

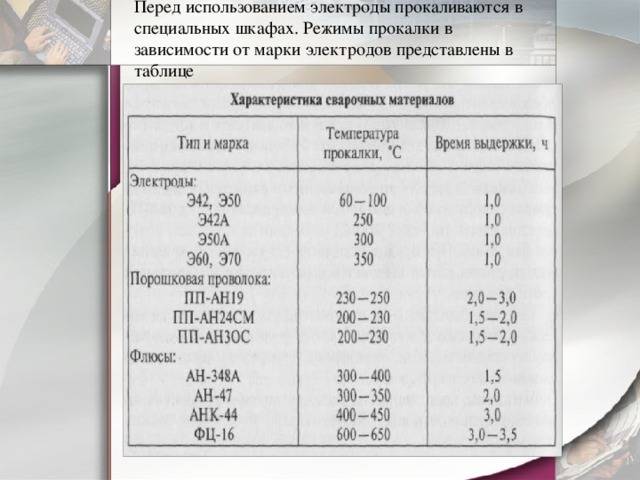
Сколько можно хранить после прокалки?

Если продукт отсырел, срок допустимого использования можно восстановить на некоторое время с помощью прокаливания:
- С рутиловым покрытием: прокаливать около 2 часов, хранить при температуре на 20° выше окружающей среды до 10 часов;
- С низким и очень низким содержанием диффузного водорода в наплавленном металле: прокаливание до 6 часов, хранение в печи при 180 °С неограниченное время, в термопенале – до 10 часов, в пластиковом контейнере – до 2 недель;
- Нержавеющая: прокаливание около 6 часов, хранение в печи при 125 °С неограниченное время, в термопенале до 10 часов.
Прокалка – это термическая обработка, цель которой – снижение количества жидкости. Процедура проводится непосредственно перед применением, запасать прокаленные прутья не рекомендуется. Допустима до 3 раз, превышение этого количества приведет к осыпанию обмазки. Оптимальный режим указан на упаковке электродов.
Можно ли использовать просроченные
Срок годности электродов условный, напрямую зависит от того, как содержались стержни. Если были соблюдены все требования, защита от влаги, товар хранится неограниченно долго.
Когда визуальный осмотр свидетельствует о нарушении целостности обмазки, применять по назначению нельзя. Шов получится неплотным. Также это чревато плохим поджиганием, залипанием электрода, осыпанием слоя.
Дорогие читатели! Для решения вашей проблемы прямо сейчас, получите бесплатную консультацию
— обратитесь к дежурному юристу в онлайн-чат справа или звоните по телефонам: +7 (499) 938 6124 — Москва и обл. +7 (812) 425 6761 — Санкт-Петербург и обл. 8 (800) 350 8362 — Другие регионы РФ Вам не нужно будет тратить свое время и нервы — опытный юрист возьмет решение всех ваших проблем на себя! Или опишите ситуацию в форме, ниже:
Хранение электродов на рабочем месте
РД 34.10.124-94 Группа В05
ОКСТУ1208
Датавведения 1995-01-03
1РАЗРАБОТАНА Акционерным обществом открытого типа»Энергомонтажпроект»,
ИСПОЛНИТЕЛИ
Кривошеин Д.И., БелкинС.А. (руководитель темы), Малашонок В.А., Захарова Л.П., Стома С.Н.(АООТ «Энергомонтажпроект»), Стенин В.А, Гусев Ю.И. (РАО «ЕЭСРоссии)
2УТВЕРЖДЕНА И ВВЕДЕНА В ДЕЙСТВИЕ 03.01.1995
3ЗАРЕГИСТРИРОВАНА отделом стандартизации института «Оргэнергострой»за N РД 34.10.124-94
4ВВЕДЕНА ВПЕРВЫЕ
5ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
СОГЛАСОВАНА
Начальник Департамента»Энергореновация» РАО «ЕЭС России» В.А.Стенин.
УТВЕРЖДЕНА
Заместитель Министратоплива и энергетики Российской Федерации Ю.Н.
Корсун
Настоящая инструкцияустанавливает требования к организации подготовки, хранения ивыдачи сварочных материалов, применяемых для сварки соединенийоборудования и трубопроводов тепловых электрических станций (ТЭС).
Инструкция входит составной частью в «Систему контроля иобеспечения качества сварочных работ», оговаривающую процедурывыполнения и контроля выполнения работ при изготовлении, монтаже,ремонте и реконструкции изделий ТЭС.
1.ОБЩИЕ ПОЛОЖЕНИЯ
1 Настоящая инструкцияраспространяется на работы по подготовке, хранению, в т.ч.
нарабочих местах, учету и выдаче в производство сварочных материалов,предназначенных для сварки элементов оборудования и трубопроводовТЭС, на которые распространяется действие нормативно-техническихдокументов:
«Правилаустройства и безопасной эксплуатации сосудов, работающих поддавлением»
«Правилаустройства и безопасной эксплуатации паровых и водогрейныхкотлов»
«Правилаустройства и безопасной эксплуатации трубопроводов пара и горячейводы»
«Правилаустройства и безопасной эксплуатации грузоподъемных кранов»
СНиП3.05.05-84 Строительные нормы и правила. Технологическоеоборудование и технологические трубопроводы
СНиП3.03.01-87 Строительные нормы и правила. Несущие и ограждающиеконструкции

СНиП3.05.02-88* Строительные нормы и правила. Газоснабжение______________
*На территории Российской Федерации действуют СНиП42-01-02. — Примечание изготовителя базы данных.
Что еще важно знать об электродах?
Электрическая дуговая сварка – один из наиболее распространенных способов соединения деталей. Она основана на применении электрической дуги, которая локально расплавляет изделие.
Схема наплавки различными видами электродов.
Подобный способ требует сильноточного источника питания с маленьким напряжением. К устройству присоединяется свариваемая деталь и стержень. За счет электродугового разряда происходит расплавление кромок, в результате чего части конструкции можно соединить.
Стоит отметить, что температура горения дуги может превышать пять тысяч градусов. Это значение существенно выше температуры плавления любого известного человеку металла.
Как следует из основ принципа работы данного метода, когда зажигается дуга, вся влага, находящаяся в стержне, может вскипеть. Это приведет к формированию дефектов в сварочной ванне, а также к порче покрытия. В результате сам электрод может выйти из строя или же он не способен будет обеспечить высокое качество шва.
В связи с вышесказанным, срок годности электродов может быть существенно увеличен в случае правильного хранения. Если же влага все-таки попала на оболочку, их можно просушить или прокалить, но если поверхность обсыпалась, то их лучше не использовать.
Срок хранения повысится, если хранить электроды в специализированном оборудовании, изолирующем их от воздействия окружающей среды.
Многих интересует вопрос: как выбрать электрод для сварки? Подбор должен осуществляться в соответствии с материалами, которые предстоит сваривать. Необходимо, чтобы сердечник по составу был схож с деталью.
В то же время, при планировании сварных конструкций, ориентироваться исключительно на эксплуатационные характеристики металла нельзя. Необходимо также оценить и проверить сварочные свойства материала.
Это позволит определить термические условия соединения изделий, а также оценить возможность применения сварки.
Основным фактором, влияющим на формирование трещин в сталях, является их состав
Однако есть и другие свойства, на которые следует обратить внимание. Дело в том, что в зависимости от вида конструкции, условия сварочных работ могут быть различными, даже если речь идет про одну и ту же марку
Иногда электрод не может обеспечить необходимую концентрацию легирующих элементов в шве. В таком случае используют присадочный материал с недостающими компонентами.
Концентрация в проволоке устанавливается отдельно, в зависимости от технических характеристик, предъявляемых к соединению.
Положение электрода при сварке.
