

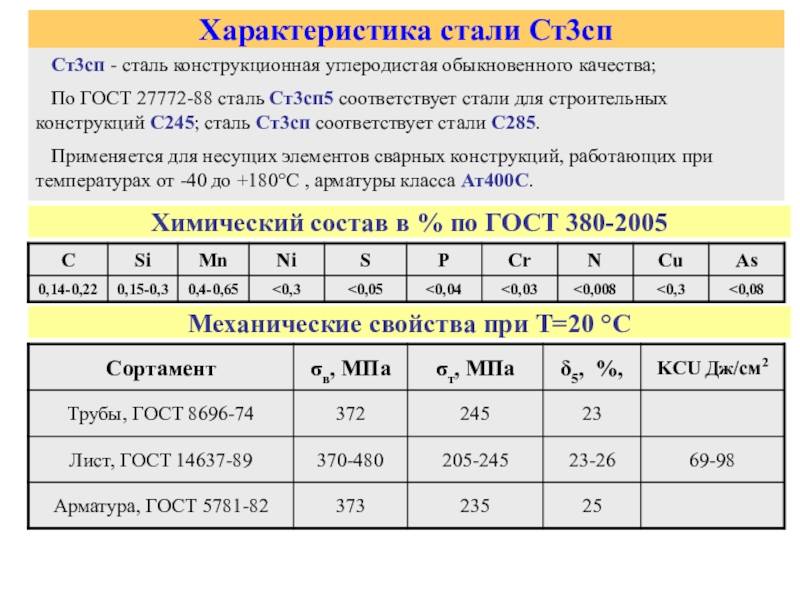
Характеристики стали 14Х17Н2
Данный материал представляет собой жаропрочную низколегированную сталь. По-другому эта марка еще обозначается как 20Х17Н2. Она относится к классу перлитных сплавов.
Точный химический состав стали 14Х17Н2
Эксплуатационные и технические характеристики изделий из данного материала, а также его химический состав прописаны в нормативе ГОСТ 5632-72. Сплав включает в себя 9 элементов.
Основные из них:
- Хром
- Никель
Второстепенные:
- Кремний
- Марганец
- Медь
- Титан
- Углерод
- Фосфор
- Сера
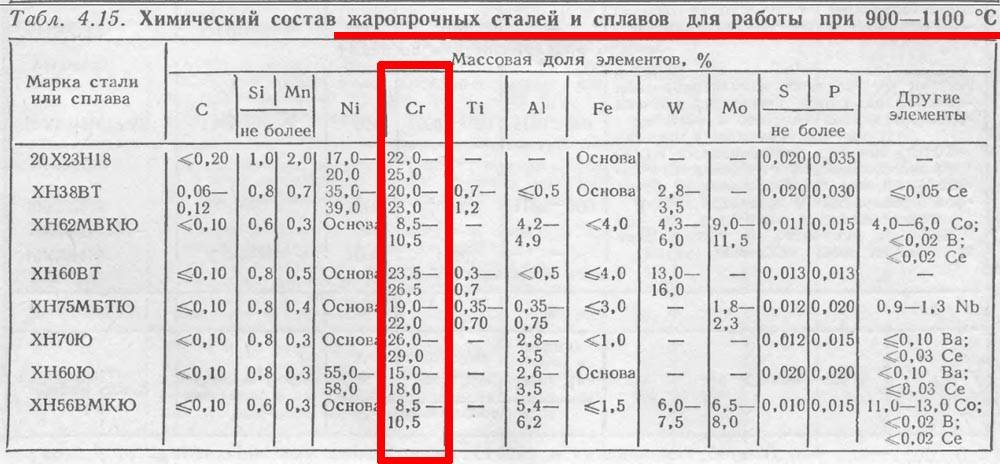
Точное процентное соотношение веществ вы можете посмотреть в таблице и на диаграмме ниже.
| Cr | Ni | Si | Mn | Cu | Ti | С | Р | S |
| от 16 до 18 | 1,5 – 2,5 | менее 0,8 | меньше 0,8 | менее 0,3 | до 0,2 | 0,11 – 0,17 | до 0,03 | меньше 0,025 |
Свойства стали 14Х17Н2
Данный сплав обладает отличными техническими характеристиками. Он очень надежный и долговечный. Изделия из этого материала широко используются в различных направлениях современной промышленности.
Удельный вес данного металла составляет 7750 кг/м3. Его термическая обработка осуществляется следующим образом:
- закалка при температуре до 1020oC,
- обработка в масле,
- отпуск при показаниях термометра около +700oC,
- охлаждение на воздухе.
Начальная температура ковки достигает 1250 oC, конечная — 900oC. Сечение доходит до 350 мм. Твердость материала составляет HB 10 -1 = 228 — 293 МПа.
Критические температурные отметки:
- Ac1 = 720
- Ac3(Acm) = 830
- Ar1 = 700
Обрабатываемость резанием возможна в закаленном и отпущенном состоянии. Материал относится к трудносвариваемым, поэтому осуществлять сварку необходимо с предварительным нагревом и дальнейшей термообработкой. При этом стоит учитывать, что сплав склонен к отпускной хрупкости.
Применение стали 14Х17Н2
- фасонный и сортовой прокат,
- рабочие лопатки, диски, валы и втулки,
- фланцы, фитинги и крепежи,
- калиброванные и шлифованные прутки,
- запчасти компрессорных машин, предназначенных для работы на нитрозном газе,
- серебрянки,
- тонкостенные и толстостенные листы,
- полосы, поковки и кованные заготовки,
- детали, которые работают с агрессивными средами и при пониженных температурах.
