно номенклатуре, указанной в табл. 3-5.
2.4.2. Перед началом монтажа мастер (производитель работ) должен проверить наличие и исправность у монтажной бригады инструмента, монтажных приспособлений, грузоподъемных механизмов, защитных средств и контрольно-измерительных приборов, а также доукомплектовать их, если этого требует производственная необходимость.
2.4.3. Если в ППР применяются монтажные приспособления н оснастка, которые не являются типовыми, то они должны быть заранее изготовлены в монтажном управлении или на участке и доставлены на объект к началу выполнения монтажных работ. 2.4.4. При выполнении монтажных работ бригада, если этого требует производственная необходимость, может использовать специальный инструмент, входящий в комплект поставок лифта Перечень специализированного инструмента см. в приложении 4.
Таблица 3 Комплект инструмента для бригады в составе 2-3 чел.
| Наименование | Тип или обозначение | Марка или ГОСТ | Количество на бригаду, шт. |
| Тиски слесарные с ручным приводом | 1-60 | ГОСТ 4045-75 | 1 |
| Патрон сверлильный трехкулачковый | № 2 | ГОСТ 8522-79 | 1 |
| Молоток слесарный стальной | 7850-0033Ц12хр | ГОСТ 2310-77 | 1 |
| Молоток слесарный стальной | 7850-0035Ц12хр | ГОСТ 2310-77 | 1 |
| Кувалда кузнечная тупоносая | 1212-0003 | ГОСТ 11401-73 | 1 |
| Лом монтажный | ЛМ-24 | ГОСТ 1405-72 | 1 |
| Лом-гвоздодер | ЛО-24 | ||
| Ключи гаечные: | |||
| 8 ´ 10 | 7811-000301 ´ 9 | ГОСТ 2839-80 | 2 |
| 10 ´ 12 | 7811-0004С1 ´ 9 | ГОСТ 2839-80 | 2 |
| 12 ´ 13 | 7811-0007С1 ´ 9 | ГОСТ 2839-80 | 2 |
| 13 ´ 14 | 7811-0027С1 ´ 9 | ГОСТ 2839-80 | 2 |
| 14 ´ 17 | 7811-0022С1 ´ 9 | ГОСТ 2839-80 | 2 |
| 17 ´ 19 | 7811-0023С1 ´ 9 | ГОСТ 2839-80 | 2 |
| 19 ´ 122 | 7811-0024С1 ´ 9 | ГОСТ 2839-80 | 2 |
| 22 ´ 24 | 7811-0025С1 ´ 9 | ГОСТ 2839-80 | 2 |
| 24 ´ 27 | 7811-0026С1 ´ 9 | ГОСТ 2839-80 | 1 |
| 27 ´ 30 | 7811-0041С1 ´ 9 | ГОСТ 2839-80 | 1 |
| 32 ´ 36 | 7811-0043С1 ´ 9 | ГОСТ 2839-80 | 1 |
| Отвертки слесарно-монтажные под винт диаметром, мм: | |||
| 2 | 7810-0307Гр3кд21хр | ГОСТ 17199-71 | 2 |
| 4 | 7810-0320Гр3к21хр | ГОСТ 17199-71 | 2 |
| 5 | 7810-0325Гр3к21хр | ГОСТ 17199-71 | 2 |
| 6 | 7810-03З2Гр3к21хр | ГОСТ 17199-71 | 2 |
| 8 | 7810-0338Гр3к21хр | ГОСТ 17199-71 | 2 |
| 10 | 7810-0343Гр3к21хр | ГОСТ 17199-71 | 2 |
| 12-14 | 7810-0347Гр3к21хр | ГОСТ 17199-71 | 2 |
| 16-20 | 7810-0350Гр3к21хр | ГОСТ 17199-71 | 2 |
| Ножницы | 320 | ГОСТ 7210-75 | 1 |
| Плоскогубцы комбинированные | 150 | ГОСТ 5547-75 | 2 |
| Круглогубцы | ГОСТ 7283-73 | 3 | |
| Зубило: | |||
| 16 | 2810-0204Н12хр | ГОСТ 7211-72 | 1 |
| 20 | 2810-0224Н12хр | ГОСТ 7211-72 | 1 |
| Зажим для каната диаметром, мм: | |||
| 10-12 | 13 | — | 3 |
| 13-16 | 16 | — | 3 |
| 16-19 | 19 | — | 3 |
| Стамеска: | |||
| 20 | 3844-0013 | ГОСТ 1184-69 | 1 |
| 40 | 3844-0020 | ГОСТ 1184-69 | 1 |
| Сверла диаметром: 3,5; 5; 6; 6,5; 7; 10; 11; 12; 13-15; 17; 18; 7; 10; 15; 18; 20; 26 | — | ГОСТ 10902-77 | По 4 каждого диаметра |
| Напильник: | |||
| плоский | 2820-0023 | ГОСТ 1165-75 | 2 |
| круглый | 2822-0065 | ГОСТ 11465-80 | 2 |
| полукруглый | 2822-0122 | ГОСТ 1465-80 | 2 |
| Надфиль (компл.) | ГОСТ 1513-77 | 1 | |
| Нож монтажный | МН-2 | — | 2 |
| Струбцина для закрепления деталей | — | 4 | |
| Топор | А-1 | ГОСТ 1399-73 | 1 |
| Кернер | 7843-0039 | ГОСТ 7213-72 | 2 |
| Кельма | К 5 | ГОСТ 9533-71 | 1 |
| Клещи | КУ-1 или КСИ-1 | — | 2 |
| Клещи | 1200-0503 | ГОСТ 11387-75 | 1 |
| Кисть малярная | — | ГОСТ 10597-80 | 1 |
| Ножовка плотницкая | — | — | 1 |
| Ножовочный станок | |||
| раздвижной | — | — | 1 |
| Ножовочное полотно | 2800-0004Р9 | — | 12 шт. на 1 машину |
| Паяльник электрический на 300 Вт | — | ГОСТ 7219-77 | 1 |
| Шлямбур | — | — | 1 |
| Тигель электрический на 600 Вт | — | 1 | |
| Отвертка-индикатор | — | — | 2 |
| Машина сверлильная электрическая | ИЭ-1022 или ИЭ-1023 | ГОСТ 8524-80 | 1 |
| Электрошлифовальная машина | ИЭ-8201 | ГОСТ 11096-80 | 1 |
| Молоток-перфоратор фуганоэлектрический | ИЭ-4709 | — | 1 |
Таблица 4
Комплект приспособлений и оснастки
| Наименование | Количество на бригаду, шт. |
| Сварочный аппарат в комплекте | 1 |
| Монтажная лебедка | 1 |
| Захват для подъема направляющих кабины | 1 |
| Захват для подъема направляющих противовеса | 1 |
| Приспособление для контроля штихмасса направляющих | 1 |
| Кольцевой строп | 2 |
| Двухветьевой строп | 1 |
| Специальный щуп для проверки регламентированных размеров | 1 |
| Предохранительный пояс | По одному на всех членов бригады |
| Комплект двусторонней телефонной связи | 1 |
| Специальный ключ для открывания дверей шахты | 1 |
Таблица 5
Комплект контрольно-измерительного инструмента
| Наименование | Тип или обозначение | Марка или ГОСТ | Количество на бригаду, шт. |
| Мегаомметр | М 4100/4 | — | 1 |
| Омметр | М 372 | — | 1 |
| Прибор | УМЖК-56 | — | 1 |
| Щуп | № 3 | ГОСТ 882-75 | 1 |
| Рулетка (2 м) | РС-2 | ГОСТ 7502-69 | 2 |
| Рулетка (10 м) | РЗ-10 | ГОСТ 7502-69 | 2 |
| Отвес (3 м) | ОТ-200 | ГОСТ 7948-71 | 2 |
| Отвес (10 м) | ОТ-1500 | ГОСТ 7948-71 | 1 |
| Линейка стальная | 1-500 | ГОСТ 427-75 | 1 |
| Угольник | — | ГОСТ 3749-77 | 1 |
| Штангенциркуль | ШУ-П-250-0,05 | ГОСТ 166-80 | 1 |
| Уровень | 150-0,1 | ГОСТ 9392-75 | 1 |
| Указатель напряжения | МИН-1 | — | 1 |
| Динамометр | 0,01 ТС | ГОСТ 13837-68 | 1 |
www.liftspas.ru
ИНСТРУМЕНТ И ОСНАСТКА БРИГАДЫ ПО МОНТАЖУ ЛИФТОВ
2.4.
2.4.1. Бригада монтажников должна быть оснащена комплектом инструмента, монтажными приспособлениями и контрольно-измерительными приборами согласно номенклатуре, указанной в табл. 3-5.


2.4.2. Перед началом монтажа мастер (производитель работ) должен проверить наличие и исправность у монтажной бригады инструмента, монтажных приспособлений, грузоподъемных механизмов, защитных средств и контрольно-измерительных приборов, а также доукомплектовать их, если этого требует производственная необходимость.
2.4.3. Если в ППР применяются монтажные приспособления н оснастка, которые не являются типовыми, то они должны быть заранее изготовлены в монтажном управлении или на участке и доставлены на объект к началу выполнения монтажных работ. 2.4.4. При выполнении монтажных работ бригада, если этого требует производственная необходимость, может использовать специальный инструмент, входящий в комплект поставок лифта Перечень специализированного инструмента см. в приложении 4.
