

Рекомендации по выбору листогиба
Чтобы правильно выбрать приспособление для изготовления гнутых элементов из листового металла, можно придерживаться следующих рекомендаций.
- Для домашнего мастера, который испытывает потребность в листогибочном станке периодически, вполне подойдет простейшее устройство, изготовленное из подручных средств.
- Тем, кто время от времени занимается выполнением заказов на монтаж кровли, понадобятся ручной станок для гибки листового металла и простейшая зиг-машина.
- Специалистам, которые на постоянной основе занимаются изготовлением элементов для кровельных конструкций и жестяными работами, необходимо заводское устройство для гнутья листового металла.
- Ручной станок для производства профнастила пригодится тем, кто профессионально занимается изготовлением элементов кровельных конструкций. Оптимальным для таких специалистов является профессиональное оборудование, отличающееся более высокой надежностью и долговечностью.

Листогиб российского производства СКС-2в1, цена 64 тысячи рублей
А вот для бытового, не особо нагруженного применения домашний листогиб станет отличным помощником и позволит сэкономить немалые деньги. Нужно учитывать этот момент и не ждать от простого самодельного станка чудес выносливости и производительности.
Перед изготовлением листогибочного станка своими руками можно не только изучить многочисленные чертежи подобных устройств, размещенные в Интернете, но и посмотреть обучающее видео. Возможно, кому-то размер описанного листогиба покажется слишком маленьким, тогда можно рассмотреть вариант самодельного листогиба более крупного формата. Разумеется, это уже не мобильный станок, он подойдет для небольшого частного цеха:
Какие виды ручных листогибов бывают
По функциональным и производственным возможностям ручные листогибы можно разделить на:
- гибочные,
- отбортовочные,
- роликовые,
- сегментарные.
По способу сгибания и дополнительным приспособлениям различают листогибочные машины:
- с прессом и наличием пуансона и матрицы;
- поворотного типа с гибочной балкой;
- ротационного типа с двумя, тремя и четырьмя валками.
Ручные листогибы, как правило, используют в своей работе исключительно метод холодной гибки различных деталей из листового материала, при этом величина толщины листа может колебаться от 0,4 до 1,5 мм. Так, ручными станками гнут и обрабатывают следующие листовые материалы, выполненные из:
- оцинкованного железа,
- алюминия,
- меди,
- картона,
- поликарбоната и некоторых видов пластика.
Самая популярная конструкция листогиба и ее улучшение
Конструкцию ручного листогибочного станка, показанную на чертеже №1, можно без труда усовершенствовать. По приведенному чертежу видно, что приспособление для гибки листового металла состоит из таких элементов, как:
Чертеж №1: Для постройки нашего листогибочного станка мы применим данную схему
- подушка, изготовленная из дерева;
- опорная балка из швеллера 100–120 мм;
- щечка, для изготовления которой используется лист толщиной 6–8 мм;
- подвергаемый обработке лист материала;
- прижимная балка, сделанная из уголков 60–80 мм, соединяемых при помощи сварки;
- ось для вращения траверсы (изготавливается из металлического прутка диаметром 10 мм);
- сама траверса – это уголок с размерами 80–100 мм;
- рукоятка приспособления, изготавливаемая из прутка диаметром 10 мм.
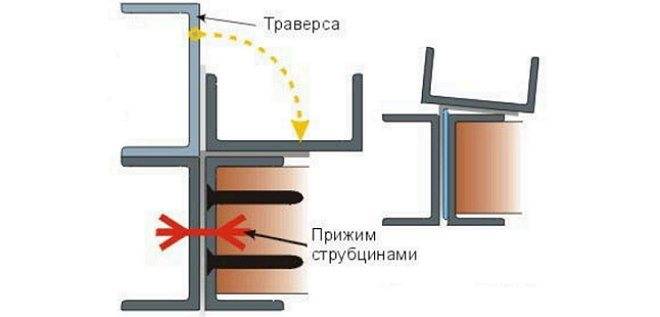
У траверсы листогиба (пункт 7), которую согласно изначальному чертежу предполагается делать из уголка, условно показан вариант исполнения из швеллера. Такая модернизация в разы увеличит выносливость траверсы, которая при использовании уголка в определенный момент неизбежно прогнется посередине и перестанет в этом месте создавать качественный сгиб лист. Замена на швеллер позволит делать не 200 сгибаний без рихтовки или замены данного элемента (что при более-менее активной работе весьма немного), а более 1300.