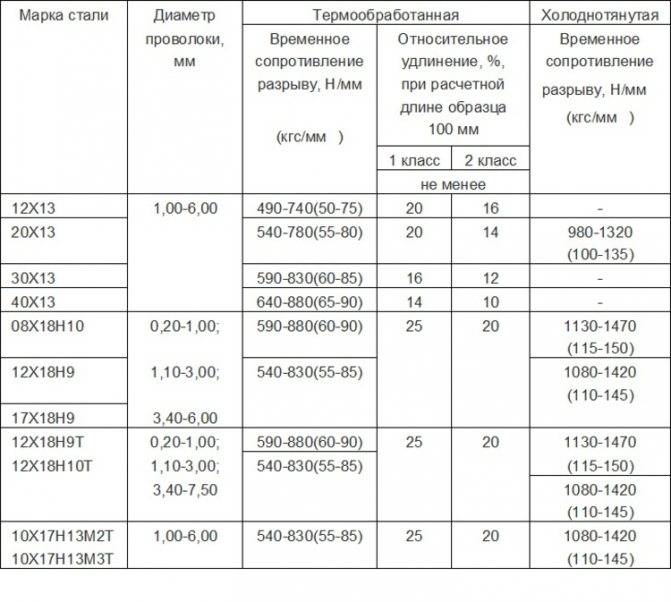
Стальные прутки
Во время первого этапа обработки их закаливают маслом при температуре от +975° до +1040°С. Затем отпускают на воздухе при показаниях термометра от +275° до +350°С. При втором шаге изделия закаливаю маслом с температурой 1000°-1030°С, затем вновь следует отпуск на воздухе, но уже при 620°-660°С.
Такие прутки имеют сечение до 60 мм. Их условный предел текучести варьируется от 635 МПа до 835 МПа. Максимальный предел прочности при растяжении составляет 1080 МПа. Показатели относительного удлинения после разрыва варьируются в пределах от 10% до 16%, сужения – от 30% до 55%.
Горячекатаные и холоднокатаные стальные листы
Их закаливают в воде или на воздухе при температуре 960°-1050°С. Отпуск поперечных образцов происходит на воздухе при 275°-350°С.
Условный предел текучести данных листов составляет 882 МПа. Сопротивление на разрыв достигает 1078 МПа. Относительное удлинение после разрыва около 10%, сужение при этом не происходит.
Стальные поковки
Изготовление этих деталей осуществляет двумя методами.
Первый:
Изделие закаливается маслом при температуре 980° — 1020°С и отпускается на воздухе при 680° — 700°С. Его сечение при этом может доходить до 1000 мм. Предел текучести составляет 637 МПа. Временное сопротивление разрыву – 784 МПа. Относительное удлинение после разрыва достигает двенадцати процентов, а сужается деталь до 30%.
Второй:
Поковку закаливают маслом при 1000° — 1030°С. Затем ее ждет двойной отпуск в печи или на воздухе при температуре от 665° до 675°С. Сечение таких деталей доходит до 100 мм. Предел текучести условно достигает 540 МПа. Сопротивление на разрыв – 690 МПа. Удлинение после разрыва может доходить до 15%, а сужение до 40%.
Получение структуры
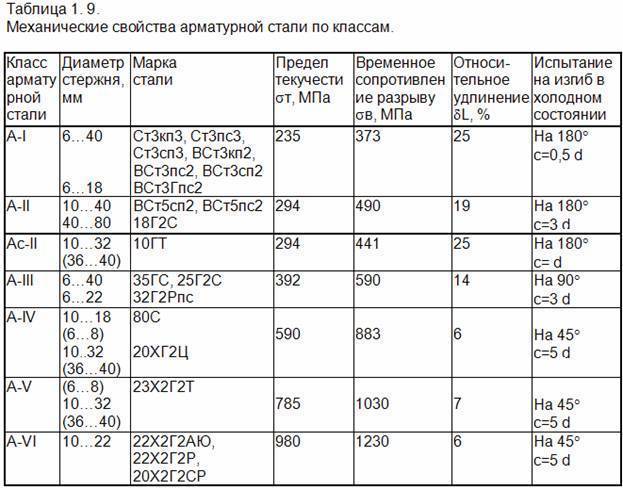
Марка 14х17н2 относится к хромоникелевой стали аустенитно-ферритного класса. Это сложная структура, которую приобретают сильнолегированные стали такими элементами как никель, хром, кремний. Содержание углерода 0,14-0,17 % позиционирует эти стали как среднеуглеродистые. Если можно провести аналогию по прочности, то из нелегированных сталей с таким содержанием углерода изготавливают арматуру 1-3 класса прочности.
Но в конечном итоге, свойства, за которые цениться это сплав, определяет его структура. Если при выплавке должно обеспечиваться условие однородности расплава, отсутствием включений, небыстрым охлаждением, то дополнительные свойства изделие получает при закалке и отпуске.
Все возможные способы обработки стали 14х17н2 определены научно-исследовательским путем и описаны в строгой последовательности в марочнике, требования по проведению процессов изложены в ГОСТах.