Свойства шва должны удовлетворять соответствующему ГОСТУ. Если предстоит сваривать разнородные стали, то электрод выбирается в зависимости от условий работы.
Например, электроды типа ЭА целесообразно использовать для формирования швов, которые могут подвергаться воздействию агрессивных сред.
Важно, чтобы состав соединения в таком случае был близок к составу свариваемых частей конструкции, обладающей специальными свойствами и характеристиками. Немаловажным фактором при выборе материала является вид оборудования
В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче
Немаловажным фактором при выборе материала является вид оборудования. В нем могут реализовываться различные типы конструкции сведения стержней, что может удовлетворить не каждой задаче.
Кроме того, необходимо обращать внимание на характеристики и марку электрода. Для каждого материала существует свой наиболее оптимальный стержень
Как увидеть, что срок годности сварочных электродов прошел
Если существуют опасения, что оптимальные условия содержания не соблюдались, то следует провести визуальный осмотр сварочных материалов. Это позволит определить, годны ли они к применению.
Не используйте материалы со сколотой обмазкой
Существует несколько вариантов состояния расходников:
1. Электроды внешне имеют нормальное состояние и готовы к использованию без предварительной подготовки (если этого не требует режим сварки).

Режим предварительных процедур указан на упаковке
2. Присутствуют некоторые дефекты, которые возможно устранить при осуществлении подготовительных процедур, таких как очистка, сушка и т.п.
