Какие стали азотируются
Для азотирования применяются как углеродистые стали, так и легированные, в которых доля углерода 0,3-0,5%. Наилучший результат можно получить при использовании стали с легирующими металлами, которые образуют наиболее термостойкие и твердые нитриды. Так, наиболее результативен процесс азотирования для легированных сталей, которые имеют в своем составе алюминий, молибден, хром и подобные металлы. Стали с таким составом называют нитраллоями. Молибден, в частности, предупреждает отпускную хрупкость, вызванную медленным остыванием стали после процесса насыщения азотом. Характеристики стали после азотирования:
- Твердость углеродистой стали — HV 200-250 ;
- Легированной — HV 600-800;
- Нитраллоев до HV 1200 и даже выше.
Одновременно с тем, как твердость посредством легирующих составных становится выше, толщина азотированного слоя – ниже. Наиболее тонкий слой образуют стали с элементами хрома, вольфрама, никеля, молибдена.
Рекомендованные марки стали
Применение той или иной марки стали зависит от последующей эксплуатации металлического элемента. Рекомендованные марки для азотирования в зависимости от назначения изделий:
- При необходимости получения деталей с высокой поверхностной твердостью – марка стали 38Х2МЮА. Стоит отметить, что в ней содержится алюминий, который приводит к низкой деформационной стойкости изделия. Тогда как применение марок, не содержащих алюминия, значительно снижает твердость поверхности и ее износостойкость, хотя дает возможность создания более сложных конструкций;
- Для станкостроения применяют улучшаемые легированный стали марки 40Х, 40ХФА ;
- Для деталей, подвергающихся циклическим нагрузками на изгиб – марка стали 30Х3М, 38ХГМ, 38ХНМФА, 38ХН3МА;
- Для топливных агрегатов, детали которых должны быть изготовлены с высокой точностью – марка стали 30Х3МФ1 . Для получения более высокой твердости азотонасыщенного слоя, эту марку стали легируют кремнием.
Характеристики

3
Сталь 40ХН относится к трудносвариваемым материалам. РДС, АДС под флюсом, ЭШС. Необходимы подогрев и последующая термообработка.
Флокеночувствительность: повышенно чувствительна.
Склонность к отпускной хрупкости: склонна.
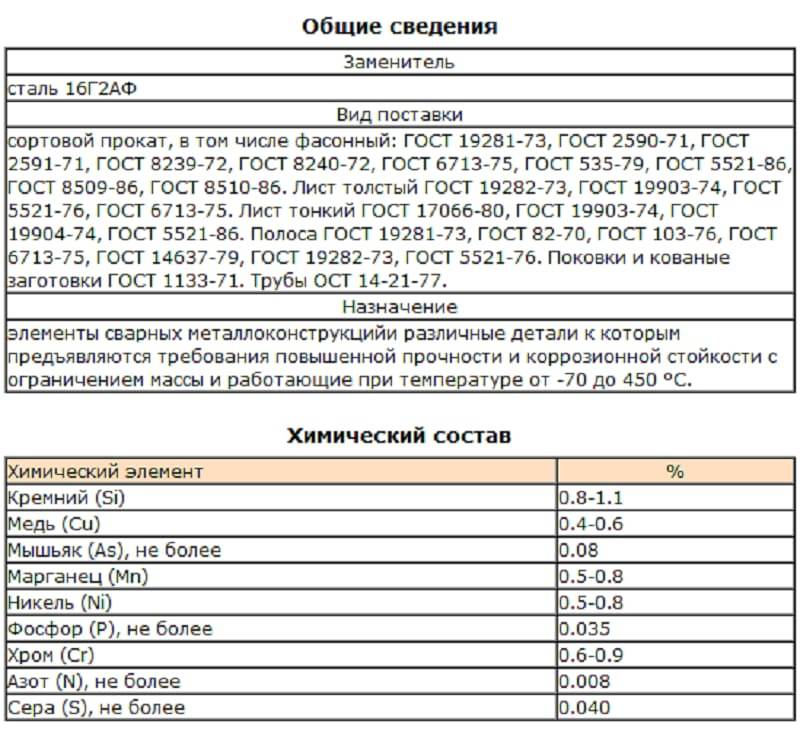
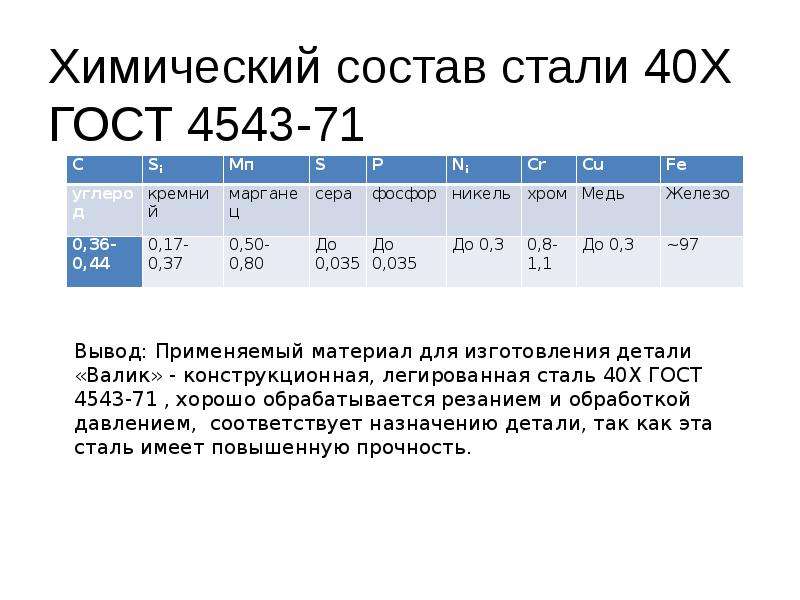
Химический состав
- углерод – 0,36–0,44;
- кремний – 0,17–0,37;
- марганец – 0,5–0,8;
- никель – 1–1,4;
- сера – до 0,035;
- фосфор – до 0,035;
- хром – 0,45–0,75;
- медь – до 0.3.