Аналоги стали 14Х17Н2
В качестве альтернативного варианта рекомендуется обратить внимание на зарубежные варианты. Например, на аналог AISI 431 американского производства. Состав этого сплава отличается лишь наличием 0,8% марганца (Mn)
Состав этого сплава отличается лишь наличием 0,8% марганца (Mn)
Что касается опций, то они выглядят следующим образом: При 5-ти часовом погружении в дистиллированную жидкость с Т = 300 °С начинает образовываться коррозия размером в 0,08 мм. Такой же эффект появляется по истечении одного года хранения в ненадлежащих условиях. Если плоскость подвергнуть воздействию Т = 100 °С, то его модуль упругости будет составлять 1,97 МПа, плотность составит 7750кг/м3, а коэффициент расширения – 9,81 °С
Состав этого сплава отличается лишь наличием 0,8% марганца (Mn). Что касается опций, то они выглядят следующим образом: При 5-ти часовом погружении в дистиллированную жидкость с Т = 300 °С начинает образовываться коррозия размером в 0,08 мм. Такой же эффект появляется по истечении одного года хранения в ненадлежащих условиях. Если плоскость подвергнуть воздействию Т = 100 °С, то его модуль упругости будет составлять 1,97 МПа, плотность составит 7750кг/м3, а коэффициент расширения – 9,81 °С.




AISI 431
Но такой заменитель имеет ряд недостатков:
ограниченная свариваемость; повышение хрупкости при отпуске; перед сварными работами изделие важно разогреть до 300 °С; после сварки объект нужно подвергнуть тепловому воздействию. Однако эта модель полностью заслуживает интереса покупателей
Однако эта модель полностью заслуживает интереса покупателей
Однако эта модель полностью заслуживает интереса покупателей.
Стоимость 14х17н2
На стоимость влияют не только наличие легируемых элементов, основная стоимость складывается из затрат на производство, его сложности, оборудования и дополнительных расходных материалов. Выплавке этой марки усложняется:
- Повышенным расходом кислорода, т. е. энергоносителя (чтобы большое количество элементов усвоилось с высоким процентным содержанием, расплав подвергают повышенному окислению, при котором содержание углерода снижено до 0,03-0,04 %);
- Из-за высокого содержания 3 элементов снижается коэффициент усвоения, что приводит к перерасходу сырья;
- Ni — дорогой материал, который поставляется в листах (что само по себе является полуфабрикатом);
- Применяется процедура вакуумирования, для удаления вредных газообразных элементов (О, N, Н), так как они в последствии увеличивают хрупкость, образуют флокены и вызывают ускоренное старение стали;
- Увеличение времени на охлаждение слитков, чтобы получить нужную структуру.
При дальнейшей термомеханической обработке 14х17н2 должна получить окончательные свойства. Но это также увеличивает затраты, которые неизбежно влекут повышение стоимости.
- Изделия проходят окончательную обработку закалка — охлаждение в масле, что требует расхода дорогостоящего вещества;
- При подгоне по размерах лишний слой снимается, что увеличивает расходы материала;
- Для обработки твердой стали используются режущие инструменты повышенной прочности.
Но затраты на марку 14х17н2 оправданны ее высокими технологичными свойствами.
Источник статьи: http://prompriem.ru/stati/stal-14x17n2.html
Основные достоинства
К достоинствам этой стали отнесем следующие:
- Структура способна переносить воздействие низкой температуры без изменения основных эксплуатационных качеств. Именно поэтому металл получил распространение в применении на Крайнем Севере.
- Высокий показатель сопротивления на разрыв и прочность определяет то, что металл может использоваться при изготовлении машин, мостов и других ответственных конструкций.
- Низкие затраты на выполнение монтажных работ характеризуются хорошей свариваемостью. Для соединения металла не нужно проводить временный нагрев.
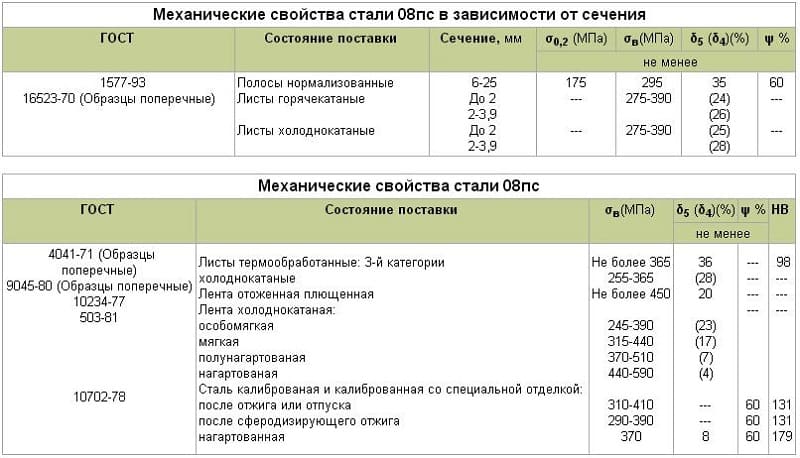
- Предел текучести при температуре 355 градусов Цельсия составляет 175 МПа, что позволяет получать изделия сложных конфигураций.
Читать также: Инструменты и приспособы своими руками
Допускаемое напряжение на материал этой категории зависит от:
- класса прочности;
- толщины, линейных размеров и иных конфигураций заготовок.
Эквивалент рассматриваемой марки производят более чем в 12 странах. Примером назовем то, что в Германии подобной стали получил название DIN, WNr, в Китае G. B. .
Сталь 14Х17Н2 коррозионно-стойкая жаропрочная
Сталь – смесь железа и углерода, которую активно использует как в строительстве, так и в машиностроительной отрасли. Данный материал получил популярность благодаря увеличенной износостойкости, прочности и низкой цене, но свойства каждой заготовки будут значительно отличаться друг от друга, и тут всё зависит от химического состава (по этому параметру определяют качество и назначение металлопроката)
И для создания высокосортной детали или прочной конструкции нужно уделять внимание именно дополнительным компонентам
Большинство металлических деталей используются в неблагоприятных условиях: повышенные температуры, сильное механическое действие, высокая влажность и прочее. И если большинство сплавов легко переносят первые факторы, то жидкость считается главным врагом любого железа. Однако современная металлургическая отрасль нашла выход из этой ситуации, и создала модель Ст 14Х17Н2, относящаяся к коррозионно-стойкому типу. Ещё она является жаростойкой, и её можно использовать практически при любых обстоятельствах.

