Расшифровка стали 40Х
На территории СНГ применяется стандарт ГОСТ 4543-2016, который позволяет определить не только химический состав, но и различные эксплуатационные качества материала.
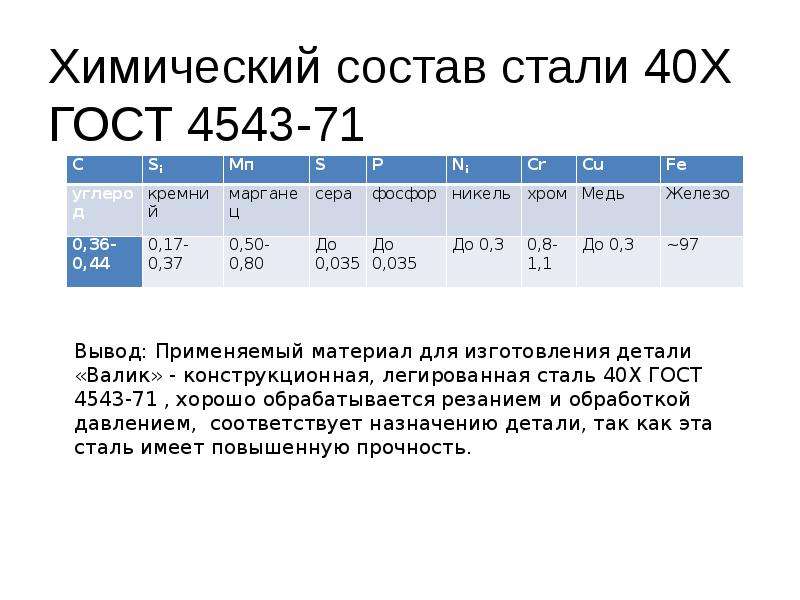
Сталь 40Х ГОСТ определяет следующие вещества в составе:
- Первая цифра 40 применяется для обозначения основного элемента в составе, которым является углерод. Как правило, большая часть состава приходится на железо, а углерод, концентрация которого составляет 0,44%, определяет основные эксплуатационные характеристики.
- Следующая буква Х указывает на то, что в составе есть легирующий элемент, представленный хромом. Отсутствие цифры после буквы указывает на то, что концентрация элемента составляет 1,1%. Как ранее было отмечено, хром повышает коррозионную стойкость структуры. Однако, рассматриваемая марка стали 40Х не характеризуется высокими антикоррозионными качествами.
- Рассматривая 40Х ГОСТ отметим, что в состав входит довольно большое количество никеля, кремния и марганца. Они определяют некоторые эксплуатационные характеристики металла, но они не отмечаются в маркировке.
Расшифровка позволяет определить химический состав и основные эксплуатационные качества материала. Стоит учитывать, что зарубежные производители применяют иные стандарты при маркировке материалов, но химический состав у аналогов примерно схожий.
Это интересно: Характеристики и состав нержавеющей стали
ГОСТы на прокат стали 40х13
- ГОСТ 19903-2015
- ГОСТ 1133-71 «Кованая круглая и квадратная. Сортамент»;
- ГОСТ 18143-72 «Проволока из высоколегированной коррозионно-стойкой и жаростойкой стали. Технические условия.»;
- ГОСТ 18907-73 «Прутки нагартованные, термически обработанные шлифованные из высоколегированной и коррозионно-стойкой стали. Технические условия.»;
- ГОСТ 5582-75 «Прокат тонколистовой коррозионно-стойкий, жаростойкий и жаропрочный. Технические условия»;
- ГОСТ 5632-72 «Высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки»;
- ГОСТ 5949-75 «Сортовая и калиброванная коррозионностойкая, жаростойкая и жаропрочная.
