

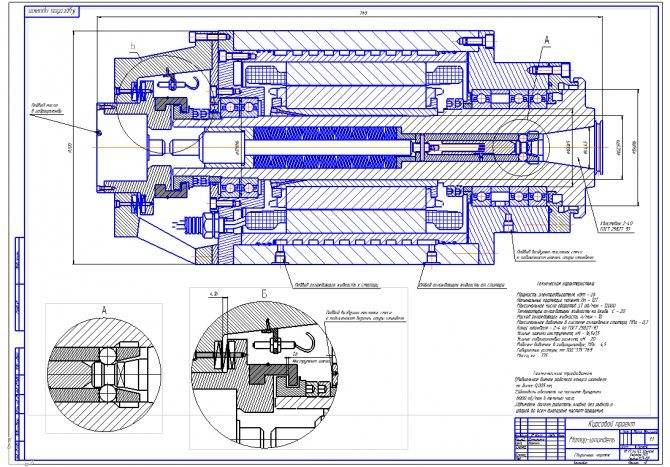
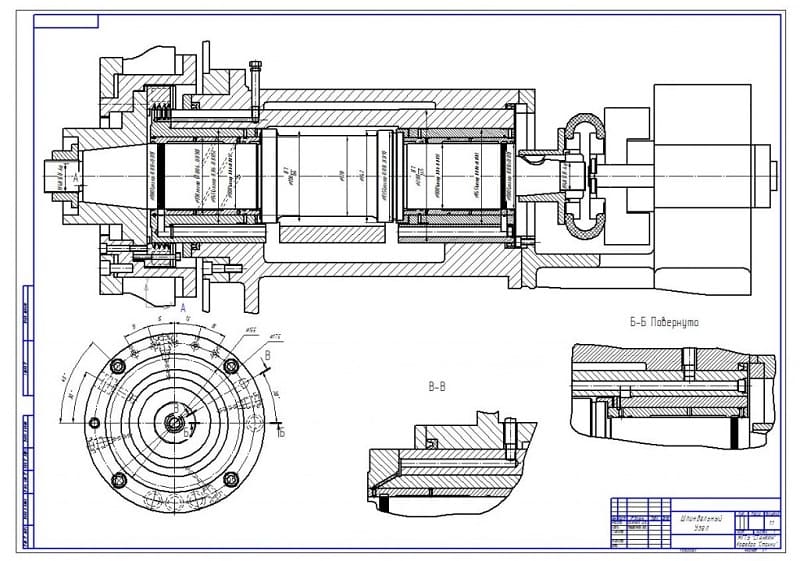
Конструкция коробки подач токарно-винторезного станка 16К20
Коробка подач станка — унифицированный узел 16Б20П.070
и является типовой конструкцией закрытой коробки с передвижными блоками.
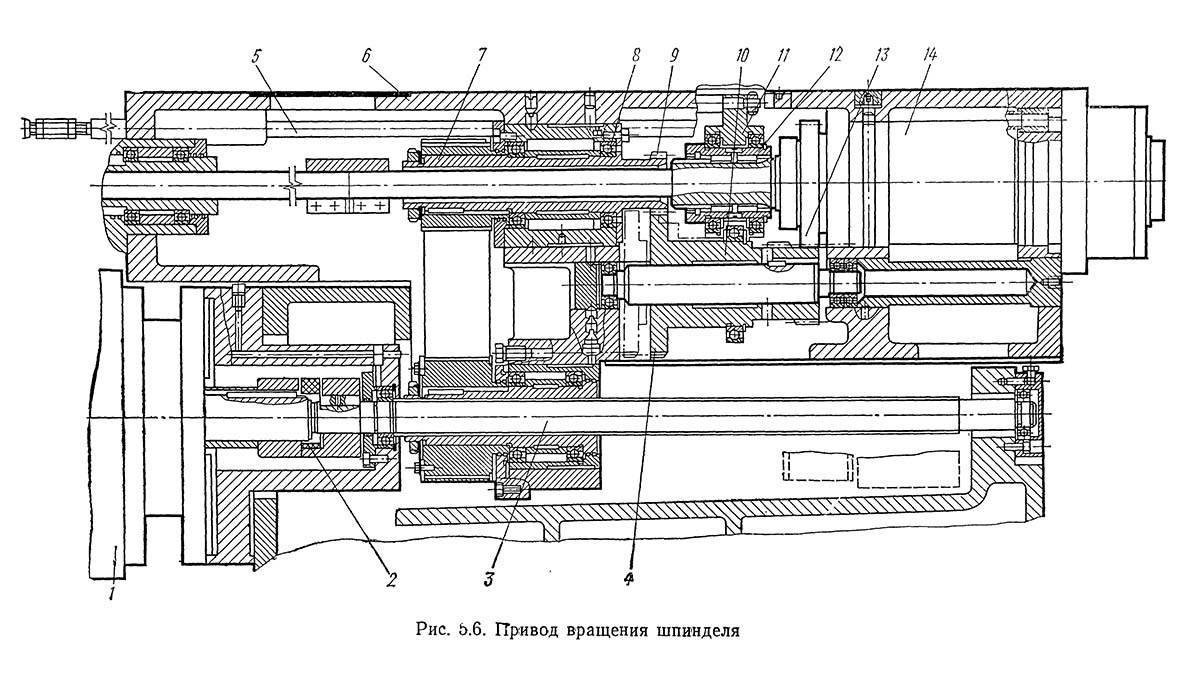
Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Коробка подач закреплена на станине ниже шпиндельной (передней) бабки и имеет несколько валов, на которых установлены подвижные блоки зубчатых колес и переключаемые зубчатые муфты. В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.