«Стали марки А2 – это «нержавейка»? Мне нужен крепёж из нержавеющей стали AISI 304
Нержавеющие стали марок AISI 304 и 316 по своему химическому составу полностью соответствуют группе марок сталей А2 и А4, соответственно.
Аустенитные нержавеющие стали марок А2 или А4 для крепёжных изделий регламентированы серией отечественных стандартов ГОСТ ISO 3506-2014 «Механические свойства крепёжных изделий из коррозионно-стойкой нержавеющей стали».
Первая редакция этих стандартов была введена в действие ещё 10 декабря 2009.
Однако, до сих пор встречаются спецификации с иностранным обозначением этих сплавов. Чаще всего используют маркировку Американского Института Сталей и Сплавов (AISI), в частности: марки сталей 304 и 316. Их свойства регламентирует американский стандарт ASTM A 276–06.
Марки сталей по ГОСТ ISO 3506 имеют достаточно широкие пределы допустимого содержания легирующих элементов.
Поэтому несложно подобрать аналоги* иностранных сплавов AISI среди марок нержавеющих сталей по российскому стандарту для крепёжных изделий ГОСТ ISO 3506-2014:
голоса
Рейтинг статьи
Мартенситные марки стали
Ограничивают коррозионностойкие стали, закалкой которых можно добиться отличной прочности. Магнитны.




С1: марки стали, напр., 1.4006 1.4021 1.4028
применяются для турбин, насосов, режущего инструмента
С3: марки стали, напр., 1.4057
ограниченная, но лучшая, чем у С1 коррозионная стойкость. Применяется для насосов, аппаратов и арматуры.
С4: марки стали, напр., (1.4104 используется наиболее часто)
Стали для обработки резанием, в остальном как С1.
Ферритные марки стали
Магнитные коррозионностойкие стали, незакалённые (закалка не должна проводиться, даже когда возможна).
F1: марки стали, напр.: 1.4016 1.4113
Стали этих марок могут заменять А2 и А3 и использоваться в среде с повышенным содержанием хлоридов.
Технологические свойства нержавеющего круга 14х17н2
Такие отличительные эксплуатационные свойства круга приобретаются за счет применения легирующих элементов сплава из углерода (14%), хрома (17%), никеля (2%) или титана (0,2%), а также применение термической (закалка 975-1040°С) и химической обработки, чем укрепляются его технологические характеристики.
Присутствуют технологические трудности, связанные с использованием высоколегированного прута AISI 431 – это трудная свариваемость и склонность к отпускной хрупкости. Поэтому необходимо произвести отпуск при помощи термообработки изделия.
У данной нержавеющей стали, из которой производится круг, есть аналог, это сталь марки 20Х17Н2. К тому же, можно купить нержавеющий круг AISI431, производства США, а можно и аналоги, такие как Х20CrNi72 (Германия), SUS431 (Япония), Z15CN16-02(Франция), 431S29(Англия).
Характеристики материала
Применение металлопроката можно встретить в следующих случаях:
- Создание рабочих и направляющих лопаток для турбин. На такие предметы ложится серьёзная ответственность, и от их сорта будет завесить стабильная работа всего агрегата. Лопасти подвергаются быстрым оборотам, а внешние факторы в виде газа или горячего пара создают дополнительную нагрузку. Ещё, в спокойном состоянии, на поверхности может скапливаться конденсат, который начнёт разрушать обычный металл.
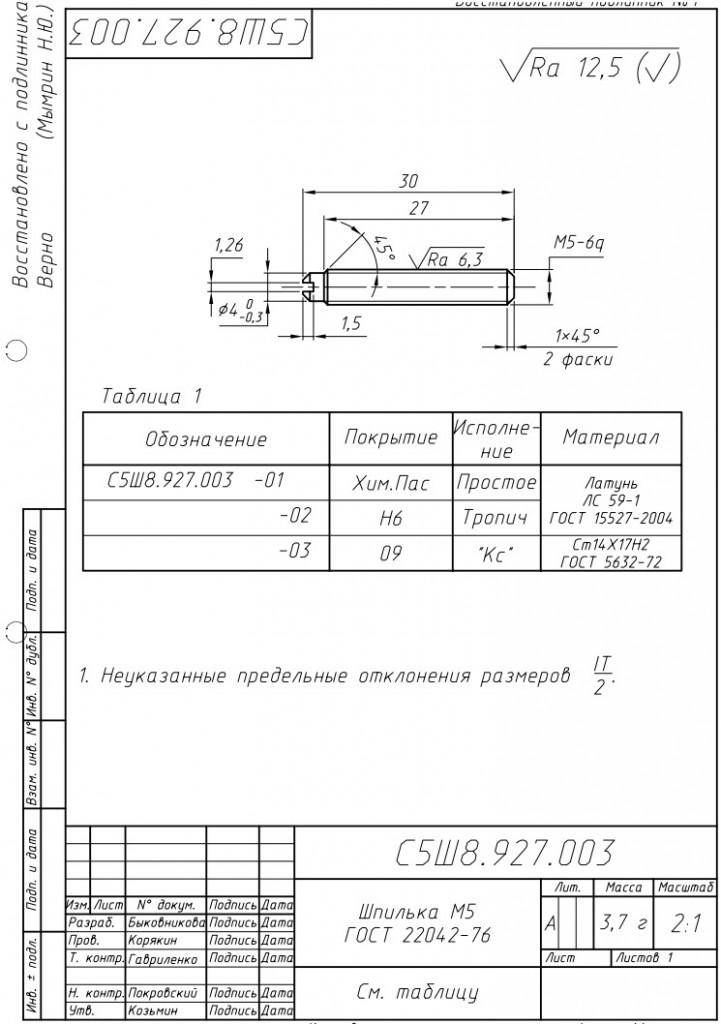
- Изготовление крепежей. Сюда входят болты, гайки, штифты, шпильки и другие. Эти компоненты также играют ключевую роль, и от их прочности будет зависеть надёжность и безопасность всей конструкций.