- ГОСТ 4405-75 «Полосы горячекатаные и кованые из инструментальной стали. Сортамент.»;
- ГОСТ 14955-77 «Качественная круглая со специальной отделкой поверхности. Технические условия.»;
- ГОСТ 2590-2006 «Прокат сортовой стальной горячекатаный круглый. Сортамент.»;
- ГОСТ 2591-2006 «Прокат сортовой стальной горячекатаный квадратный. Сортамент.»;
- ГОСТ 7417-75 «Калиброванная круглая. Сортамент.»;
- ГОСТ 4405-75 «Полосы горячекатаные и кованые из инструментальной стали. Сортамент.»;
- ГОСТ 8559-75 «Калиброванная квадратная. Сортамент.»;
- ГОСТ 8560-78 «Прокат калиброванный шестигранный. Сортамент.»;
- ГОСТ 1133-71 «Кованая круглая и квадратная. Сортамент.»;
- ГОСТ 5632-72 «Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки.»;
- ГОСТ 103-2006 «Прокат сортовой стальной горячекатаный полосовой. Сортамент.»;
- ГОСТ 5949-75 «Сортовая и калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия.»;
- ГОСТ 2879-2006 «Прокат сортовой стальной горячекатаный шестигранный. Сортамент.»;
- ТУ 14-11-245-88 «Профили стальные фасонные высокой точности. Технические условия.»;
- ОСТ 3-1686-90 «Заготовки из конструкционной стали для машиностроения. Общие технические условия.»;
Резка
Исходные данные | Обрабатываемость резанием Ku | |||
Состояние | HB, МПа | sB, МПа | твердый сплав | быстрорежущая сталь |
закаленное отпущенное | 340 | ≥735 | 0,6 | 0,4 |
Коррозионная стойкость
Вид коррозии | t | Длительность испытания | Среда | Балл или группа стойкости |
0С | ч | |||
Общая | 720 | H2SO4 (концентрированная) | ||
H2SO4 (р-р 63,4%) | ||||
720 | Аммиак (24%) |
Для увеличения стойкости к коррозии рекомендуется закалку и отпуск проводить при t=250–3000С.
Сталь 40Х13 – химический состав
Массовая доля элементов не более, %:
Кремний | Марганец | Никель | Сера | Углерод | Фосфор | Хром |
0,6 | 0,6 | 0,6 | 0,025 | 0,35–0,44 | 0,035 | 12–14 |
Марка 40Х13 – физические свойства
t | r | R 109 | E 10-5 | l | a 106 | C |
0С | кг/м3 | Ом·м | МПа | Вт/(м·град) | 1/Град | Дж/ (кг·град) |
7650 | 590 | 2.18 | 461 | |||
100 | 7630 | 650 | 2.14 | 10.8 | 482 | |
200 | 7600 | 710 | 2.06 | 27.2 | 11.9 | 523 |
300 | 7570 | 790 | 1.98 | 28.3 | 12.3 | 565 |
400 | 7540 | 860 | 1.88 | 29.1 | 607 | |
500 | 7510 | 940 | 1.76 | 29.1 | 13.6 | 674 |
600 | 7480 | 1000 | 1.63 | 29.1 | 13.5 | 775 |
700 | 7450 | 1120 | 1.48 | 28.3 | 13.8 | 988 |
800 | 7420 | 1180 | 1.4 | 27.9 | 14.6 | 825 |
900 | 1160 | 28.5 | 691 |
Сталь 40Х13 – точные и ближайшие зарубежные аналоги
Англия | Германия | Евросоюз | Испания | Италия | Китай | ||||||||||||||||||||
BS | DIN, WNr | EN | UNE | UNI | GB | ||||||||||||||||||||
|
|
|
|
Польша | США | Франция | Чехия | Швеция | Япония | |||||||
PN | — | AFNOR | CSN | SS | JIS | |||||||
|
Материал 40Х13 – область применения
Сталь марки 40Х13 используют в машиностроении для изготовления деталей с высокой износостойкостью/ прочностью, работающих в коррозионных средах или при температурах до 4500С.
