

Технология использования заклепочника
Заклепочным инструментом пользоваться просто
Важно только запомнить общий принцип работы. Первый этап — подготовка металлических деталей
Их необходимо подготовить к работе: поверхность выровнять так, чтобы оба элемента хорошо друг к другу прилегали
Затем обе детали кладут на деревянную заготовку, хорошо закрепляют. Прежде всего, нужно обозначить на деталях места, где будут располагаться отверстия для крепежа. Сделать это нужно очень точно, чтобы в дальнейшем на всех деталях отверстия совпадали
Их необходимо подготовить к работе: поверхность выровнять так, чтобы оба элемента хорошо друг к другу прилегали. Затем обе детали кладут на деревянную заготовку, хорошо закрепляют. Прежде всего, нужно обозначить на деталях места, где будут располагаться отверстия для крепежа. Сделать это нужно очень точно, чтобы в дальнейшем на всех деталях отверстия совпадали.
Затем нужно просверлить дрелью отверстие, в которое будет устанавливаться заклепка
Обратите внимание на размеры отверстия, заклепки и сверла. Если нужный диаметр отверстия — 4,8 мм, то сверло должно быть диаметром 5 мм
На этом этапе важно проверить, чтобы к металлу плотно прилегала вокруг отверстия фиксирующая юбка
На этом этапе важно проверить, чтобы к металлу плотно прилегала вокруг отверстия фиксирующая юбка
Длина заклепок напрямую зависит от толщины деталей и нагрузки на них
На этом этапе важно проверить, чтобы к металлу плотно прилегала вокруг отверстия фиксирующая юбка. Длина заклепок напрямую зависит от толщины деталей и нагрузки на них
Маленькие заклепки предназначены для деталей, на которых практически не будет нагрузки
В этом случае подойдут заклепки размером от 2 до 6 мм. Если на детали будет оказываться существенная нагрузка, тогда понадобятся заклепки до 16 мм
Маленькие заклепки предназначены для деталей, на которых практически не будет нагрузки. В этом случае подойдут заклепки размером от 2 до 6 мм. Если на детали будет оказываться существенная нагрузка, тогда понадобятся заклепки до 16 мм.
Тонкий конец заклепки устанавливается в заточник так, чтобы насадка точно подходила. Головка заклепки устанавливается в отверстие на детали. При этом стоит учитывать, что заклепка должна немного выступать с другой стороны, примерно на 10 мм. На верхнюю часть детали надевается заклепочник перпендикулярно основной части. Затем нужно сделать линейно направленный прижим — обязательно сильный. Если после сжатия не отпала ножка заклепки, нужно повторить операцию несколько раз.
Следующий этап — протяжка с помощью рычажной системы. Для этого применяется монтажная проволока из стали. Все пространство в клепочной детали заполняется металлом из проволоки. Из-за прижима по краям возникают наплывы, которые будут держать скрепляемые элементы и не давать им разойтись. Вдоль соединительного шва делают остальные крепежи. После этого удается сделать не более 3-4 точек — проволока обрывается. Обрывки проволоки нужно удалить из инструмента — это можно сделать с помощью шлицевой отвертки.
При выполнении шва нужно уделять внимание размеру деталей, потому что качество соединения ухудшится, если ошибиться при установке размера. Некачественное соединение приведет к разрушению креплений — они не выдержат нагрузки
Результатом будет разрушение крепежей и необходимость ремонта
Результатом будет разрушение крепежей и необходимость ремонта.
Виды заклепок
Существует несколько видов заклёпочного крепежа.
Сплошные
Состоят из стержня цилиндрической формы с головкой (плоской, круглой, потайной) на конце. Ножка заклёпки бывает сплошной, полой или комбинированной (полутрубчатой) для уменьшения усилий при создании противоположной головки. Способ соединения позволяет скреплять стальные листы толщиной до 35 мм. Размеры и вес крепежа указан в ГОСТ 10299 80.
Особенности применения
Сопротивление элементов, собранных клёпкой, динамическим нагрузкам нашло отражение в изготовлении стройконструкций (ферм, опор), самолётостроении, кораблестроении.
Недостатки:
- утяжеление конструкций за счёт веса накладок и крепёжных элементов;
- соединение листов требует наличия опоры с тыльной стороны для формирования заклёпочного хвостовика;
- нагрев металлических заготовок под клёпку d>10 мм до температуры 11000 С;
- трудоёмкость и большая стоимость установочных работ.
Диаметр отверстия под «прошивку» не должен превышать 10% толщины стержня заклёпки. Для сохранения округлой формы головки, необходимо сделать в упоре полусферическое отверстие соответствующей глубины.
Вытяжные
Части конструкции, не подвергающейся действию больших нагрузок, крепятся вытяжными заклёпками. Способ крепления нашел широкое применение благодаря простоте установки с помощью монтажного инструмента. Несмотря на разнообразие видов, крепёж состоит из стержня и тела, скрепляющего конструкционные элементы между собой.