Чертеж №2: Основные элементы листогиба
Чертеж №2 позволяет более детально разобраться в конструкции самодельного листогиба:
- самодельная струбцина, сделанная из подходящего уголка (40-60 миллиметров) и винта с пяткой и воротком;
- щечка;
- швеллер, выступающий в роли опорной балки станка;
- кронштейн прижимной балки, выполненный из уголка 110 миллиметров;
- сама прижимная балка листогиба;
- ось вращения траверсы;
- сама траверса.
Усиливаем прижимную балку
Ниже мы рассмотрим схему усиления прижимной планки. Однако, если в качестве прижима у вас изначально будет достаточно массивный уголок, а гнуть чрезмерно толстые листы на своем листогибе вы не планируете, то вполне можно обойтись без усиления прижимной планки описанным способом.










Стоит ли связываться с усилением прижима, зависит от условий работы станка
Чтобы продлить срок службы прижимной балки и сделать его сопоставимым со сроком службы траверсы, следует дополнить данный элемент конструкции, который изначально по чертежу выполнен из уголка, основой из металлической полосы с размерами 16х80 мм. Переднему краю данной основы нужно придать угол 45 градусов, чтобы выровнять ее плоскость с плоскостью самого прижимного уголка, а непосредственно рабочей кромке данного элемента следует сделать фаску около 2 миллиметров.
На чертеже №2 полученная деталь в разрезе указана на дополнительном рисунке вверху справа. Эти меры позволят металлу прижима работать не на изгиб (что крайне нежелательно), а на сжатие, тем самым многократно увеличивая срок службы без ремонта.
Также следует позаботиться о фрезеровке нижней плоскости прижимной балки, которая и формирует сгиб. Неровность данной плоскости, согласно общепринятым правилам, не должна превышать половины толщины сгибаемой заготовки. В противном случае согнуть заготовку ровно, без вздувшейся линии сгиба, не получится. Следует иметь в виду, что отдавать балку на фрезеровку следует только тогда, когда на ней уже есть все сварные швы, поскольку их выполнение приводит к изменению геометрических параметров конструкции.
Повышаем надежность креплений станка
В листогибочном станке есть еще один большой недостаток – схема его крепления к рабочему столу. Струбцины, которые предусмотрены в данном приспособлении, являются очень ненадежным вариантом крепления, особенно если учитывать быструю утомляемость сварных швов. От таких крепежных элементов можно вообще отказаться, что также позволит избежать необходимости использования сварных соединений и щек. Решить эту задачу позволяют следующие действия:
- изготовление опорной балки, которая будет выступать за пределы рабочего стола;
- проделывание U-образных проушин на концах опорной балки;
- крепление опорной балки к рабочему столу при помощи болтов (М10) и фасонных гаек с лапами.
Если щек в усовершенствованном листогибочном станке уже не будет, то как к нему прикрепить траверсу? Решить такой вопрос можно достаточно просто: использовать для этого дверные петли-бабочки, которые обычно применяются для навешивания тяжелых металлических дверей. Крепить такие петли, обеспечивающие достаточно высокую точность, можно при помощи винтов с потайной головкой. На чертеже №2 это дополнительно проиллюстрировано внизу справа.
Согнуть на листогибочном станке с траверсой, закрепленной на петли-бабочки, можно множество заготовок, так как эти петли отличаются очень высокой надежностью.