- Производство втулок. Эти составляющие встречаются в подвеске автомобилей, поэтому они должны выдержать не только силовое давление, но и отлично отталкивать воду после дождя, переносить повышенную температуру в летнее время и низкую в зимнее, служить без деформации. Также втулки разрешено устанавливать и в другие механизированные приборы.
- Выпуск валов. Подобные запчасти передают крутящий момент от одного звена механизма к другому. Тут тоже имеются негативные факторы в виде силы трения, давления, температуры и другого.

Шпилька М16 14Х17Н2
Такие предметы допускается использовать в различных сферах, и, от части, их можно отнести к универсальному типу. Даже долю медицинских приборов и инструментов делают из этого проката. Что касается свойств, то у 14Х17Н2 характеристики выглядят следующим образом:
- нержавеющая поверхность;
- способность работать при Т = до +400 °C;
- устойчивость к статическим и динамическим влияниям;
- малый уровень деформации.
Трудно найти сплав, который смог бы соответствовать аналогичным параметрам. Поэтому он и цениться на всех производственных предприятиях.
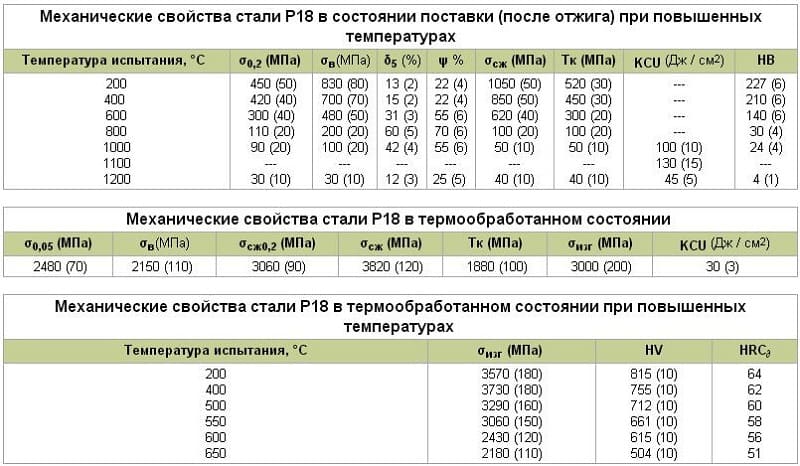
Механические свойства стали 14Х17Н2
Механические свойства стали при повышенных температурах
| Температура испытаний, °С | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость, KCU, Дж/см2 |
| Пруток. Отжиг при 760-780°С, 2 часа, охлаждение с печью. Закалка при 950-975°С, 1 час, масло. Отпуск при 600 °С, 3-6 часовПри 20 °С НВ 269-302 | |||||
| 20 | 680 – 710 | 860 – 880 | 19 – 22 | 60 – 63 | 118 – 147 |
| 300 | 620 – 640 | 720 | 16 | 65 – 67 | – |
| 400 | 580 – 590 | 670 – 680 | 14 – 15 | 63 – 64 | – |
| 500 | 510 | 550 – 570 | 17 – 18 | 68 – 70 | – |
| 550 | 430 | 460 | 20 | 81 | – |
| Поковки дисков диаметром 700 мм и высотой 30-80 мм. Отжиг с двумя переохлаждениями при 200-230°С и при 140-180°С.Закалка при 960-980°С, масло. Отпуск при 640-670°С. (Образцы тангенциальные). При 20°С НВ 285 | |||||
| 20 | 630 – 690 | 870 – 890 | 16 | 52 – 55 | 90 – 101 |
| 200 | 630 – 650 | 780 | 12 – 15 | 47 – 53 | 93 – 108 |
| 300 | 610 – 630 | 730 – 760 | 11 – 13 | 50 – 53 | 108 – 132 |
| 400 | 600 – 630 | 730 – 750 | 11 – 12 | 45 | 98 – 117 |
| 500 | 500 – 540 | 560 – 610 | 15 | 54 – 56 | 108 – 122 |
| 600 | 280 – 310 | 330 – 340 | 28 – 30 | 83 – 84 | 127 |
| Деформированное состояние. Скорость деформирования 2,5 мм/мин | |||||
| 700 | – | 215 | 58 | 90 | – |
| 800 | – | 145 | 70 | 92 | – |
| 900 | – | 98 | 75 | 88 | – |
| 1000 | – | 59 | 80 | 90 | – |
| 1100 | – | 29 | 80 | 90 | – |
| 1200 | – | 20 | 80 | 88 | – |
| 1250 | – | 20 | 68 | 80 | – |
Ударная вязкость из стали, KCU, Дж/см2
| Лист толщиной 10 мм в состоянии поставки. Образцы | Т= +20 °С | Т= -20 °С | Т= -40 °С | Т= -60 °С |
| Поперечные | 56 | 51 | 49 | 47 |
| Продольные | 71 | 53 | 53 | 52 |
Коррозийная стойкость стали
| Среда | Температура, °С | Длительность испытания, часы | Глубина коррозии, мм/год |
| Вода дистиллированная | 900 | 50 | 0,08 |
| Пар – воздух | 1000 | 100 | 0,005 |
Жаростойкость стали
| Среда | Температура, ºС | Глубина, мм/год | Группа стойкости или балл |
| Воздух | 650 | 0,904 | Пониженно – стойкая |
| Воздух | 750 | 2,010 | Малостойкая |
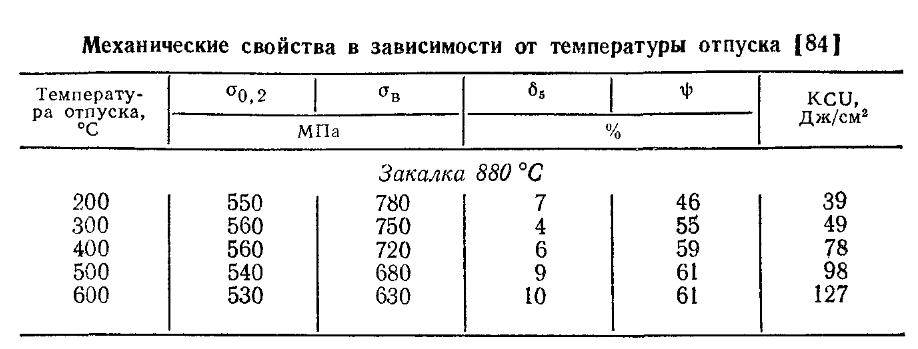
Механические свойства стали в зависимости от температуры отпуска
| Температура испытаний, °С | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость, KCU, Дж/см2 | Твердость, НВ |
| Пруток. Отжиг при 760-780°С, 2 ч, охлаждение с печью. Закалка при 950-975°С, 1 час, масло | ||||||
| 300 | 930 – 950 | 1260 – 1280 | 16 | 59 – 61 | 78 – 95 | 400 – 444 |
| 400 | 980 – 1050 | 1290 – 1330 | 16 – 17 | 60 – 62 | 61 – 68 | 388 – 444 |
| 500 | 970 – 1000 | 1110 – 1200 | 14 – 15 | 60 | 54 – 98 | 363 – 388 |
Механические свойства при испытаниях на длительную прочность