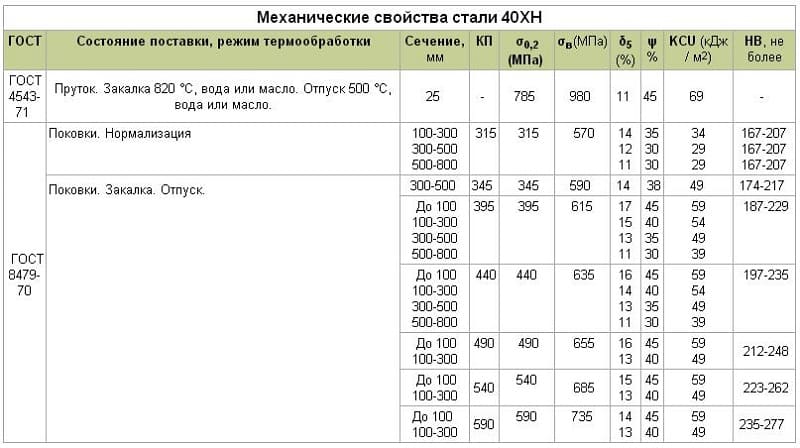
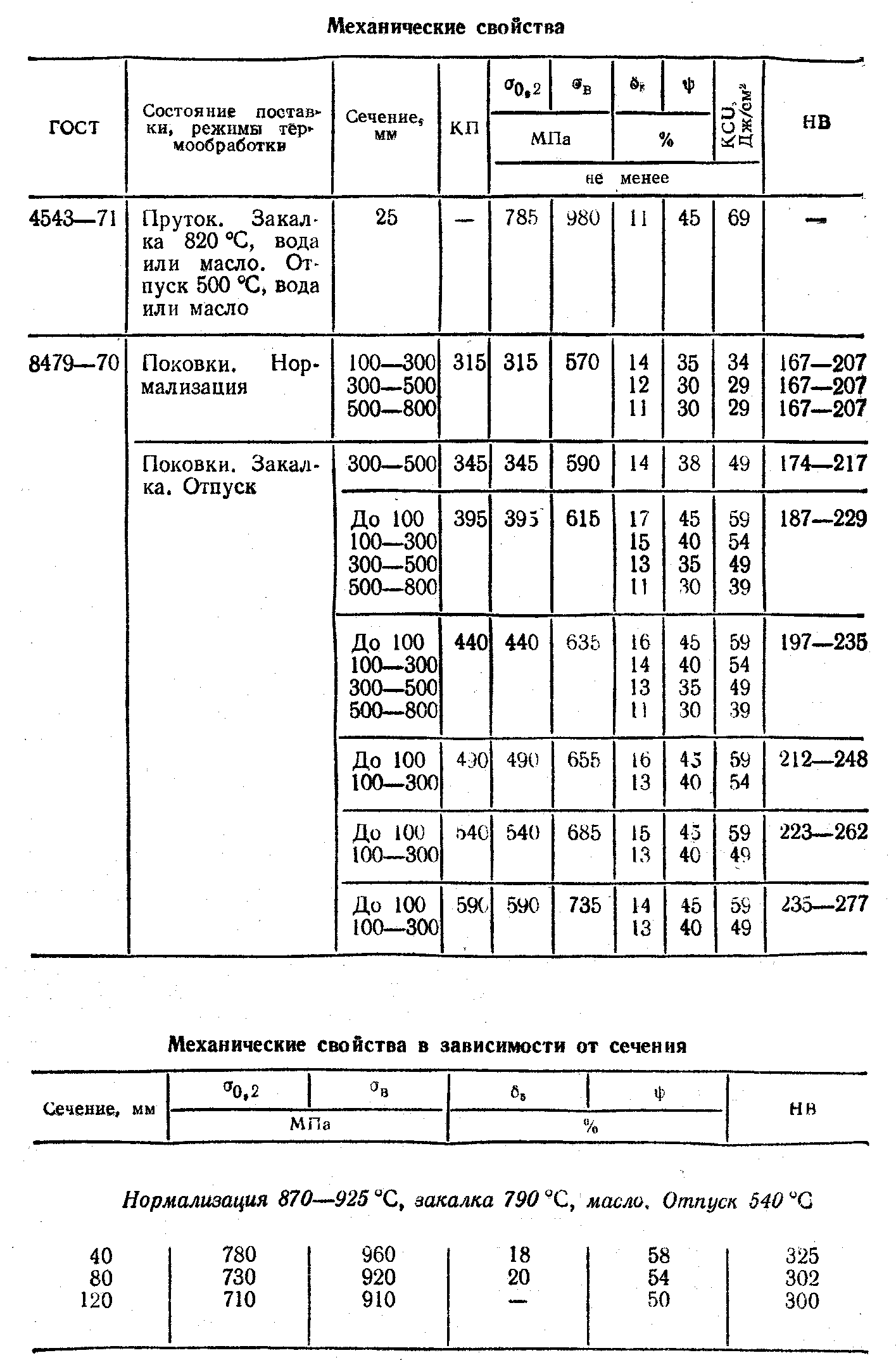
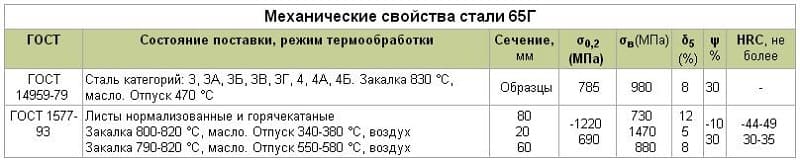
Механические и другие свойства
- Предел прочности – 980 МПа.
- Предел текучести – 785 МПа.
- Ударная вязкость – 690 кДж/м2.
- Температура эксплуатации. Свои свойства сталь 40ХН сохраняет до значения в 500 градусов.
- Отпускная хрупкость: склонна к хрупкости.
- Свариваемость: трудносвариваемая.
- Группа стали: сталь легированная конструкционная.
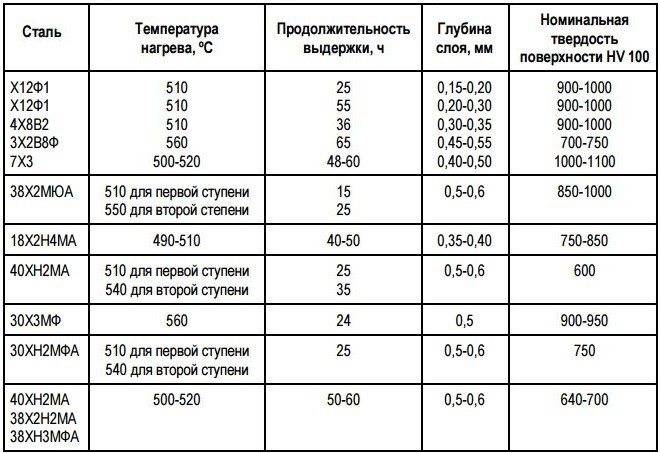
Технологическая схема азотирования
Чтобы выполнить традиционное газовое азотирование, инновационное плазменное азотирование или ионное азотирование, обрабатываемую деталь подвергают ряду технологических операций.