Основные принципы выбора листогибов с ручным приводом
Поскольку приобретение является долговременным (все без исключения ЛГС конструктивно просты, а, следовательно, и долговечны), то при выборе подходящей модели листогибочного станка согласно приведенной классификации необходимо ориентироваться на следующие исходные данные:
тип производства деталей: при единичном выпуске однозначное преимущество получают листогибы с сегментным рабочим инструментом, устройство которого можно видоизменять при заказе комплектов пуансонов и матриц; возможность для установки листогиба: при стеснённых площадях стоит ограничиться машинкой, имеющей небольшие размеры, причём она может быть даже переносного исполнения; технические возможности устройства, касающиеся гибки заготовок определённого размера: отдельно выпускаются ЛГС для гибки листа до 0,7 мм, до 1,5 мм, и до 4 мм (для гибки изделий с большей толщиной устройство листогиба должно предусматривать уже механизированный его привод); от конфигурации оси изогнутой заготовки: при сложных положениях конечной оси гибки изделия стоит остановить выбор на моделях ЛГС, которые позволяют независимое перемещение как нажимной, так и поворотных балок машинки; от мобильности агрегата: в условиях применения ЛГС на строительных площадках (например, для гибки металлосайдинговых профилей, элементов профилированного настила и т.д.) важно иметь проходной листогиб, который можно относительно легко переместить в другое место. Суммируя всё вышеизложенное, можно выделить следующие требования, которым должен удовлетворять ручной листогиб:
Суммируя всё вышеизложенное, можно выделить следующие требования, которым должен удовлетворять ручной листогиб:
- способность к изготовлению гнутых профилей с толщиной, наиболее часто встречающейся в практике действующего производства (обычно – до 1 мм);
- наличие отрезного ножа, при помощи которого можно выполнять и требуемые разделительные операции;
- мобильностью машинки, позволяющей её быстро и без особых проблем переустановить на новое место своего применения;
- конструктивной надёжностью, которая обеспечивает получение продукции стабильно высокого качества;
- наличие дополнительных опций (например, возможности мсонтажа ручного/ножного привода, установки сегментного инструмента);
- приемлемой стоимости, долговечности и ремонтопригодности.
С этой точки зрения стоит проанализировать практические возможности наиболее распространённых моделей ЛГС, работающих с сегментным инструментом.
Дополнительные приспособления
Для листогибов имеется широкий ряд вспомогательных механизмов. Самый известный — роликовый нож, который позволяет абсолютно без усилий обрезать кромку стального листа точно параллельно краю прижимной балки.











Не менее популярна вальцовочная машина: поскольку станок не может за один проход загнуть край под 180°, его сперва загибают под максимальным углом, после чего пропускают между прижатыми роликами вальцовщика.

Часто применяется кромочный валок. Обычно он не связан с основным механизмом, просто закреплен к массивной раме.
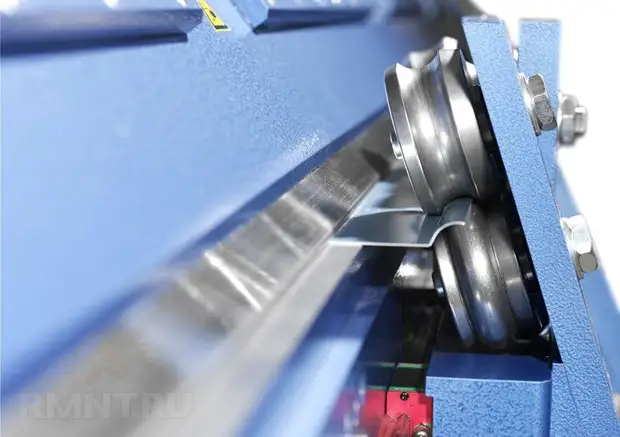
Валок предназначен для сворачивания края листа в круглую кромку небольшого диаметра, что полезно при изготовлении водостоков и подобных им длинных изделий с высокой продольной жесткостью.