Таблица 3 Комплект инструмента для бригады в составе 2-3 чел.
| Наименование | Тип или обозначение | Марка или ГОСТ | Количество на бригаду, шт. |
| Тиски слесарные с ручным приводом | 1-60 | ГОСТ 4045-75 | 1 |
| Патрон сверлильный трехкулачковый | № 2 | ГОСТ 8522-79 | 1 |
| Молоток слесарный стальной | 7850-0033Ц12хр | ГОСТ 2310-77 | 1 |
| Молоток слесарный стальной | 7850-0035Ц12хр | ГОСТ 2310-77 | 1 |
| Кувалда кузнечная тупоносая | 1212-0003 | ГОСТ 11401-73 | 1 |
| Лом монтажный | ЛМ-24 | ГОСТ 1405-72 | 1 |
| Лом-гвоздодер | ЛО-24 | ||
| Ключи гаечные: | |||
| 8 ´ 10 | 7811-000301 ´ 9 | ГОСТ 2839-80 | 2 |
| 10 ´ 12 | 7811-0004С1 ´ 9 | ГОСТ 2839-80 | 2 |
| 12 ´ 13 | 7811-0007С1 ´ 9 | ГОСТ 2839-80 | 2 |
| 13 ´ 14 | 7811-0027С1 ´ 9 | ГОСТ 2839-80 | 2 |
| 14 ´ 17 | 7811-0022С1 ´ 9 | ГОСТ 2839-80 | 2 |
| 17 ´ 19 | 7811-0023С1 ´ 9 | ГОСТ 2839-80 | 2 |
| 19 ´ 122 | 7811-0024С1 ´ 9 | ГОСТ 2839-80 | 2 |
| 22 ´ 24 | 7811-0025С1 ´ 9 | ГОСТ 2839-80 | 2 |
| 24 ´ 27 | 7811-0026С1 ´ 9 | ГОСТ 2839-80 | 1 |
| 27 ´ 30 | 7811-0041С1 ´ 9 | ГОСТ 2839-80 | 1 |
| 32 ´ 36 | 7811-0043С1 ´ 9 | ГОСТ 2839-80 | 1 |
| Отвертки слесарно-монтажные под винт диаметром, мм: | |||
| 2 | 7810-0307Гр3кд21хр | ГОСТ 17199-71 | 2 |
| 4 | 7810-0320Гр3к21хр | ГОСТ 17199-71 | 2 |
| 5 | 7810-0325Гр3к21хр | ГОСТ 17199-71 | 2 |
| 6 | 7810-03З2Гр3к21хр | ГОСТ 17199-71 | 2 |
| 8 | 7810-0338Гр3к21хр | ГОСТ 17199-71 | 2 |
| 10 | 7810-0343Гр3к21хр | ГОСТ 17199-71 | 2 |
| 12-14 | 7810-0347Гр3к21хр | ГОСТ 17199-71 | 2 |
| 16-20 | 7810-0350Гр3к21хр | ГОСТ 17199-71 | 2 |
| Ножницы | 320 | ГОСТ 7210-75 | 1 |
| Плоскогубцы комбинированные | 150 | ГОСТ 5547-75 | 2 |
| Круглогубцы | ГОСТ 7283-73 | 3 | |
| Зубило: | |||
| 16 | 2810-0204Н12хр | ГОСТ 7211-72 | 1 |
| 20 | 2810-0224Н12хр | ГОСТ 7211-72 | 1 |
| Зажим для каната диаметром, мм: | |||
| 10-12 | 13 | — | 3 |
| 13-16 | 16 | — | 3 |
| 16-19 | 19 | — | 3 |
| Стамеска: | |||
| 20 | 3844-0013 | ГОСТ 1184-69 | 1 |
| 40 | 3844-0020 | ГОСТ 1184-69 | 1 |
| Сверла диаметром: 3,5; 5; 6; 6,5; 7; 10; 11; 12; 13-15; 17; 18; 7; 10; 15; 18; 20; 26 | — | ГОСТ 10902-77 | По 4 каждого диаметра |
| Напильник: | |||
| плоский | 2820-0023 | ГОСТ 1165-75 | 2 |
| круглый | 2822-0065 | ГОСТ 11465-80 | 2 |
| полукруглый | 2822-0122 | ГОСТ 1465-80 | 2 |
| Надфиль (компл.) | ГОСТ 1513-77 | 1 | |
| Нож монтажный | МН-2 | — | 2 |
| Струбцина для закрепления деталей | — | 4 | |
| Топор | А-1 | ГОСТ 1399-73 | 1 |
| Кернер | 7843-0039 | ГОСТ 7213-72 | 2 |
| Кельма | К 5 | ГОСТ 9533-71 | 1 |
| Клещи | КУ-1 или КСИ-1 | — | 2 |
| Клещи | 1200-0503 | ГОСТ 11387-75 | 1 |
| Кисть малярная | — | ГОСТ 10597-80 | 1 |
| Ножовка плотницкая | — | — | 1 |
| Ножовочный станок | |||
| раздвижной | — | — | 1 |
| Ножовочное полотно | 2800-0004Р9 | — | 12 шт. на 1 машину |
| Паяльник электрический на 300 Вт | — | ГОСТ 7219-77 | 1 |
| Шлямбур | — | — | 1 |
| Тигель электрический на 600 Вт | — | 1 | |
| Отвертка-индикатор | — | — | 2 |
| Машина сверлильная электрическая | ИЭ-1022 или ИЭ-1023 | ГОСТ 8524-80 | 1 |
| Электрошлифовальная машина | ИЭ-8201 | ГОСТ 11096-80 | 1 |
| Молоток-перфоратор фуганоэлектрический | ИЭ-4709 | — | 1 |
Таблица 4
Комплект приспособлений и оснастки
| Наименование | Количество на бригаду, шт. |
| Сварочный аппарат в комплекте | 1 |
| Монтажная лебедка | 1 |
| Захват для подъема направляющих кабины | 1 |
| Захват для подъема направляющих противовеса | 1 |
| Приспособление для контроля штихмасса направляющих | 1 |
| Кольцевой строп | 2 |
| Двухветьевой строп | 1 |
| Специальный щуп для проверки регламентированных размеров | 1 |
| Предохранительный пояс | По одному на всех членов бригады |
| Комплект двусторонней телефонной связи | 1 |
| Специальный ключ для открывания дверей шахты | 1 |
Таблица 5
Комплект контрольно-измерительного инструмента
| Наименование | Тип или обозначение | Марка или ГОСТ | Количество на бригаду, шт. |
| Мегаомметр | М 4100/4 | — | 1 |
| Омметр | М 372 | — | 1 |
| Прибор | УМЖК-56 | — | 1 |
| Щуп | № 3 | ГОСТ 882-75 | 1 |
| Рулетка (2 м) | РС-2 | ГОСТ 7502-69 | 2 |
| Рулетка (10 м) | РЗ-10 | ГОСТ 7502-69 | 2 |
| Отвес (3 м) | ОТ-200 | ГОСТ 7948-71 | 2 |
| Отвес (10 м) | ОТ-1500 | ГОСТ 7948-71 | 1 |
| Линейка стальная | 1-500 | ГОСТ 427-75 | 1 |
| Угольник | — | ГОСТ 3749-77 | 1 |
| Штангенциркуль | ШУ-П-250-0,05 | ГОСТ 166-80 | 1 |
| Уровень | 150-0,1 | ГОСТ 9392-75 | 1 |
| Указатель напряжения | МИН-1 | — | 1 |
| Динамометр | 0,01 ТС | ГОСТ 13837-68 | 1 |
ДЕФЕКТОВКА ДЕТАЛЕЙ ДВИГАТЕЛЯ
ДЕФЕКТОВКА ДЕТАЛЕЙ ДВИГАТЕЛЯ
Вам потребуются: переносная лампа, набор плоских щупов, линейка, штангенциркуль, нутромер, микрометр, шабер.
После разборки тщательно вымойте детали керосином, продуйте и просушите их сжатым воздухом (особенно масляные каналы деталей).
1. Осмотрите блок, особенно внимательно опоры коленчатого вала. Трещины в любых местах блока не допускаются.
Если есть подозрение на наличие трещин в блоке (попадание охлаждающей жидкости в картер или масла в охлаждающую жидкость), проверьте герметичность блока на специальном стенде. Проверку проводите в ремонтных мастерских, располагающих соответствующим оборудованием.
2. Осмотрите цилиндры с обеих сторон. Царапины, задиры и трещины не допускаются.