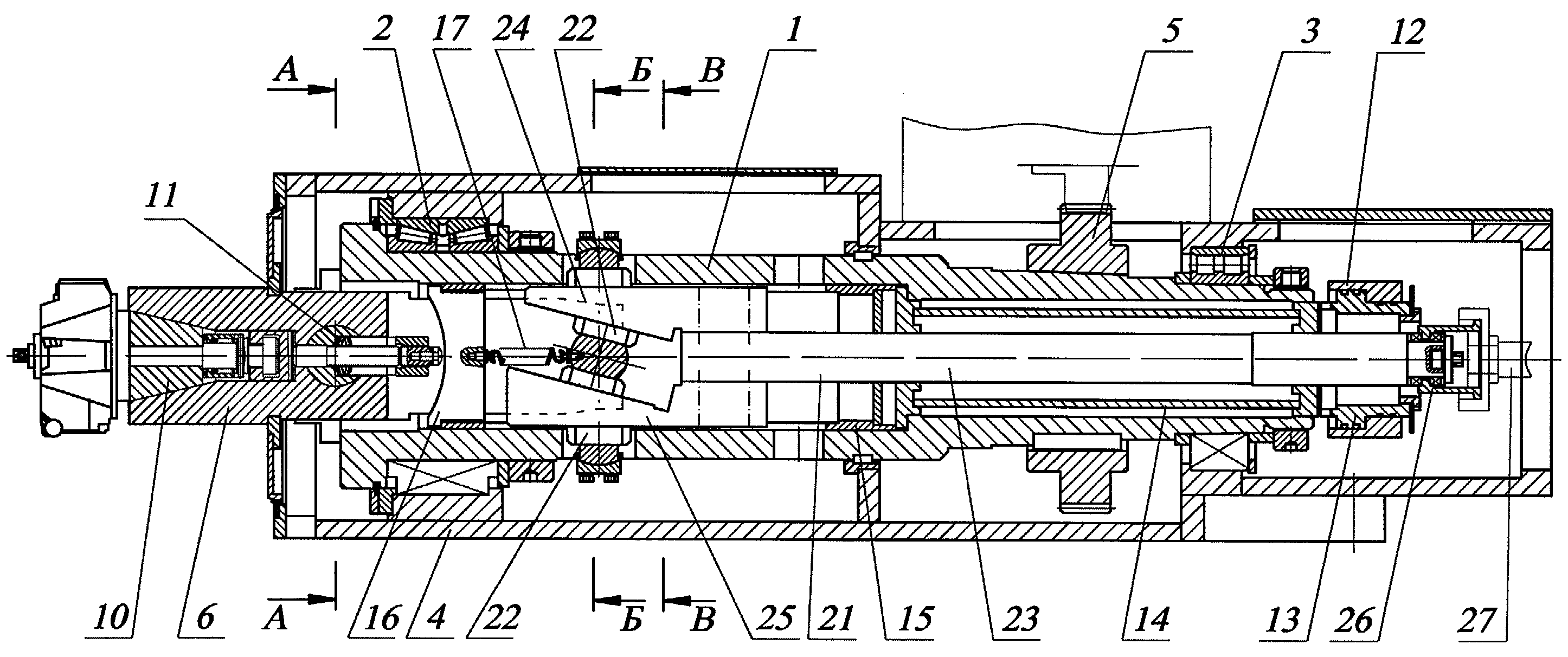
Чертеж коробки подач токарного станка 16к20
Регулировка коробки подач станка 16К20
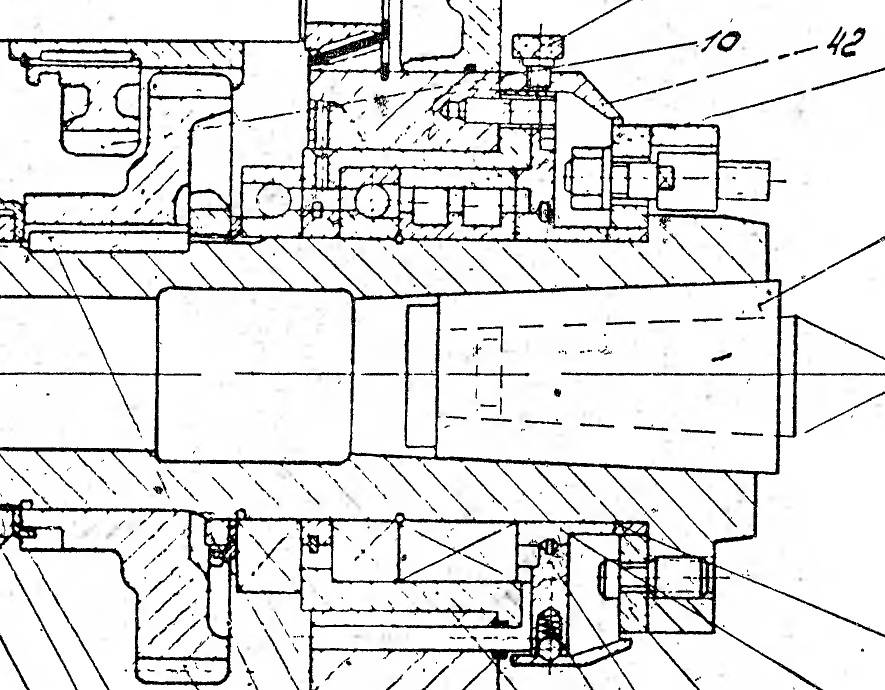
При ремонте станка особое внимание следует обратить на правильность монтажа механизма переключения зубчатых колес, смонтированного на плите 38, которая крепится к корпусу 3, коробки подач. Во избежание нарушения порядка сцепления зубчатых колес коробки подач при сборке нужно совместить риски, нанесенные на шестернях 51 и 52
Классификация
Разделить фрезерный шпиндель можно по техническим характеристикам и способу использованию.
Деление в зависимости от мощности:
- Станки для работы с фанерой — 800 Вт. На маломощном оборудовании обрабатывается фанера, ДВП, ДСП, МДФ.
- Оптимальная мощность для фрезерного станка по дереву с ЧПУ — 1500 Вт. С такой мощностью обрабатывают мягкие сплавы металлов, текстолит.
- Оборудование мощностью от 3000 Вт. Подходит для стали, натурального камня.
Одновременно с разделением по мощности станки подразделяются по своему функционалу. Они могут использоваться для нанесения гравировки, раскроя металла и фрезеровки.
Шпиндель. Некоторые особенности
Также фрезерные шпиндели можно разделить на две группы в зависимости от использования:
- Шпиндели, устанавливаемые в бормашинах, ручных фрезерных станках, дрелях.
- Промышленные модели. Используются в станках, изготавливаемых для большого производства. Они способны выдерживать большие нагрузки, имеют износоустойчивые детали, керамические подшипники. Чтобы оборудование не выходило из строя из-за интенсивной работы, на него может устанавливаться дополнительно охлаждение. На поверхности с большим уровнем трения с помощью специальной автоматической системы подается смазка.
Если в качестве шпинделя используется дрель или бормашина, необходимо учитывать, что она не способна выдержать постоянные интенсивные нагрузки и подшипники начнут выть спустя короткий промежуток времени.