рмнт.ру
Что такое зиг-машина и как ее сделать
Зиг-машина (или зиговочное приспособление) позволяет согнуть на изделиях из листового металла бортики жесткости, которые и называются зигами. Такие машины относятся к категории специального оборудования и могут быть выполнены с электрическим или ручным приводом. Ручные зиг-машины, также закрепляемые при помощи струбцины, могут иметь достаточно компактные размеры и переносятся в обычной сумке для рабочих инструментов.
Ручная зиг-машина со сменными роликами
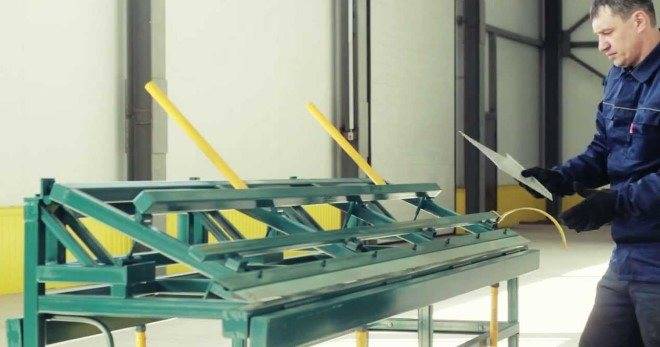
Такие приспособления позволяют за один проход сделать качественную отбортовку не только на круглых изделиях (тех же обечайках металлических емкостей), но и на прямолинейных металлических листах. Эти устройства являются просто незаменимыми при изготовлении отдельных частей кровельных конструкций.
Разнообразие зиговочных роликов и их назначение
Рабочими элементами зиг-машины выступают вальцы-ролики, а ее использование позволяет значительно сэкономить на приобретении элементов кровельной конструкции, произведенных в заводских условиях. Если посмотреть видео, в котором показана работа такого устройства, становится понятно, что пользоваться им можно даже по месту непосредственного монтажа кровельной конструкции.
Особенности модели
Ручной листогиб ЛГС 26 – это станок облегченного типа, который используется преимущественно для нарезки заготовок и создания из них несложных по форме элементов кровельных конструкций, таких как:
- отливы;
- ендовы;
- коньки;
- элементы для выполнения отделки и др.

Примеры изготавливаемых на листогибе деталей
В качестве материалов, изделия из которых можно обрабатывать на листогибе ЛГС 26, могут выступать такие металлы, как сталь, алюминий и медь. Станок модели ЛГС 26, конструкция которого большинством специалистов признается простой в эксплуатации, надежной и удобной, также отличается невысокой стоимостью, что только добавляет плюсов данному оборудованию.









Компактные размеры листогиба ЛГС 26 позволяют без особых затруднений и значительных финансовых затрат доставлять его на те объекты, где с его помощью необходимо решать определенные технологические задачи. В конструкции данного станка отсутствует электромагнитный прижим, но это не является большим недостатком.