Подготовительная термообработка
Такая обработка заключается в закалке изделия и его высоком отпуске. Закалка в рамках выполнения такой процедуры осуществляется при температуре около 940°, при этом охлаждение обрабатываемого изделия производят в масле или воде. Последующий после выполнения закалки отпуск, проходящий при температуре 600–700°, позволяет наделить обрабатываемый металл твердостью, при которой его можно легко резать.
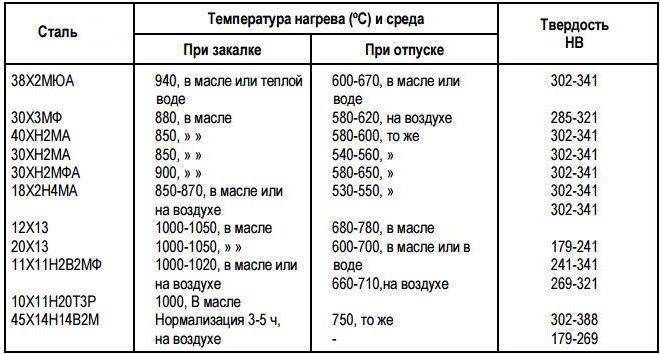
Режимы термообработки перед азотированием Механическая обработка Эта операция заканчивается его шлифовкой, позволяющей довести геометрические параметры детали до требуемых значений.
Защита участков изделия, которые не требуют азотирования
Осуществляется такая защита путем нанесения тонкого слоя (не более 0,015 мм) олова или жидкого стекла. Для этого используется технология электролиза. Пленка из данных материалов, формирующаяся на поверхности изделия, не позволяет азоту проникать в его внутреннюю структуру.
Выполнение самого азотирования
Подготовленное изделие подвергают обработке в газовой среде.
Рекомендуемые режимы азотирования стали Финишная обработка Этот этап необходим для того, чтобы довести геометрические и механические характеристики изделия до требуемых значений.
Степень изменения геометрических параметров детали при выполнении азотирования, как уже говорилось выше, очень незначительна, и зависит она от таких факторов, как толщина слоя поверхности, который подвергается насыщению азотом; температурный режим процедуры. Гарантировать практически полное отсутствие деформации обрабатываемого изделия позволяет более усовершенствованная технология – ионное азотирование. При выполнении ионно-плазменного азотирования стальные изделия подвергаются меньшему термическому воздействию, благодаря чему их деформация и сводится к минимуму.
В отличие от инновационного ионно-плазменного азотирования, традиционное может выполняться при температурах, доходящих до 700°. Для этого может применяться сменный муфель или муфель, встроенный в нагревательную печь. Использование сменного муфеля, в который обрабатываемые детали загружаются заранее, перед его установкой в печь, позволяет значительно ускорить процесс азотирования, но не всегда является экономически оправданным вариантом (особенно в тех случаях, когда обработке подвергаются крупногабаритные изделия).

Пуансон массой более 230 кг, подвергнутый азотированной обработке
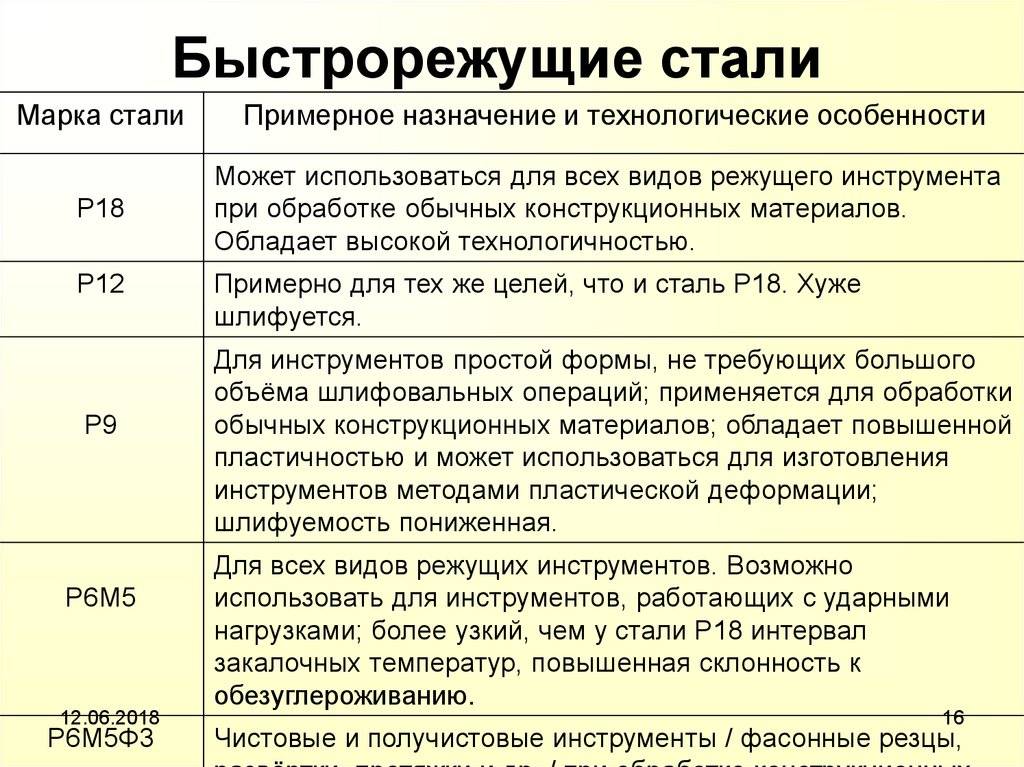
Описание и сфера применения различных марок стали, в частности у10, 18хгт и 20
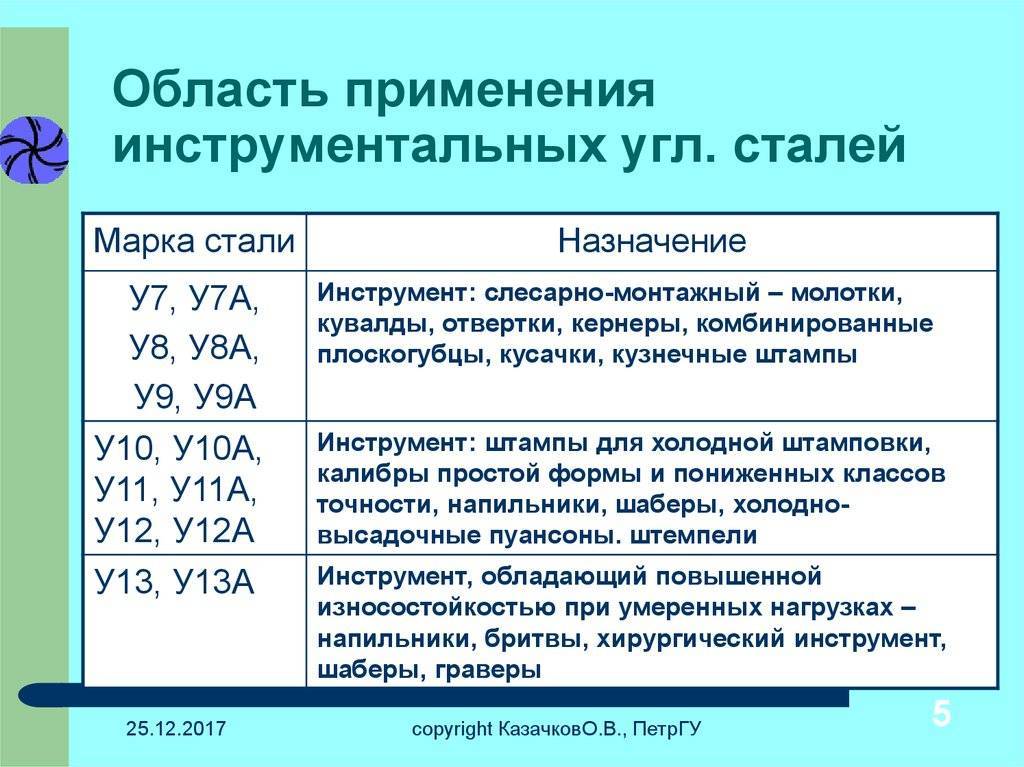
