

Основные виды шлифования металлических поверхностей
Для процесса шлифовки применяются самые разнообразные технологии, и в этой статье мы рассмотрим наиболее распространенные из них. Поговорим:
- о круглом шлифовании металла;
- об изменении шероховатости внутренних поверхностей;
- о зубошлифовании;
- о сути бесцентровой технологии;
- о шлифовании плоских поверхностей.
Также технологии классифицируют в зависимости от типа материала, который используется при шлифовании металлической поверхности. На сегодняшний день процесс значительно упростился за счет применения специальных станков, к примеру, с ЧПУ. Их использование значительно снижает трудовые затраты и максимально повышает качество конечного продукта.
Круглое наружное шлифование.
Для использования данной технологии необходимо наличие специального оборудования. Выделяют следующие особенности этого вида шлифовки:
- Обработка детали производится вращающимся на большой скорости абразивным кругом.
- Для максимального повышения эффективности процесса шлифования одновременно с кругом вращается в обратном направлении сама заготовка.
- Чтобы изменить глубину врезания инструмента и обеспечить возможность обработки детали по всей длине, подача может осуществляться как продольная, так и поперечная.
В связи с тем, что на момент вращения обрабатывается вся поверхность металлической заготовки, что обеспечивает необходимую равномерность, этот метод нередко применяется для обработки деталей цилиндрической формы.

Внутреннее шлифование.
Если необходимо обработать цилиндрическую заготовку изнутри, то применяется именно эта технология. От предыдущего метода она отличается тем, что абразивный круг шлифует деталь с внутренней стороны цилиндра.
Особенностями этой технологии является:
- получение инструментом и заготовкой поперечной и продольной подачи;
- то, что в основном вращается абразивный круг.
Для максимальной эффективности обработки в зону шлифования подается охлаждающая жидкость.
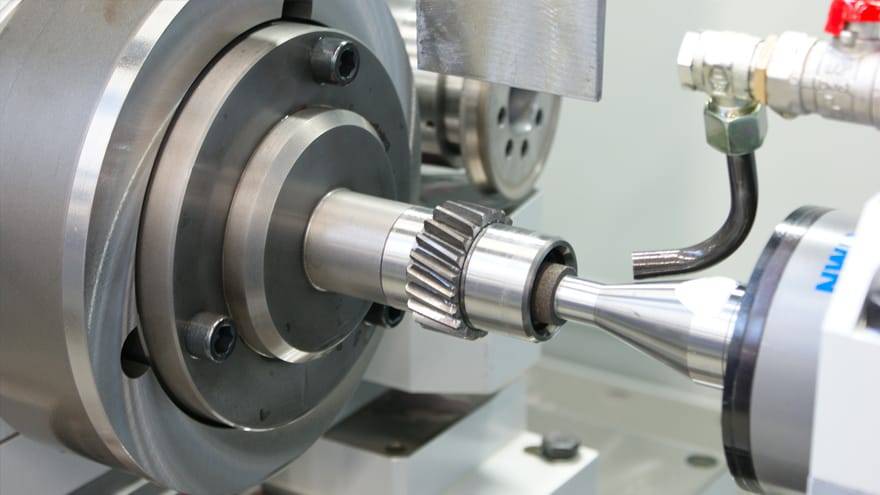
Зубошлифование.
Этот метод используется для шлифования зубчатых колес, которые являются составными частями самых разных механизмов. В связи со сложной формой обрабатываемой поверхности в этом случае необходимо специальное шлифовальное оборудование.
При использовании данного способа шлифования:
- обрабатывается профиль зубчатого венца;
- круг меняют под размер эвольвенты зуба;
- необходимы специальные станки.
Так как в подавляющем большинстве случаев зубцы подвергаются закалке, процесс шлифовки значительно усложняется.
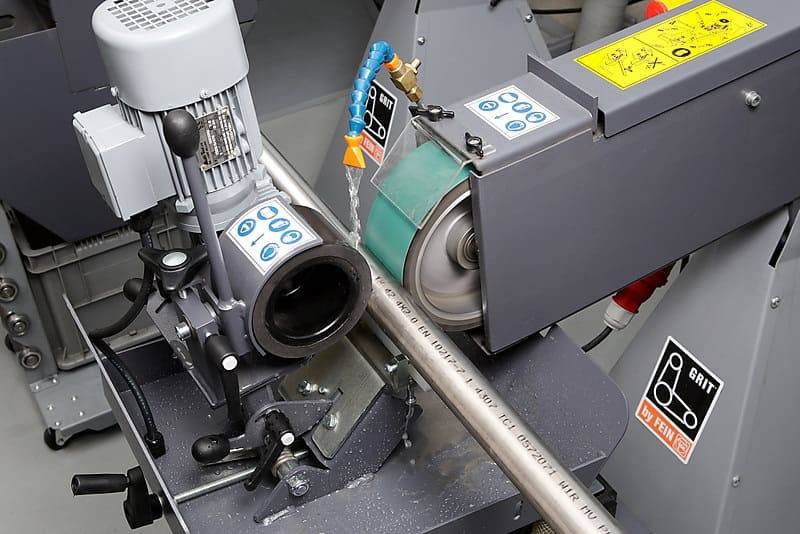
Бесцентровое шлифование.
При таком шлифовании заготовка не закрепляется в центрах. Особенность этой технологии заключается в том, что деталь обрабатывается посредством двух вращающихся шлифовальных кругов, между которыми она и помещается. Для того чтобы заготовка из-за смещения не провалилась или ее не заклинило, в центре находится нож из нержавеющей стали.
Такое оборудование, за счет применения сразу двух абразивных кругов, намного ускоряет процесс шлифовки. В продаже вы найдете огромное количество станков, в основе работы которых лежит принцип бесцентрового шлифования.