Условные обозначения
HRCэ | HB | KCU | y | d5 | sT | sв |
МПа | кДж / м2 | % | % | МПа | МПа | |
Твердость по Роквеллу | Твердость по Бринеллю | Ударная вязкость | Относительное сужение | Относительное удлинение при разрыве | Предел текучести | Предел кратковременной прочности |
Ku | s0,2 | t-1 | s-1 |
Коэффициент относительной обрабатываемости | Условный предел текучести с 0,2% допуском при нагружении на значение пластической деформации | Предел выносливости при кручении (симметричный цикл) | Предел выносливости при сжатии-растяжении (симметричный цикл) |
N | число циклов деформаций/ напряжений, выдержанных объектом под нагрузкой до появления усталостного разрушения/ трещины |
Без ограничений | Ограниченная | Трудно свариваемая | |
Подогрев | нет | до 100–1200С | 200–3000С |
Термообработка | нет | есть | отжиг |
R | Ом·м | Удельное сопротивление |
r | кг/м3 | Плотность |
C | Дж/(кг·град) | Удельная теплоемкость |
l | Вт/(м·град) | Коэффициент теплопроводности |
a | 1/Град | Коэффициент линейного расширения |
E | МПа | Модуль упругости |
t | 0С | Температура |
Общие сведения стали 40ХН
| Заменитель марки |
| Стали: 45ХН, 50ХН, 38ХГН, 40Х, 35ХГФ, 40ХНР, 40ХНМ, 30ХГВТ. |
| Вид поставки |
| Круг 40хн, труба 40хн, сортовой прокат, в том числе фасонный: ГОСТ 4543–71, ГОСТ 259071, ГОСТ 2591–71, ГОСТ 2879–69, ГОСТ 10702–78. Калиброванный пруток ГОСТ 7417–75, ГОСТ 8560–78, ГОСТ 10702–78, ГОСТ 4543–71. Шлифованный пруток и серебрянка ГОСТ 4543–71, ГОСТ 14955–77. Лист толстый ТУ 14−1-1930−77. Полоса ГОСТ 103–76. Поковки и кованые заготовки ГОСТ 1133–71, ГОСТ 8479–70, ГОСТ 4543–71. Валки ОСТ 24.013.21−85. Трубы ОСТ 14−21−77. |
| Применение |
| Круг 40хн, oси, валы, шатуны, зубчатые колеса, валы экскаваторов, муфты, валы-шестерни, шпиндели, болты, рычаги, штоки, цилиндры и другие ответственные нагруженные детали, подвергающиеся вибрационным и динамическим нагрузкам, к которым предъявляются требования повышенной прочности и вязкости. Валки рельсобалочных и крупносортных станов для горячей прокатки металла. |
Выбор оптимального режима термической обработки
В зависимости от конкретных производственных условий, сталь термически обрабатывают по двум вариантам:
- Нормализацией при температуре выдержки 1050…1100 °С, с последующим высоким отпуском с 600…650 °С. Нормализация стабилизирует структуру стали, снижает количество остаточного аустенита, и улучшает обрабатываемость на металлорежущих станках. Это позволяет использовать такую технологию термообработки для получения заготовок ступенчатых валов и осей, работающих преимущественно в средах с повышенной влажностью, а также в условиях коррозионно-механического износа.
- Ступенчатой закалки с высоким отпуском. Продолжительность и количество циклов закалки зависит от требуемой поверхностной твёрдости и конечной микроструктуры. Закалка стали 40Х13 по такому способу выполняется для изделий, которые в процессе своей эксплуатации периодически подвергаются ударным нагрузкам.
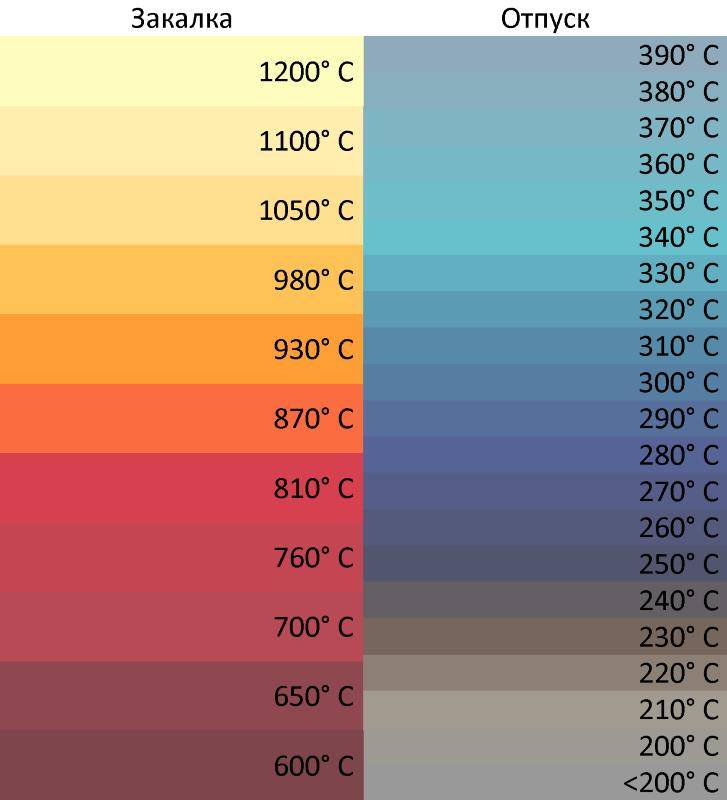
Температура заготовки в зависимости от цвета при нагреве
При выборе режима термообработки необходимо учитывать, что сталь 40Х13 штампуется при температурном интервале 950…1150 °С: именно в этом диапазоне материал обладает максимальной ковкостью.