3. Материалы полностью испортились и не пригодны для использования. В таком случае, их необходимо утилизировать. Также можно применять их как учебные расходники и в качестве присадок.
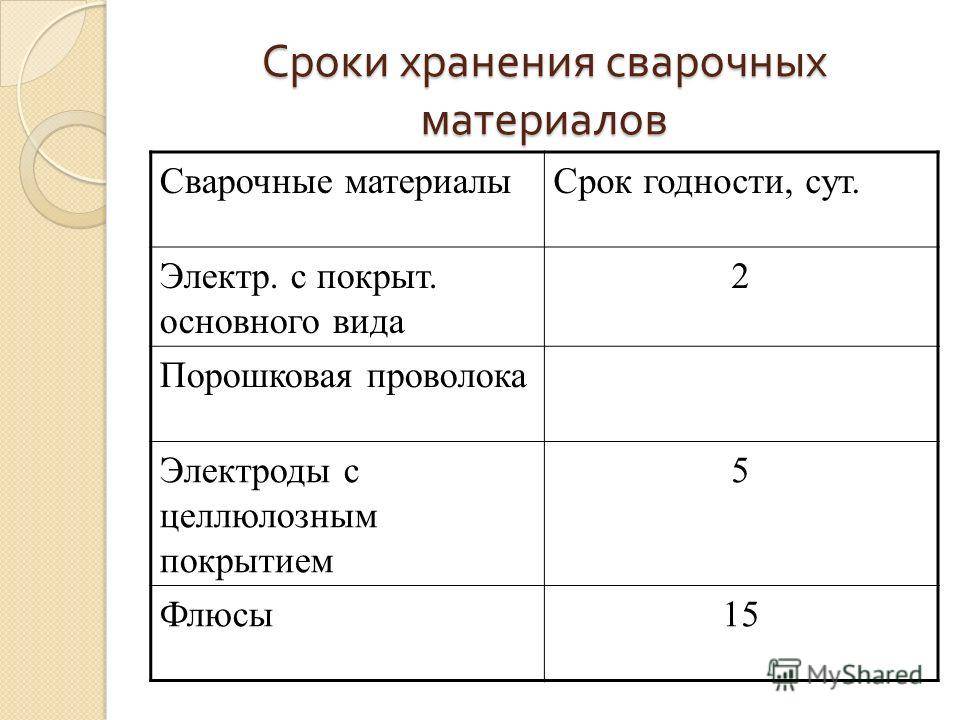
Электроды и флюсы
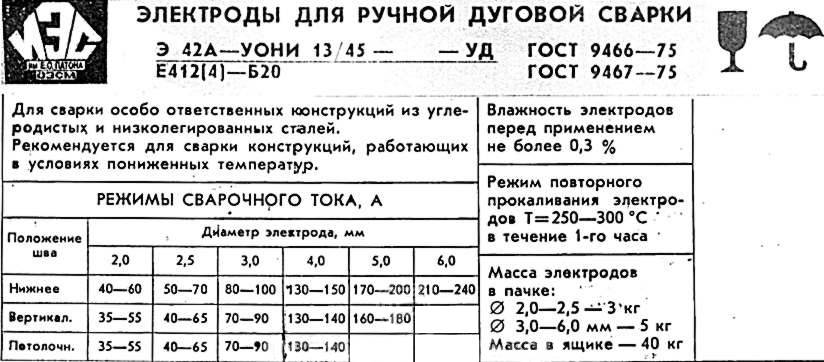
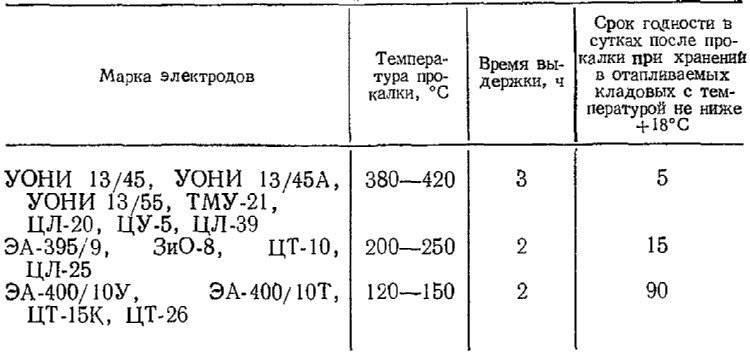
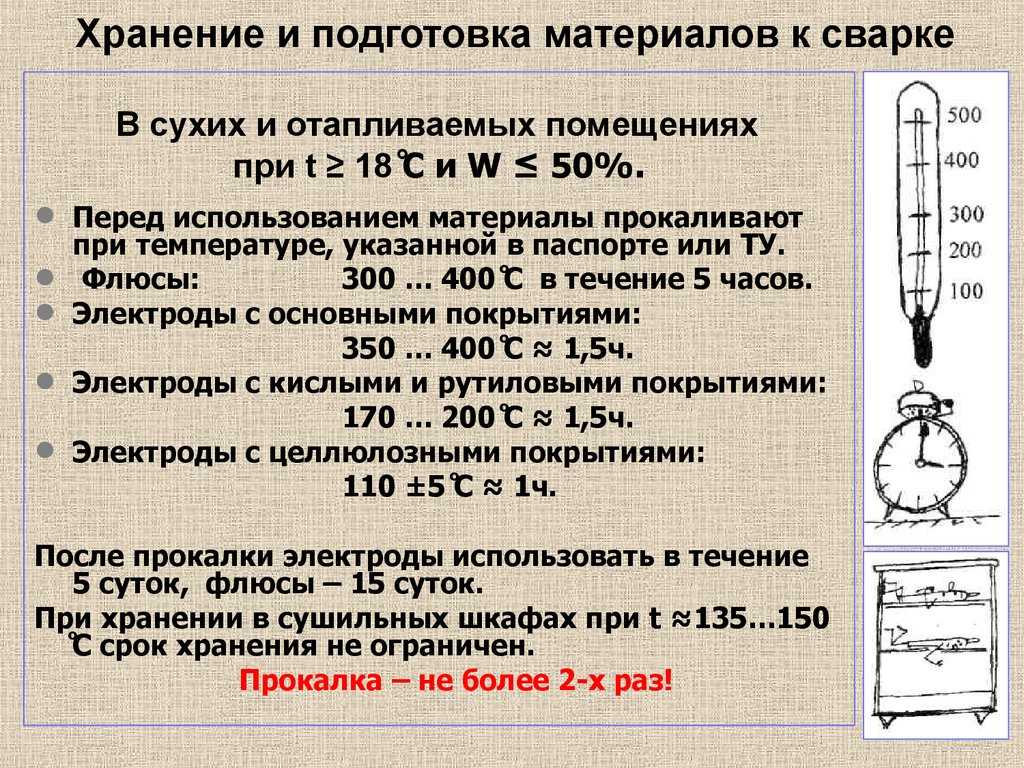
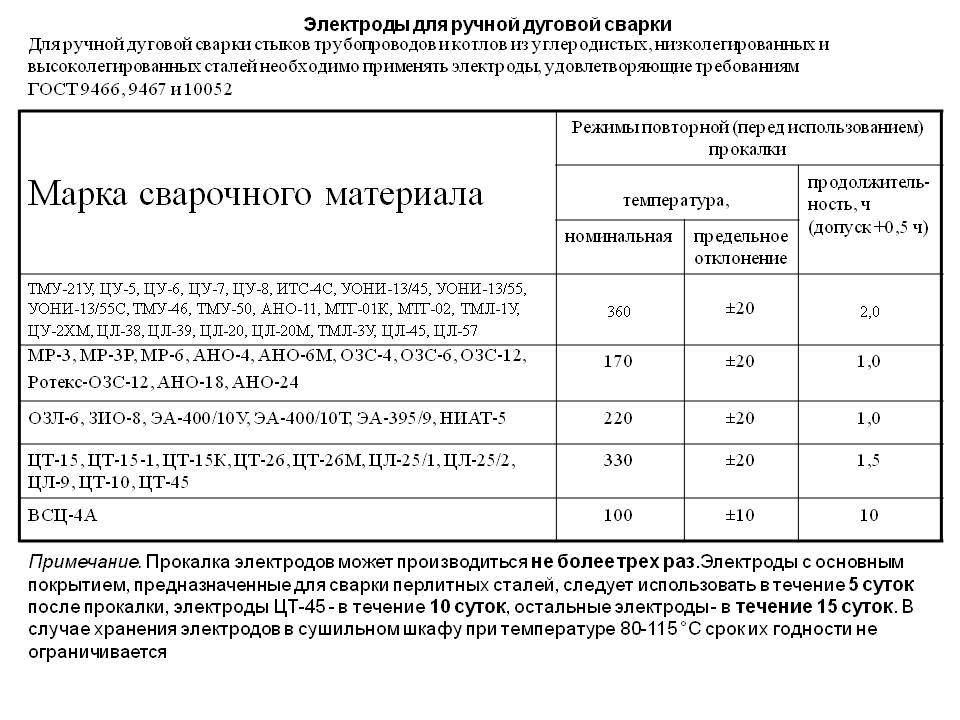
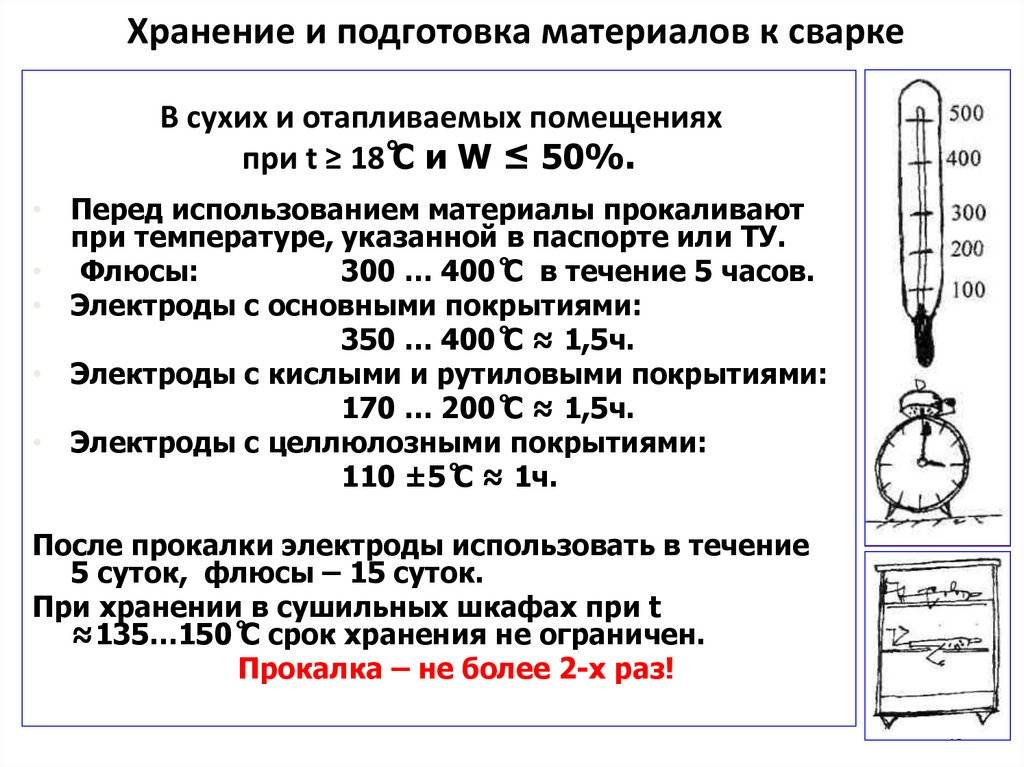
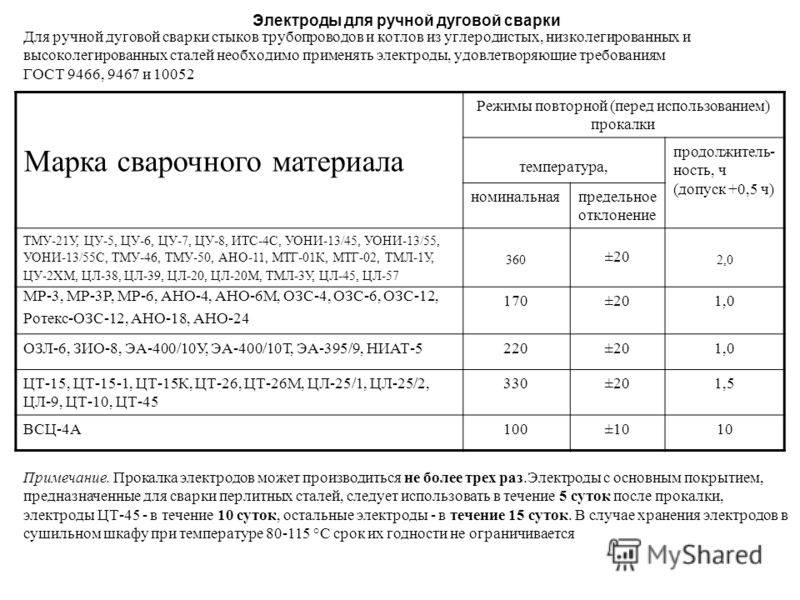
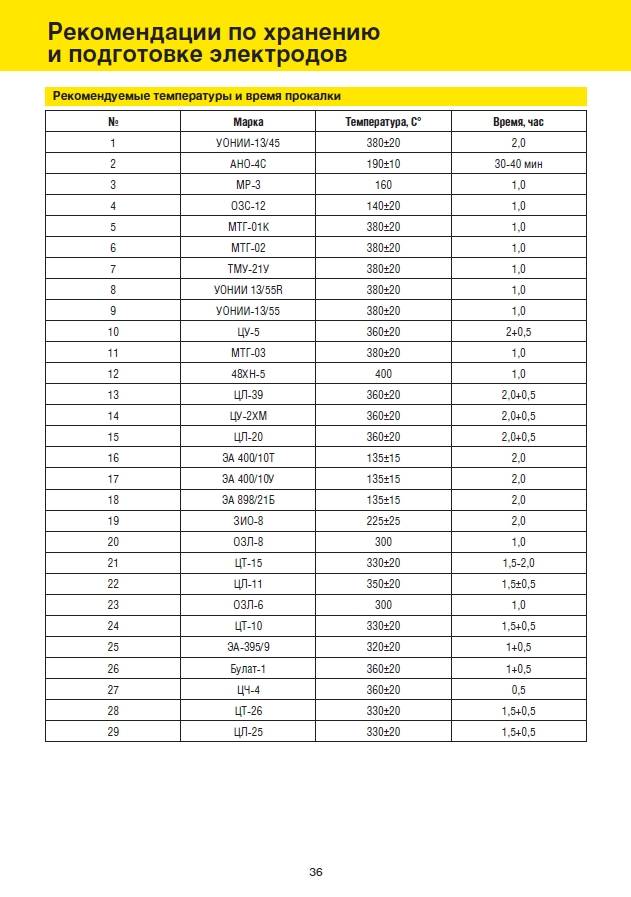
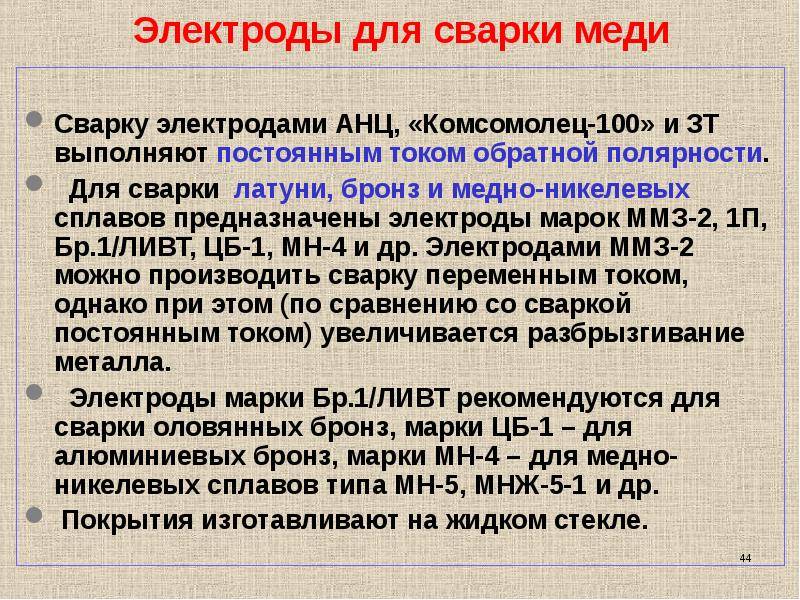
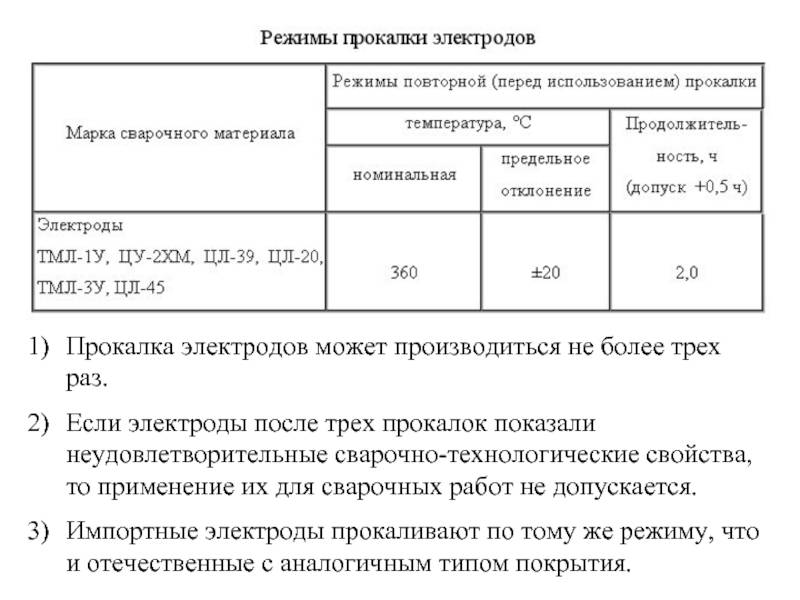
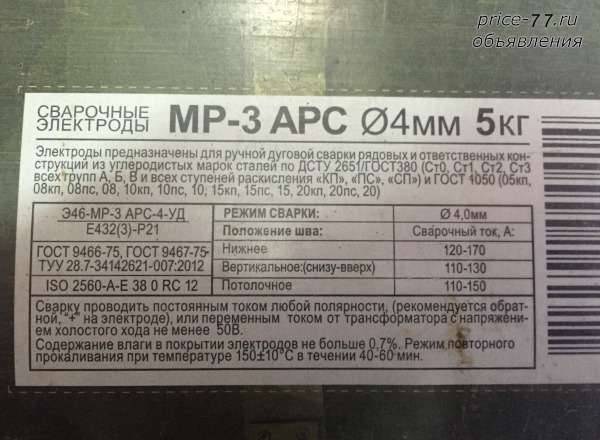
Сварочные электроды и флюсы, как правило, на месте подвергаются прокалке или просушке по режимам приведенным в паспортах или ТУ, разработанных заводом-изготовителем. Например, электроды марки МР-3 прокаливают при температуре 170-200°С в течение 1,5 часов; электроды марки УОНИ 13/45 — при температуре 350-400°С в течении 1,5 часов. Флюсы ОСЦ-45 и АН-348 прокаливают при температуре 300-400°С в течении 5 часов. После прокалки или просушки электроды должны быть использованы в течение ближайших 5 суток, а флюсы — в течение 15 суток. Прокалка электродов может быть произведена не более двух раз, не считая прокалку при изготовлении. В противном случае электроды либо вновь отсыреют, либо в процессе третьей или четвертой прокалки обмазка будет отслаиваться или осыпаться.
Срок годности
Срок годности у электродов не ограничен, но только в том случае, если вы соблюдаете условия хранения. Существует даже специальный ГОСТ, устанавливающий правила хранения и транспортировки стержней. Если вы намеренно не соблюдали условия хранения, то можно визуально определить срок годности и понять, можно ли использовать электрод в своей работе.