Шлифование плоских поверхностей.
Такой обработке чаще всего подвергаются плоские корпусные детали, сделанные из различных металлов. Особенности такой шлифовки:
- Деталь кладут на специальный стол, за счет него и обеспечивается надежное магнитное или механическое крепление.
- Абразивный круг осуществляет основное вращение, а деталь или инструмент – возвратно-поступательное.
Подобрав круг с подходящим профилем, можно обработать детали наиболее сложных форм. Чтобы избежать перегрева и коробления при шлифовании металлических поверхностей в место контакта заготовки и инструмента следует подавать охлаждающую жидкость.

Чем и как можно шлифовать
Цель шлифовки дерева — максимально оперативно и эффективно удалить дефекты, не оставив при этом заметных глубоких царапин. Для этого можно воспользоваться специальными инструментами — сейчас их цена не слишком велика.

В свободной продаже можно встретить несколько разновидностей шлифовальных машин:
- ленточные;
- осцилляционные;
- болгарки (УШМ);
- плоскошлифовальные;
- орбитальные.

На болгарку можно устанавливать не только абразивные круги, но и щетки. Так, для шлифовки дерева активно применяют нейлоновые щетки. Они позволяют сделать поверхность не только гладкой, но и выделить фактуру дерева, выбирая более мягкие волокна. Такой процесс называется брашированием.

Для больших поверхностей из дерева и материалов на его основе (шпон, ДСП, ДВП, фанера) лучше всего подходят ленточные и плоскошлифовальные аппараты.

Декоративные изделия, мебель, игрушки, рамки многие по-прежнему предпочитают шлифовать вручную, и это не такой уж плохой способ — он позволяет эффективно и без лишних трат добиться идеально гладкой поверхности. По крайней мере, при работе своими руками не нужно будет думать над тем, где взять шлифмашинку (попросить у соседа, приобрести в магазине, взять напрокат, оставив залог).
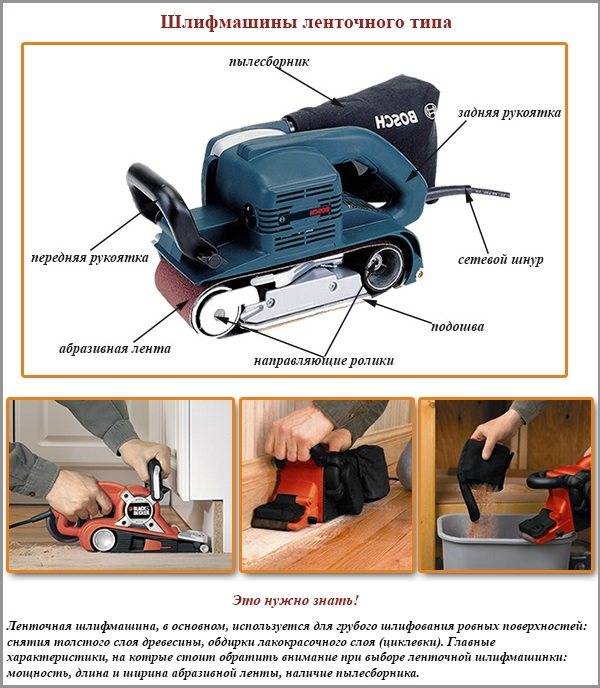
Машинка ленточного типа
Ленточные аппараты именуются так из-за того, что наждачная бумага здесь выполнена в формате ленты и она непрерывно движется благодаря роликам. Эта машинка предназначена для промежуточного и чернового шлифования. Но чтобы добиться идеальной гладкости и идеальной чистовой отделки (особенно это актуально для тех, кто занимается изготовлением мебели), придётся дополнительно воспользоваться другим шлифовальным оборудованием.
На ленточную шлифмашинку можно установить разные типы наждачной бумаги. И, например, при вставке наждачной бумаги с мелким зерном вполне можно добиться нормального для столярных изделий, идущих под окрашивание, результата. А, скажем, для устранения длинных царапин придётся осуществлять ступенчатую шлифовку, несколько раз изменяя зернистость.