Станок для работы с фанерой
Это интересно: Фрикционная передача — применение, достоинства и недостатки
Преимущества и недостатки моделей
Шпиндели европейских производителей отличаются стабильностью выработки гарантийного периода при нормальном режиме эксплуатации. Устройства просто собираются и разбираются при наличии необходимых инструментов. Конструкция шпинделей передовых европейских производителей всегда очень продумана и почти не имеет изъянов. Во многих корпусах задний подшипниковый узел надежно сконструирован. Для обмотки статоров в таких устройствах используются только качественные материалы
Почти все производители уделяют внимание шумности своих изделий
К недостаткам таких изделий можно отнести то, что пластиковые части корпуса являются их слабыми местами. В некоторых устройствах подшипники могут перегружаться и работать на пределе. Это обстоятельство повышает вероятность повреждения корпуса шпинделя. Роторный вал многих приборов выполняется из мягкой стали, а резьба на них зачастую очень редкая. Это обуславливает снижение продолжительности срока эксплуатации. В шпинделях воздушного охлаждения может не хватать мощности встроенных вентиляторов недостаточно, поэтому приходится покупать дополнительные устройства. Некоторые производителя забывают набивать подшипники шпинделей смазкой.
Технические характеристики токарного станка 16К20
| Наименование параметра | 16К20 | 16К20П |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | 25 |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460..1300 | 460..1300 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | 200 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 |
| Суппорт. Подачи | ||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 300 | 300 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Количество нарезаемых резьб — метрических | ||
| Количество нарезаемых резьб — модульных | ||
| Количество нарезаемых резьб — дюймовых | ||
| Количество нарезаемых резьб — питчевых | ||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце — продольное, Н | 5884 | 5884 |
| Наибольшее усилие, допускаемое механизмом подач на резце — поперечное, Н | 3530 | 3530 |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,12 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 х 1190 х 1500 | 2795 х 1190 х 1500 |
| Масса станка, кг | 3010 | 3010 |
Проблемы с электрической частью
Раздел общий для всех электромоторов. Наиболее частое повреждение, после которого шпиндель выходит из строя – пробой обмоток. Симптомами его являются:
- Ошибка «защита по току» на частотнике при попытке запустить шпиндель
- Ошибка «замыкание» на частотника при попытке запустить шпиндель
- Внезапный и непредсказуемый останов шпинделя во время работы, иногда после длительного рабочего цикла
- Ошибка «обрыв или неисправность выходной фазы»
В подавляющем большинстве случаев поломка не поддается восстановлению и не позволяет работать со шпинделем в нормальном режиме.
Причиной поломки может быть заводской брак, когда на обмотки нанесен лак плохого качества или нанесен с нарушениями технических условий, но чаще всего – неверные настройки преобразователя частоты вкупе с неправильной эксплуатацией шпинделя. Часто обрыв встречается в кабеле идущем к шпинделю, так как на станке он постоянно подвержен изгибам. Однако если обрыв произошел все таки в шпинделе, то устранить такую неисправность на практике невозможно, либо бессмысленно.
Иногда в таком случае возникает вопрос «а можно ли перемотать обмотки». Действительно, некоторые организации оказывают услуги по перемотке электродвигателей, однако на сегодняшний день не известно ни одной из них, где могли бы качественно перемотать обмотки за цену меньшую стоимости нового шпинделя.
Если задаться вопросом как можно повредить гайку, чтобы нарушить ее балансировку, выяснится, что для этого достаточно как следуете «притереть» ее о заготовку. Здесь даже не потребуется достаточное время, чтобы «натянуть» металл на лицевую часть гайки, если обрабатывается соответствующий материал, а так же, чтобы обеспечить перегрузку шпинделя в опасном режиме.
Очевидно, что он опасен тем, что при неправильной установке MAX значения параметра тока при перегрузке, преобразователь может «вдуть» такой ток, который играючи пробьет обмотки. То же самое касается неправильно выбранных режимов резания, когда инструментом пытаются резать «в тупую», используя большую площадь соприкосновения с заготовкой и большие значения подачи.
Иногда причиной межвиткового замыкания могут быть неполадки с системой охлаждения, когда повреждены прокладки под задней крышкой шпинделя, между штуцерами и входными отверстиями в рубашку охлаждения. В этом случае охлаждающая жидкость может попасть внутрь электродвигателя и повредить обмотки. Плохие условия хранения не использующихся шпинделей тоже могу плохо сказаться на состоянии электрической части двигателя, например, обильным образованием ржавчины внутри.
Как производится регулировка и ремонт шпинделя
Обкатка или регулировка шпинделя, осуществляют следующим образом: нужно выполнить пять циклов каждый по двадцать минут. При этом необходимо делать перерывы между циклами по примерно две минуты.
Если же режимы работы были нарушены, а также если воздух в помещении, где выполняются работы, был сильно загрязнён пылью и грязью, то трущиеся поверхности достаточно быстро приходят в негодность, смазка, которая заливается ещё при производстве и должна служить на протяжении всего срока работ, начинает терять свои свойства.
Из-за этого трения начинает вызывать сильное повышение температуры и подшипники, после некоторого времени такой работы, приходят в негодность и больше не могут выполнять возложенные на них функции.
Чтобы избежать такого печального развития событий, нужно при первых признаках перегрева, а также при появлении вибраций и необычных звуков, шпиндельного узла немедленно прекратить работу с заготовкой и в срочном порядке произвести техническое обслуживание шпинделя. Оно состоит из: снятия защиты со шпиндельного узла, очистки и смазывания новой, качественной смазкой, которая предназначена для высоких скоростей.