Войдя в любой строительный магазин, можно увидеть различные инструменты, которыми многие из нас пользовались при проведении ремонта в доме на даче, а некоторые, в силу своей профессии – на работе. Однако мало кто задумывался над тем, что материалом для изготовления данных инструментов являются различные марки стали. Все инструменты, делящиеся на три категории – это режущие инструменты, измерительные инструменты и штампы. Что касается требований, предъявляемых к этим трем категориям, то тут стоит сказать, что измерительные инструменты должны быть обязательно износостойки, обладать твердостью и способностью сохранять свой первоначальный вид при длительной эксплуатации. К штампам предъявляют такие требования, как твердость, вязкость, устойчивость к трещинам и износостойкость. Режущие инструменты обязательно должны обладать твердостью, тепло и износостойкостью.
Для чего обычно используют сталь у10
Популярным материалом, который используется при изготовлении различных инструментов, и многого другого, является сталь марки у10. Исходя их названия у10, можно сделать вывод, что данная марка является углеродистой сталью, о чем свидетельствует буква «у», причем количество углерода составляет не более 0,10 %. Как правило, из стали у10 изготавливают сверла, отвертки, проволока, напильники, различный столярный инструмент и так далее. Несмотря на свои достоинства, сталь у10 имеет и недостатки, такие в частности как низкая теплостойкость, что приводит к потере твердости данного материала при температуре свыше 200 градусов по Цельсию.
Назначение стали 18хгт
Помимо инструментальной стали, широко используется сталь конструкционная легированная хромомарганцевая марки 18хгт гост. Данная марка стали используется там, где от деталей требуется вязкость сердцевины, повышенная прочность, поверхностная твердость и многое другое. Заменителями стали марки 18хгт, являются сталь 25ХГТ, 30ХГТ, 12Х2Н4А, 12ХН3А, 20ХН2М, 20ХГР и 14ХГСН2МА. Наиболее популярными изделиями, изготовленными из стали 18хгт, являются разрезные кольца, цанги, фрикционные диски, пружинные шайбы, полуоси, коленчатые валы, шестерни и тому подобное.
Назначение стали 20
Представителем конструкционной углеродистой качественной марки стали, можно назвать сталь 20. Главное назначение данной марки стали – это изготовление удароштамповочного, мерильного и режущего инструмента. Такой выбор связан в большей мере с твердостью, износостойкостью и прочностью марки стали 20. Не лишним будет выделить такое качество стали 20, как податливость к закалке в масле, прокалываемость и устойчивость к деформированию. Данная марка стали содержит в своем составе вольфрам, хром и ванадий, что и обеспечивает ей твердость и износостойкость.
Предыдущая | Следующая |
Термообработка
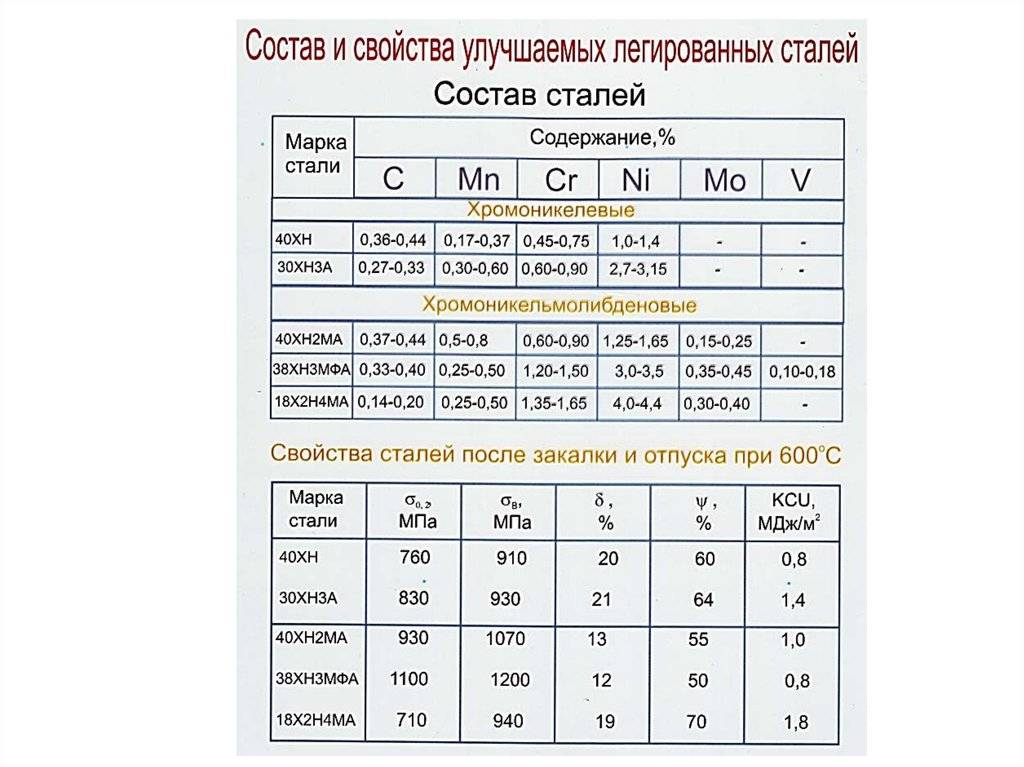
Проводимая термообработка стали 40ХН2МА существенно расширяет ее область применения.