Ленточная шлифовальная машинка имеет великолепную производительность. Но при этом следует признать, что лента на ней стоит таким образом, что не все точки и выемки поверхности доски можно надлежащим образом обработать.
Даже при значительной ширине ленты шлифует она преимущественно своим центром. Части ленты позади и спереди не применяются для этого. Они находятся в чуть-чуть приподнятом положении, и их главная функция — осуществлять подачу на движущие роликовые механизмы.
Другой очевидный недостаток ленточного оборудования — солидная масса, выполнять какие-либо действия такими машинками на весу, обрабатывая вертикальные изделия, довольно трудно.
Есть у ленточных аппаратов для шлифовки дерева и такой минус, как высокая шумность — работать без берушей или наушников будет не слишком комфортно. И ещё один важный момент: если в процессе работы надолго оставить машинку на одном месте, появится достаточно заметная ямка.









Плоскошлифовальная машина
Даже шлифовка больших деревянных изделий с помощью плоскошлифовальной машинки происходит довольно быстро. Ключевой орган аппарата — плоская, довольно крупная плита (подошва), к которой прикрепляется нужный абразив. Такая конструкция славится почти полным отсутствием мёртвых зон (то есть зон, которые нельзя достать машинкой и сносно обработать) — любые углы сравнительно легко шлифуются.

Востребованность плоских шлифмашин среди мастеров по дереву обуславливается их умеренной ценой и доступностью оснастки
При выборе такой машинки стоит обратить внимание на такие параметры, как мощность мотора (обычно речь идёт о показателях в диапазоне от 150 до 300 Ватт), вес, амплитуда и частота хода подошвы
Вручную
Шлифовка дерева вручную, конечно, требует больших трудозатрат и физических усилий. Но такой способ шлифовки априори менее агрессивен и позволяет всецело контролировать процесс. Даже в труднодоступных местах — в углах и на сложных криволинейных изгибах — можно получить при выборе ручного метода шлифовку достойного качества.
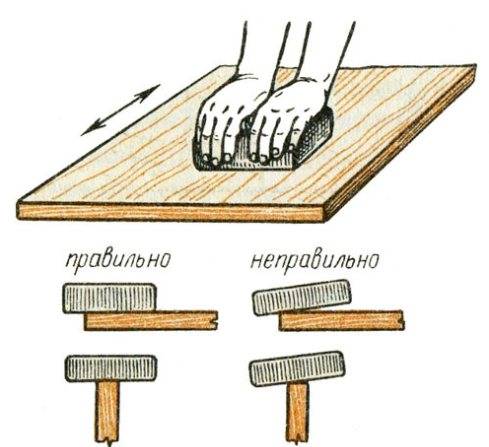
При так называемой межслойной шлифовке отделочных покрытий работа вручную вообще не имеет альтернатив — только она позволяет исключить риск порчи уже нанесённой отделки. Ручная обработка (если сравнивать с шлифмашинками) позволяет получить наиболее ровную и гладкую поверхность, хотя времени на нее уходит в разы больше.
Круглое наружное шлифование
Круглое наружное шлифование подходит для обработки цилиндрических и конических деталей, которые могут быть гладкими или ступенчатыми. Обрабатываемая заготовка ставится в центрах.
Достичь продольной подачи можно при помощи стола, делая возвратно-поступательное движение. Поперечная подача возможна по окончании каждого или двойного хода стола. Абразивный круг необходимо подбирать, исходя из типа и состояния материала обрабатываемой поверхности, а размеры – исходя из формы.
При продольной подаче припуск снимается за несколько проходов при минимальной глубине резания. При глубинной работе припуск снимается за один проход с глубиной резания до 0,4 мм максимум и продольной подачей до 6 мм/об.
Основной срез металла осуществляется передней частью круга. Остальной участок инструмента обеспечивает чистовую обработку. При снятии больших припусков часть круга заправляют ступеньками. Производительность при глубинном шлифовании выше метода с продольной подачей на 30%, однако точность работы при этом ниже.
Для повышения точности рекомендуется после съема припуска сделать несколько шагов с продольной подачей для зачистки поверхности. Глубинное шлифование подходит для обработки жестких деталей.
Врезное шлифование позволяет обработать поверхность по всей ее длине. Такой способ может применяться, когда ширина шлифуемой поверхности не превышает 200 мм.