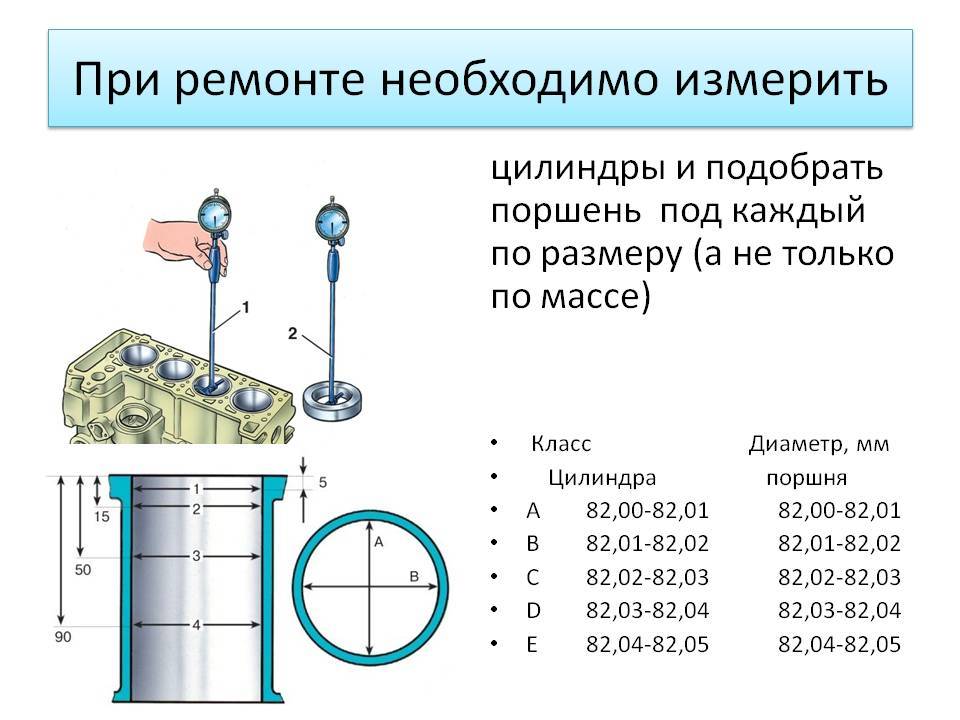
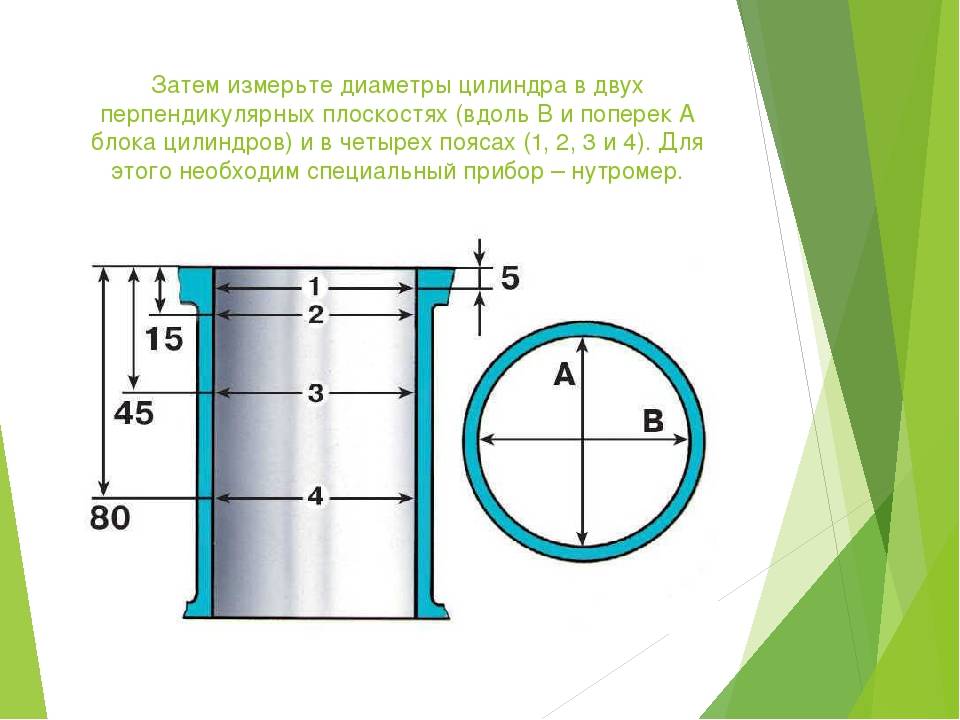
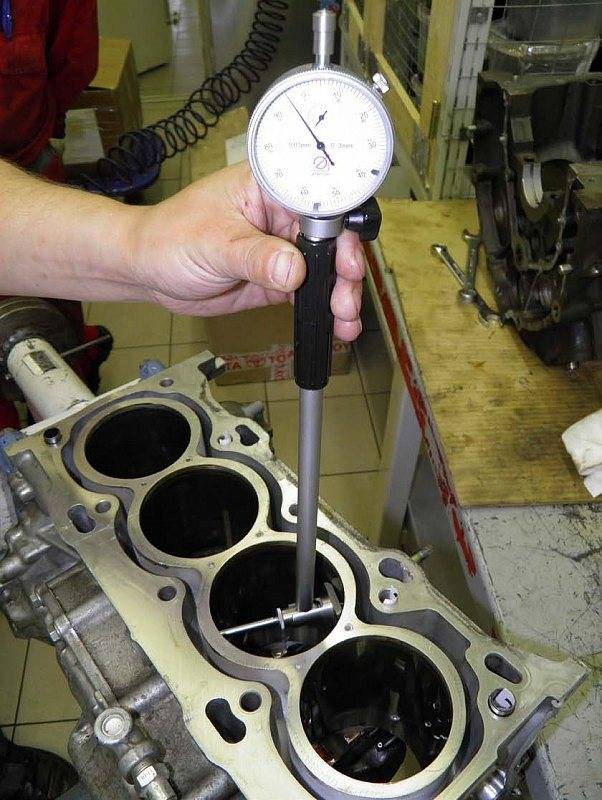
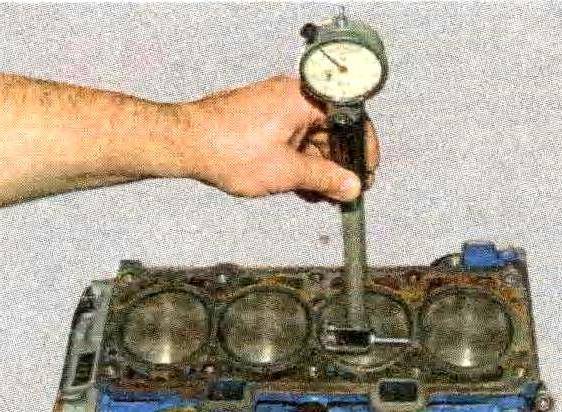
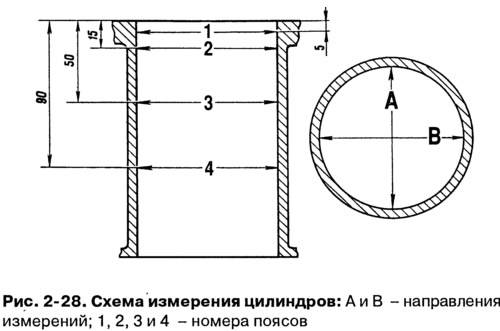
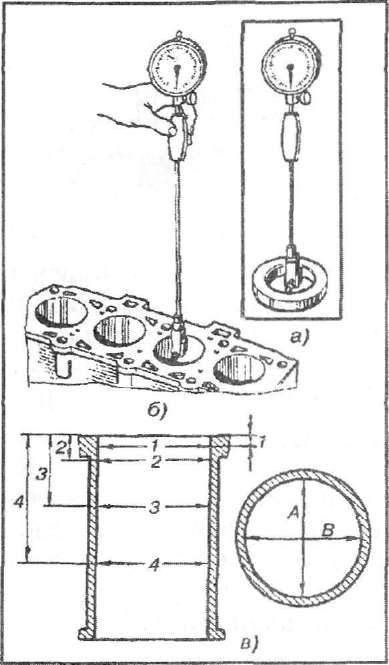
При осмотре цилиндров рекомендуем освещать зеркала цилиндров переносной лампой – так дефекты видны значительно лучше.
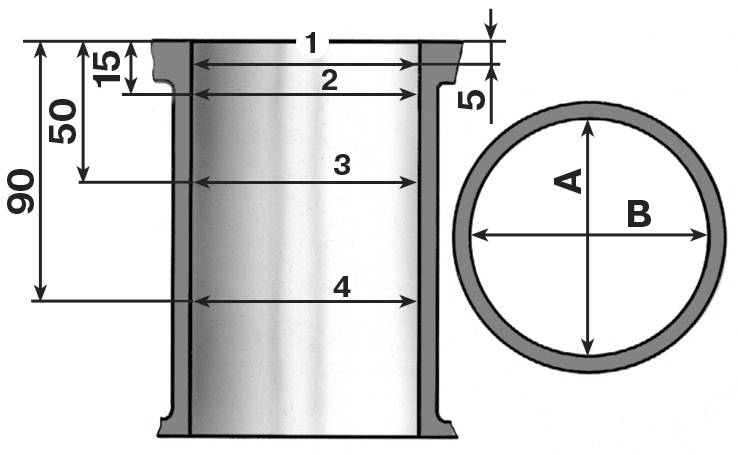
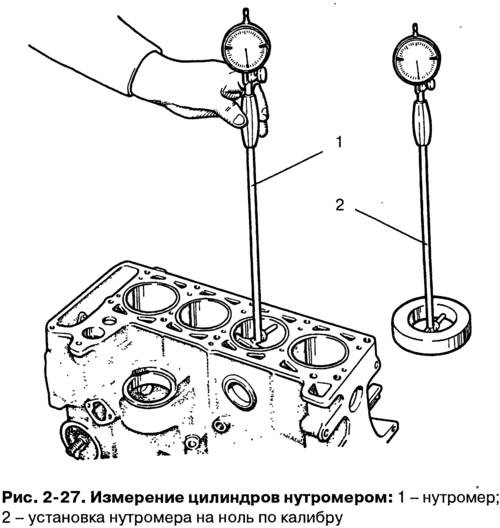
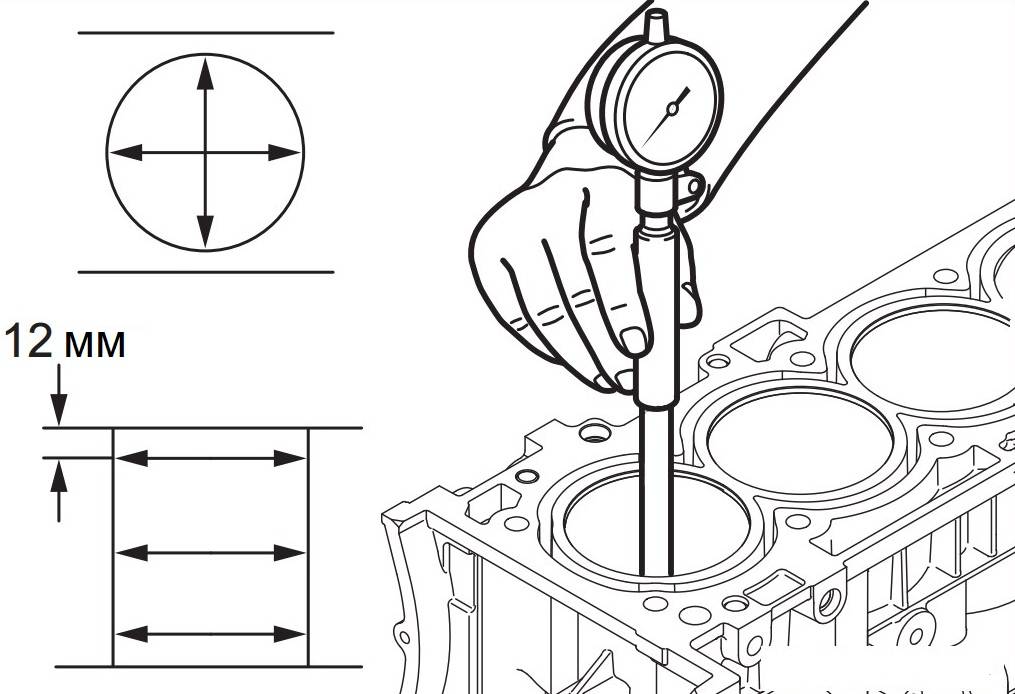
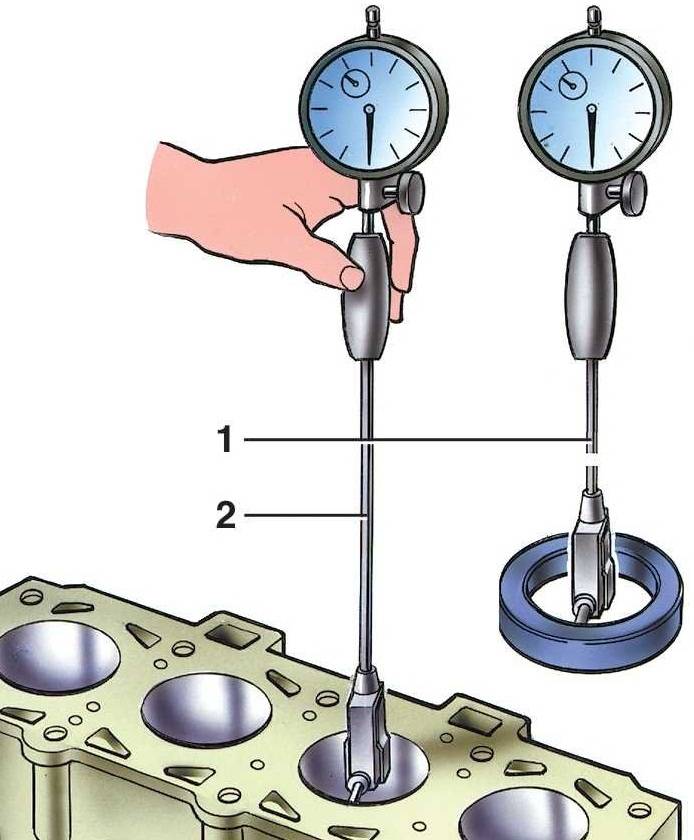
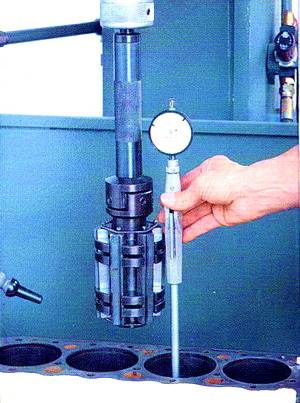
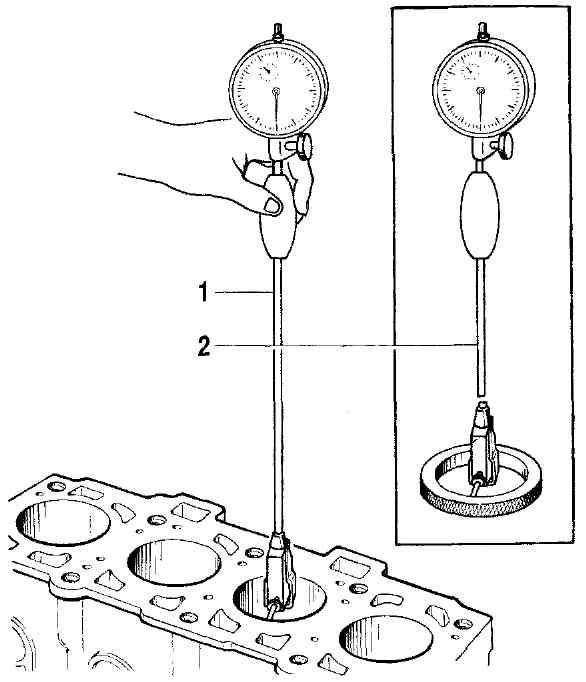
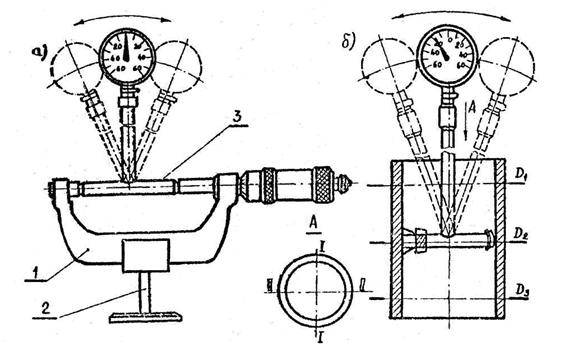
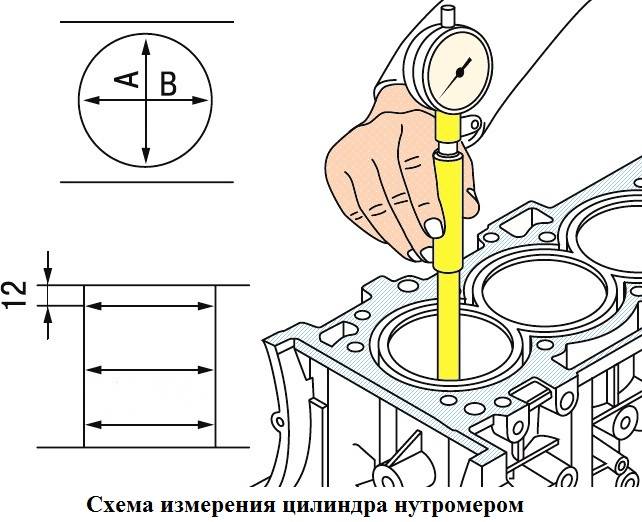