Во всех случаях сталь перед обработкой подвергают отжигу. Это связано со следующими особенностями:
- наличием карбидов хрома, которые образуются в процессе горячей прокатки заготовок. Они сосредотачиваются на границах зёрен вокруг основной, более пластичной структуры;
- присутствием цементита, который по структуре и размерам зерна отличается от любого их карбидов хрома. Это вызывает остаточные напряжения растяжения, снижающие прочность;
- опасности избыточного количества остаточного аустенита, который также повышает твёрдость и снижает пластичность;
- склонности данной стали к деформационному упрочнению во время пластической деформации.




Опытным путём установлено, что для получения оптимальной макроструктуры режим отжига должен быть следующим: нагрев до 690…730 °С, с выдержкой до полного прогрева сечения детали и последующим охлаждением вместе с печью до 500…550 °С (далее – на воздухе). Конечная структура – зернистый перлит, которые положительно выделяется своей стабильностью, равновесностью и наличием мелкого зерна.
Технология термообработки
Нормализация стали 40Х13 применяется реже, в основном, после горячей штамповки/ковки, когда слиток или заготовка нагревались до максимально возможных температур. При длительном нагреве ускоряется рост зерна, что нежелательно с точки зрения трудоёмкости при окончательной обработке изделий. Нормализация, однако, необходима, если нормализованная и отпущенная деталь имеет сложную форму, с многочисленными перепадами в поперечных сечениях, а также при наличии острых углов и кромок.
Главная цель закалки — обеспечить достаточный процент мартенсита в стали. Такие требования выдвигаются, если деталь при эксплуатации будет испытывать значительные рабочие напряжения. Максимально достигаемая твёрдость после закалки – обычно 50…55 НRC. Обеспечивается это следующим режимом термобработки: закалкой с 1000…1050 °С в масло, с последующим низким — при 230…280 °С – отпуском.
В связи с низким температурным интервалом термообработки нагрев производят в печах скоростного нагрева, имеющих системы высокоточного автоматического контроля температуры.
Особые требования к соблюдению технологических режимов закалки стали 40Х13:
- Температура сред, используемых для охлаждения изделий после их закалки, должна быть на 50…75 °С ниже температуры окончания мартенситного превращения. Оно для рассматриваемой марки стали составляет 650…670 °С. В качестве таких сред используются масло, щёлочные или солевые расплавы. Например, соответствующими возможностями обладает расплав солей KNO3 и NaNO3 в соотношении 1:1. Масляные ванны менее предпочтительны, поскольку при длительных выдержках металл науглероживается. Это, хоть и повышает дополнительно твёрдость, но ухудшает обрабатываемость заготовок, особенно при точении и фрезеровании.
- Время выдержки изделий при закалке и последующем охлаждении составляет до нескольких часов. Такой длительный период выдержки обусловлен необходимостью создать условия для полного мартенситного превращения.
- Скорость дальнейшего (после отпуска) охлаждения закалённых заготовок особого значения не имеет, и определяется только производственными возможностями. При этом предпочтительнее охлаждать детали не в печи, а на открытом, но спокойном воздухе. В таких условиях мартенситное превращение протекает в полном объёме.