Шлифование с поперечной подачей – довольно производительный способ. Здесь зерно абразива срезает свежий слой металла, а обработка происходит при наиболее коротком пути перемещения круга. Помимо шлифования цилиндрических и конических поверхностей мастер может взять в работу и фасонные поверхности.
Комбинированное шлифование – это работа с поперечной и продольной подачами, можно обработать жесткие заготовки большой длины.
Наружное круглое шлифование может быть обдирочное, точное и тонкое.
Обдирочное шлифование производится с большими припусками – от 3 до 5 мм, может использоваться для предварительной обработки лезвийным инструментом.
Популярным является точное шлифование, с помощью которого можно достичь точности обработки 2-3 класса. Снимаемый припуск определяется в зависимости от диаметра детали и состояния поверхности (до 0,5 мм).
Тонким шлифованием легко добиться 1-2 класса точности. Производится оно мелкозернистым кругом при скорости свыше 40 м/с, скорости вращения детали до 10 м/мин и глубине врезания до 50 мкм.
Круглое наружное шлифование применяется в основном для окончательной и чистовой обработки деталей на универсальных и специальных круглошлифовальных станках. Таким способом можно шлифовать одну заготовку или работать в условиях серийного и массового производства.
Операции круглого наружного шлифования легче поддаются автоматизации.
Шлифование плоских поверхностей
Плоское шлифование – это одна из самых простых технологий, так как она осуществляется только за счет движения абразивных насадок, без вращения других элементов. Данный способ используется для изготовления прессов и других плоских изделий. Проводимая технология имеет свои особенности:
- металлическая заготовка размещается на специальном столе и надежно крепится на нем механически или при помощи магнита;
- заготовка крепится на электромагнитном столе либо при помощи станочных приспособлений;
- основное движение берут на себя абразивные насадки.
За счет данной технологии можно провести шлифование самых сложных форм. В процессе работы для повышения эффективности можно залить охлаждающую жидкость в место контакта инструмента и металлического изделия.
Характеристика и маркировка абразивного инструмента
В большинстве случаев при шлифовании металла применяется абразивный инструмент. Он представлен сочетанием большого количества зерен, которые связаны между собой специальной смазкой. Круг характеризуется следующими свойствами:
- Формой. Рабочая часть может изменяться в зависимости от того, какого рода поверхность будет обрабатываться.
- Размеры. Абразивный круг выбирается также по размерам в зависимости от габаритов обрабатываемой поверхности.
- Тип применяемого материала при изготовлении. Крошка может быть изготавливаться из крошки различной твердости. Большей устойчивостью к истиранию характеризуется алмазная крошка.
- Размер зерна. Для чистового шлифования металла выбирается круг с наименьшим размером зерна. Однако, с уменьшением зернистости увеличивается требуемое время для завершения обработки.
- Твердость поверхности. Этот параметр один из основных, указывается при маркировке.
- Размер посадочного отверстия. Он учитывается при подборе круга под характеристики станка.
Маркировка круга применяется для того, чтобы указать тип используемого материала при изготовлении. Электрокорунд – корунд искусственного происхождения на основе оксида алюминия. В продажу поступает несколько разновидностей круга:
- Нормальные 14А и 15А, 16А.
- Белый 22А, 23А и 24А.
- Хромистые 32А и 33А.
- Сферокорунд ЭС.
Могут применяться и карбид кремния. В продажу поступают два типа марок: черный и зеленый. Карбид бора маркируется буквами КБ. В последнее время наиболее востребованы варианты исполнения из синтетического алмаза, маркируются они АСР и АСО, АРВ и АРК.