Чаще всего заготовки или конечные изделия подвергают:
- Закалке – процесс перестроения кристаллический решетки и насыщения поверхностного слоя углеродом, увеличения плотности структуры металла под воздействием высокой температуры и быстром охлаждении. В большинстве случаев металл закаливается для повышения твердости поверхностного слоя. Ответственные изделия охлаждаются в масле, которое обеспечивает равномерное снижение температуры. При использовании воды может образоваться окалина и придется выполнять финишную обработку.
- Отпуск – процесс, который способен снизить внутренние напряжения, возникающие после закалки. Как правило, закалка приводит к повышению хрупкости. Температуры отпуска значительно ниже, нагревается изделие постепенно, охлаждение может проходить в различных средах. Валы и другие ответственные детали после закалки всегда подвергаются отпуску, так как возникающая нагрузка может привести к появлению структурных трещин и снижению прочности.
- Может проводится для уплотнения структуры ковка. При сечении менее 80 мм заготовку дополнительно подвергают отжигу и двум переохлаждениям, а также отпуску. За счет этого получается поверхность с большим показателем износостойкости.
Для обработки рассматриваемого сплава требуется специальное оборудование. Зачастую применяются электродуговые печи, которые характеризуются компактными размерами и высоким КПД. Подобная сталь 40ХН2МА и 40ХНМА не склонна к отпускной хрупкости, поэтому получаемые детали могут прослужить в течение длительного периода даже в тяжелых эксплуатационных условиях.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Твердость для полос прокаливаемости , HRC
Количество мартенсита, %
Критическая твердость, HRC э
Критический диаметр в воде
Критический диаметр в масле
σ 455 1/10000=686 МПа, σ 455 1/1000=137 МПа, σ 590 1/10000=13 МПа, σ 590 1/1000=29 МПа.
Физические свойства стали 40ХН2МА
T (Град)
E 10 – 5 (МПа)
a 10 6 (1/Град)
l (Вт/(м·град))
r ( кг /м 3 )
C (Дж/(кг·град))
R 10 9 (Ом·м)
20
100
200
300
400
500
600
700
800
Краткие обозначения:
– временное сопротивление разрыву (предел прочности при растяжении), МПа
å
– относительная осадка при появлении первой трещины, %
– предел упругости, МПа
– предел прочности при кручении, максимальное касательное напряжение, МПа
– предел текучести условный, МПа
– предел прочности при изгибе, МПа
δ5,δ4,δ10
– относительное удлинение после разрыва, %
σ -1
– предел выносливости при испытании на изгиб с симметричным циклом нагружения , МПа
σсж 0 ,05 и σсж
– предел текучести при сжатии, МПа
– предел выносливости при испытание на кручение с симметричным циклом нагружения , МПа
ν
n
– количество циклов нагружения
– предел кратковременной прочности, МПа
R и ρ
– удельное электросопротивление , Ом· м
ψ
E
– модуль упругости нормальный, ГПа
KCU и KCV
– ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см 2
T
– температура, при которой получены свойства, Град
– предел пропорциональности (предел текучести для остаточной деформации), МПа
l и ë
– коэффициент теплопроводности (теплоемкость материала), Вт/(м·°С)
HB
– твердость по Бринеллю
C
– удельная теплоемкость материала (диапазон 20 o – T ) , [Дж/(кг·град)]
HV
– твердость по Виккерсу
pn и r
– плотность кг /м 3
HRC э
– твердость по Роквеллу , шкала С
а
– коэффициент температурного (линейного) расширения (диапазон 20 o – T ), 1 /°С
HRB
– твердость по Роквеллу , шкала В
σ t Т
– предел длительной прочности, МПа
HSD
– твердость по Шору
G
– модуль упругости при сдвиге кручением, ГПа
Сталь 40ХН2МА – среднеуглеродистая легированная доэвтектоидная сталь.
Нагрев закаленных сталей до температур, не превышающих А1, называют отпуском. Комплексную термическую обработку состоящую из полной закалки( сталь нагревают до температуры выше А3) и высокого отпуска
(500-680 °С) конструкционных сталей называют улучшением. Улучшение этой стали в отличие от нормализации обеспечивает повышенный предел текучести в сочетании с хорошей пластичностью и вязкостью, высоким сопротивлением развитию трещин. Кроме того, снижается порог хладноломкости.





Для данной стали оптимальным режимом термической обработки является закалка при 850С. Закаливание производят в воду, с последующим отпуском при 620С в масле.
Ас3 (820 о С)
Ас1 (730 о С)
вода
620 о С
Мн
Ф+П М Сотп
Рис. 1. Режим термообработки стали 40ХН2МА
Материал 40ХН2МА Челябинск
Без стали не обходится ни одно производство, будь то тяжелое машиностроение или изготовление бытовых электроприборов. Существует множество марок этого продукта, а также большое количество форм отпуска. Наша компания реализует материал 40ХН2МА большими партиями и с минимальной наценкой. Для уточнения свойств и характеристик конкретной марки можно обратиться к менеджерам компании.
Как и вся продукция, материал 40ХН2МА закупается у ведущих производителей. Поэтому мы готовы со всей ответственностью давать гарантию на качество. Минимальное количество посредников определяет и низкую стоимость. Вкупе с быстрой доставкой, это дает возможность нашим бизнес-партнеры вести стабильное и взаимовыгодное сотрудничество.
Помимо отпуска, в форме той или иной детали (заготовки), наша компания реализует обработку металлов. Все мероприятия проходят четкий контроль на соответствие ГОСТа и правилам. Специалисты нашего предприятия осуществляют такие работы как оцинкование, создание деталей по чертежам заказчика, производство отливок, изготовление различных профилей и многое другое.
Имея в арсенале новейшее оборудование и огромный, опыт мы можем предложить проверку изделия по ряду параметров, таким как прочностные характеристики, химический состав, чистота сплава и так далее.
Каждому покупателю предложен огромный ассортимент продукции различного формата, а также актуальных услуг и работ. Чтобы быстрее разобраться и выбрать товар соответствующий потребностям, нужно связаться с менеджером компании и получить развернутую информацию по всем интересующим вопросам.