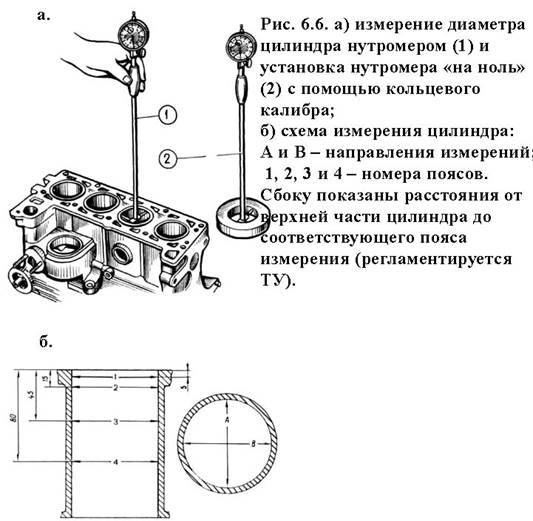
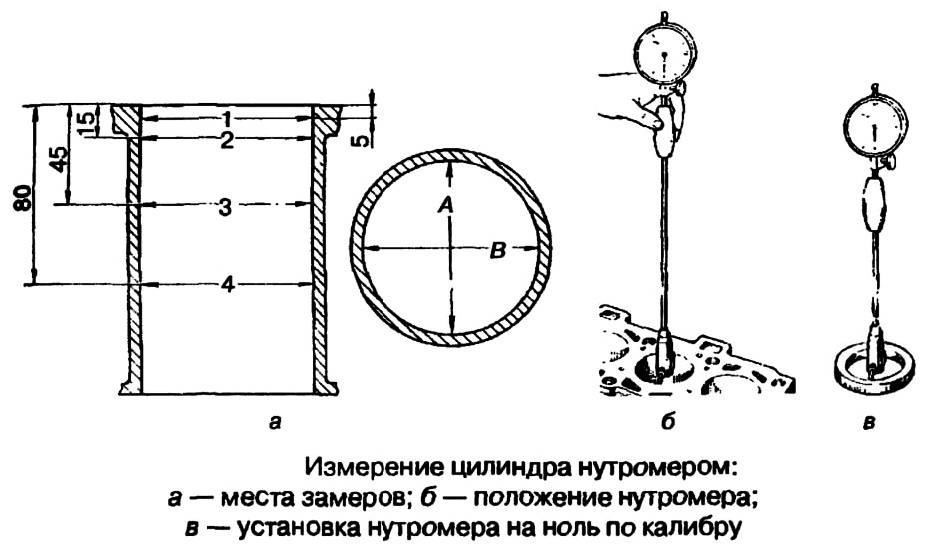
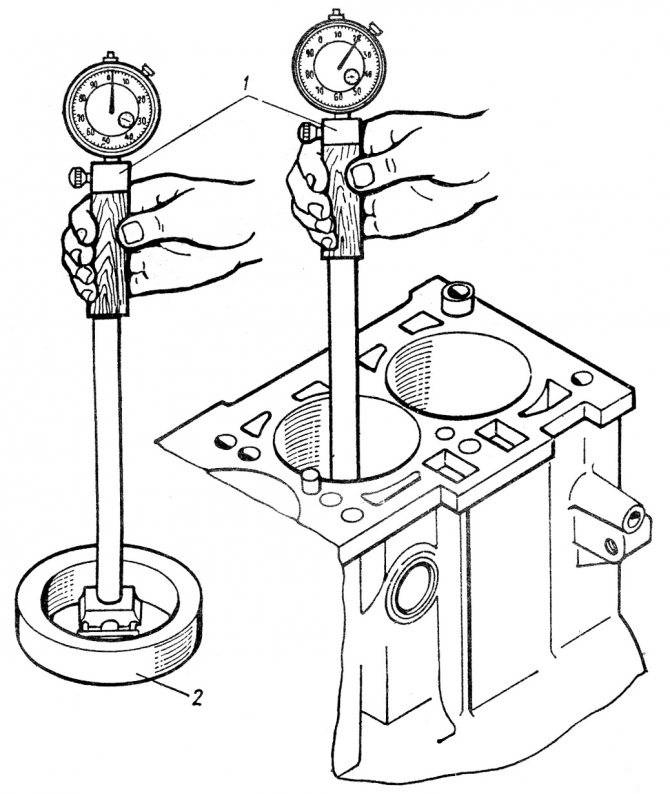
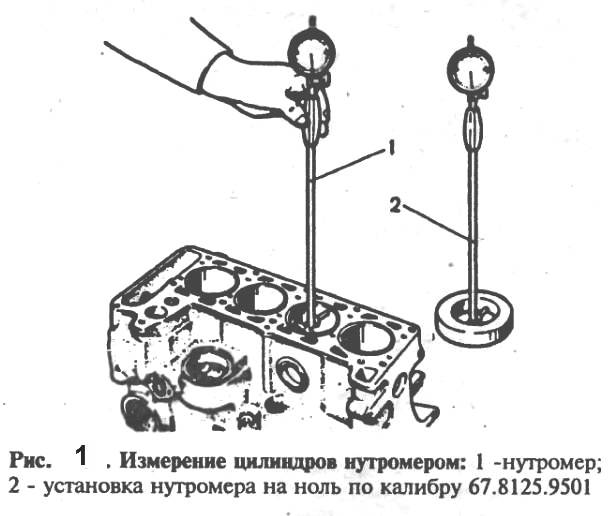
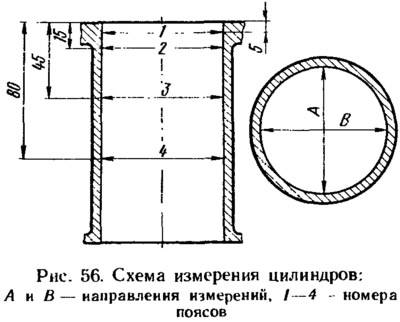
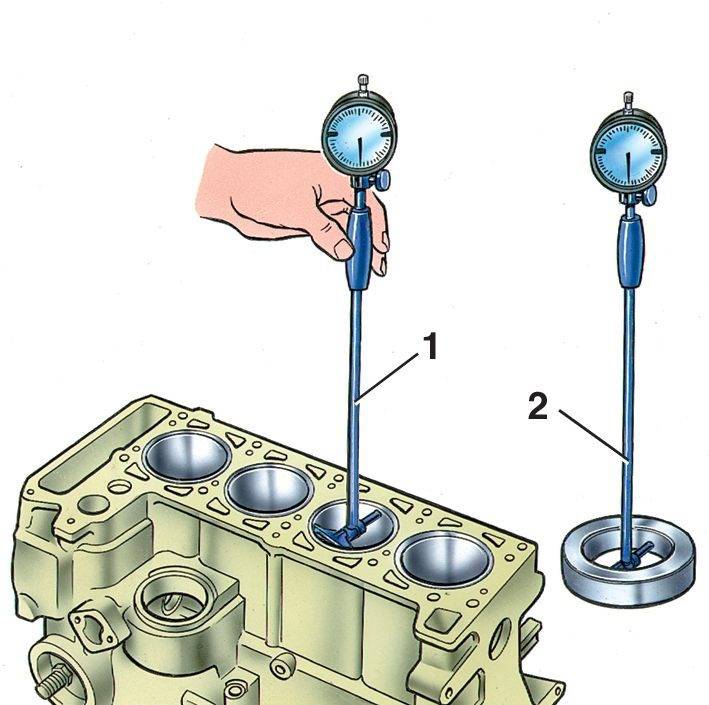
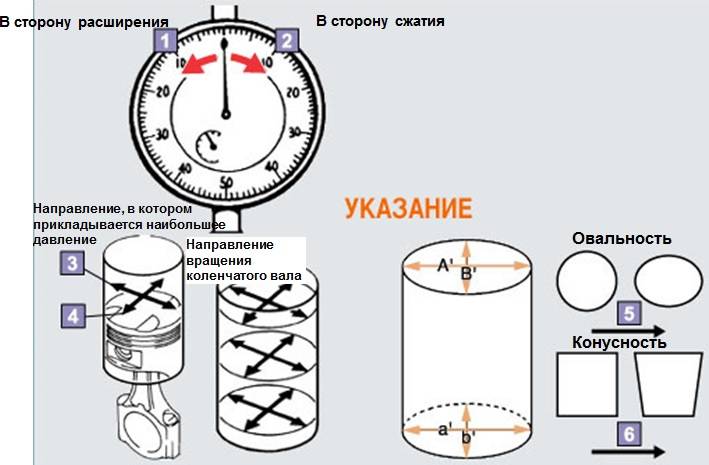
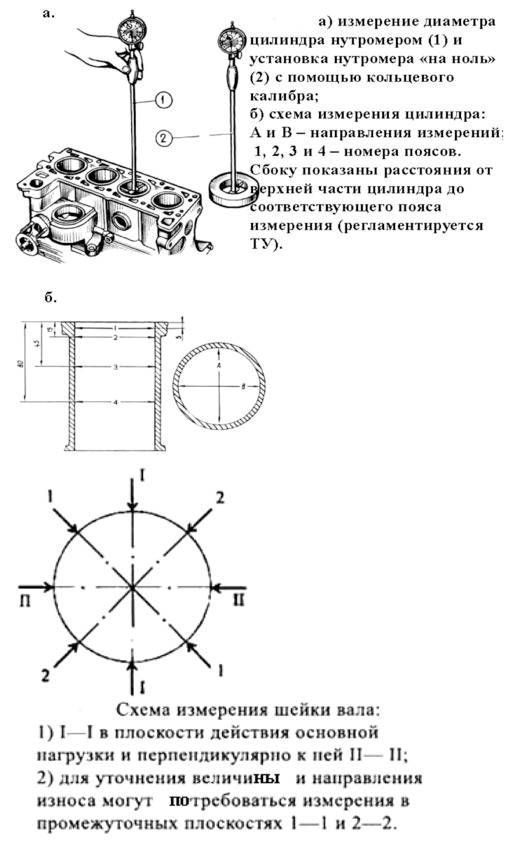
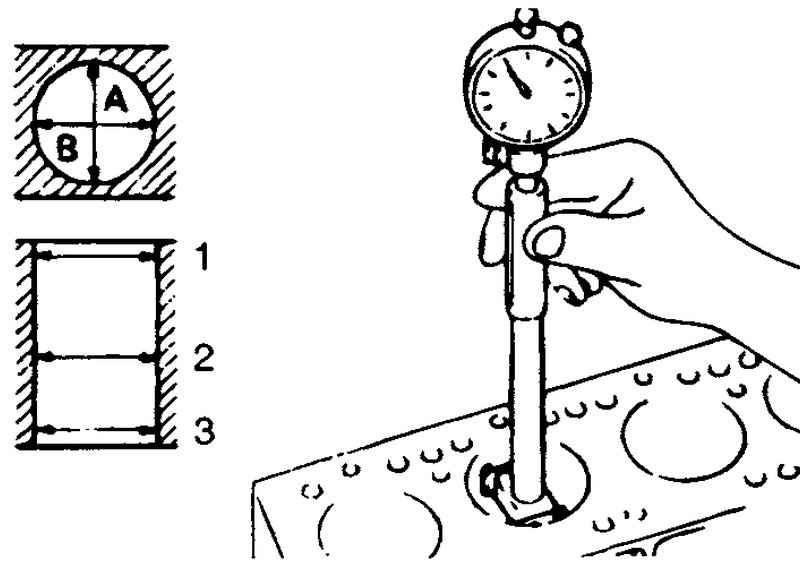
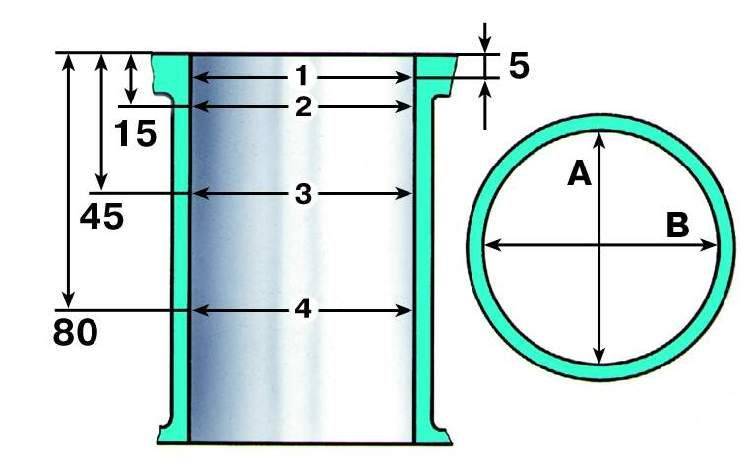
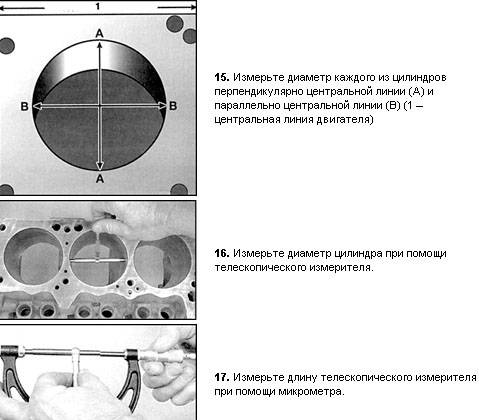
3. Определите нутромером фактические диаметры цилиндров. Диаметр цилиндра измеряйте в трех поясах (рис. 5.8). В каждом поясе диаметр измеряют в двух взаимно перпендикулярных направлениях (продольном и поперечном). В зоне над поясом А (на расстоянии 5 мм от плоскости разъема с головкой блока) цилиндры практически не изнашиваются. По разнице размеров в этой зоне и в остальных поясах можно судить об износе цилиндров. Номинальные размеры цилиндров приведены в табл. 5.9. Овальность и конусность не должны превышать 0,065 мм. Если максимальное значение износа больше 0,15 мм или овальность превышает указанное значение, расточите цилиндры до ближайшего ремонтного размера поршней, оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке выбранного ремонтного поршня расчетный зазор между ним и цилиндром был 0,03 мм. Дефектовку, расточку и хонингование блока проводите в мастерских, располагающих специальным оборудованием.