Источник
Производство стали марки 40х
Этапы:
- Подготовка и плавка шихты. Нагревание жидкого металла в специальной ванне. На этом этапе происходит окисление железа, образуется его оксид. Одновременно с этим окисляются основные примеси — фосфор, марганец, кремний. Одна из главных задач этапа — удаление фосфора из состава. Для снижения его процентного содержания нужна небольшая температура ванны со шлаком, металлом. В ней должно содержаться определенное количество оксида железа.
- Кипение металлической ванны. Температура повышается постепенно. Если нагрев будет происходить быстро, начнется окисление углерода. На этом этапе снижается содержание серы в сплаве.
- Раскисление стали. Выполняется двумя способами. Первый — диффузионный. Осуществляется с помощью шлака. На его поверхность погружается измельченный алюминий, ферросилиций, ферромарганец. С помощью раскислителей оксид железа восстанавливается, его процентное содержание в сплаве уменьшается. Второй способ — осаждение. В жидкую сталь вводятся растворимые раскислители — алюминий, ферросилиций, ферромарганец. Железо восстанавливается, образуются сторонние оксиды, которые уходят в шлак.
Последний этап производства — легирование стали. В расплавленный металл вводятся определенные компоненты, которые нужны для изменения его технических характеристик.
Стальной медальон для кошки (Фото: Instagram / gravceh)
Аналоги и номенклатура
Марку стали 40Х можно заменить отечественными аналогами:
- 45Х;
- 38ХА;
- 40ХН;
- 40ХС;
- 40ХФ;
- 40ХР.
Зарубежные аналоги имеют другую маркировку, однако составы этих сплавов приблизительно совпадают:
- G51400 и H51350 – Соединенные Штаты;
- 37Cr4, 41Cr4, 41CrS4 – Германия;
- 35Cr, 38CrA, 40Cr и 40CrA – КНР;
- SCr435, SCr440 – Япония;
- 37Cr4, 41Cr4 – Франция;
- 36CrMn4 – Италия;
- 2245 – Швеция;
- 14140 – Чехия.
Классификация конструкционных легированных сталей регламентируется ГОСТом 4543-71. В нем прописаны технические условия на разные виды проката. По характеристикам стали 40Х ГОСТ 4543-71 относит ее к классу хромистых сплавов и устанавливает:
- предельное содержание примесей, негативно влияющих на технологические свойства материала, например, серы и фосфора;
- режимы термообработки.
Сталь поставляется в виде:
- сортового проката по нескольким стандартам;
- калиброванного прутка;
- прутка шлифованного и серебрянки по ГОСТу 14955-77;
- толстого листа и полос;
- поковок, согласно ГОСТу 8479-70;
- труб и соединительных частей к ним.
Технические характеристики стали 14Х17Н2
Отечественные
Возможность замены на материал родственного состава должна анализироваться в каждом случае, универсального решения не существует.
Отечественные заменители:
- 38ХА. Углерода — 0,38%, хрома — до 1,5%, «А» — обозначение сплава стандарта высокого качества;
- 40ХН. Углерода — 0,40%, легирование 1,1%-м хромом и 1,5%-м никелем;
- 40ХС. Количество углерода и хрома остается тем же, дополнительный легирующий элемент — кремний в концентрации 1,2-1,5%
- 40ХФА. Углерод — 0,40%, легирующий элемент — ванадий 1,1%.«А» — железоуглеродный сплав высокого стандарта качества. Используется при температурах до +400°С
Применение: изготовление заготовок и конечных продуктов усиленной износостойкости (шестерней, опор, валов, осей), в т.ч. для предприятий по добыче газа и нефти (трубопроводы, корпуса).