Валы и шпиндели, их назначение и применение
Главная » Статьи » Профессионально о металлообработке » Металлорежущие станки
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
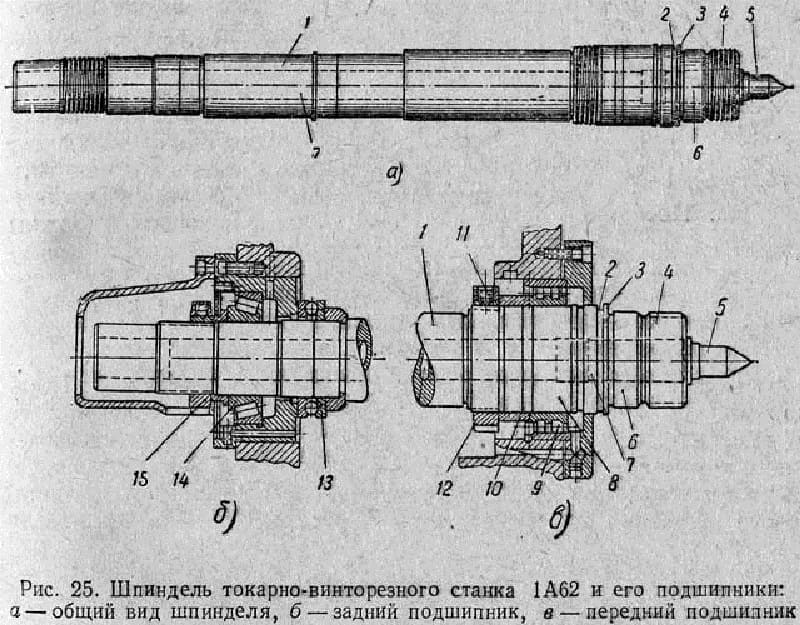
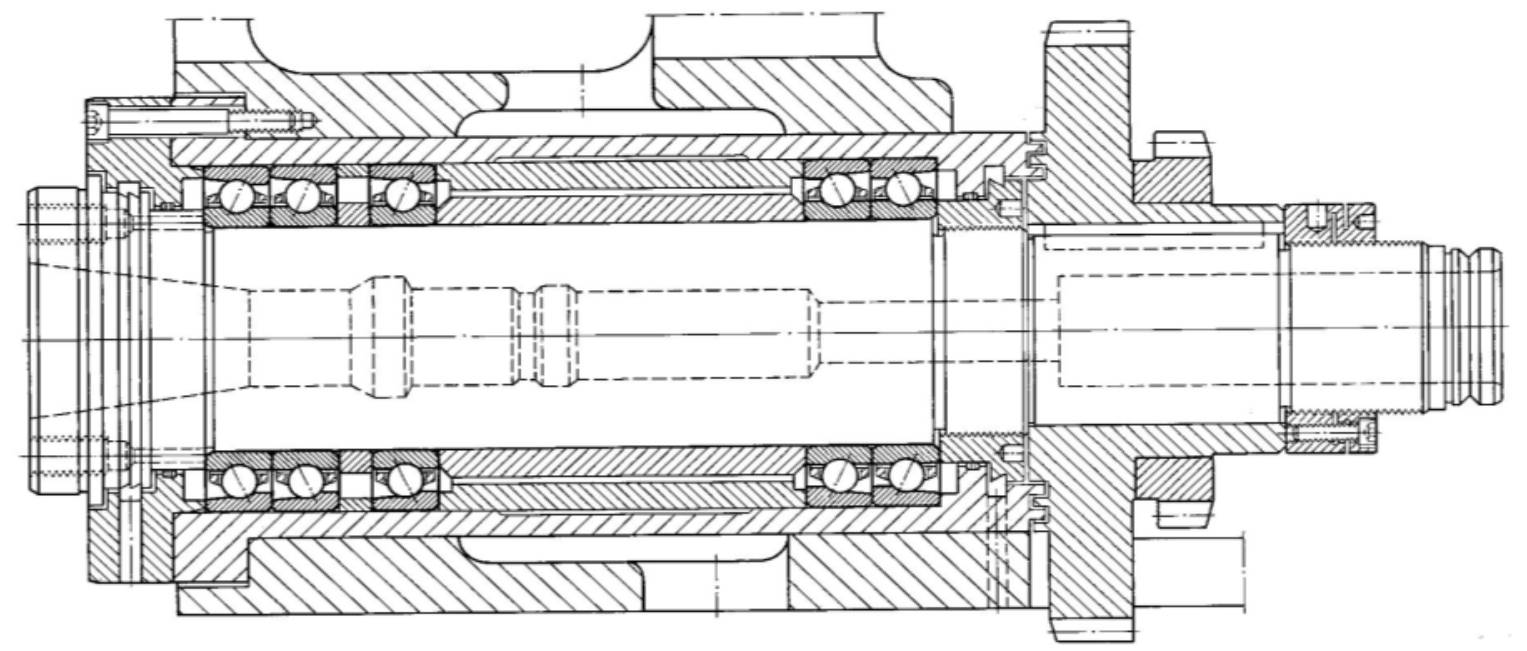
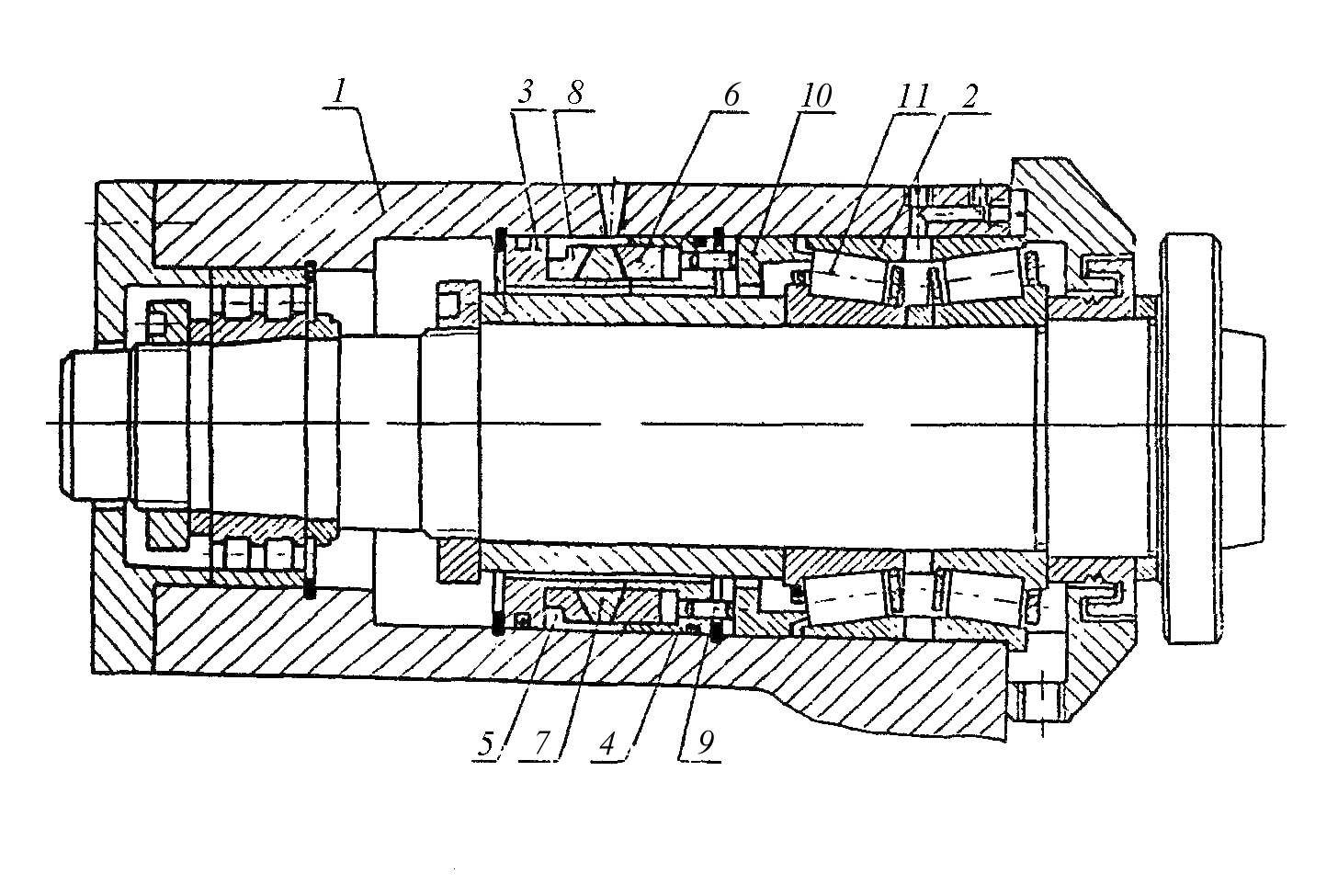
Основными деталями в станках, осуществляющими вращательное движение, являются валы (рис. 10). Валы в процессе своей работы испытывают деформации кручения, изгиба, растяжения и сжатия. В коробках скоростей и подач чаще всего применяются шлицевые валы (рис. 10, б), которые обеспечивают плавное перемещение зубчатых колес и муфт вдоль вала. В целях уменьшения веса и габаритов сильно нагруженные валы станков изготовляются полыми. Кроме того, вал изготовляется полым, когда по условиям конструкции необходимо пропустить через него другой вал или какую-либо другую деталь, т. е. в тех случаях, когда это требуется условиями эксплуатации станка, как, например, шпиндели токарного, фрезерного и других станков. Детали, монтируемые на валу, укрепляют при помощи шпонок (рис. 10, а, в) либо шлицевых соединений, а чтобы зафиксировать вал в осевом направлении, используются уступы самого вала и стопорные кольца. Обычно валы и шпиндели осуществляют только вращательное движение в своих опорах, как, например, ходовые валики, валы коробок скоростей и подач, шпиндели токарных, шлифовальных, фрезерных и других станков. Шпиндели сверлильных, расточных и некоторых других станков, кроме вращательного движения, осуществляют одновременно поступательное движение, а шпиндели хонинговальных станков одновременно осуществляют возвратно-поступательное движение.
Помимо необходимости соблюдения условий прочности к шпинделям и валам предъявляют и другие требования.