Транспортировка листогиба возможна даже на легковом автомобиле
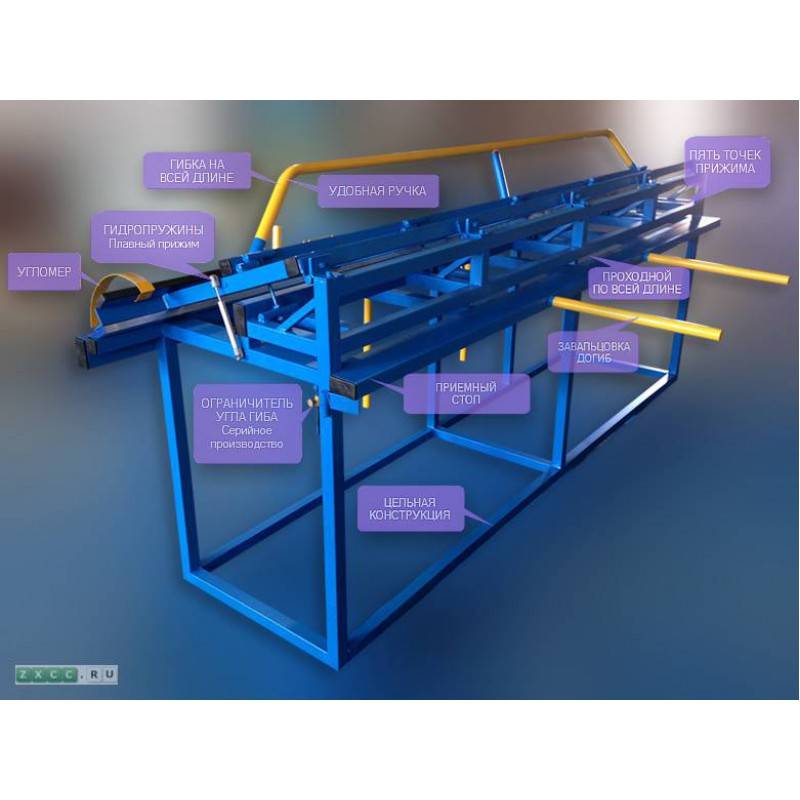
Если говорить о наиболее значимых достоинствах листогиба ЛГС 26, то к ним следует отнести:
- расширенные функциональные возможности, что позволяет успешно применять такой отрезной и гибочный станок для изготовления кровельных элементов различной конфигурации и назначения;
- увеличенную длину рабочей зоны (это дает возможность выполнять на листогибе обработку металлических листов даже очень значительной длины);
- простоту конструкции ЛГС 26, чертеж которого это хорошо подтверждает (именно поэтому ремонтировать этот листогиб можно даже на объекте, на котором он используется);
- наличие угломера, при помощи которого легко контролируется угол выполняемого на заготовке изгиба;
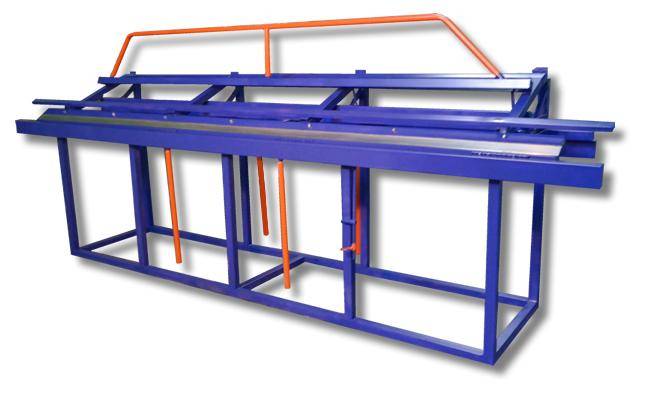
- фиксацию всех рабочих элементов на стальном цельносварном каркасе, отличающемся высокой надежностью;
- высокую точность обработки (ее обеспечивает качественный и надежный механизм прижима заготовки по всей ее длине);
- дополнительную функциональность, определяемую наличием поворотной балки в стандартном оснащении станка;
- достаточно небольшой вес, способствующий высокой мобильности листогиба;
- наличие, кроме отрезного механизма, специального трапа, который необходим для того, чтобы не допустить опрокидывания оборудования от усилий при гибке листового металла.

Качество сварки и сборки деталей листогиба находится на хорошем уровне
Принцип работы
Технологическая операция гибки листового металла при использовании листогиба ЛГС 26 выполняется в следующей последовательности:
- На раму станка (под его матрицу) помещают заготовку, геометрические параметры которой не должны превышать оговоренных производителем оборудования величин.
- Заготовку располагают на раме в соответствии с разметкой и затем надежно фиксируют.
- Используя пуансон поворотного типа, заготовку гнут на требуемый угол.