| Температура испытания, °С | Предел ползучести, МПа | Скорость ползучести %/час | Предел длительной прочности, МПа, | Длительность испытания, часы |
| 400 | – | – | 608 – 686 | 1000 |
| – | – | – | 588 – 666 | 2000 |
| 450 | 274 | 2/100 | 617 | 200 |
| Термообработка | Сечение, мм | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость, KCU, Дж / см2 | Твердость, НВ |
| Поковки. Закалка при 1000-1030 °С, масло. Двойной отпуск при 665-675 °С, печь или воздух | До 100 | 540 | 690 | 15 | 40 | 59 | 228 – 269 |
| Термообработка | Сечение, мм | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость, KCU, Дж / см2 | Твердость, НВ |
| Прутки. Закалка при 975-1040 °С, масло. Отпуск при 275-350 °С, воздух | 60 | 835 | 1080 | 10 | 30 | 49 | – |
| Закалка при 1000-1030 °С, масло. Отпуск при 620-660 °С, воздух | 60 | 635 | 835 | 16 | 55 | 75 | – |
ГОСТ 7350-77
| Термообработка | Сечение, мм | Предел текучести, σ0,2, МПа | Временное сопротивление разрыву, σв, МПа | Относительное удлинение при разрыве, δ5, % | Относительное сужение, ψ, % | Ударная вязкость, KCU, Дж / см2 | Твердость, НВ |
| Листы горячекатаные или холоднокатаные. Закалка при 960-1050 °С, вода или воздух. Отпуск при 275-350 °С, воздух (образцы поперечные) | Образцы | 882 | 1078 | 10 | – | – | – |
Технологические свойства
| Название | Значение |
| Свариваемость | Трудносвариваемая. Способ сварки РДС, АрДС. Сварные соединения в зоне термического влияния обладают пониженной стойкостью к МКК и общей коррозии, поэтому после сварки необходим отпуск при 680-700 °С в течение 30-60 мин. |
| Склонность к отпускной хрупкости | Склонна. |
| Температура ковки | Начала — 1250 °C, конца — 900 °C. Сечения до 350 мм охлаждаются на воздухе. |
| Обрабатываемость резаньем | В закаленном и отпущенном состоянии при НВ 330 Kn тв.спл.=0,4 Kn б.ст.=0,3. Для улучшения обрабатываемости и получения твердости НВ ≤ 229 заготовки подвергают отжигу при 620-670 °C в течение 4-8 ч с охлаждением на воздухе. |
| Особенности термической обработки | Сталь мартенсито-ферритного класса применяют в закаленном и отпущенном состоянии. Для достижения максимальной прочности изделия из стали 14Х17Н2 подвергают закалке с 975 — 1040 °С, выдержка при толщине изделия до 10 мм — 15 мин, свыше 10 мм — 15 мин + 1 мин на 1 мм максимальной толщины, охлаждение — в масле. Отпуск — при 275 — 350 °С в течение 2 ч + 1 мин на 1 мм максимальной толщины, охлаждение — на воздухе. Нагрев деталей (заготовок) в интервале температур от 500 °С до 800 °С должен производиться со скоростью не более 200 °С в час. В интервале температур 750 — 800 °С необходимо дать выдержку до полного прогрева садки. Дальнейший нагрев до температуры закалки производится по мощности печи. Для деталей толщиной (диаметром) до 120 мм скорость нагрева не лимитируется и выдержка при температуре от 750 °С до 800 °С не производится. Для обеспечения среднего уровня прочности после закалки, изделия подвергают отпуску при 560-650 °С в течение 1 ч + 1 мин на 1 мм максимальной толщины материала, охлаждение на воздухе. Термическая обработка по этому режиму вызывает в изделии склонность к межкристаллитной коррозии. Для достижения высокой коррозионной стойкости изделия из стали 14Х17Н2 после закалки подвергают отпуску при 680-700 °С в течение 30 мин + 1 мин на 1 мм максимальной толщины материала. Температуру нагрева под закалку для изделий, изготовленных из листовой стали 14Х17Н2, можно понижать до 950-975 °С. Сварные изделия из стали 14Х17Н2 обладают пониженной коррозионной стойкостью в зоне термического влияния. Поэтому их необходимо подвергать отпуску при 680-720 °С. Время выдержки -30 мин + 1 мин на 1 мм максимальной толщины изделия. Для уменьшения остаточной магнитной индукции в деталях магнитопровода электромагнитов детали (заготовки) должны подвергаться длительному отжигу. Детали, входящие в узлы трения и уплотнения затвора трубопроводной арматуры, могут