Щуп и резьбомер
Щуп представляет собой стальную калиброванную пластинку или набор пластинок различной толщины. На каждой пластинке указана ее толщина в миллиметрах. Щупы служат для измерения зазоров между двумя деталями. При измерении больших зазоров применяют несколько пластинок, вместе взятых. При измерениях нельзя допускать резких перегибов щупа и больших усилий. Необходимо следить, чтобы на щупах не было грязи и металлической пыли, что нарушает точность измерения.
Резьбомер служит для проверки и определения числа ниток на 1 дюйм или шага резьбы (в миллиметрах) на болтах, гайках и других деталях. Он представляет собой набор стальных гребенок (резьбовых шаблонов) с профилем зуба, соответствующим профилю стандартной дюймовой или метрической резьбы. Число ниток на дюйм или шаг резьбы помечают на каждой гребенке. На корпусе дюймового резьбомера выбивают метку 55°, а метрического 60°. Для проверки резьбы на болте или в гайке необходимо последовательно прикладывать гребенки резьбомера до тех пор, пока не будет найдена гребенка, зубья которой точно совпадают с резьбой детали без просвета. Размеру этой гребенки и будет соответствовать измеряемая резьба.
Какой диапазон измерения у штихмаса
Однозначно ответить на такой вопрос не представляется возможным. Ведь все зависит не только от конкретного типа прибора, но и от его модификации, модели, производителя. Из описания уже становится понятно, что с наибольшим разбросом на первое место выходит микрометрический. Он способен измерять расстояние до 250 мм, если использовать специальные насадки. При этом минимальное его значение тоже впечатляет, от 2 мм. Более скудными параметрами может похвастаться вышеописанный телескопический. До 150 мм. Но для изучения самых маленьких отверстий все же понадобится шариковый.
Электрические в этом плане удобнее. У них зачастую приятнее возможности для увеличения размера. Но своя специфика тоже имеется. Впрочем, такие модели понадобятся лишь в случаях работы на высокоточных производствах. А обычный штихмас токаря – это зачастую микрометрический, реже сферический или телескопический вид.




Предназначение штихмаса
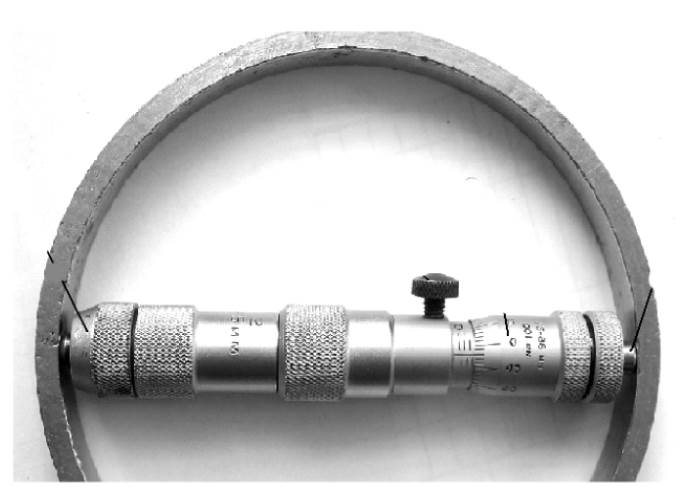
Штихмас – это инструмент для измерения размеров отверстий разной формы. Поэтому его называют нутромером. Штихмас при измерении соприкасается с поверхностью только в двух точках.
Измеряют диаметры круглых отверстий или ширины паза (расстояния между плоскостями). Точность измерения – одна сотая часть миллиметра.
Есть более точные приборы (цена делений 5 мкм).
С его помощью можно понять, насколько сношены внутренние цилиндрические поверхности, определить овальность, узнать насколько реальный размер детали отличается от нужного.
Какой бывает шаг цепи бензопилы и на что он влияет?
<didiv>
</didiv></p>
Виды угломеров по способу применения
Угломеры были изобретены достаточно давно, но сейчас этот измерительный инструмент продолжает пользоваться популярностью. Для разных сфер использования, выпускаются соответствующие измерительные приборы. Что они собой представляют, и чем отличаются, выясним детально.
- Строительный — это самый распространенный вариант измерительного инструмента, который обязательно имеется у каждого мастера. Предназначен прибор для контролирования стен, фундамента, перекрытий и т.п. Главная особенность этого измерителя в том, что его части имеют длину не менее 50 см, что обеспечивает высокую точность показаний
- Плотницкий — применяются плотниками при изготовлении деревообрабатывающих конструкций. Плотницкий угломер еще называют малкой, и он является приблизительным, так как имеет низкую точность измерений. Главная отличительная особенность малки от угломера в том, что одна часть имеет градуированную шкалу, а вторая представляет собой опорную ножку
- Слесарный — по сравнению с плотницким, отличается высокой точностью измерений. В слесарном деле важна высокая точность, поэтому угломеры имеют чувствительный регулировочный механизм, обеспечивающий измерения до малейших долей градусов
- Горный — по конструкции имеет мало что общего с предыдущими вариантами, однако также предназначается для измерения углов. С его помощью осуществляется визуальное определение вертикальных и горизонтальных углов в горной местности. Применяются такие инструменты сегодня только любителями, так как их заменили более точные приборы
- Медицинский — мало кто знает о том, что в медицине также применяется такой измеритель, как угломер. Медицинский измеритель используется в медицине для определения углов работоспособности крупных, средних и малых суставов. Имеет вид круга с градуированной шкалой, по которой анализируется амплитуда движений
- Астрономический — не имеет ничего общего по конструкции со всеми представленными видами угломеров. Этот тип инструмента является самым точным, а предназначается он непосредственно для того, чтобы рассчитать траекторию движения звезд на небе, а также их скорость и размеры. Обычно применяется совместно с телескопами
- Мореходный — имеет индивидуальную конструкцию, и предназначается для выявления географических координат расположения судна. Сегодня такие приборы моряками не используются, так как их вытеснили современные спутниковые устройства. Только на каждом судне обязательно имеется такой прибор, которым можно воспользоваться в случае отказа электронных систем
- Артиллерийский или военный — служит для того, чтобы установить артиллерийское орудие, а также откорректировать залповый огонь. Сегодня также приборы практически не используются
- Угломер для затяжки болтов — специальный прибор, позволяющий обеспечить завинчивание болтов на необходимый угол поворота
Это основные, но не единственные виды угломеров, встречающихся на планете. Если по дому выполняются строительные работы, тогда мастеру обязательно понадобиться купить специальный угломер. Какими они бывают по способу измерения, подробно описано далее.
Настройка
Предварительно требуется настройка нутромера, состоящая, прежде всего, в обнулении. Тип инструмента определяет, как настроить нутромер.
Микрометрический нутромер обнуляют с применением меры. Рекомендуется осуществлять данную операцию при 20 °C.
- Начинают с размещения головки прибора между губками меры.
- Путем вращения барабана обеспечивают прижатие поверхностей измерения.
- Далее, закрутив фиксирующий винт, извлекают инструмент.
- Наконец, снимают показания. О готовности прибора свидетельствует совмещение продольной линии стебля с нулевым значением барабана.
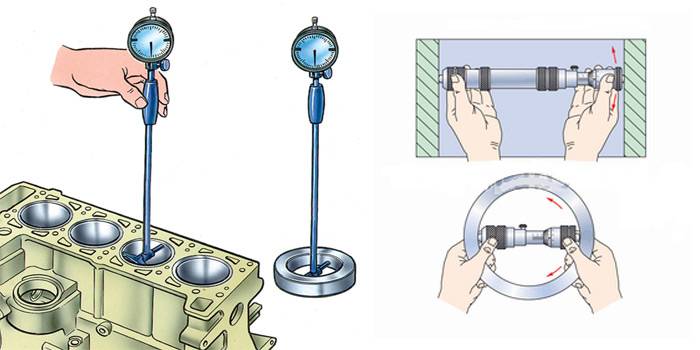
Перед работами с индикаторным нутромером также осуществляют обнуление. Для этого наиболее подходит калибровочное кольцо. В отсутствии его применяют концевая мера со струбциной либо прочий инструмент, который может быть представлен штангенциркулем либо микрометром.
Далее рассмотрена проверка точности индикаторного микрометра с использованием концевой меры. В случае допустимой погрешности выполняют приведенную далее последовательность действий:
- Прежде всего, подбирают сменный стержень и монтируют на измерительную штангу прибора.
- Далее на микрометре выставляют размер, соответствующий стержню, и зажимают стопорный винт.
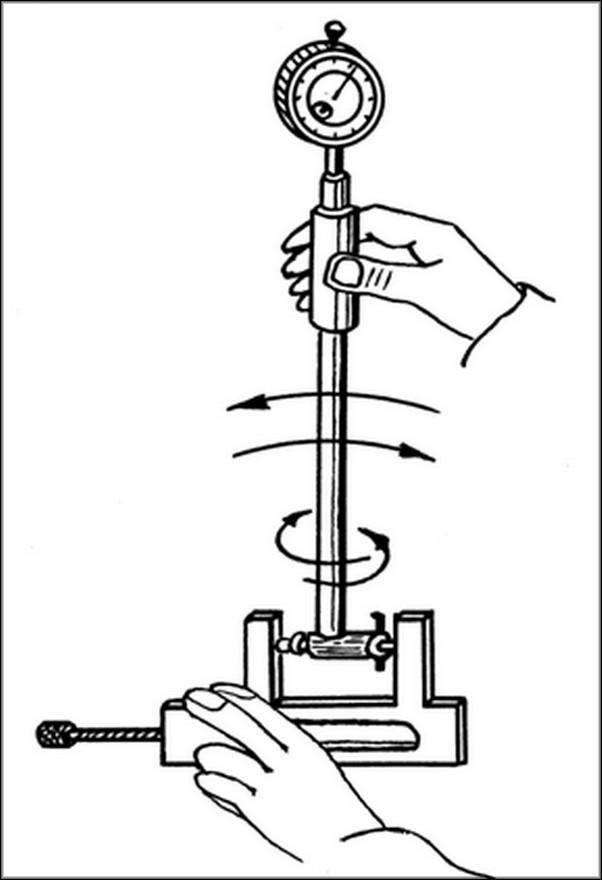
- Затем нутромер через втулку стебля фиксируют в тисках.