- Если согнуть на требуемый угол необходимо не одну, а несколько заготовок, то для этого можно использовать ограничитель угла поворота пуансона, располагающийся на его рукоятке.
- Если заготовку требуется согнуть на больший угол, чем это позволяет сделать основной механизм листогиба (до 180°), то для этого можно использовать догибочное устройство, расположенное на задней части ЛГС 26.
Для того чтобы выполнить на станке данной модели резку листового проката, можно воспользоваться специальной машинкой дискового типа, которая присутствует в стандартном оснащении данного оборудования.
Ножи отрезной машинки предназначены для многоразового использования и затачиваются на любом плоскошлифовальном станке
Принцип действия такой машинки, конструкция которой, кроме дисковых ножей, состоит из нижних и верхних роликов, крепежных болтов, используемых также для регулировки положения устройства, заключается в следующем:
- Металлический лист, как и перед гибкой, прижимается к станине оборудования матрицей.
- Машинка, при помощи которой будет выполняться резка, монтируется на направляющей листогиба.
- За счет перемещения отрезной машинки справа налево выполняется резка листа.
Процесс обрезки кромки с помощью отрезной машинки
Чтобы станок модели ЛГС 26 при выполнении на нем резки и гибки обеспечивал качественный результат, следует правильно отрегулировать его механизмы перед началом работ. Так, необходимо, чтобы оси матрицы и оси направляющей относительно оси поворотного пуансона были строго параллельны. Для такой наладки используются регулировочные болты, которые также выполняют крепежные функции. На рабочей поверхности листогиба в процессе обработки не должно находиться посторонних предметов, которые могут не только помешать качественно выполнить обработку, но и стать причиной поломки оборудования. Разумеется, работая на листогибе ЛГС 26, следует также строго соблюдать общие правила техники безопасности.
Для обеспечения безопасности работы на станке данной модели, а также для поддержания его в работоспособном состоянии необходимо регулярно проводить его техническое обслуживание (ТО-1 и ТО-2). В рамках ТО-1, которое выполняется ежедневно, поверхность станка очищается от грязи, пыли и остатков металла. Оценивается также корректность работы всех конструктивных элементов оборудования. ТО-2, проводящееся ежемесячно, подразумевает не только осмотр и тестирование всех механизмов листогиба ЛГС 26, но и выполнение подтяжки всех крепежных элементов в его конструкции.
Сегментарные станки
В некоторых станках прижимная балка комплектуется набором накладных губок. Часть их них можно снять, чтобы пропустить под прижимной балкой уже загнутые кромки на других краях листа. Так обрабатывают развертки объемных деталей.
Края накладных губок не обязательно должны иметь форму клина. Часто их делают полукруглыми, чтобы при сгибании терялся точный угол и получался радиусный изгиб. Точность таких станков далека от ролико-прокатных, но для изготовления декоративных кожухов или элементов фасадной обшивки ее вполне достаточно.
Основной показатель для сегментарного станка — высота сегментов или свободный просвет. Этим значением определяется максимальная ширина загнутых кромок обрабатываемой заготовки, которые заводятся под балку.









Технические характеристики
Технические возможности листогиба ЛГС 26 (и видео процесса его работы хорошо демонстрирует это) позволяют эффективно выполнять на нем гибку холодно- и горячекатанного листового проката, толщина которого находится в интервале 0,4–0,7 мм. При этом длина таких заготовок, как уже говорилось выше, может быть любой, но их ширина должна находиться в интервале 2500–3000 мм (модели ЛГС 2500–3000).
- Минимальная ширина полосы, которая может быть отрезана от металлического листа при помощи такого станка, – 40 мм.
- Производительность работы оборудования такова: выполнение резки без предварительной разметки – до 5 м/мин; если предварительная разметка выполняется – до 2,5 м/мин; гибка металлических заготовок – 2 загиба в минуту.