Внимательно осмотрите электрод. Если на нем нет видимых дефектов, а покрытие не осыпается и не крошится, то скорее всего электрод можно использовать. Рекомендуем предварительно протестировать его на ненужной металлической поверхности. Если вы обнаружили незначительные дефекты или загрязнения, то прокалите стержни в печи при температуре ниже, чем температура плавления электрода, или очистите электрод с помощью тряпки и мягкой щетки. Если дефекты значительные и покрытие осыпается в руках, то утилизируйте стержень или используйте его в качестве учебного.
Проверьте электрод на прочность путем постукивания концом стержня по поверхности метала и убедитесь, что электрод сухой. Правильное хранение обеспечит многолетнюю эксплуатацию. Ни в коем случае не используйте испортившиеся комплектующие в своей работе.
Электроды: срок годности, как выбрать и хранить
Для сварочных работ постоянно нужны электроды, и в большом количестве. Именно поэтому они закупаются пачками, в зависимости от необходимого диаметра. На больших предприятиях расходники для сварки хранятся в специально отведенных для этого помещениях, но лишь немногие знают, как их хранить.
Возникает вопрос о сроке годности электродов
Это важно как для больших предприятий, так и для мелких фирм, которые занимаются сваркой лишь изредка. Рассмотрим правила хранения основного расходного материала для сварки
Как продлить его срок использования, ведь от этого будет зависеть качество работы?