1. Шпиндели и валы должны обладать достаточной жесткостью. При несоблюдении этого условия возникает чрезмерный изгиб вала, что приводит к преждевременному износу подшипников, а также нарушает плавность зацепления зубчатых колес, расположенных на валах.
2. Высокая точность шпинделей должна быть строго регламентирована как для шеек под подшипники, так и для мест посадок зубчатых колес. Допуски на неточность движения шпинделей регламентированы ГОСТом.
3. Шпиндели и валы должны обладать высокой износостойкостью. Это относится прежде всего к шейкам шпинделей и валов, которые вращаются в подшипниках скольжения, а также к местам, где осуществляется прямолинейное перемещение шпинделей и валов (шпиндели сверлильных станков, расточных станков и др.) или установленных на них деталей.
4. Шпиндели и валы должны быть виброустойчивы. Это требование предъявляется к шпинделям скоростных станков, особенно предназначенных для выполнения отделочных операций.
Перечисленные требования могут быть удовлетворены только при применении соответствующих материалов, из которых должны быть изготовлены шпиндели и валы. Помимо этого, должны быть соблюдены требования термической обработки, качественного изготовления, сборки и регулировки деталей узлов станка.
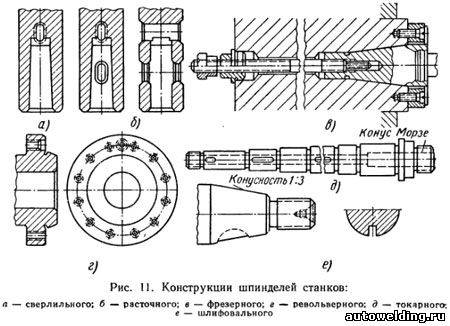
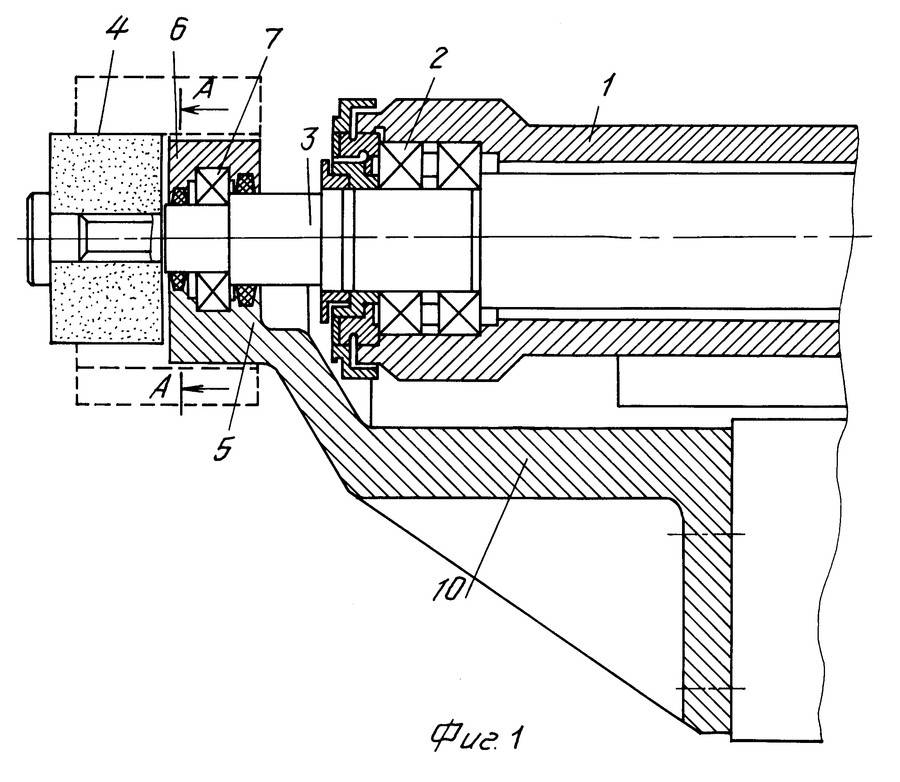
Для возможности закрепления инструмента или приспособления на переднем конце шпинделя формы и размеры последнего стандартизованы. На рис. 11 показаны передние концы шпинделей ряда станков. Для шпинделей, работающих в подшипниках качения, применяют сталь 45 и 40Х с закалкой и отпуском до НВ 230—260, сталь 40Х при твердости НВ 230—260. Для шпинделей, работающих в подшипниках скольжения, применяют сталь 20Х с последующей цементацией (на глубину 0,8—1,0 мм), закалкой и отпуском до HRC 56—62.