- Уровень, на котором выполняется подача обрабатываемого листа, – 850–900 мм.
- Точность реза, которая гарантируется производителем оборудования, – 1,5 мм на 1 метр.
- Наименьшая ширина полки, которая подвергается загибу, – 0,15 мм.
- Общая масса оборудования – 160 кг.
- Максимальный угол выполняемого загиба без использования поворотной балки – 135°, с поворотной балкой – до 180°.
Для того чтобы работа на листогибе ЛГС 26, который оснащен ручным приводом механизма резки и гибки, была максимально безопасной, рядом с ним должны быть два оператора.
Станок позволяет изготавливать простые детали. Сложные заготовки, например, «хитрые» стартовые планки для сайдинга, этот гибочной станок не сможет сделать
Завод-изготовитель, который расположен в Липецке, поставляет станок модели ЛГС 26 в следующей комплектации:
- несущая стальная рама цельносварного типа;
- направляющая, которой оснащен отрезной механизм;
- матрица, за счет которой обеспечивается прижим заготовки;
- поддон, изготовленный из дерева;
- кулисы, обеспечивающие регулировку усилия прижима заготовки;
- угломер;
- задний пуансон, дополнительно оснащенный стопором;
- устройство, при помощи которого выполняется резка металла;
- пуансон поворотного типа.
В каких случаях целесообразно сделать своими руками
Самый простой переносной листогибный станок фабричного производства стоит порядка 25 000-30 000 рублей. Поэтому приобрести такое оборудование могут позволить себе только те, кто уверен, что оно быстро окупится и начнет приносить прибыль. Если же потребность в гибке металла возникает от случая к случаю, или изготовление листовых изделий никогда не окупит используемый для этого станок, то единственно верное решение — обзавестись самодельным листогибом.
К примеру, у домашних умельцев и в небольших мастерских периодически возникают разовые потребности в коробах, крышках, тонкостенных корпусах, желобах и прочих гнутых конструкциях из стального листа. Такой категории производственников проще сделать разборный листогиб и самим согнуть нужную деталь, чем покупать или заказывать ее на стороне. Еще одной мотивацией для изготовления собственного гибочного оборудования является соотношение цен на листовой материал и изделия из него. Для частника-умельца, строящего дом своими руками, стоимость деталей из оцинковки, которые он может гнуть на самодельном станке, будет в разы ниже, чем в магазинах строительных материалов.
Виды и принцип работы
По общепринятой классификации листогибочного оборудования все ручные листогибы (кроме узкоспециализированных) относятся к категории станков с поворотной балкой. Внутри себя они делятся на отдельные виды по различным технологическим признакам, среди которых можно выделить:
- длина сгиба;
- тип прижимной балки;
- способ фиксации;
- максимальный угол гибки.
Все это справедливо как для станков фабричного изготовления, так и для самодельных листогибов.
Основными конструктивными элементами такого оборудования являются (в скобках приведены общепринятые названия для самодельных станков):
- нижняя балка (опора);
- прижимная балка (прижим);
- поворотная балка (траверса);
- рабочий стол.
Листовой материал (сталь, алюминий, медь) помещается на нижнюю опору станка и выдвигается за ее край на длину сгиба. После этого он сверху плотно фиксируется прижимом, передний край которого выступает в роли матрицы, формирующей профиль сгибаемой поверхности. Траверса, установленная на двух осях, закрепленных на опоре, перемещается по дуге снизу вверх, начиная в движении гнуть выступающую часть листа и завершая этот процесс у торца прижима.
Как видно из описания принципа работы устройства для гибки листового металла, его конструкция достаточно проста. Поэтому изготовить его самостоятельно сможет практически любой умелец, обладающий определенными навыками в обработке металла. Общую схему работы такого станка понять несложно, а для того, чтобы его сделать, можно обойтись без чертежей и технической спецификации.