Как хранить?
Срок годности электродов напрямую зависит от того, как их хранить. Для этого используется не только помещение без повышенной влажности. Возможно применение специального оборудования, которое защитит поверхность электродов от негативного влияния внешней среды.
Чаще всего электроды хранятся на складах, где сухо и тепло.
Правила хранения электродов следующие:
- температурный режим свыше +14 °С;
- влажность воздуха в помещении до 50 %;
- использование кондиционеров для вентиляции воздуха в закрытом пространстве;
- гидроизоляция склада для предотвращения попадания влаги.
Важно придерживаться температурного режима и не допускать его колебания, поскольку это влияет на поверхность расходного материала для сварки и качество последующей работы. Чтобы увеличить срок хранения, можно использовать специальные пеналы, ящики или поддоны
Не стоит хранить электроды на полу, поскольку при образовании конденсата они могут намокнуть. Можно держать их в коробке, но если не использовать всю сразу, следует герметично закрывать упаковку
Чтобы увеличить срок хранения, можно использовать специальные пеналы, ящики или поддоны. Не стоит хранить электроды на полу, поскольку при образовании конденсата они могут намокнуть. Можно держать их в коробке, но если не использовать всю сразу, следует герметично закрывать упаковку.
Для чего нужно прокаливать электроды?
Чтобы убрать следы повышенной влажности и продлить срок годности электродов, можно использовать такую операцию, как прокаливание. Это нужно, чтобы при работе несколько испорченный расходный материал не прилипал к сварочному шву.
Для того чтобы прокалить электроды, строительные компании применяют специальное оборудование. Каждая открытая новая пачка должна быть израсходована полностью. Если же в ней остаются неиспользованные электроды, не стоит хранить их в открытом пространстве или подвале.
Как выбрать вид электродов для сварочных работ?
Не знаете, как выбрать электроды для сварки? Тогда предлагаем ознакомиться с критериями их выбора.
Вот на что следует обратить внимание:
- Толщина металлического изделия, на которое нужно будет наложить сварочный шов (чем выше диаметр электродов, тем больше толщина металла).
- Сорт стали (нержавейка, черный металл, жаропрочный и др.).
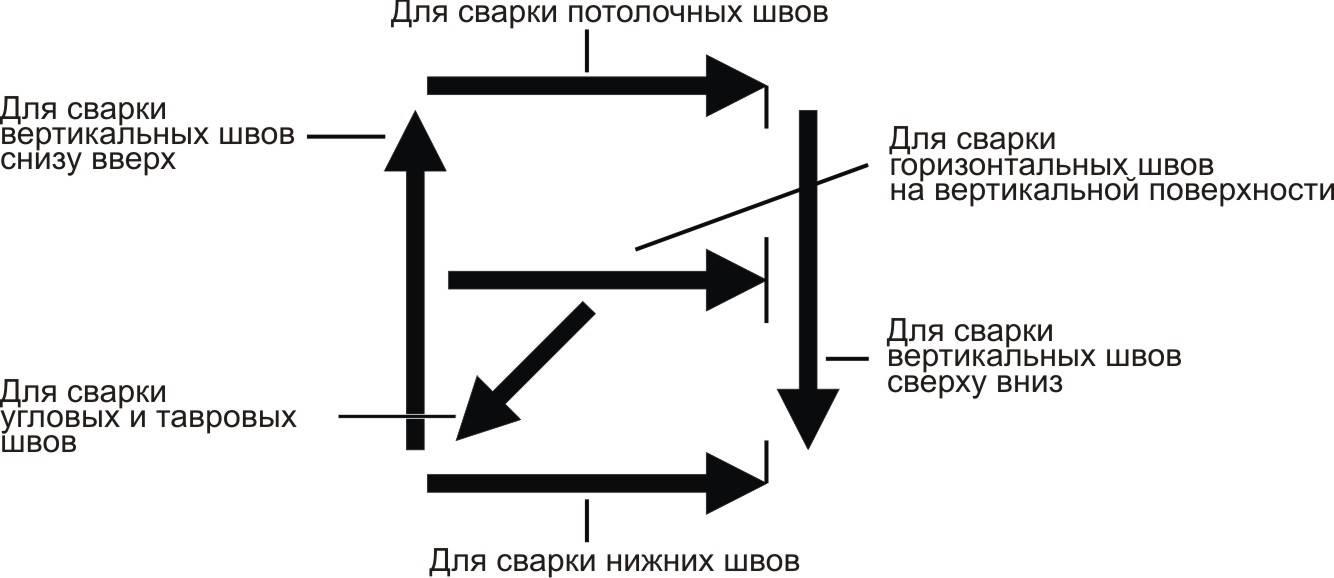
- Особенности сварки, то есть как будет наноситься на изделие сварочный шов (горизонтально, вертикально, сверху вниз и т. д.).
- Определяем ток по электроду.
Каждая разновидность электродов имеет свои параметры тока, и производитель указывает их на маркировке изделия. Опытные сварщики для этого используют специальную формулу.
Разновидности электродов по диаметру:
- Электроды (2 мм) – ток 40-80 А. Считаются самыми привередливыми расходными материалами, поскольку предназначены для тонких листов металла, требуют специальных умений и навыков для выполнения качественной работы.
- Электроды (3-3,2 мм) – ток 70-80 А (при постоянном токе) и 120 А (при переменном токе).
- Электроды (4 мм) – ток 110-160 А. Работа с толстыми листами металла.
- Электроды (диаметр от 5 мм) – профессиональный расходный материал, используемый для наплавки, а не сварочных работ.
Как понять, что электроды больше не годятся для сварки?
Многих интересует не только вопрос, как хранить электроды по ГОСТ 9466-75, но и как проверить срок их годности. Не всегда удается точно определить условия хранения или транспортировки, поскольку электроды могут перекупаться фирмами. Для этого производят визуальный осмотр сварочного материала.
Если расходники внешне выглядят без дефектов, покрытие не осыпается, тогда такой электрод еще пригоден для сварки. Если же на расходном материале есть хотя и небольшие, но дефекты, можно их почистить или высушить.
Не стоит использовать некачественный или использованный расходник при выполнении важных работ или тех, которые требуют точности. От этого зависит не только внешний вид сварочного шва, но и его качество. Обязательно стоит проверять электроды перед началом работы.
Когда требуется прокалка электродов?
- на открытом воздухе через 2-8 часов;
- в помещении с высокой влажностью через месяц;
- в сухом помещении через 120-180 дней;
- в герметичном металлическом контейнере (пенал, тубус) через год.
Если разрушение не достигло критичной величины, то электроды можно просушить или прокалить. Однако, в некоторых случаях обмазка осыпается полностью или частично, появляются трещины. В таком случае, электродами пользоваться нельзя.






Производители могут проставлять срок годности изделий, однако при должном хранении срок годности электродов с покрытием практически не ограничен
Конечно, важно и то, где приобретались изделия, ведь качество электрода любого типа и марки зависит также от хранения на складе производителя и продавца. Поэтому покупайте электроды у проверенных поставщиков, таких как Enkor24.ru
Производите периодическую очистку электрода
Желательно использовать для очистки электрода специальный чистящий раствор, но если у вас нет его под рукой, то подойдет и пара капель моющего средства для посудомоечной машины, разведённая в стакане воды. Используя мягкую зубную щетку, аккуратно очистите электрод, чтобы удалить любые налипания на нём, способные впоследствии привести к неточным показаниям. Конечно, в большинстве случаев вы можете откалибровать и «грязный» электрод, но, в конечном счёте, нарастание постороннего налёта на электроде будет влиять на показания, независимо от калибровки. По окончании процедуры очистки электрод также желательно откалибровать.
Измерим ли он?