1 Абразивы и шлифование – что нужно знать?
Сам термин “шлифование”, по мнению некоторых знатоков истории, пришел в русский язык из польского. По сути же данный вид обработки является ничем иным, как резанием, только срезается материал абразивными кругами. Последние представляют из себя пористые тела, структура которых состоит из огромной массы мелких минеральных образований – зерен. Между собой зерна соединены так называемой связкой. При взаимодействии с поверхностью металла абразивный круг острыми гранями отдельных зерен снимает тонкий слой и за счет равномерного воздействия оставляет после себя гладкую и ровную поверхность.

Следует учитывать особенности шлифования и закономерности. Первая особенность – высокая скорость снятия стружки. При стандартной обработке шлифкругами скорость вращения круга достигает почти 2000 метров за минуту, при скоростной – все 3000 метров. При токарной обработке скорость ниже раз в 30. Зерна взаимодействуют с поверхностью со скоростью 0,0001 секунды или даже 0,00005!
На поверхности шлифовального круга множество зерен, которые размещены беспорядочно и имеют разную форму режущей кромки. Именно поэтому при взаимодействии стружка получается такой измельченной. На работу шлифовального станка уходит в пять раз больше электроэнергии, чем при работе фрезеровочного агрегата и в 10 раз больше, чем при обработке детали на токарном станке.
Важно помнить, что из-за произвольной формы зерен, их большого количества и сильного размельчения стружки в месте взаимодействия поверхности и шлифовочного круга возникает много тепловой энергии. Деталь может существенно нагреваться, например, шлифование металла сопровождает нагревом до 1000 °С в местах контакта. При такой температуре свойства металла могут существенно измениться, например, сталь может стать более хрупкой
Поэтому важно предусмотреть возможности охлаждения металла и самого круга, а также правильно рассчитать припуск на шлифование.