Маркировка легированных сталей
Как расшифровывается маркировка легированных сталей? О чем она говорит? Согласно ГОСТ в ней есть такая информация: буква расшифровывает химический элемент, а цифра за ней — сколько его в процентах. Если цифра не внесена, то процент конкретного компонента невелик (не выше 1%).
К легированным относят разные стали. В итоге возникла потребность систематизации их обозначений. Это отражено в ГОСТ 4543-71, в котором обозначено, что в марках сталей, обладающих особыми качествами, буква должна стоять первой. Она и указывает на принадлежность металла, в зависимости от его качеств, к конкретной группе.
Если первые буквы «Ж», «Х» либо «Е», то металл относится к нержавеющим с магнитными свойствами, либо хромистым. Сталь хромоникелевой нержавеющей группы обозначает буква «Я». Буквами «Р» и «Ш» обозначены сплавы, которые принадлежат к шарикоподшипниковым инструментальным и быстрорежущим.
Если сталь легированная, то она может быть либо высокого качества, либо особо высококачественная. Тогда марка у них будет завершаться буквами «А» или «Ш». Обычные стали так не обозначаются.
Сплавы, получаемые методом проката, тоже получают специальное обозначение. Тогда в маркировке будет стоять буква «Н» (нагартованный) либо «ТО» (термически обработанный).
Умение понимать маркировку всегда позволит с легкостью и достаточно четко выяснить химический состав представленного металла, несмотря на то, что он есть в соответствующей литературе. Первая цифра — процент углерода в сотых долях. Далее за цифрой проставляются буквы, расшифровывающие легирующие элементы, использованные в качестве примеси. За каждой из букв указывается количество названного компонента, выражаемое уже в целых частях. Бывает, что есть только буква, что говорит о содержании элемента в количестве, не превышающем 1,5%.
Стоит обратить внимание на то, что обозначение и классификация химических элементов с помощью букв не обязательно может совпадать с начальной буквой в их наименовании: алюминий (ю), хром (х), марганец (г), вольфрам (в), никель (н), азот (а), медь (д), ванадий (ф) и т. д. Если в посередине маркировки есть буква «А» (азот), то это свидетельствует о том, сколько азота в составе стали
Если же буква «А» будет в конце, то фосфора и серы в этой марке стали менее 0,03%, поэтому она принадлежит к чистым
Если в посередине маркировки есть буква «А» (азот), то это свидетельствует о том, сколько азота в составе стали. Если же буква «А» будет в конце, то фосфора и серы в этой марке стали менее 0,03%, поэтому она принадлежит к чистым.
Сдвоенная буква «А», стоящая в обозначении первой справа, свидетельствует об особой чистоте материала от присутствия вышеназванных компонентов. Сколько в нем серы тоже определяется согласно ГОСТ. Еще маркировка может начинаться с таких букв: «Ш» — шарикоподшипниковая, «Р» — быстрорежущая, «Э» — электротехническая, «А» — автоматная, буква «Л» свидетельствует, что сталь получена литьем.
Наши цены
| Товар | Маркастали | Размермм | Дополнительныехарактеристики | Кол-вотн | Цена с НДСруб/т |
|---|---|---|---|---|---|
| Круг | 40ХН2МА | Ø 160 | ×5500 | 1,898 | 69 620 |
| Круг | 40ХН2МА | Ø 100 | × н/д + отрезаем | 2,091 | 69 620 |
| Круг | 40ХН2МА | Ø 110 | × н/д + отрезаем | 2,579 | 69 620 |
| Круг | 40ХН2МА | Ø 120 | × н/д + отрезаем | 3,573 | 69 620 |
| Круг | 40ХН2МА | Ø 130 | × н/д + отрезаем | 5,643 | 69 620 |
| Круг | 40ХН2МА | Ø 150 | × н/д + отрезаем | 4,342 | 69 620 |
| Круг | 40ХН2МА | Ø 160 | × н/д + отрезаем | 6,713 | 69 620 |
| Круг | 40ХН2МА | Ø 190 | × н/д + отрезаем | 2,380 | 69 620 |
| Круг | 40ХН2МА | Ø 250 | × н/д + отрезаем | 1,517 | 69 620 |
| Круг | 40ХН2МА | Ø 60 | × н/д + отрезаем | 3,191 | 69 620 |
| Поковка | 40ХН2МА | 500 | ×500×750 + отрезаем | 2,410 | 106 000 |
| Поковка | 40ХН2МА | 200 | ×950×2440 + отрезаем | 2,100 | 94 400 |
| Поковка | 40ХН2МА | 180 | ×1000×1200 + отрезаем | 2,370 | 94 400 |
| Поковка | 40ХН2МА | Ø 280 | ×5020 + отрезаем | 3,240 | 94 400 |
| Поковка | 40ХН2МА | Ø 440 | ×3900 + отрезаем | 4,970 | 94 400 |
| Полоса | 40ХН2МА | 140 | ×830×1620 + отрезаем | 3,135 | 86 000 |
| Шестигранник | 40ХН2МА | s 27 | ×3500 | 3,000 | 85 000 |
40ХН2МА сталь свойства
σ4551/10000=686 МПа, σ4551/1000=137 МПа, σ5901/10000=13 МПа, σ5901/1000=29 МПа.