Итак, срок годности электродов для сварки – измерим ли он. Условия содержания напрямую влияют на срок годности электродов. Материалы для сварки также, как и используемые в повседневной жизни товары, имеют период хранения.
При соблюдении всех вышеперечисленных параметровпрутки могут храниться практически неограниченный период времени. Все особенности содержания и упаковки должны соблюдаться в соответствии с нормами ГОСТа 9467-75 и ГОСТа 9466-75. Данное правило относится как к производителям, которые хранят прутки на складе перед отправкой клиенту, так и к конечным потребителям, содержащим сварочные материалы непосредственно перед применением.
Оборудование для прокалки электродов
Есть несколько видов оборудования, предназначенного для термической обработки электродов и подготовки их к работе. Начнем с основного — печь.
Печь для прокалки представляет собой металлический ящик с лотками для стержней. Чтобы сохранять в ней постоянную температуру, стенки отделаны специальными материалами, удерживающими тепло. Благодаря этому электроды будут прогреваться равномерно в течение всего времени прокалки. В зависимости от ваших нужд, печи могут нагреваться до различных температур. Наиболее “ходовыми” являются значения от 50°С до 650°С.
Увидеть как выглядит такая печь, можно на этом видео:
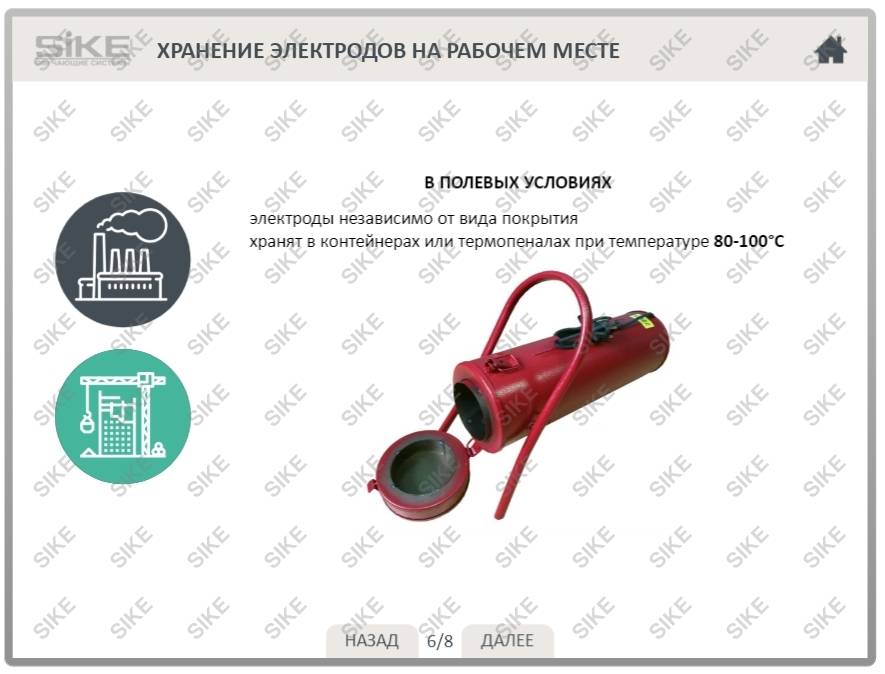
Другой “гаджет”, который пригодится сварщикам — это пенал. Он не прогревает электроды, а только поддерживают их в сухом и подогретом состоянии. Его особенность в том, что он полностью изолирован и герметичен. Используя пенал, можно быть полностью уверенным, что электроды не отсыреют, пока вы будете работать.

Есть и другая разновидность такого приспособления — термопенал. Он позволяет не только сохранять температуру стержней, но также может их прогревать. Термостат и встроенный нагрев, позволяют подготавливать расходники прямо на месте работы.

Термопеналы выглядят как маленькие ящики с дверцей. Они весят около 3 кг и могут выдавать температуру до 120°С.
Другой тип оборудования — это шкафы. Они имеют схожие с термопеналами функции. Корпус шкафа изолирован и сохраняет тепло. В зависимости от модели, шкафы оснащаются термостатом и термометром.

Шкафы применяются на больших производствах, где нужно одновременно подготовить большое количество стержней.
Сроки и виды
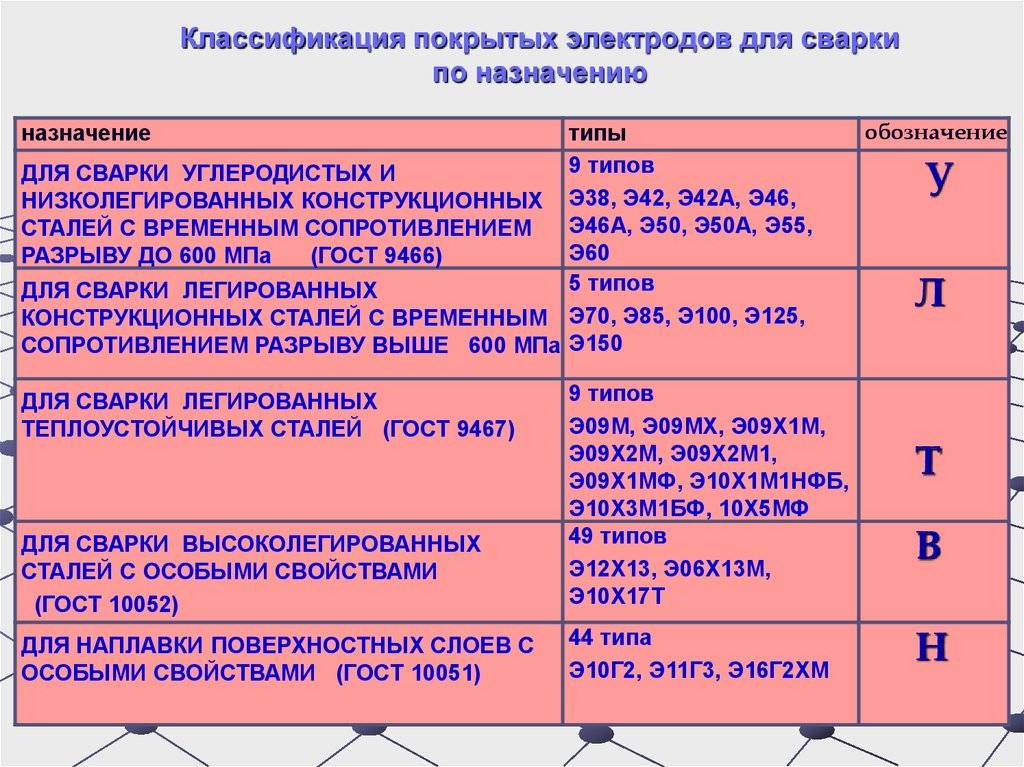
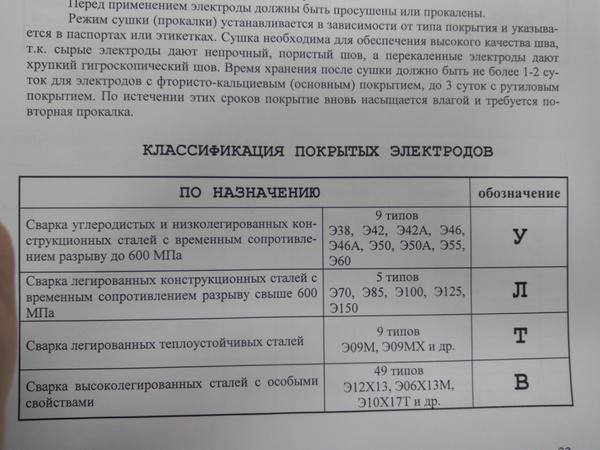
Электроды применяются для сталей с разным уровнем легирующих элементов, конструкционных, теплоустойчивых, пластичных металлов, наплавления.