- Его стержень устанавливают между микрометрическими измерительными губками.
- Наконец, путем вращения индикаторной головки стрелку совмещают с нулевой отметкой циферблата.
Многие изделия из различных сфер производства имеют разнообразные отверстия и внутренние поверхности. Как правило, их параметры также необходимо замерять, но сделать это обычными методами бывает затруднительно. Особенно если эти отверстия отличаются крайне малыми размерами. Тогда получить их точные данные будет практически невозможно.
Он позволяет легко замерять диаметр различных полостей и расстояния между отверстиями одного изделия. Нутромер представляет собой приспособление, позволяющее производить измерения высокой точности в пределах от 5 см до 6 м. Он широко применяется в тех сферах, где точные замеры очень важны, например, в машиностроении, обслуживании автомобилей, слесарных работах или в производстве обуви.
По принципу своей работы штихмас походит на простой радиусомер. Однако, в отличие от второго, первый инструмент способен проникнуть в самые труднодоступные места.




В этой статье мы подробно рассмотрим устройство нутрометров, поговорим об их видах и главных различиях, а также расскажем о том, как правильно пользоваться этим инструментом и его настраивать.
Разновидности
Можно выделить две основные разновидности нутромеров:
- микрометрический (НМ);
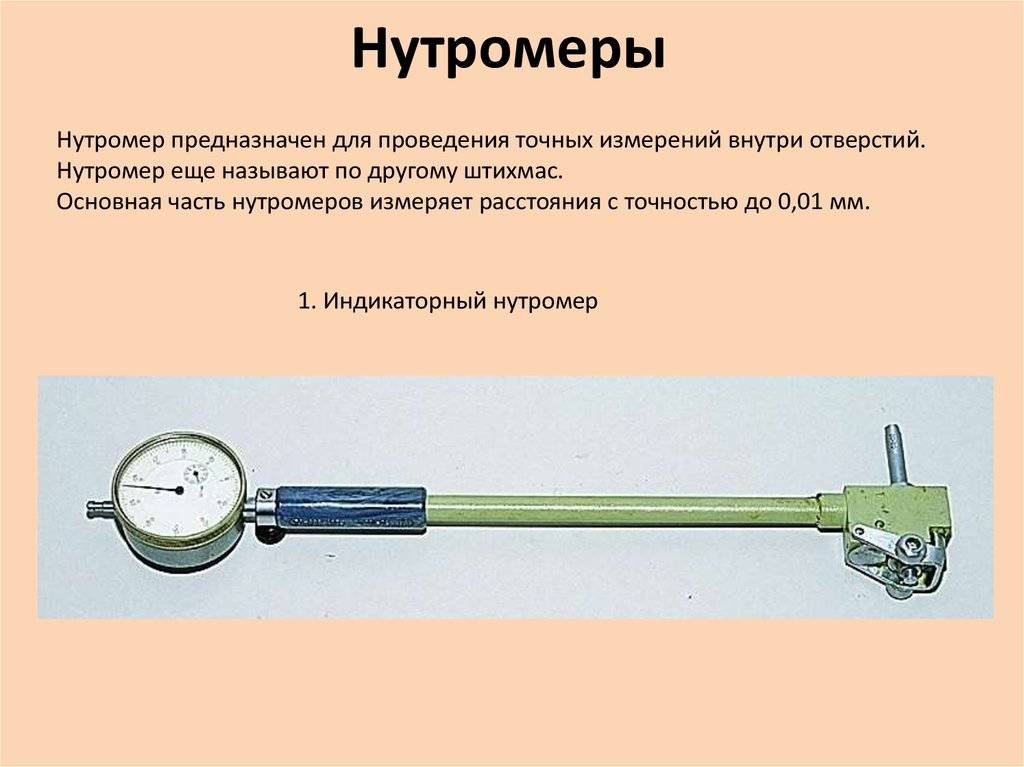
- индикаторный (НИ).
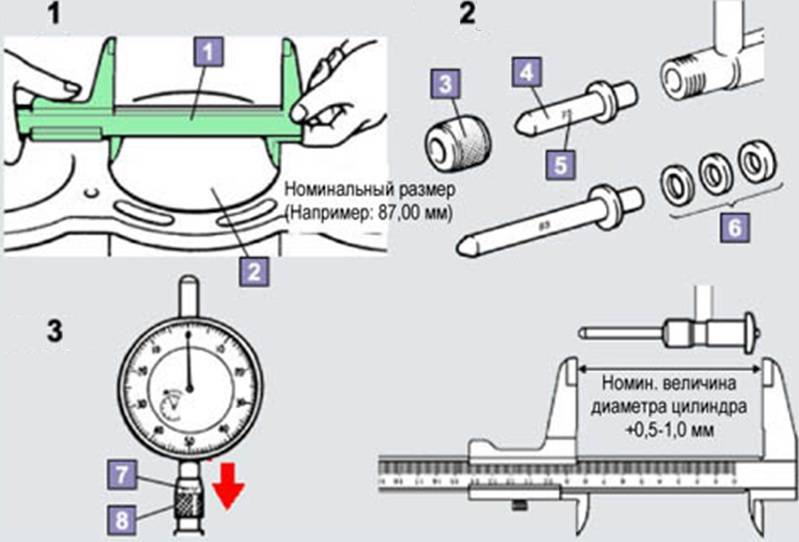
Конструкцию первого мы уже описали выше. Точность его измерений составляет 0,01 мм. В процессе применения микрометрического нутромера происходит отсчет делений, указанных на измерительной шкале. Полученный результат складывается с длиной стержня и концевой меры. Простейшие из таких нутромеров востребованы в машиностроении, где используются для измерения пазов диаметром более 50 см. А также стоит отметить, что существуют узкодиапазонные нутромеры, которые являются неразборными и не имеют сменных стержней.
Если микрометрические нутромеры проводят замеры абсолютным методом, то для индикаторных инструментов характерен относительный метод. Модели такой разновидности состоят из основной части, предназначенной для измерений, и индикаторной головки, на которой расположен циферблат для вывода данных. На циферблате обычно присутствуют сразу две шкалы: малая и большая. На первой – указывается количество полных оборотов большой шкалы. На второй – размер в пределах одного миллиметра, тогда как цена деления составляется 0,01 миллиметра.
Индикаторные нутромеры, в свою очередь, делятся на:
- механические;
- цифровые.
Цифровые нутромеры (НИЦ) оснащены электронным индикатором и цифровым дисплеем. Данная разновидность, по сути, работает по тому же принципу, что и простые механические нутромеры, но они более современные, удобные и точные.
Отдельно можно упомянуть индикаторные нутромеры повышенной точности (НИ-В). Они отличаются особенностями измерительной головки, чья точность составляет 1 мкм. Виды повышенной точности применяются для выполнения высокоточных замеров самых маленьких отверстий.
Еще одной характеристикой, согласно которой нутромеры можно разделить на две группы, является схема измерения. В зависимости от нее инструменты бывают:
- двухконтактными;
- трехточечными.
Большая часть вышеописанных стандартных разновидностей относится именно к первой схеме. Вторая же использует три измерительных наконечника, которые входят в состав нутромера и размещаются под углом в 120 градусов. Между ними располагается конический шток.
Однако в некоторых сферах производства, таких как автомобилестроение, требуется точность более высокая, чем могут предложить двухконтактные и трехточечные нутромеры. Поэтому специально для этих целей была создана новая разновидность инструмента, именуемая пробкой.
На протяжении своего существования вид модернизировался и приспосабливался к производству. Современные модели прибора состоят из пневматического калибра-пробки, преобразователя, микропроцессора и блока подготовки воздуха.
На сегодняшний день не существует какой-либо общей классификации всех нутромеров. Они могут отличаться друг от друга как по своей конструкции, так и по типу контакта с поверхностью: рычажные, конусные, клиновые, цанговые, шариковые, телескопические, с боковыми губками и так далее. А наиболее известными брендами считаются Mitutoyo и MaraMeter, чьи фирмы-владельцы известны своими измерительными приборами во многих странах мира.
Ремонт поршневого пальца
Поршневые пальцы с износом по диаметру более 0,5 мм подлежат замене, а с износом менее 0,5 мм восстанавливаются путем перешлифовывания на меньший размер (если палец был увеличенного ремонтного размера), хромированием или раздачей.
Палец шлифуют на круглошлифовальном или токарном станке при помощи специального супортно-шлифовального приспособления. Это приспособление состоит из электродвигателя со шлифовальным камнем, оно укрепляется в супорте токарного станка.


Первоначальный размер пальца восстанавливают хромированием его или раздачей. Раздачу производят в специальном приспособлении, состоящем из основания, матрицы и оправки (пуансона). Палец нагревают до температуры 800-900° и устанавливают в матрицу, затем внутри пальца под давлением пресса или ударами молотка прогоняется оправка.
Особенности устройства
Комплектовка и сборка поршня с шатуном двигателя ВАЗ
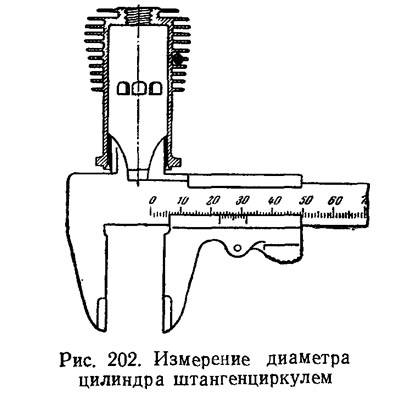
Поршень изготовлен из алюминиевого сплава и покрыт слоем олова для улучшения прирабатываемости. Юбка поршня в поперечном сечении овальная, а по высоте коническая. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.
Отверстие под поршневой палец смещено от оси симметрии на 2 мм в правую сторону двигателя. Поэтому для правильной установки поршня в цилиндр около отверстия под поршневой палец имеется метка «П», которая должна быть обращена в сторону передней части двигателя.