подвергаться поверхностной закалке с нагревом токами высокой частоты (ТВЧ) с целью повышения твердости при одновременном сохранении высоких механических свойств в сердцевине детали. Поверхностная закалка с нагревом ТВЧ применяется для деталей толщиной (диаметром) не менее 15 мм и производится только после предварительной улучшающей термической обработки на твердость до 22-31 HRC. Подкалка деталей ТВЧ допускается только при отсутствии требования стойкости стали к межкристаллитной коррозии. Длительный отжиг заготовок применяется для уменьшения остаточной магнитной индукции в деталях магнитопровода электромагнитов и обеспечивает магнитные характеристики для стали марки 14Х17Н2 наименьшая коэрцитивная сила Нс равна 0,1 ка/м при остаточной индукции Вч 0,5 Тл, индукция насыщения Bs равна 1,5 Тл при максимальной коэрцитивной силе Нm 20 ка/м. Сварные узлы и изделия из стали 14Х17Н2 для повышения коррозионной стойкости подвергают отжигу по режиму: нагрев до 680-700 °С, выдержка — 2-3 ч, охлаждение на воздухе при отсутствии требований стойкости к МКК; нагрев до 680-700 °С, выдержка — 3-5 ч, охлаждение на воздухе при требовании стойкости к МКК. |
Стандарты
| Название | Код | Стандарты |
| Листы и полосы | В23 | ГОСТ 103-2006 |
| Сортовой и фасонный прокат | В22 | ГОСТ 1133-71, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006 |
| Обработка металлов давлением. Поковки | В03 | ГОСТ 25054-81, ОСТ 5Р.9125-84, TУ 14-1-1530-75, СТ ЦКБА 010-2004 |
| Листы и полосы | В33 | ГОСТ 4405-75, ГОСТ 5582-75, ГОСТ 7350-77, TУ 14-1-2186-77, TУ 14-132-179-89 |
| Классификация, номенклатура и общие нормы | В30 | ГОСТ 5632-72 |
| Сортовой и фасонный прокат | В32 | ГОСТ 5949-75, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 14955-77, ГОСТ 18907-73, TУ 14-1-2257-77, TУ 14-1-2972-80, TУ 14-1-3564-83, TУ 14-1-377-72, TУ 14-1-3957-85, TУ 14-1-5038-91, TУ 14-11-245-88 |
| Отливки стальные | В82 | ОСТ 1 80059-83 |
| Классификация, номенклатура и общие нормы | В20 | ОСТ 1 90005-91 |
| Отливки со специальными свойствами (чугунные и стальные) | В83 | ОСТ 1 90090-79 |
| Болванки. Заготовки. Слябы | В21 | ОСТ 1 90176-75 |
| Болванки. Заготовки. Слябы | В31 | ОСТ 3-1686-90, ОСТ 95-10-72, ОСТ 1 90161-74 |
| Сварка и резка металлов. Пайка, клепка | В05 | ОСТ 95 10441-2002 |
| Термическая и термохимическая обработка металлов | В04 | СТП 26.260.484-2004, СТ ЦКБА 016-2005 |
Стоимость
При определении цены изделия учитывается содержание легирующих компонентов, капиталовложения на изготовление, сложность работ, используемое оборудование, дополнительные материалы. Производство стали усложняется за счет:
- продолжительности остывания заготовки и конечной детали для получения необходимой структуры;
- вакуумирования, которое выводит нежелательные газообразные вещества, понижая хрупкость, содержание флокенов и скорость старения материала;
- использования никеля в составе стали 14Х17Н2, который изготавливается в виде листов и относится к полуфабрикатам;
- слабого химического взаимодействия, которое приводит к повышению расхода компонентов состава;
- большого потребления кислорода, который используется для окисления, повышающего скорость химической реакции и улучшающего взаимодействие компонентов.
Последующая термообработка необходима для наделения стали определенными качествами. Данный процесс также приводит к дополнительным затратам, влияющим на стоимость конечного продукта:
- закалка с охлаждением в масле;
- необходимость создания детали определенного размера, что приводит к срезке металла;
- применение высокопрочных инструментов для мехобработки материала.
Все затраты оправданы с точки зрения технологичности, возможности получения сплава с установленными свойствами, широкой области применения. Цена за кг 14Х17Н2 составляет 150-180 руб. Точное значение ее определяется на основании объема заказа и формы изделия.