Зарубежные аналоги Стали 40Х
| США | Германия | Япония | Франция | Англия | Евросоюз | Италия | Бельгия | Испания |
| — | DIN,WNr | JIS | AFNOR | BS | EN | UNI | NBN | UNE |
| 5135 | 1,7034 | SCr435 | 37Cr4 | 37Cr4 | 1.7034 | 36CrMn4 | 37Cr4 | 37Cr4 |
| 5140 | 1,7035 | SCr435H | 38C4 | 41Cr4 | 1.7035 | 36CrMn5 | 41Cr4 | 38Cr4 |
| 5140H | 1,7045 | SCr440 | 38C4FF | 530A36 | 1.7039 | 37Cr4 | 45C4 | 38Cr4DF |
| 5140RH | 37Cr4 | SCr440H | 41Cr4 | 530A40 | 37Cr4 | 38Cr4KB | 41Cr4 | |
| G51350 | 41Cr4 | 42C4 | 530H36 | 37Cr4KD | 38CrMn4KB | 41Cr4DF | ||
| G51400 | 41CrS4 | 42C4TS | 530H40 | 41Cr4 | 41Cr4 | 42Cr4 | ||
| H51350 | 42Cr4 | 530M40 | 41Cr4KD | 41Cr4KB | F.1201 | |||
| H51400 | 41CrS4 | F.1202 | ||||||
| F.1210 | ||||||||
| F.1211 | ||||||||
| Китай | Швеция | Болгария | Венгрия | Польша | Румыния | Чехия | Австралия | Юж.Корея |
| GB | SS | BDS | MSZ | PN | STAS | CSN | AS | KS |
| 35Cr | 2245 | 37Cr4 | 37Cr4 | 38HA | 40Cr10 | 14140 | 5132H | SCr435 |
| 38CrA | 40Ch | 41Cr4 | 40H | 40Cr10q | 5140 | SCr435H | ||
| 40Cr | 41Cr4 | Cr2Z | SCr440 | |||||
| 40CrA | Cr3Z | SCr440H | ||||||
| 40CrH | ||||||||
| 45Cr | ||||||||
| 45CrH | ||||||||
| ML38CrA | ||||||||
| ML40Cr |
Условные обозначения
| Механические свойства | |
| σB | временное сопротивление разрыву (предел прочности при растяжении), МПа |
| σ0,2 | предел текучести условный, МПа |
| σсж | предел прочности при сжатии, МПа |
| σсж0,2 | предел текучести при сжатии, МПа |
| σ0,05 | предел упругости, МПа |
| σизг | предел прочности при изгибе, МПа |
| σ-1 | предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа |
| δ5 , δ4 , δ10 | относительное удлинение после разрыва, % |
| ψ | относительное сужение, % |
| ν | относительный сдвиг, % |
| ε | относительная осадка при появлении первой трещины, % |
| τК | предел прочности при кручении, максимальное касательное напряжение, МПа |
| τ-1 | предел выносливости при испытании на кручение с симметричным циклом нагружения, МПа |
| KCU и KCV | ударная вязкость, определенная на образце с концентраторами вида U и V, Дж/см2 |
| HRCэ и HRB | твёрдость по Роквеллу (шкала C и B соответственно) |
| HB | твёрдость по Бринеллю |
| HV | твёрдость по Виккерсу |
| HSD | твёрдость по Шору |
| Физические свойства | |
| E | модуль упругости нормальный, ГПа |
| G | модуль упругости при сдвиге кручением, ГПа |
| ρn | плотность, кг/м3 |
| λ | коэффициент теплопроводности, Вт/(м∙°C) |
| ρ | удельное электросопротивление, Ом∙м |
| α | коэффициент линейного теплового расширения, 10-61/°С |
| с | удельная теплоёмкость, Дж/(кг∙°С) |
Способы обработки стали марки 40х
Материал плохо сваривается. Для устранения этого недостатка применяется термическая обработка. С ее помощью можно получить более универсальный сплав, улучшить его технические характеристики. Термическая обработка проводится в несколько этапов:
- Закалка. Проводится в масляной среде. Нужная для улучшения качества поверхностей структуры.
- Охлаждение детали. Осуществляется с помощью масла или на воздухе. Лучше использовать масло, поскольку оно повышает качество обработанной заготовки. Если применять воду, могут появиться дефекты.
- Отпуск. С его помощью устраняется внутреннее напряжение металла. Проводится на воздухе или с помощью масла.
Если термическая обработка была проведена правильно, твердость повышается до 217 НВ. При этом снижается внутреннее напряжение. Закалку проводят при температуре 860 °C, отпуск — при 200 °C. Если температурный режим не был нарушен, срок эксплуатации сплава увеличивается.
Поле проведения термической обработки улучшается свариваемость металла, для получения качественного шва до применения сварки места соединения нужно разогреть.