| Механические свойства стали 40ХН2МА | ||||||||||
| ГОСТ | Состояние поставки, режим термообработки | Сечение, мм | КП | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (Дж / см2) | НВ, не более | |
| ГОСТ 4543-71 | Пруток. Закалка 850 °С, масло. Отпуск 620 °С, вода | 25 | — | 930 | 1080 | 12 | 50 | 78 | — | |
| Пруток. Закалка 850 °С, масло. Отпуск 620 °С, масло. | 25 | — | 835 | 980 | 12 | 55 | 98 | — | ||
| ГОСТ 8479-70 | Поковки. Закалка. Отпуск | 500-800 | 440 | 440 | 635 | 11 | 30 | 39 | 197-235 | |
| 300-500 500-800 | 490 | 490 | 655 | 12 11 | 35 30 | 49 39 | 212-248 | |||
| 100-300 300-500 | 540 | 540 | 685 | 13 12 | 40 35 | 49 44 | 223-362 | |||
| 100-300 300-500 500-800 | 590 | 590 | 735 | 13 12 10 | 40 35 30 | 49 44 39 | 235-277 | |||
| 100-300 300-500 | 640 | 640 | 785 | 12 11 | 38 33 | 49 44 | 248-293 | |||
| 100-300 | 685 | 685 | 835 | 12 | 38 | 49 | 262-311 | |||
| До 100 100-300 | 735 | 735 | 880 | 13 12 | 40 35 | 59 49 | 277-321 | |||
| До 100 100-300 | 785 | 785 | 930 | 12 11 | 40 35 | 59 49 | 293-331 | |||
| Механические свойства стали 40ХН2МА в зависимости от температуры отпуска | ||||||||||
| Температура отпуска, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (Дж / см2) | HB | ||||
| Закалка 850 °С, масло | ||||||||||
| 200 300 400 500 600 | 1600 1470 1240 1080 860 | 1750 1600 1370 1170 960 | 10 10 12 15 20 | 50 50 52 59 62 | 59 49 59 88 147 | 525 475 420 350 275 | ||||
| Механические свойства стали 40ХН2МА при повышенных температурах | ||||||||||
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (Дж / см2) | |||||
| Закалка 850 °С, масло. Отпуск 580 °С. | ||||||||||
| 20 250 400 500 | 950 830 770 680 | 1070 1010 950 700 | 16 13 17 18 | 58 47 63 80 | 78 109 84 54 | |||||
| Образец диаметром 5 мм, длиной 25 мм, прокатанный. Скорость деформирования 2 мм/мин. Скорость деформации 0,001 1/с | ||||||||||
| 700 800 900 100 1100 1200 | — — — — — — | 185 89 50 35 24 14 | 17 66 69 75 72 62 | 32 90 90 90 90 90 | — — — — — — | |||||
| Предел выносливости стали 40ХН2МА | ||||||||||
| σ-1, МПА | J-1, ÌÏÀ | n | Термообработка | |||||||
| 447 392 519 | 274 235 | 106 | Сечение 100 мм. Закалка 850 °C, масло. Отпуск 580 °C, σв=880 МПа. Сечение 400 мм. Закалка 850 °C, масло. Отпуск 610 °C, σв=790 МПа, σ0,2=880 МПа, σв=1080 МПа | |||||||
| Ударная вязкость стали 40ХН2МА KCU , (Дж/см2) | ||||||||||
| Т= +20 °С | Т= -40 °С | Т= -60 °С | Термообработка | |||||||
| 103 | 93 | 59 | Закалка 860 °С, масло. Отпуск 580 °С | |||||||
| Механические свойства стали 40ХН2МА в зависимости от сечения | ||||||||||
| Сечение, мм | Место вырезки образца | σ0,2 (МПа) | σв(МПа) | δ4 (%) | ψ % | KCU (Дж / см2) | HRCЭ | |||
| Пруток. Закалка 850 °С, масло. Отпуск 620 °С | ||||||||||
| 40 60 80 100 120 | Ц Ц 1/2R 1/2R 1/3R | 880 830 730 670 630 | 1030 980 880 850 830 | 14 16 17 19 20 | 57 60 61 61 62 | 118 127 127 127 127 | 33 32 29 26 25 | |||
| Закалка 850 °С, масло. Отпуск 540-660 °С | ||||||||||
| до 16 16-40 40-100 100-160 160-250 | Ц Ц Ц Ц Ц | 1000 900 800 700 650 | 1200-1400 1100-1300 1000-1200 900-1100 850-1000 | 9 10 11 12 12 | — — — — — | 90 50 60 60 60 | — — — — — | |||
| Прокаливаемость стали 40ХН2МА | ||||||||||
| Расстояние от торца, мм | Примечание | |||||||||
| 1,5 | 3 | 6 | 9 | 12 | 15 | 21 | 27 | 33 | 42 | Закалка 840 °С |
| 49-59,5 | 40,5-60 | 50-60 | 50-59,5 | 49-59 | 48-59 | 45-56 | 41,5-53 | 41-50,5 | 36,5-48,5 | Твердость для полос прокаливаемости, HRC |
| Количество мартенсита, % | Критическая твердость, HRCэ | Критический диаметр в воде | Критический диаметр в масле | |||||||
| 50 90 | 44-47 49-53 | 153 137-150 | 114 100-114 | |||||||
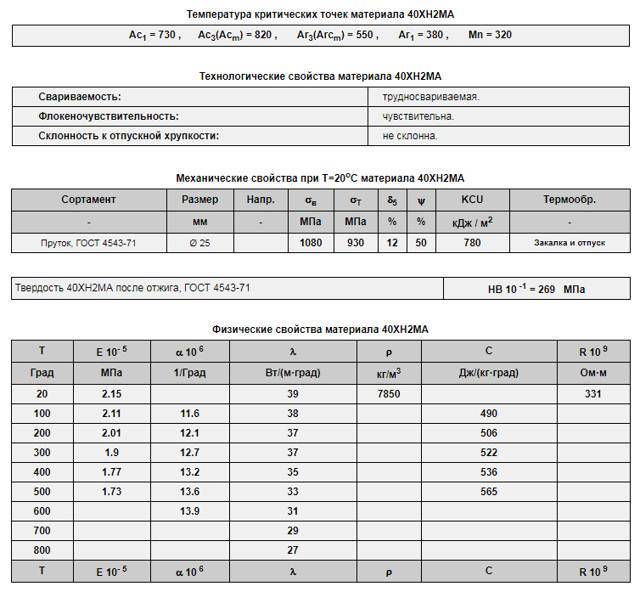
| Физические свойства стали 40ХН2МА | ||||||||||
| T (Град) | E 10- 5 (МПа) | a 10 6 (1/Град) | l (Вт/(м·град)) | r (кг/м3) | C (Дж/(кг·град)) | R 10 9 (Ом·м) | ||||
| 20 | 2.15 | 39 | 7850 | 331 | ||||||
| 100 | 2.11 | 11.6 | 38 | 490 | ||||||
| 200 | 2.01 | 12.1 | 37 | 506 | ||||||
| 300 | 1.9 | 12.7 | 37 | 522 | ||||||
| 400 | 1.77 | 13.2 | 35 | 536 | ||||||
| 500 | 1.73 | 13.6 | 33 | 565 | ||||||
| 600 | 13.9 | 31 | ||||||||
| 700 | 29 | |||||||||
| 800 | 27 | |||||||||
| Краткие обозначения: | ||||||||||
| σв | — временное сопротивление разрыву (предел прочности при растяжении), МПа | å | — относительная осадка при появлении первой трещины, % | |||||||
| σ0,05 | — предел упругости, МПа | Jê | — предел прочности при кручении, максимальное касательное напряжение, МПа | |||||||
| σ0,2 | — предел текучести условный, МПа | σизг | — предел прочности при изгибе, МПа | |||||||
| δ5,δ4,δ10 | — относительное удлинение после разрыва, % | σ-1 | — предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа | |||||||
| σсж0,05 и σсж | — предел текучести при сжатии, МПа | J-1 | — предел выносливости при испытание на кручение с симметричным циклом нагружения, МПа | |||||||
| ν | — относительный сдвиг, % | n | — количество циклов нагружения | |||||||
| sв | — предел кратковременной прочности, МПа | R и ρ | — удельное электросопротивление, Ом·м | |||||||
| ψ | — относительное сужение, % | E | — модуль упругости нормальный, ГПа | |||||||
| KCU и KCV | — ударная вязкость, определенная на образце с концентраторами соответственно вида U и V, Дж/см2 | T | — температура, при которой получены свойства, Град | |||||||
| sT | — предел пропорциональности (предел текучести для остаточной деформации), МПа | l и ë | — коэффициент теплопроводности (теплоемкость материала), Вт/(м·°С) | |||||||
| HB | — твердость по Бринеллю | C | — удельная теплоемкость материала (диапазон 20o — T ), [Дж/(кг·град)] | |||||||
| HV | — твердость по Виккерсу | pn и r | — плотность кг/м3 | |||||||
| HRCэ | — твердость по Роквеллу, шкала С | а | — коэффициент температурного (линейного) расширения (диапазон 20o — T ), 1/°С | |||||||
| HRB | — твердость по Роквеллу, шкала В | σtТ | — предел длительной прочности, МПа | |||||||
| HSD | — твердость по Шору | G | — модуль упругости при сдвиге кручением, ГПа |
xn--402-8cd3de9c.xn--p1ai
Сталь 40ХН
Марака стали 40ХН представляет собой конструкционную легированную сталь. Он относится к классу хромоникелевых материалов. Содержание таких элементов как хром и никель предают стали блестящий цвет и нержавеющие свойства.