Классификация
Процесс шлифования металла достаточно разнообразен и может осуществляться вручную или выполняться при помощи сложных механических агрегатов.
Особенности ручного процесса
Ручная шлифовка, чаще всего, используется для обработки углов, кромок, изгибов – тех частей, что требуют «особого» подхода. При обработке данным способом шлифовальщик осуществляет 100% контроль над процессом, но для достижения необходимого результата ему потребуется приложить достаточно усилий.
Кроме того, качество ручной обработки напрямую зависит от соблюдения некоторых тонкостей в работе:
- для шлифовки сначала используют крупнозернистые абразивы, а затем материалы с меньшим зерном;
- для каждой поверхности применяют определенный вид абразивного материала;
- при сухом методе обработки часто чистят абразив, а при мокрой шлифовке – постоянно протирают рабочую поверхность.
Чаще всего, шлифование стали и других металлов вручную используют при подготовке поверхности к окрашиванию. Особенно если речь идет о покрытии изделия вторым слоем лакокрасочного состава.









Механическое шлифование
Процесс данной технологии практически не отличается от ручной работы, но выполняется при помощи специальных механизмов. Это позволяет повысить производительность процесса и ускорить его.
Данный вариант шлифовальной обработки актуален при работе с большим количеством металлических изделий, либо с объемными объектами.
Описание операции, ее предназначение
Указанная технология — способ физического воздействия на сталь посредством абразивных материалов. Специальные диски или пасты имеют в составе абразивы с разной фракцией — от мельчайшей до крупной. С их помощью производится механическое снятие верхнего стального покрова, обеспечивается необходимая шероховатость. Наиболее часто процесс используется после термообработки сплава, например, литья или ковки, закалки. Одна из задач — уменьшить размер на крайне малое значение, измеряемое в мкм. Иногда вслед за шлифовкой требуется полировка, чтобы добиться гладкости и блеска, но при изготовлении функциональных деталей, которые должны иметь определенную шероховатость, это финишная обработка. Задачи шлифовальной работы:
- снятие поверхностного слоя, доведение до нужных параметров — особенно актуально при металлообработке маленьких деталей;
- удаление неровностей — выпуклостей, трещин, окалин, царапин, остатков шлаков;
- доведение до высокой эстетичности;
- минимизация силы трения — для подвижных механизмов, к примеру, шестерен, подшипников.
Классификация
Процесс шлифования металла достаточно разнообразен и может осуществляться вручную или выполняться при помощи сложных механических агрегатов.
Особенности ручного процесса
Ручная шлифовка, чаще всего, используется для обработки углов, кромок, изгибов – тех частей, что требуют «особого» подхода. При обработке данным способом шлифовальщик осуществляет 100% контроль над процессом, но для достижения необходимого результата ему потребуется приложить достаточно усилий.
Кроме того, качество ручной обработки напрямую зависит от соблюдения некоторых тонкостей в работе:
- для шлифовки сначала используют крупнозернистые абразивы, а затем материалы с меньшим зерном;
- для каждой поверхности применяют определенный вид абразивного материала;
- при сухом методе обработки часто чистят абразив, а при мокрой шлифовке – постоянно протирают рабочую поверхность.
Чаще всего, шлифование стали и других металлов вручную используют при подготовке поверхности к окрашиванию. Особенно если речь идет о покрытии изделия вторым слоем лакокрасочного состава.
Механическое шлифование
Процесс данной технологии практически не отличается от ручной работы, но выполняется при помощи специальных механизмов. Это позволяет повысить производительность процесса и ускорить его.
Данный вариант шлифовальной обработки актуален при работе с большим количеством металлических изделий, либо с объемными объектами.
Основные виды шлифования
Шлифование металла производится различными методами. Технологии различаются между собой способом вращения (круга или заготовки), скоростью движения, а также стороной, которой работает шлифовщик (торцом, плоскостью) и другими факторами. Основные виды шлифования:
- круглое;
- шлифование внутренних поверхностей;
- зубошлифование;
- бесцентровое;
- плоское.
Методы шлифования также подразделяются по типу материала, используемого при обработке. Для перевода процесса в автоматический режим применяют специальные станки или встроенный блок ЧПУ, который снижает трудовые затраты и обеспечивает высокое качество изделий.
Обработка деталей перед шлифовкой металлических изделий
Сперва производятся прочие операции по разрезанию стали, а также по преданию ей формы. Это может быть литье, штамповка, резание, фрезерование и пр. некоторые элементы проходят дополнительную термообработку для придания прочности — закалку, ковку, обжиг. Затем заготовку следует очистить от стружки, грубых окалин и наплавов, например, после сваривания. Если на поверхности остались масляные пятна или прочие загрязнения, их следует убрать. В обратном случае срез будет неровным, останутся бугры, а сам шлиф металла (отполированная плоскость) останется с повышенной шероховатостью.
Метод травления
Травление является достаточно распространенным методом обработки изделий из нержавеющих сталей. Такую технологическую операцию, которая позволяет удалить с поверхности изделия из нержавеющей стали различные дефекты, используют для устранения следов сварки, после выполнения термической обработки, а также обработки деталей методами пластической деформации. Кроме того, травление позволяет удалить с нержавейки цвета побежалости, а также обновляет на ней пассивный слой, защищающий металл от последствий воздействия повышенной температуры.
Для выполнения травления в производственных условиях применяются водные растворы кислот или расплавленные щелочные среды. При использовании кислотных сред травление выполняется в два этапа, первый из которых предполагает обработку нержавеющей стали сернокислым раствором, а второй – раствором на основе азотной кислоты. Чтобы выполнить щелочное травление, изделие из нержавейки помещают в расплав каустической соды, которая, не изменяя структуру стали, эффективно разрушает оксидную пленку, сформировавшуюся на ее поверхности.