Виды листогибов и их конструкция
Прежде чем начать делать самодельный ручной листогиб, следует четко определить перечень задач, для решения которых он необходим. От основного назначения подобного устройства и будет зависеть, по какой схеме оно будет выполнено.
Наиболее простым является приспособление, в котором листовой металл гнется при помощи специальной траверсы. Посредством такого устройства можно легко согнуть лист металла на угол 90 градусов, используя лишь силу рук без дополнительных приспособлений, если ширина листа не превышает 0,5 метра. Основание листа закрепляется при помощи струбцин или в тисках, а его гнутье выполняется за счет давления, оказываемого траверсой. В некоторых случаях для получения угла сгиба ровно в 90 градусов может понадобиться вложенная проставка (на рисунке — справа), представляющая из себя обычную полосу металла, которая поможет компенсировать упругость листа.










Самая распространенная схема для самодельного листогиба
Более сложным по конструкции является листогибочный пресс, конструкцию которого составляют матрица и пуансон. Листовой металл в таком устройстве располагается на матрице, а пуансон опускается на заготовку сверху, придавая ей требуемый профиль. В домашних условиях листогибочный пресс вряд ли найдет применение, так как он достаточно сложен и небезопасен в использовании.
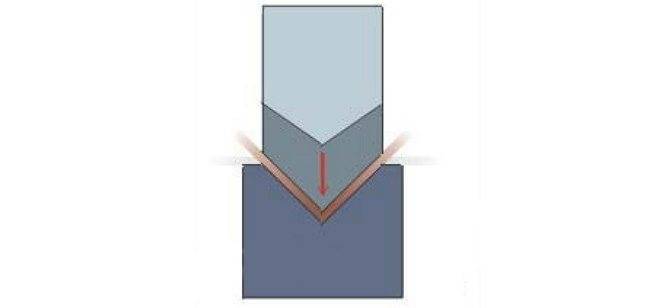
Схема работы листогибочного пресса
Вариант исполнения самодельного листогибочного пресса, работающего в паре со сделанным своими руками гидропрессом. Если у вас уже есть пресс, то дополнить его приспособлениями для сгибания нешироких листов металла не составит труда. Получится нечто такое:

Вариант самодельного листогибочного пресса
Значительно более совершенным является листогибочный станок, гнутье металла в котором осуществляется за счет воздействия на него трех валов. Такое оборудование называется проходным. Одним из главных его преимуществ является то, что его регулируемые вальцы позволяют получать различный радиус изгиба. Подобный инструмент для гибки металла может быть с ручным или электрическим приводом, а его вальцы могут иметь различную конструкцию.
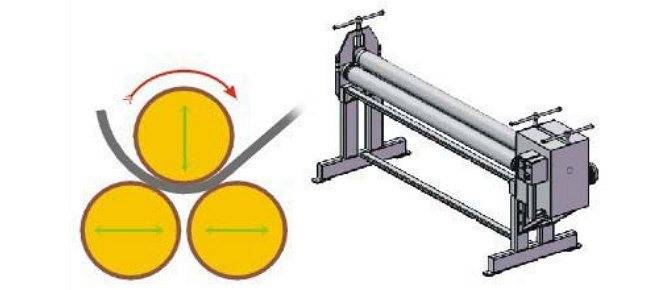
По такой схеме делается большинство заводских листогибов из низшего ценового сегмента
- Вальцы с гладкой рабочей поверхностью предназначены для выполнения большинства жестяных работ, которые предполагают выгибание заготовок, изготовление секций труб с большим диаметром и др.
- Профилированные вальцы необходимы для гнутья элементов кровельных конструкций (коньки, ендовы, водостоки, отбортовки и др.).
- Протяжной листогибочный станок может быть дополнительно укомплектован опорой, прижимом и траверсой, что позволяет использовать его для ручной гибки заготовок.
Подобные станки комплектуются набором валов различного профиля, которые также можно докупить дополнительно, чтобы сделать оборудование более универсальным.