Марки, предназначенные для определенного вида работ, классифицируются по стержням, покрытым оболочкой. Самыми популярными являются УОНИ:
- стержни УОНИ 13-45 содержат никель и молибден;
- УОНИ 13-65 используют для сварки в сложных условиях, так как возможны работы из любого положения.
- МР-3С для низколегированного сырья;
- МР-3Т для углеродистых сталей;
- ЛБ-52у – сварка труб;
- ОК 53.70 – низкоуглеродные;
- ОК 46.00;
- ОЗС-6;
- ОЗС-12.
Обязательный элемент – защитное покрытие, состоящее из:
- компонентов для горения дуги;
- раскисляющих веществ;
- каолин, слюда;
- алюминий, кремний;
- связующие вещества.
Исходя из состава, выделяют виды:
- целлюлозное – используется для постоянного, переменного тока. Недостаток – разбрызгивание;
- кислое не применяется для вертикального положения;
- рутиловое не подходит для стали с высоким содержанием серы, углерода;
- основное эффективно для соединения металла большой толщины.
О толщине покрытия скажут буквы:
- М – тонкое;
- С – среднее;
- Д – толстое;
- Г – особо толстое.
При соблюдении условий имеют неограниченный срок годности и хранения.
Как правильно хранить электроды
Запас расходных материалов для сварки необходимо хранить при определенных условиях. Так, помещение:
- должно быть сухим, влажность не выше 50%;
- иметь действующую вентиляцию или кондиционер;
- с отоплением, гидроизоляцией;
- температура должна поддерживаться на уровне не ниже 14 °С.
Хранятся в картонных коробках, обернутыми бумагой или полиэтиленовой пленкой. Упаковки располагают на полках или стеллажах, чтобы избежать контакта с полом и стенами.
Что нужно проверить после долгого хранения
Материал сохранил целостность, ровный цвет, обмазка должна равномерно покрывать стержень. Если есть риск действия влаги, лучше прокалить перед использованием.
Как увидеть, что срок годности сварочных электродов прошел
Если существуют опасения, что оптимальные условия содержания не соблюдались, то следует провести визуальный осмотр сварочных материалов. Это позволит определить, годны ли они к применению.

Не используйте материалы со сколотой обмазкой
Существует несколько вариантов состояния расходников:
1. Электроды внешне имеют нормальное состояние и готовы к использованию без предварительной подготовки (если этого не требует режим сварки).






Режим предварительных процедур указан на упаковке
2. Присутствуют некоторые дефекты, которые возможно устранить при осуществлении подготовительных процедур, таких как очистка, сушка и т.п.
3. Материалы полностью испортились и не пригодны для использования. В таком случае, их необходимо утилизировать. Также можно применять их как учебные расходники и в качестве присадок.
Срок годности электродов
Условия содержания расходных материалов во многом влияет на срок годности электродов для сварки, так что при соблюдении всех правил этот период может быть максимально длительным. Все особенности хранения и упаковки должны соблюдаться по регламенту ГОСТ 9467-75 и ГОСТ 9466-75. Это касается как производителей, которые оставляют их на складе готовой продукции, где они ждут отправки, так и пользователей, которые хранят материалы перед непосредственным использованием. За то время, пока происходит транспортировка и прочие процедуры, электроды больше всего подвергаются риску, но это можно будет легко исправить с помощь сушки и закалки. Для поддержания высокого качества требуется выполнение всех условий.
Срок годности электродов практически ни чем не ограничен, если были соблюдены все правила хранения и транспортировки. Это обозначено в ГОСТ 9466-75 пункте 3.15. Если условия, по каким-либо причинам, не соблюдались, то перед использованием стоит осмотреть состояние, так как можно визуально определить, годны ли они к использованию. Здесь может быть три варианта:
- Электроды могут быть вполне нормальными и готовы к использованию без проведения предварительных процедур по подготовке, если того не требует режим сварки;
- Изделия могут иметь определенные недостатки, которые можно решить путем подготовительных операций, просушки, очистки и прочих;
- Материалы полностью испортились и для рабочих целей не годятся. В таком случае их желательно утилизировать или использовать как учебные.
Узнать все это можно путем проверки на прочности и содержания влаги в обмазке. Исходя из всего этого, только неправильным содержанием можно испортить расходные материалы. В ином же случае, они остаются годными в течении многих лет.
Срок годности и хранения электродов
Если часто есть потребность в сварке, то необходимо достаточное количество электродов, которые выступают здесь основными расходными материалами. Дешевле всего делать закупки пачками в крупных количествах, чем в розницу поштучно. Для того, чтобы они нормально работали, им требуется обеспечить нормальные условия хранения. На складах и в прочих местах может возникнуть ситуация, когда будет повышенная влажность, а это в свою очередь приводит к накапливанию воды в обмотке. Хранение электродов требует соблюдения ряда условий, которые обеспечивают нормальную работоспособность материала.
Дело в том, что когда стержень изделия зажигает электрическую дугу, то под действием высокой температуры, которая приводит к плавлению металла, вся влага в обмотке может вскипеть. Целью обмотки является поддержания стабильного горения дуги, а также защита от попадания посторонних предметов. В случае большого содержания воды, сама обмотка может начинать обсыпаться, а при вскипании во время сварки в сварочной ванне образуются дефекты, которые приводят к низкому качеству шва.

Хранение электродов от влаги
Использование некачественных электродов не рекомендуется, а испортиться они могут от неправильного хранения за достаточно короткий период времени. Если при накоплении определенного процента влаги их еще можно высушить, то при повреждениях, когда покрытие уже не держится на стержне и прочих проблемах, ответственные сооружения варить такими электродами уже нельзя. Срок службы электродов значительно увеличится, если для их хранения не только создавать соответствующие условия, но и использовать дополнительное оборудование, изолирующее их от постороннего влияния.
Хранение сварочных материалов
Складские помещения для хранения электродов, сварочной сплошной и порошковой проволоки и флюса должны быть сухими, защищенными от осадков, иметь отопление, освещение и вентиляцию. Температура воздуха в помещении для хранения сварочных материалов должна быть не ниже плюс 15 °С, а влажность—не выше 40 %.
Складские помещения цехов и участков должны быть обеспечены печами для сушки и прокалки электродов и флюса, а при необходимости и станками для очистки и намотки сварочной проволоки.
Сварочные материалы следует хранить на стеллажах по партиям, типам, маркам, диаметрам и датам изготовления. В целях избежания повреждения обмазки электродов их не следует складировать во взаимно перпендикулярных направлениях. Высота укладки упаковок не должна превышать пяти рядов. Бухты и катушки проволоки должны храниться в упаковке завода-изготовителя.
Флюсы должны храниться в бумажных мешках, уложенных в штабель, или в специальных закрытых емкостях (контейнерах, бункерах, ларях). В случае повреждения упаковки флюсы следует хранить только в контейнерах, бункерах и ларях.
Каждая ячейка на стеллажах должна быть снабжена табличкой с характеристикой сварочных материалов и указанием срока годности. Сварочные материалы с истекшими сроками хранения допускаются применять только после повторной проверки их технологических свойств.
Баллоны, наполненные газами, используемыми при сварке и резке, следует хранить в специальных сухих проветриваемых помещениях. Склады для хранения баллонов, наполненных газами, должны быть одноэтажными с покрытиями легкого типа и не иметь чердачных помещений. Стены, перегородки и покрытия складов для хранения газов должны быть изготовлены из несгораемых материалов не ниже II степени огнестойкости; окна и двери должны открываться наружу. Высота складских помещений для баллонов должна быть не менее 3,25 м от пола до нижних выступающих частей покрытия.