Сталь 40х имеет высокую себестоимость из-за сложностей производства, дополнительной термической обработки. Легированный металл чаще применяется для производства деталей, которые длительное время подвергаются большой нагрузке.
Особенности термообработки
Термическая обработка проводится с целью улучшения механических свойств стали 40., в основном, для повышения прочности и поверхностной твердости. Она состоит из комплекса операций, в результате которых изменяется внутренняя структура сплава. Материал подвергается сильному нагреву, поэтому технология термообработки должна учитывать особенности сплава, например:
- температуру плавления стали 40Х;
- ее химический состав;
- содержание примесей, влияющих на твердость металла;
- критические точки, при которых изменяется структура сплава.
ГОСТ определяет оптимальные режимы:
- закалки стали – масляная среда с температурой 860 градусов;
- отпуска – вода или масло при 500 градусах;
- если отпуск проводить при 200 градусах, твердость увеличивается до 552 МПа.
В итоге улучшаются характеристики:
- твердости – до 217 МПа;
- предела прочности на разрыв – 980 Н/м2;
- ударной вязкости – до 59 Дж/см2.
Медленное охлаждение после отпуска ведет к хрупкости стали. Избежать ее можно быстрым охлаждением, однако при этом возможно появление внутренних напряжений, вызывающих деформацию металла. Флокеночувствительность, то есть образование внутренних трещин и полостей, можно уменьшить вакуумированием процесса нагрева и совмещением его с продувкой аргоном.
Технические характеристики углеродистой стали 45
Особого внимания требует процесс закалки стали 40Х, так как она идет на изготовление деталей, испытывающих постоянные нагрузки, например, втулок, шестерен, болтов. После процедуры увеличивается твердость металла, но снижаются пластичность и устойчивость к ударным нагрузкам. Соотношение этих параметров зависит:
- от времени, в течение которого происходит нагрев до заданной температуры;
- интервала выдержки, определяющего равномерность прогрева;
- скорости охлаждения.
Критический диаметр после закалки в различных средах
При максимальной твердости от 43 до 46 HRC3 и содержании мартенсита не более 50% диаметр составляет от 16 до 76 мм.
При критической твердости в диапазоне от 49 до 53 HRC3 и количестве мартенсита, равном 90%, диаметр равен от 6 до 58 мм.
В обозначенных пределах прут с сечением цилиндрической формы прокаливается насквозь.
Сталь 30ХГСА: характеристики и применение
Изначально, сталь марки 30ХГСА разрабатывалась советскими учеными как материал для авиационной промышленности. Элементы управления, педали и другие механизмы самолетов середины 20 века полностью изготавливали из данного сплава.
Но наука не стояла на месте. Спустя некоторое время благодаря характеристикам сталь 30ХГСА нашла применение и стала доступной для остальных сфер промышленности. И сразу же началось массовое использование стали машино- и станкостроением.
30ХГСА – расшифровка марки стали
Сталь 30ХГСА относится к группе легированных сталей. Состав ее регламентируется ГОСТом 4543-71, согласно которому каждая буква и цифра обозначает определенное содержание определенных химических элементов:
- Цифра 30 означает содержание углерода 0,28-0,34%. Углерод повышает твердость и прочность в сталях, но снижает пластичность и свариваемость.
- Х – хром (0,8-1,1%) повышает закаливаемость, коррозионную стойкость и жаропрочность сплава. Положительно влияет на сопротивление абразивному износу.
- Г – марганец (0,8-1,1%) удаляет вредные примеси кислорода и серы. Снижает риск образования окалин и трещин во время термообработки. Повышает качество поверхности. Помимо этого, способствует увеличению сталью пластичности и свариваемости.
- С – кремний также как марганец является сильным раскислителем. Повышает пластичность, не снижая при этом прочность. Увеличивает восприимчивость стали к термической обработке.
- Буква «А» расшифровывается как улучшенная. Это означает, что сталь прошла закалку с высоким отпуском. Особенности проведения закалки заключаются в нагреве стали до температуры 870 ºС и в последующем быстром охлаждении в масле или воде. Таким образом, происходит трансформация внутренней структуры, что способствует повышению механических характеристик 30ХГСА в 2,9 раза. Закалочные напряжения снимаются высоким отпуском: нагревом до 540-560 ºС. Помимо снятия напряжения, параллельно происходит увеличение упругих свойств.