Поршни ремонтных размеров с 1986 г. для всех моделей двигателей изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 г. выпускались поршни следующих ремонтных размеров: для двигателей 2101 и 2103 – с увеличением на 0,2; 0,4 и 0,6 мм; для 2105 и 21011 -с увеличением на 0,4 и 0,7 мм.
Поршневой палец – стальной, трубчатого сечения, запрессован в верхнюю головку шатуна и свободно вращается в бобышках поршня.
Шатун – стальной, кованый, с разъемной нижней головкой, в которой устанавливаются вкладыши шатунного подшипника. Шатун обрабатывается вместе с крышкой, поэтому при сборке цифры на шатуне и крышке должны быть одинаковы.
Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,05-0,07 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм. Примечание. Диаметр поршня измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 52,4 мм от днища поршня.
В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, таккак поршни и цилиндры разбиты на классы с небольшим перекрытием размеров.
Сборка . Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна от простого нажатия большого пальца руки и не выпадал из него. Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень палец и шатун.
Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. После установки поршневого пальца смажьте его моторным маслом через отверстия в бобышках поршня. Поршневые кольца устанавливайте в следующем порядке. Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 45° к оси поршневого пальца, замок нижнего компрессионного кольца – под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного 1 кольца – под углом приблизительно 90° к оси замка верхнего компрессионного кольца Нижнее компрессионное кольцо устанавливайте выточкой вниз.
Это интересно: Тормозные диски для быстрой остановки автомобиля
Штихмас: назначение и описание
Главная цель всех измерений – определить расстояния от одной поверхности до второй. Конструкция прибора предполагает два стержня, они и становятся точками опоры, проверяя длину отрезку. Соответственно, их можно упереть в стороны окружности. И получить на выходе размер диаметра. А также если паз представляет собой квадратное, прямоугольное углубление или отверстие, а также иную геометрическую фигуру, наш инструмент тоже подойдет. Он покажет точное расстояние от одной поверхности до противоположной. Так в два-три замера можно определить все цифры, узнать площадь и периметр.
Благодаря своей уникальности, своеобразной возможности залезть прямо в «нутро», его и называют нутромером. И это название очень точно характеризует назначение штихмасс.
Определение же в корректной форме мы уже выявили, разобравшись с функциями. Это инструмент для измерения внутреннего диаметра или расстояний между двумя поверхностями. Причем это устройство применяется практически для любых размеров отверстий и углублений. Разумеется, диапазон строго ограничен. Это понятно с одного взгляда. Ведь сам прибор, напоминающий штангенциркуль небольшой. И он не измерит объект, который его превышает. Но за счет подвижных деталей, а также множество разнообразных насадок, удлинителей, возможности возрастают просто в разы. Поэтому и вариативность использования становится шире. Но все же для конкретных специализированных задач логичнее применять собственный подвид. И об этих вариациях мы и поговорим далее.
Как настроить нутромер
Настройка нутромера невозможна без понимания его принципа действия. Следует знать, что он идентичен принципу работы микрометра, что позволяет провести сравнение показателей, полученных на двух аппаратах. Если микрометр имеет погрешность в пределах допустимых норм, то нужно произвести в следующем порядке действия для настройки нутромера:
- Подобрать базовый стержень. Он может быть любой длины, его необходимо установить на измерительную штангу.
- На микрометре устанавливается то же значение, которое имеет стержень.
- Необходимо затянуть стопорный винт для фиксации значения.
- Втулку стержня следует зафиксировать в тисках, а его основную часть разместить между измерительными губками.
- Стрелку надо совместить с нулем на циферблате, вращая головку нутромера.
Таким способом можно откалибровать значение устройства и подогнать его под необходимые для работы и точного измерения данные. Это даст возможность производить измерение с точностью до сотой доли миллиметра. Настройка нутромера — это очень важный процесс, который будет влиять на качество работы в дальнейшем. По такому же алгоритму производится и ежегодная поверка аппарата.




Индикаторный штихмас
Это может быть устройство, по внешнему виду напоминающее циркуль. Его подпружиненные ножки на концах загнуты наружу. Это измерительные поверхности. Ножки такого кронциркуля-штихмаса сдвигаются и раздвигаются винтом.
Другие модели выполнены в форме стержня (направляющая втулка), с одного конца которого находится круглая шкала со стрелкой.
Внутри направляющей втулки есть два стержня разной длины. Тот, что покороче, прикасается к головке. В нем находится движок и стержень для измерения.
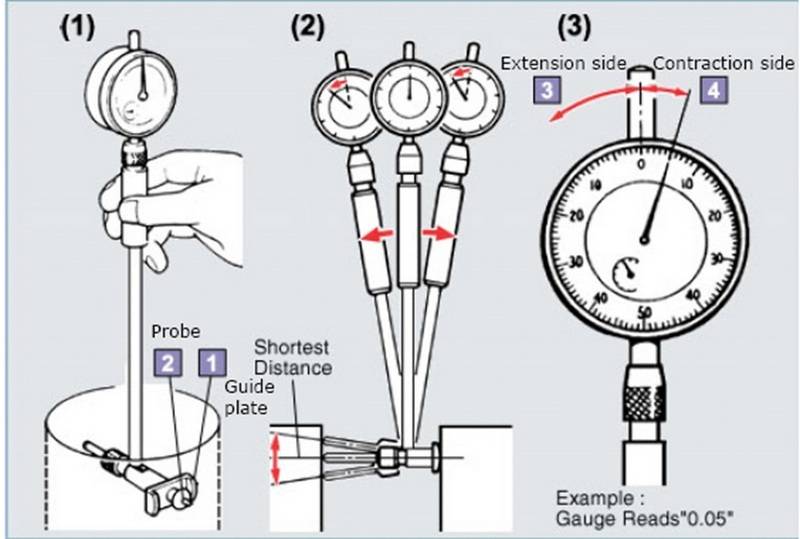
Вначале прибор устанавливают на нужный размер. Движок с пружиной передаёт движение на индикатор. Стрелка двигается и указывает отклонение размера.
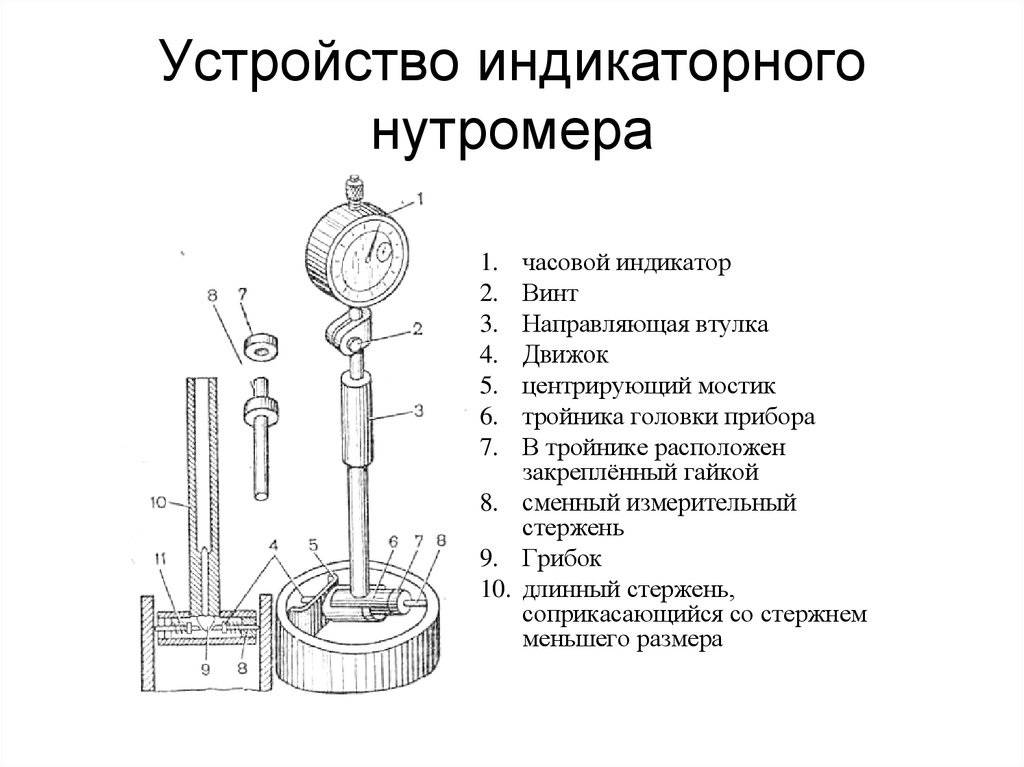
Устройство
Каким бы ни был нутромер, обучение пользованию стоит начать со знакомства с его функциональными узлами. Поэтому рассмотрим конструкции обоих видов по способу выполнения замеров.
Микрометрические обладают такими особенностями строения:
- винт с барабаном соединены колпачком;
- в качестве органа выступает стержень со сферическим наконечником;
- предусмотрена защита в виде предохранителя и стопора;
- в роли элементов дополнительной комплектации выступают удлинители.
Если они способны фиксировать размеры свыше 1250 мм, в их головку встраивают часовой индикатор с шагом в 0,01 мм. Такие модели выпускаются в 3 специальных исполнениях, диапазон которых – 1250-10000 мм; хорошее дополнение 5 стандартных вариантов, чья шкала значительно уже – 50-2500 мм. Метрологические параметры при этом на высоте: во время эксплуатации наблюдается прецизионная точность и малая погрешность – 0,01 и 0,006 мм.
Правила пользования нутромером индикаторным тоже начинаются с изучения его устройства, которое состоит из таких логических узлов:
- циферблат, показывающий изменение показателей;
- контактный орган, представляющий собой пару стержней: первый – динамический, позволяющий устанавливать сменные вставки, второй – статический;
- отдельное место занимает комплекс подвижных рычагов, являющийся, по сути, дополнительным.
При допусках в 0,025-0,15 мм данные приборы рассчитаны на отверстия диаметром свыше 6 мм. Их рабочий орган перемещается с шагом 1-10 мм при цене деления в 0,001-0,01 мм соответственно, что позволяет определять нужные величины достаточно быстро.