Вернуться к содержанию
Маркировка и расшифровка
Каждое изделие подобного рода должно иметь соответствующий знак, указывающий на характеристики и качество. Товар без маркировки запрещено продавать, поскольку от потребителя будет скрыта достоверная информация. Следует отметить, что сталь 14Х17Н2 относится к ГОСТ 5632 72. Этот государственный стандарт относится к нержавеющим, окалиностойким и жаропрочным металлопрокатом, которые способны работать в нагруженном состоянии и в экстремальных условиях. Также в требовании к 14Х17Н2 ГОСТ прописано точное соотношение всех элементов, входящих в структуру слитка.

Пруток 26 мм 14Х17Н2
Символы, входящие в название, носят информационный характер: начальная цифра (14) указывает на среднее соотношение (в сотых долях процента) углерода. Символ «Х» обозначает наличие хрома, а значение 17 говорит о количестве этого вещества (в целых процентах). А знак «Н» говорит о присутствии никеля и его количестве. Из названия данной марки можно сказать, что сталь содержит примерно 0,14% (С), 17% (Cr) и 2% (Ni). Идентичным образом можно расшифровать любую аббревиатуру.
Химический состав и свойства
Основным нормативным документом для стали является ГОСТ 5632-72. Согласно ему в состав материала входят следующие компоненты:
- S;
- C;
- P;
- Ti;
- Cr;
- Cu;
- Ni;
- Mn;
- Si.
Их содержание в составе приведено в таблице:
Свойства стали 14Х17Н2 позволяют использовать ее во многих областях деятельности. Она характеризуется надежностью и долговечностью, возможностью резки после закалки и отпуска, трудосвариваемостью. Для соединения деталей с помощью сварного шва необходимо предварительно нагреть изделия, а после его создания подвергнуть конструкцию термообработке. Кроме того, сталь становится хрупкой при отпуске.



Вернуться к содержанию
Особенности термообработки
Эта процедура необходима для улучшения пробы материала. В результате таких работ происходят процессы, которые способны изменить свойства заготовки. При этом обрабатывать можно как обычные болванки, так и готовые части. Термообработка стали 14Х17Н2 всегда проходит по одному сценарию:
- закалка в печи 980-1020 °С;
- отпуск в масле до 680-700 °С;
- охлаждение на открытом воздухе.
https://youtube.com/watch?v=u262HjEbaEY
Этот процесс придаёт сплавам твёрдость, и прибавляет коэффициент износостойкости, а это очень важный показатель, поскольку материал может быть использован для создания сложных технических устройств или массивных конструкций. Суть такого способа заключается в постепенном нагревании с дальнейшим резким охлаждением, и так делается несколько подходов.
Следует отметить, что при закаливании есть шанс возникновения дефектов: перегрев, пережог, окисление, трещины и прочее. Чтобы избежать таких неприятностей нужно строго следовать всем правилам термической обработки.
Источник статьи: http://stankiexpert.ru/spravochnik/materialovedenie/stal-14kh17n2-korrozionno-stojjkaya-zharoprochnaya.html
Маркировка и расшифровка
Как известно, конечные свойства изделия определяются химическим составом стали и последующей механической и/ или термомеханической обработкой. Каждый из элементов влияет на матрицу, и влияние это зависит от:
- соотношения всех элементов друг с другом;
- видов соединения, которые они образуют (карбиды, сульфиды, нитриды, оксиды и т. д.);
- места расположения карбидов в зернах металла.
Поэтому маркировка указывает на самые важные элементы, которые максимально влияют на технические характеристики и способы обработки металла. Сталь 14Х17Н2 указывает на содержание 3 основных металлов для этой марки:
- первая цифра 14 пишется без буквенного индекса, она определяет содержание главного в любой стали — углерода;
- второй индекс Х17 — указывает на содержание 17 % хрома;
- третий индекс Н2 — указывает на легирование никелем в количестве 2 % от общего состава. — Остальные элементы влияют незначительно, т. к. их содержание не превышает минимального порога.
Это обозначение принято в России и регламентируется отечественными стандартами.
Это интересно: 12Х18Н10Т сталь нержавеющая — характеристики, свойства, применение
Состав
Сталь относится к коррозионностойкому огнеупорному веществу, и к мартенсита-ферритному классу. В соединении есть 10 элементов химии:
- Углерод (С) – 0,11-0,17%. Добавляет веществу плотность.
- Кремний (Si) и марганец (Mn) – не больше 0,8%. Первый нужен для закаливаемости, второй – для убирания лишнего кислорода.
- Никель (Ni) – 1,5-2,5%. Оберегает поверхность от коррозийного разрушения.
- Фосфор (P) – 0,03%. Уменьшает хрупкость предмета.
- Сера (S) – 0,025%. Нужна для будущей обработки плоскости.
- Хром (Cr) – 16-18%. Добавляется во все нержавеющие стали, и даёт сопротивляемость коррозии.
- Титан (Ti) – не больше 0,2%. Понижает массу объекта и повышает стойкость к механическим и другим возможным повреждениям.
- Медь (Cu) – до 0,3%. Добавляет металлу эластичность, и оберегает его от надломов.
- Железо (Fe) – 78%. Главная составная часть, являющаяся обязательной частью любой стали.
Не обращая внимания на большие коэффициенты, сохранять сталь 14Х17Н2 можно лищь в удалённом от воды месте. Тем более, если период складирования будет достигать многих лет. В данном случае продукт сбережет собственную первоначальную гладкость, и не утратит рабочие опции.