- Сера (до 0,25%) и фосфор (до 0,25%) относятся к категории вредных примесей. Размеры их молекул слишком большие по сравнению со всеми вышеперечисленными элементами. Встраиваясь в кристаллическую сетку стали, сера и фосфор снижают ее устойчивость, тем самым снижая прочность сплава.
- Также в составе 30ХГСА имеется некоторый процент меди и никеля. Но их содержание настолько мало, что они не оказывают влияния на характеристики стали.
30ХГСА – это российское обозначение марки стали.
Описание и история сплава
Название сплава расшифровывается как хромоникелевая конструкционная легированная сталь. За качество стали 40ХН отвечает ГОСТ 4543-71, который относит его к классу высокопрочных сталей для применения в конструкционных целях (хромоникелевый стальной сплав с легирующими элементами). То есть для получения изделий, применяемых при машиностроении и строительстве. Внедрение никеля в состав сплава — улучшает показатель химической устойчивости.
Данный факт впервые был представлен общественности во Франции химиком Жозефом Луи Прустом в 19-ом веке. Он выдвинул теорию о том, что железные метеориты практически не поддаются процессу коррозии из-за входящего в их состав никеля.
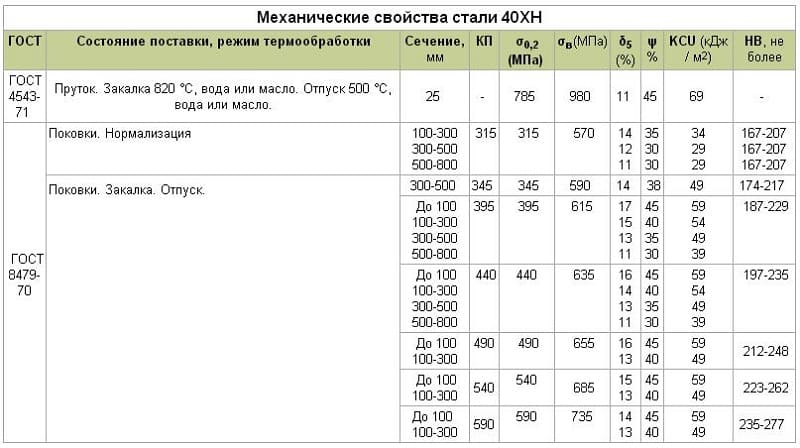
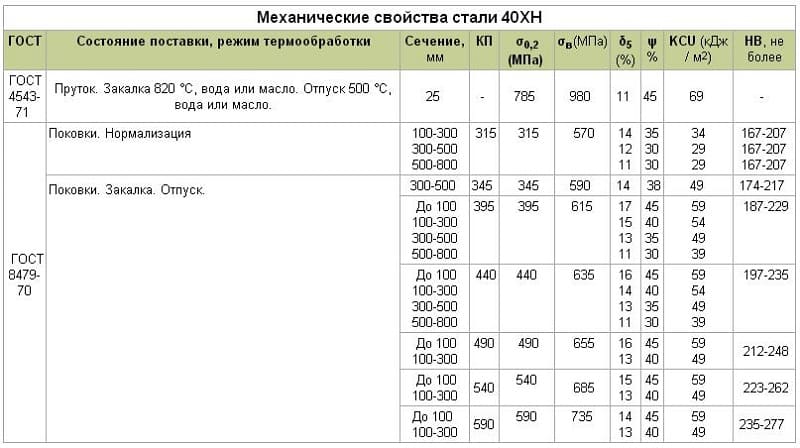
Механические свойства стали 40ХН
Спустя два десятка лет с того момента, Майкл Фарадей впервые изготовил сплав с соединениями железа и никеля, который отличался высокой устойчивостью к процессу коррозии. Однако получить сплав с улучшенными характеристиками по упругости, антикоррозийными свойствами и прочностью к механическому воздействию удалось лишь после химического вывода ковкого никеля. По характеристикам 40ХН имеет большую устойчивость к коррозийному процессу за счет добавления в состав хрома, который также усиливает прочностные свойства стали.