Вернуть нержавеющей поверхности металлический блеск и восстановить потерю хрома после сварки можно с помощью травильной пасты
В домашних условиях травление выполняют при помощи специальных паст, имеющих желеобразную консистенцию
Используя такие пасты, следует иметь в виду, что в их состав, кроме плавиковой и азотной, входит соляная кислота, а также хлориды, представляющие опасность для здоровья человека, поэтому обращаться с ними следует крайне осторожно
Пасту для травления нержавейки следует наносить только на тщательно очищенную и обезжиренную деталь, для чего ее промывают теплой водой и обрабатывают любым доступным моющим средством. После непродолжительной выдержки (от 10 до 60 минут) травильная паста смывается, для чего также используют обычную проточную воду. Наносят пасты для травления нержавейки кислотостойкими кистями и специальными пластиковыми лопатками.

Большие площади нержавеющих поверхностей обрабатывают травильными спреями с помощью струйного напыления
Такая паста обеспечивает надежную защиту нержавейки от негативного влияния температурных воздействий, а также нивелирует все поверхностные дефекты сварных соединений. Что удобно, эту пасту, которая эффективно обрабатывает стальное изделие всего за 10 минут, можно использовать для травления и вертикально расположенных поверхностей.
Смазочно-охлаждающие жидкости
Чтобы в процессе резания устранить образовавшуюся теплоту, снизить силу трения и удалить отходы, получившиеся от шлифовки, используют охлаждение разными смазочно-охлаждающими жидкостями (СОЖ). Их применение в технологической операции зависит от состава и свойств СОЖ, из чего делятся на:
- эмульсию;
- масло.
Эмульсия – это жидкость, имеющая в составе микроскопические частицы другой смазочно-охлаждающей смеси. Она изготавливается на основе воды с добавлением небольшого количества присадок, которые обеспечивают смазывающий эффект.
СОЖ смывает образовавшуюся пыль с шлифовального круга и обрабатываемой поверхности, при этом улучшая качество обработки. Охлаждающая жидкость не должна иметь в составе ядовитых примесей, которые способны вызвать раздражения на коже или кожные заболевания у рабочих. Также она не должна содержать вещества, которые могут разъедать металлические заготовки или краску станка. Количество необходимой жидкости зависит от площади поверхности соприкосновений детали и шлифкруга и твердости заготовки. Если эти показатели равняются большому значению, то СОЖ должна подаваться в станок в равной степени.
Охлаждающая жидкость подается на всю высоту абразива. Ее количество зависит от параметров шлифовального круга: на каждые 10мм материала расходуется 5-8л эмульсии.
Использование в производстве СОЖ обеспечивает длительную эксплуатацию абразивных кругов и механизированных шлифовальных машин, снижение шероховатости обрабатываемой поверхности и повышение производительности.
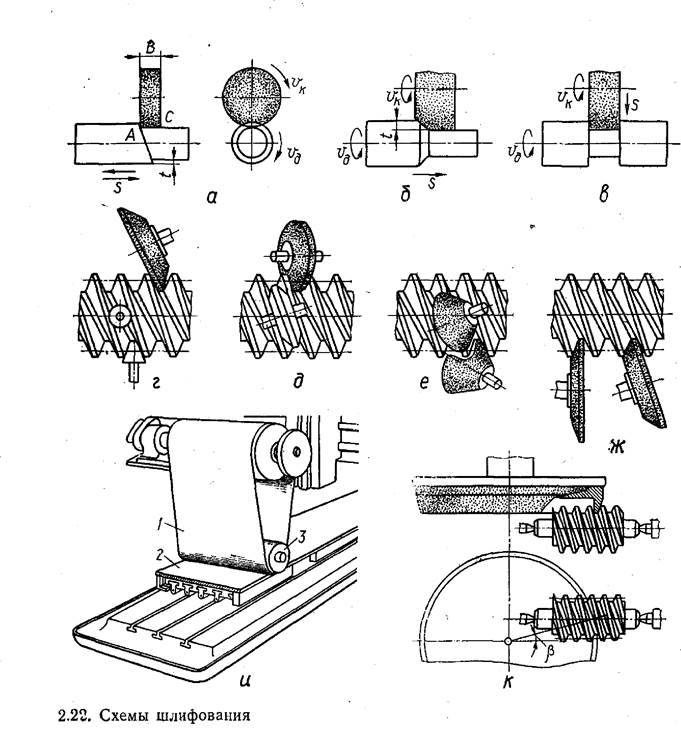
Методы шлифования
Методы шлифования выбираются в зависимости от уровня сложности обрабатываемых поверхностей. К простым — принадлежат внутренние и наружные плоскости цилиндрической формы. К сложным поверхностям стоит относить плоскости с винтовой и эвольвентной формой. На производствах, связанных с машиностроением, часто используют несколько видов шлифовальной обработки, а именно:
- круглая наружная шлифовка;
- круглая внутренняя шлифовка;
- плоское шлифование деталей.
Круглая наружная шлифовка
Операция используется для обработки наружных поверхностей простых и сложных форм путем вращения детали в центрах или патроне. Существует несколько подвидов этой технологии, которые отличаются способом подачи и абразивными режущими инструментами.
Шлифование деталей с продольной подачей
Процесс представляет собой комбинацию действий, ход которых происходит за счет вращения шлифовального круга, вращения заготовки вокруг своей оси и повторно-поступательного прямолинейного движения детали/абразива вдоль оси обрабатываемой заготовки. Конец каждого двойного хода сопровождается подачей на глубину шлифовки.
Шлифование врезанием
Для применения операции используется абразивный круг, имеющий высоту больше или равную обрабатываемой заготовке. Потребность в подаче на глубину исключается, та как за один ход происходит шлифование.
Бесцентровое шлифование
Операция предусматривает фиксацию детали на опорном стержне между рабочим и подающим абразивом. Обработка осуществляется путем вращения обеих кругов и продольной/круговой подачи заготовки. Подающий инструмент задает ход детали, чтобы она вращалась и производила продольное движение. Известным примером бесцентровой операции является шлифование валов.
Круглая внутренняя обработка шлифованием
Процесс представляет собой обработку внутренних поверхностей конической, цилиндрической или фасонной формы, исходящих от прямой образующей. По принципу работы похож на технологию круглой наружной шлифовки. Имеет также несколько подвидов:
- обработка с продольной подачей;
- бесцентровое шлифование врезанием;
- бесцентровая шлифовка с продольной подачей;
- шлифование врезанием.
Представляет собой тип обработки, который проводится и периферией абразива, и его торцом. Технология предусматривает следующие действия: движение резания, подача обрабатываемой заготовки, поперечная подача на глубину шлифования и прямолинейный ход детали. Операция происходит за счет плоскошлифовального станка, который оснащен столом, способным осуществлять вращательное и возвратно-поступательное действие. Эта конструктивная особенность позволяет обеспечить подачу детали с прямолинейным и вращательным движением.
Суть и особенности процесса шлифования металла
Сперва определим, какой материал подвергается процедуре. Это сталь и другие сплавы, обладающие неровностями на поверхности
Важно отметить, что при наличии глубоких трещин операция нецелесообразна и не приведет к необходимому результату
Основа способа – воздействие абразивных веществ на металлическую поверхность. В ходе трения снимается мелкая стружка, которая выглядит как пыль.