Классификация
Технические характеристики, схемы и эксплуатация фрезерного станка 6р12
При разнообразии фрезерных станков и шпинделей к ним проще их классифицировать по техническим характеристикам:
- Фрезерный шпиндель поворотного типа. Часто изготавливается самостоятельно.
- Вертикально-поворотные механизмы.
- Оборудование с двумя шпинделями.
- Механизмы, применяемые при работе с торцевыми частями.
- Вертикально-поворотные конструкции для ручной обработки.
Если говорить о применении шпинделей в домашних условиях, можно выделить граверы. Их часто устанавливают на самодельных фрезеровочных станках. Однако, эти машинки имеют серьёзный недостаток. Из-за слабого крутящего момента, металл обрабатывается с большим трудом. Чаще всего таким оборудованием обрабатывают древесину или пластик.
Бормашинка
Часто эти приспособления сравниваются с граверами. Главное отличие — сохранение крутящего момента независимо от изменения оборотов. Также бормашинки комплектуются патронным зажимом и работают они тише, чем граверы.
Dc мотор
Специальный механизм, который комплектуется ЧПУ. Работает тихо и не создаёт вибраций. Благодаря наличию ЧПУ, появляется возможность изменять мощность при работе. Ключевой недостаток dc мотора — это плохая система охлаждения, и как следствие быстрый перегрев при работе с твёрдыми материалами. Чтобы не повредить металлические заготовки и не вывести двигатель из строя, требуется дополнительное охлаждение.

DC мотор
Прямошлифовальная машина
Часто это оборудование используют в качестве фрезеровочного шпинделя. С его помощью можно обрабатывать как дерево, так и металл. В комплекте отсутствует устройство для регулировки мощности, что снижает функционал прямошлифовальной машины. Также при работе с металлом она издаёт громкие звуки.
Фрезер sparky
Используется в качестве поворотного фрезерного шпинделя. Достоинствами этого оборудования является большая мощность, высокая производительность и возможность регулировать обороты. Также на фрезерах Sparky хорошее охлаждение, которое не позволяет обрабатываемым материалам перегреваться. Используются для работы с деревом и металлом.
Фрезер kress
Отличное соотношение цена/качество. Могут комплектоваться системами ЧПУ. Высокая производительность, возможность регулировать обороты. Возможно работать с различными материалами.
Профессиональный шпиндель
Это механизм, который был разработан специально для фрезерных станков. На нём устанавливается водное охлаждение, что позволяет работать длительное время без риска испортить заготовку. Характерные особенности этого оборудования — высокая точность и надёжность. Тихий при эксплуатации. Главный недостаток — высокая стоимость.
Узел управления скоростями модификации 6Р82
Коробка переключения скоростей этой модели дает возможность выбрать нужный режим без последовательных промежуточных этапов. Рабочая рейка перемещается при помощи предусмотренной рукояти. Валик оси движется после воздействия на него вилки и диска контроллера в осевом направлении. Затем консольно-фрезерный станок 6Р82, устройство и схему которого подробнее рассмотрим далее, функционирует при помощи конической передачи и указателя скоростей. На диске имеются отверстия, которые зацепляются попарно с шестеренкой.