Эксплуатационные характеристики и химический состав стали 40ХН характеризуется ГОСТ 4543-71. В состав стали этой марки входит 8 легирующих элементов.
- Никель
- Марганец
- Хром
- Углерод
- Кремний
- Железо
- Сера
- Фосфор
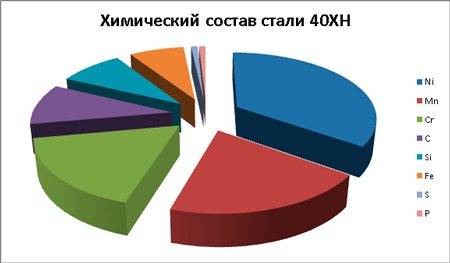
Процентное соотношение всех элементов, входящих в состав стали 40ХН, смотрите в таблице ниже и на диаграмме.
| Ni | Mn | Cr | C | Si | Fe | S | P |
| от 1 до 1,4 | от 0,5 до 0,8 | от 0,45 до 0,75 | от 0,36 до 0,44 | от 0,17 до 0,37 | менее 0,3 | меньше 0,035 | менее 0,035 |
Расшифровка стали 40ХН
- 40 – количественная доля содержания углерода в сплаве (0,4%);
- Х – это хром и его часть во всем объеме колеблется в районе 4%;
- Н – обозначает никель, отсутствие цифр после символа говорит о том, что его не менее 1%.
Преимущества стали 40ХН
- Высокая механическая прочность
- Долговечность – срок службы деталей из этой стали более 30 лет
- Широкий диапазон рабочей температуры – от -70°С до +425°С
- Отсутствует склонность к отпускной хрупкости
- После отпуска вязкость стали не снижается
- Не теряет пластичность и не изменяет зернистость при сварке элементов
Применение стали 40ХН
Готовые детали из данного материала затем широко используются в промышленности и машиностроении. В этих сфера они представлены в виде:Изделия из стали 40ХН, благодаря свойствам, полученным за счет легирования хромом и никелем, не подвержены истиранию. К тому же они отлично штампуются и паяются.
- осей и валов,
- зубчатых колес,
- валок рельсобалочных и крупносортных станов для горячей прокатки металла,
- муфт и цилиндров,
- валов экскаваторов,
- шатунов,
- валов-шестерней,
- штоков и рычагов,
- болтов и шпинделей,
- различных нагруженных элементов, подверженных во время работы вибрационным и динамическим нагрузкам,
- изделий, к которым предъявляются требования повышенной прочности и вязкости.
Свойства стали 40ХН
Удельный вес материала составляет 7820 кг/м3. Термическая обработка осуществляется при помощи закаливания и отпуска.
Начальная температура ковки +1250°С, конечная +830°С. Изделия с сечение до 50 мм охлаждаются на воздухе, остывание деталей с сечением от 51 мм до 201 мм происходит в мульде, элементы с сечением до 300 мм охлаждают с печью.

Твердость стали 40ХН
Твердость 40хн по Бринеллю достигает 207 МПа. Критические точки наступают при температурах:
- Ac1 = 735°
- Ac3(Acm) = 768°
- Ar3(Arcm) = 700°
- Ar1 = 660°
- Mn = 305°
Обрабатываемость резанием доступна в горячекатанном состоянии при твердости по Бринеллю от 166 до 170 единиц и временном сопротивлении разрыву 690 МПа.
Материал относится к трудносвариваемым. Для него применимы следующие виды сварки:
- ручная дуговая (РДС),
- электрошлаковая (ЭШС),
- аргонно-дуговая под флюсом (АДС).

40хн предел текучести
- σ0,2=780 МПа, σв=980 МПа, НВ 300-320
- σ0,2=690 МПа, σв=880 МПа, НВ 270-300
- σ0,2=570 МПа, σв=780 МПа, НВ 200-240
- σв=790 МПа, нормализация, НВ 197
При всех видах сварки необходим предварительный подогрев и последующая термообработка стали 40хн.
Сталь 40ХН имеет склонность к отпускной хрупкости и обладает повышенной флокеночувствительностью. Такие свойства сплава следует учитывать при дальнейшей эксплуатации
Отечественные и зарубежные заменители для стали 40ХН.
| Россия | 30ХГВТ, 35ХГФ, 38ХГН, 40Х, 40ХНМ, 40ХНР, 45ХН, 50ХН |
| Япония | SNC236 |
| Китай | 40CrNi |
| Америка | 3135, G31400, 3140H |
| Германия | 36NiCr6, 40NiCr6, 1.5710, 1.5711 |
| Англия | 640M40 |
| Франция | 35NC6 |
| Чехия | 16240 |
| Румыния | 40CrNi12, 40CrNi12q |
| Болгария | 40ChN |
| Швеция | 2530 |
| Австралия | 3140, 3140H |