Инструмент (круг) с добавлением абразива отличается пористой структурой, вся его верхняя, а иногда торцовая, части покрыты материалами с зернистой структурой, отличающимися твердостью. При высокоскоростном вращении они взаимодействуют со сталью, снимая небольшой слой. Его размер зависит от фракции, то есть от зернистости.
В ходе процедуры необходимо учитывать нюансы:
- Чем выше скорость резания, тем четче срез – это единое правило для всех станков. Целью которой является отделение части заготовки, даже если это тонкая поверхностная пленка.
- На рабочем месте все же появляется стружка, поэтому если нет функции стружкоотведения, необходимо периодически прерываться, чтобы очистить изделие.
- В процессе работы необходимо передвигать инструмент в разных направлениях, делать вращательные движения. Это позволит предотвратить появления однонаправленных и ярко выраженных царапин.
- В связи с высокой силой трения, в рабочей зоне поднимается температура. Использование специальных смесей способствует лучшему терморегулированию, в сравнении с сухой шлифовкой металла.
Обращаем также ваше внимание на то, что в зависимости от формы детали обработка подразделяется на простую и сложную. Теперь переходим к описанию разновидностей и способов
Обработка деталей перед шлифовкой
Полирование металлической поверхности можно начинать только после проведения подготовки. В первую очередь деталь очищается от ржавчины, окалин, капель, оставшихся после сварки. Для этого можно использовать металлические щетки. После этого исправляются грубые сколы, вмятины и бугры. После грубой обработки металла проходит процесс фрезеровки. С заготовки механическим способом снимается слой металла.
Когда обработка на промышленном оборудовании закончена, требуется провести закалку металла. Благодаря отжигу повышается прочность детали. Часто проводится обогащение металла различными химическими веществами, которые улучшают его характеристики.
Перед шлифовкой требуется проверить деталь на наличие визуальных изъянов, осмотреть её на наличие неровностей.
Характеристики и маркировка абразивного инструмента
Для шлифовки металлических заготовок применяются абразивные инструменты. Они представляют собой зернистый порошок, который связан с помощью клеящей массы. Шлифовальные круги могут отличаться по следующим характеристикам:
- Форма и размер. Форма абразивного инструмента выбирается в зависимости от того, насколько сложную заготовку нужно обработать. Размер же выбирается в зависимости от размера детали. Чем она больше, тем больше требуется выбрать абразивный инструмент, чтобы более эффективно провести работу.
- Зернистость. Фракция абразивного материала будет зависеть от требуемой обработки поверхности. Если нужно снять старый слой металла, используются диски с большими зернами. Если необходимо довести поверхность детали до готового состояния, используется мелкая фракция.
- Твердость зёрен. При покупке круга или брусков этот параметр указывается на упаковке.
- Размер посадочного отверстия. Оно должно соответствовать диаметру рабочей части станка.
- Тип материала, который используется при изготовлении абразивных инструментов. Лучшим из них является алмазная крошка, с помощью которой можно обрабатывать детали из любых материалов.
Чтобы правильно выбрать абразивный круг, требуется знать маркировку. С её помощью обозначается используемый при изготовлении материал:
- сферокорунд ЭС;
- белый 22А, 23А и 24А;
- нормальные 14А и 15А, 16А;
- хромистые 32А и 33А.
Сейчас на мировом рынке стал популярен синтетический алмаз, который может маркироваться — APK, ACP, APB.
Абразивные инструменты изготавливают согласно техническим ГОСТам и установленным стандартам. Токарные станки, фрезерное и шлифовальное оборудование считаются одни целым при металлообработке.
Шлифовка металла считается заключительным вариантом при обработке деталей или плоских поверхностей. Чтобы получить готовую заготовку после финишной обработки, главное — правильно выбирать абразивные инструменты.
Полировка
После шлифования, например, камня, металла (особенно нержавеющей стали) некоторые изделия необходимо привести к товарному виду, то есть довести до зеркального блеска. С помощью УШМ это можно сделать, применяя в качестве насадок круги из войлока, губок, поролона, меха, микрофибры и других подобных материалов (которых существует великое множество). Работают такие полировальные насадки совместно с наносимыми на поверхность обрабатываемой заготовки или непосредственно на круг полировальными пастами.
УШМ (болгарка) BOSCH GWS 13-125 CIE подходит для полировки. Фото 220Вольт
Полировальная паста (жидкая или твердая) – это многокомпонентная смесь, в основе которой находится абразивный материал и связующее вещество. Для такого тонкого процесса как полировка не следует применять (за редким исключением) высокую скорость вращения рабочей насадки, на малых оборотах оператор имеет значительно больше шансов не совершить ошибку. Поэтому для данного вида обработки применение болгарок с регулировкой оборотов имеет приоритетное значение.
УШМ с регулировкой оборотов казалось бы должно решить проблемы полировки лакокрасочного покрытия автомобилей. Однако здесь используются специальные полировальные машинки с оборотами значительно меньшими (около 600 об/мин), чем нижний предел регулирования частоты вращения у УШМ (около 2000 об/мин). Опытными пользователями болгарками на таких оборотах с большей степенью риска допустить прожог лакокрасочного покрытия можно заполировать лишь мелкие царапины. Убрать матовость или голограмму кузовного покрытия автомобиля с помощью УШМ даже не стоит браться, чтобы не нанести еще большего урона автомобилю.
Бесцентровое шлифование
Подобная технология характеризуется тем, что заготовка не закрепляется в центрах. В этом случае шлифовка деталей из металла проходит при подаче вращения только двум шлифовальным кругам, между которыми размещается заготовка. В центральной части находится нож, изготовленный из нержавеющей стали. Он исключает вероятность того, что изделия из-за смещения провалится или ее немного заклинит.
Применение подобного оборудования позволяет существенно ускорить процесс шлифования. Это связано с тем, что применяется сразу два абразивных круга. В продаже встречается просто огромное количество станков, работающих по принципу бесцентрового шлифования.
Бесцентровое шлифование