Пружина регулируется посредством пробки-фиксатора, устанавливаемую в режим фиксации путем поворота с нормальным усилием. Ручка управления в режиме включения фиксируется пружиной и шариковым элементом. Кроме того, шип рукоятки входит в зацепление с пазом фланца. Стоит отметить, что зазор конической передачи не должен превышать 0,2 мм. Диск с учетом этого показателя может поворачиваться на величину до 1 миллиметра.
Устройство и характеристики
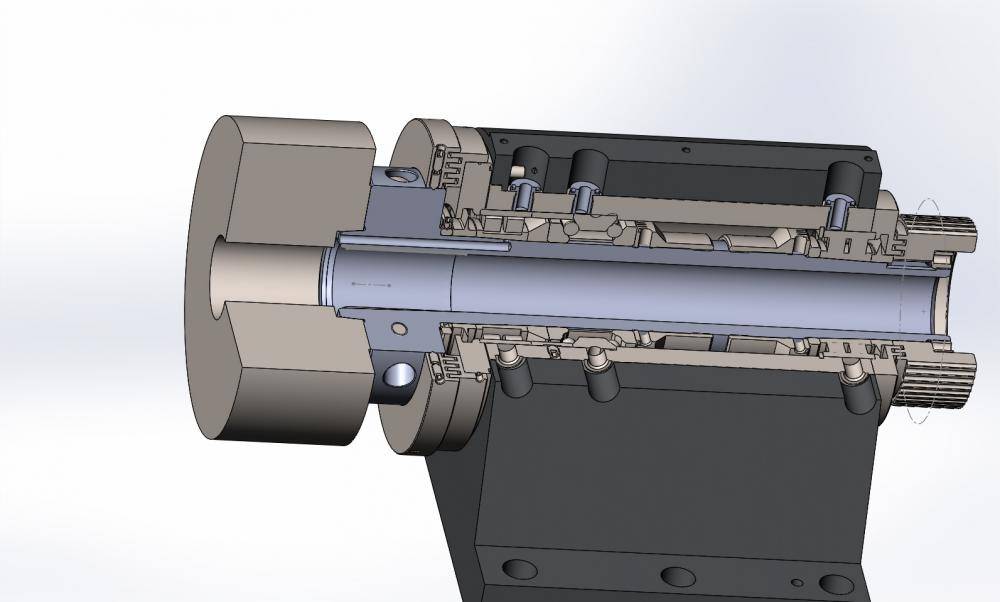
Практически все конструкции шпинделя схожи, однако технические характеристики могут существенно отличаться. Особенностями можно назвать нижеприведенные моменты:
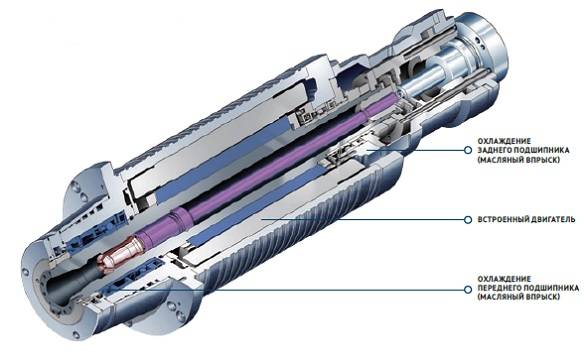
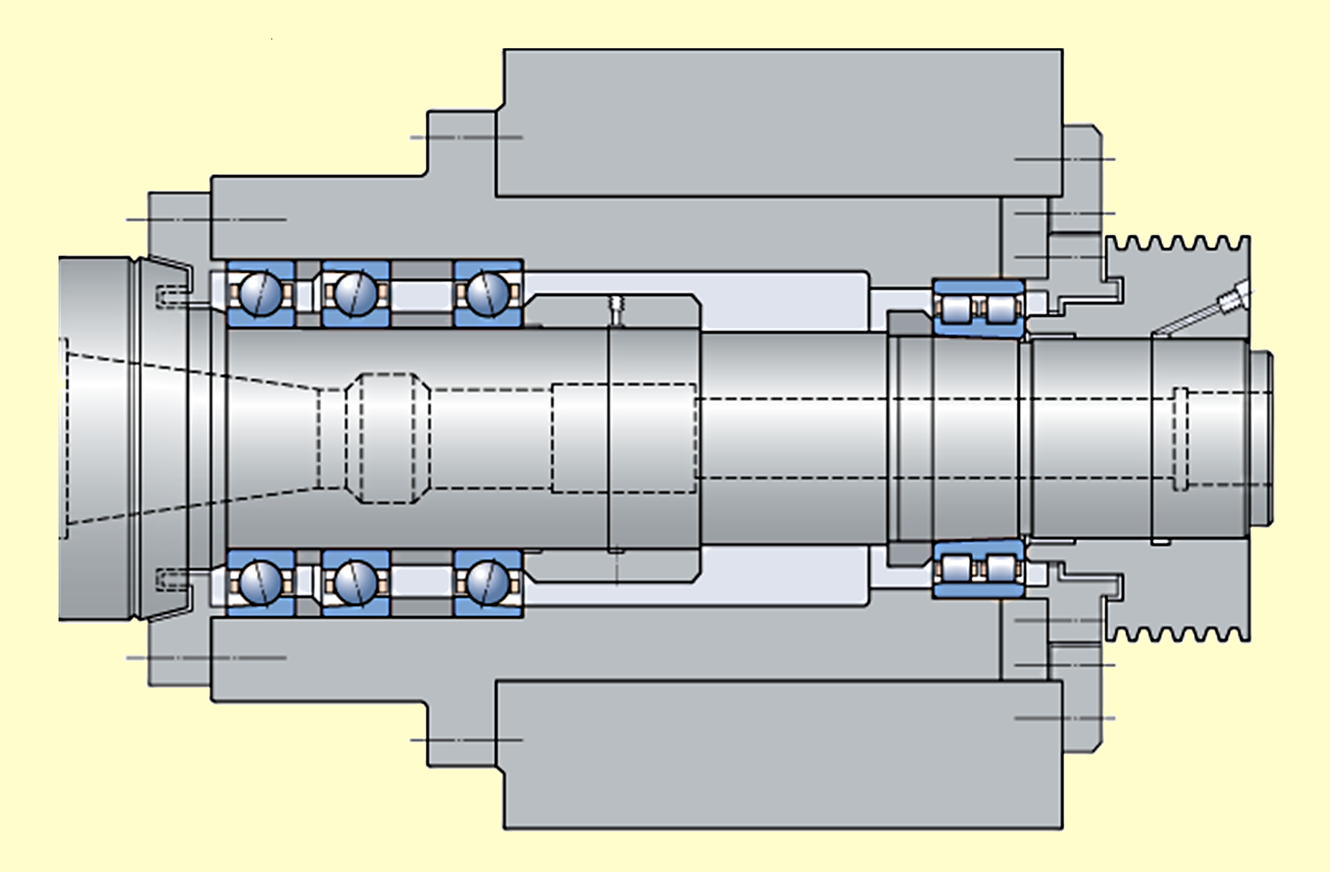
Роторный вал фиксируется в корпусе за счет подшипника качения. При этом могут применяться самые различные варианты исполнения подшипника качения, некоторые характеризуются повышенной устойчивостью к вибрации, другие обходятся намного дешевле. Большая часть оборудования предусматривает подачу смазывающего вещества в зону скольжения. За счет этого существенно повышается ресурс работы, а также снижается степень нагрева всего механизма.
Главное вращательное движение передается от асинхронного двигателя, который также монтируется в корпусе. Подобный механизм питается от электричества, может работать от напряжения 220 В или 380 В. На протяжении длительного периода проводилась установка исключительно трехфазного варианта исполнения, так как он характеризовался большей мощностью и устойчивостью к возникающей нагрузке. Однако через некоторое время появились более современные конструкции моделей на 220 В, которые позволили ставить оборудование в бытовых условиях.
Не стоит забывать о том, что шпинделю передается вращательное движение. При этом оно может передаваться напрямую или через различный привод, каждый характеризуется своими определенным особенностями. Примером можно назвать клиноременную передачу, представленную сочетанием шкивов различного диаметра и ремня с определенным профилем. За счет натяжения ремень может передавать существенное усилие, в случае превышения допустимого показателя ремень начинает проскальзывать и исключается вероятность повреждения основных элементов. для передачи особых свойств проводится установка зубчатых колес, в некоторых случаях есть возможность провести их замену.
На валу находятся зажимы цангового типа. За счет подобной конструкции обеспечивается крепление инструмента с определенным диаметром хвостовика. Стоит учитывать, что не всем инструменты могут быть зафиксированы в подобном устройстве. В случае, когда фиксация проводится по внешней цилиндрической поверхности обеспечить высокую степень надежности практически невозможно. Именно поэтому инструменты изготавливают со специальными хвостовиками, которые исключают вероятность осевого смещения.
Довольно большое количество вариантов исполнения имеет систему охлаждения. Она может быть воздушного или жидкого типа. Стоит учитывать, что только при обеспечении надлежащего охлаждения можно эксплуатировать устройство на протяжении длительного периода.