Полы складов должны быть ровные с нескользкой поверхностью, а складов для баллонов с горючими газами — с поверхностью из материалов, исключающих искрообразование при ударе о них какими-либо предметами. Наполненные баллоны с башмаками хранятся в вертикальном положении, без башмаков — в горизонтальном на деревянных стеллажах.
Для предохранения от падения баллоны устанавливают в специально оборудованные гнезда, клетки и ограждают барьером. Хранение баллонов должно производиться с навернутыми колпаками; на штуцерах вентилей баллонов с горючими газами должны стоять заглушки.
Для хранения электродов на рабочих местах следует использовать переносные пеналы вместимостью до 5 кг.
Выдача сварочных материалов с центрального склада обычно производится по заявкам, которые составляются линейными ИТР, ответственными за производство сварочных работ, после подсчета их потребности по утвержденным нормам, и проверки соответствия их (по типам и маркам) требованиям проектов производства сварочных работ.
Сварочные материалы с центрального склада выдаются в количестве, не превышающем двухнедельной потребности. На рабочее место сварочные материалы должны выдаваться в количестве, не превышающем сменной потребности.
Количество материалов, выданных на рабочее место, должно быть учтено в «Индивидуальной карте учета расхода сварочных материалов».
Как долго хранятся сварочные электроды?
Качество и результат любых работ зависит, в том числе и от качества расходных материалов и комплектующих.
Срок хранения электродов для сварки, условия хранения, состояние их сохранности — важные факторы, которые следует учитывать перед выполнением сварочных работ.
Это связано с тем, что стержни имеют покрытия различных типов — а они, в свою очередь, имеют определенные химические составы, качество и состояние которых напрямую зависит от условий хранения и особенностей упаковки.
Срок годности электродов для сварки
Формально срок годности электродов для сварки по ГОСТу не имеет временных ограничений. На упаковке указывается только дата их изготовления, но ни на одной коробке вы не найдете даты истечения этого срока.
В соответствии с ГОСТ 9466-75 (пункт 3.
15) продукция может храниться сколь угодно долго, но только при условии строгого соблюдения правил хранения и транспортировки, которые сформулированы в указанном ГОСТе, а также в ГОСТ 9467-75.
Прокалка снижает содержание влаги в обмазке электрода и таким образом позволяет избежать осыпание обмазки, плохой первичный и последующие поджиги, залипание стержня — то есть, тех последствий, из-за которых электроды придется заменить на новые.
При правильном хранении электродов вероятность их отсыревания и получения дефектов крайне мала, поэтому формально они не имеют срока годности.
Правила хранения
В соответствии с требованиями к хранению электродов по ГОСТ 9466-75 продукция должна хранится в отапливаемых сухих помещениях, с уровнем влажности, который не должен превышать определенные показатели. Условия должны исключать возможности загрязнения или механических повреждений коробок со стержнями.



Если речь идет не о бытовом, а о промышленным использовании, целесообразно установить стационарные или переносные электронные приборы, контролирующие температурные и влажностные показатели.
Сами пеналы и коробки следует хранить в деревянных ящиках или коробах из плотного картона, при этом — не на земле или бетонном полу, а желательно на деревянных поддонах.
Температура хранения
Температура в помещении, где хранятся сварочные электроды, не должна опускаться по гостовским требованиям ниже 15 градусов Цельсия. В зимнее время помещение должно отапливаться, для обмазки очень губительны резкие температурные перепады.
Влажность
Оптимальный уровень влажности в складском помещении не должен превышать 50%.
Рекомендуется обеспечить в нем качественную гидроизоляцию, поскольку покрытия хорошо впитывают влагу, которая может проникать с осадками. Дополнительно от влаги расходники защитит полиэтиленовая пленка.
Для поддержания постоянного уровня влажности возможно использование кондиционеров (если имеются соответствующие условия).
Упаковка
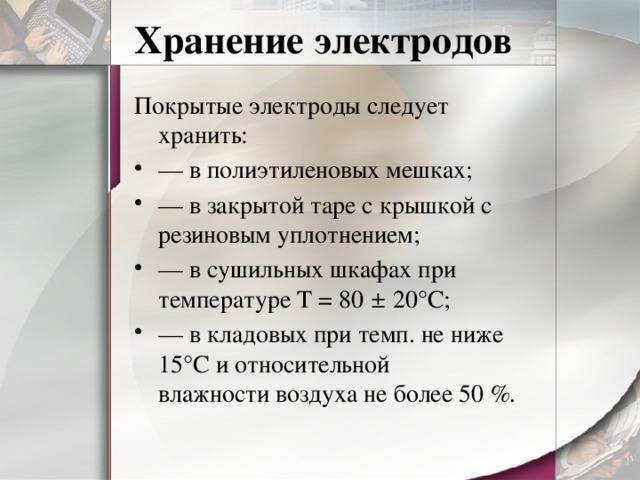
Правила упаковки электродов сформулированы в 6-м пункте ГОСТ 9466-75. В соответствии с ними, продукция может паковаться:
- в герметичные пластиковые пеналы;
- в оберточную бумагу (по ГОСТ 8273) с последующим помещением в металлические пеналы (коробки);
- в картонные коробки с последующей упаковкой в полиэтиленовую пленку;
- в коробки из картона без ПЭ оболочки;
- в пачки, завернутые в двухслойную упаковочную бумагу или во влагопрочную мешочную бумагу.
В последних двух случаях электроды следует проверить на содержание влаги в обмазке и при ее наличии выполнить прокалку (прокаливание в этих двух случаях может быть произведено и «по умолчанию», без этой проверки). Один из оптимальных вариантов для хранения изделий — «тубы-термосы», или термопеналы. В них имеется теплоизолирующий слой, а нужная температура поддерживается с помощью термостата.
Как «разглядеть» просроченные электроды
Если правильное хранение электродов отсутствовало, то это можно выяснить по ряду внешних признаков.
Мелкие, незначительные дефекты и загрязнения. Например — появление на стержне белого налета, следы ржавчины на концах, что может говорить о хранении в сырости. Их можно устранить путем чистки, сушки и прокаливания, а проверить работоспособность расходника можно, используя ненужное металлическое изделие.
Дефекты, при которых электроды подлежат замене. В этом случае их утилизируют или используют в учебных целях. Чаще всего первый и главный признак — это сильное осыпание обмазки.
Однако это уже будет видно только при использовании расходников или их тестировании.
Важно! Если вы не уверены в качестве сварочных электродов, при этом предстоит работа с ответственными конструкциями на важных объектах — во избежание любых рисков лучше однозначно отказаться от таких материалов
Маркировка
Содержит следующую полную информацию о «патроне». Например, Э42А-УОНИ-13/45-3,0-УД Е432(5)-Б 1 0 означает:
- Э42А – тип, прочность 42 Мпа;
- УОНИ-13/45 – марка;
- 3,0 – диаметр;
- У – назначение для углеродистых сталей;
- Д – толщина покрытия;
- Е432(5) – характеристики металла;
- Б – вид покрытия – основное;
- 1 – пространственное положение – любое;
- 0 – характеристики тока – постоянной, обратной полярности.
Кроме того, указывается ГОСТ, которому соответствует товар.
Тип
Марка стали
Применение
Срок годности
УОНИ-13
Высоколегированная коррозионная
Конструкции из хромистых видов
Не ограничен при соблюдении определенных условий
МР-3С
Углеродистая и низколегированная
Высокие сварочно-технологические свойства
МР-3Т
Сварка сырья с содержанием углерода до 0,25%
ОЗС-6
Материал с временным сопротивлением разрыву до 490 МПа
ОЗС-12
УОНИ 13/55
Конструкции с требованиями к пластичности