Сложное устройство шпинделя станков с ЧПУ. Это связано с тем, что подобные фрезерные станки характеризуется повышенной точностью в работе, а также большой сложностью по причине применения блока числового программного управления. Устройство с ЧПУ может быть подвижным и работать в автоматическом режиме, то есть выполнять сжатие детали без участия оператора. Часто встречается гидравлический привод, который характеризуется относительно невысокой стоимостью и возможностью передачи большого усилия
Электрические более точные и характеризуются большой скоростью срабатывания.
Рассматривая характеристики шпинделя следует уделить внимание максимальной и минимальной скорости вращения. Она наиболее актуальна для устройства, которое предназначено для фиксации заготовки.

Стоит учитывать, что стандартный ряд частот вращения во многом зависит не от устройства и где находится шпиндель, а от особенностей механизма привода. Производители фрезерных станков указывают стандартные значения частоты вращения шпинделя или диапазон. Некоторые устройства позволяют проводить плавную регулировку параметров. Также есть шпиндельный привод, который классифицируется по достаточно большому количеству признаков.
Применение шпинделя: для чего он нужен
Для начала отметим, что сфера использования настолько широка, насколько много различного оборудования для металлообработки и обработки дерева, пластика. Если основное назначение детали заключается в том, чтобы держать оснастку, то и, соответственно, применение исходит из особенностей инструментария:
- Каждый электроинструмент, имеющий насадку, не обходится без электрошпинделя в качестве держателя.
- Необходим узел для фрезерных и токарных станков – они, в свою очередь, имеют очень широкое распространение, так как с их помощью можно создать многочисленные изделия.
- Фиксация проката для его обработки – это еще одно назначение.
Но самой главной функцией остается фиксация оснастки. Причем надежность крепления такая высокая, что она позволяет достигать максимальных вращений и предельной осевой нагрузки на вал.
Критерии подбора мини-токарного станка
В надежде на то чтобы мини токарный станок прослужил нам долго и не стал непотребным и ненужным. Следует при покупке знать основные характеристики станка и обращать интерес именно на те, которые нам наиболее важны. В первую очередь, следует определить параметры, которые ценны при функционировании миниатюрного токарного станка:
- Размеры заготовок и диаметры их обтачивания, данные параметры обусловливаются от расстояния до суппорта;
- Виды работы: токарная, накатка деталей, нарезание резьбы, шлифование, сверление, заточка инструментов, фрезерные операции и т.п.;
- Требуемая мощность – от нее зависит производительность оборудования. Для подбора мощности необходимо определиться, с характеристиками, подвергающихся обработке материалов. Как правило мощность мини-станков не превышает 400 Вт. Данной мощности достаточно для выполнения обработки металлических заготовок, изготовленных из мягких сплавов;
- Рабочее напряжение станка. Большинству из мини токарных станков хватает однофазного напряжения 220 В;
- Масса. Вес мини токарного станка находится в пределах от 10-100 кг, в зависимости от конкретной модели. От тяжести оборудования не зависит качество работ! В процессе транспортировки мини токарный станок является наиболее приспособленным и мобильным.
- Диаметр сквозного отверстия шпинделя;
- Скорость вращения вала со шпинделем (об/мин) при наличии возможности ее регулирования. От скорости вращения откровенно зависит скорость выполнения работ. Возможность регулирования скорости вращения является важным параметром и обязательна;
- Цена деления на шкале лимба подачи. Чем меньше величина цены деления, тем более качественно можно настроить перемещение инструмента;
- Расстояние между задней и передней бабкой. От данной характеристики зависит максимальная длина обрабатываемых заготовок;
- Реверс шпинделя. Важным критерием является его наличие;
- Диаметр пиноли бабки. Чем диаметр больше, тем лучше, тем меньше будет вибрировать деталь во время обработки;
- Требуемая точность;
- Габариты станка. Длина*ширина*высота;
- Рабочая зона;
- Цена;
- Крепление станка;
Выбор шпинделя по производителю
Сегодня, рынок сервиса для станочного оборудования переполнен предложениям. Самые популярные среди них — шпиндели из Европы (чаще всего — Италия) и из Китая. Не секрет, что европейское оборудование считается более дорогим, а китайское — наиболее бюджетным и неприхотливым.

Итальянские шпиндели для станков с ЧПУ ничем не отличаются от Китайских шпинделей. В итальянских шпинделях конечно риск нарваться на некачественный товар крайне мал, но если знать проверенных китайский производителей, то никак не отличите их от итальянских. Недостатком итальянских шпинделей считается дорогой сервис. Все детали, чаще всего, бывают оригинальными, поэтому для их замены для последующего ремонта шпинделя, необходимо обращаться к официальному дилерскому центру. Не все имеют в наличии запатентованные детали от итальянских заводов.
В сравнении с итальянскими, китайские шпиндели гораздо дешевле в цене, а их обслуживание не так дорого обходится. Детали к китайским устройствам можно легко найти на рынках станочного оборудования. Алгоритмы ремонта давно изучены и поставлены на поток. Китайские шпиндели демонстрируют высокую производительность. Такое устройство в распоряжении умелого оператора станка, может демонстрировать впечатляющие производственные показатели и высокую точность работ. Компания WATTSAN протестировала десятки Китайских шпинделей и нашла те, которые обладают непредзайденной надежностью и техническими характеристиками и может гарантировать в станках непревзайденное качество шпинделей.
Стоимость ремонта.
Стоимость ремонта шпинделя зависит от производителя мощности и вида неисправности. Сравнительно мелкий ремонт (перемотка обмоток двигателя, замена датчиков шпинделя, ремонт зажима/разжима) колеблется от 20 до 60 тысяч рублей. Комплексный ремонт может колебаться от 150 до 300 тысяч рублей. Как правило, целесообразный ремонт выходит в 1/3 стоимости шпинделя. В некоторых ситуациях выгоднее купить новый шпиндель. При самостоятельном ремонте можно сэкономить и купить, например комплект подшипников, но большой выгоды не получится, кроме того нужно обладать специальными навыками и опытом точной установки и балансировки.
Заключение.
Если у Вас крупное предприятие и имеется высококвалифицированный персонал с опытом ремонта шпинделей, а также соответствующей мастерской и необходимым для ремонта оборудованием, то имеет смысл заниматься самостоятельным ремонтом. Выгода тут скорее в сроках простоя станка, самостоятельный ремонт его ускорит. В ином случае лучше обращаться в сервисный центр или по гарантии производителя к поставщику станка (шпинделя).