Стадии образования заклепочного соединения:
- Заклёпка вставляется в просверленное отверстие.
- Заклёпочник (пневматический, электрический, механический) захватывает стержень и тянет его перпендикулярно плоскости, на себя.
- Шток, находящийся в теле заклёпки, сминает стенки гильзы и на обратной стороне формирует головку.
- Стержень не выдерживает нагрузки и разрывается.
Соединяемые поверхности должны быть плотно прижаты друг к другу. В противном случае, деформация гильзы может произойти в просвете между ними, создавая некачественное скрепление.
виды
Разнообразие гильз и способов её соединения со стержнем, позволяют выполнять множество заклёпочных соединений:
- водонепроницаемых;
- с вальцеванием внутренних стенок отверстия;
- стягивающих неровные поверхности;
- особо прочных скреплений;
- соединяющих пластические материалы.
Крепеж, у которого роль вытяжного стержня играет болт или резьбовая насадка заклёпочника. Формирование заклёпочного крепления происходит также, как у вытяжных заклёпок. Ценность крепления состоит в том, что резьбовое отверстие внутри заклёпочного соединения позволяет фиксировать необходимые конструктивные элементы. Благодаря наличию внутренней резьбы, резьбовая клепка нашла повсеместное применение в машиностроении ‒ изготовлении отдельных узлов облицовки, сборки бытовой техники. Недостатки такого вида соединения ‒ меньшая скорость клепания и высокая стоимость расходников по сравнению с вытяжным типом заклёпки.
Описание
Данные метизы применяются для того, чтобы неразрывно соединить разные материалы. Перед тем как начать работу, необходимо удостовериться, что именно такой вид изделий подходит к конкретным деталям. В целом, заклепка – это гладкий стержень цилиндрической формы, который имеет на одном из концов заводскую головку. Она способна соединять 2 элемента и более. Для этого изделие устанавливается в специально подготовленное отверстие чуть большего, чем оно само, диаметра.

После того как метиз установлен, его задняя часть расплющивается специальным инструментом или обычным молотком. В результате этого стержень становится толще примерно в 1,5 раза, кроме того, появляется вторая головка. Алюминиевые заклепки преимущественно окрашиваются еще на стадии производства. Чаще всего они выпускаются в черном цвете.

Их охотно используют при строительстве кораблей и самолетов, в косметической и пищевой промышленности, а также с успехом применяют в химическом производстве. Это объясняется огромным количеством положительных свойств, которыми обладает материал изготовления.

Виды заклепочных швов
Если говорить о способе соединения листов, то заклепочные швы бывают внахлест (один лист накладывается на другой) и встык. Стыковочные швы могут быть с одной или двумя накладками. С накладками более надежные, применяются в ответственных и нагруженных местах.
Виды заклепочных швов: внахлестку и в стык с накладками
По расположению заклепок:
- однорядные;
- двухрядные;
- многорядные.
Располагаться они могут друг напротив друга или в шахматном порядке. Швы могут быть прочными, плотными (герметичными) или прочно-плотными. Плотные выполняют с помощью эластичных прокладок, закладываемых между соединяемыми деталями. Прочно-плотные применяются, в основном, в котлах. Сейчас их чаще заменят сваркой.
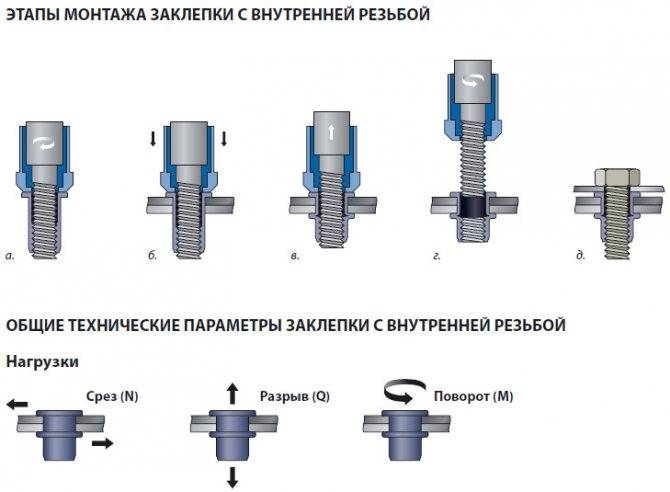
Разновидности резьбовых заклепок
Сортамент настолько большой, что перечислить его в полном объеме и невозможно, и не имеет смысла. Зная, какими бывают заклепки резьбовые, несложно определить, что именно понадобится для конкретных целей.
По материалу изготовления
- Медные.
- Алюминиевые.
Изделия из цветных металлов используются в тех случаях, когда на первый план выходит эстетическая составляющая. Поэтому такие заклепки применяются в основном для декорирования.
- Стальные.
- Из «нержавейки».
Данные образцы обеспечивают большую прочность соединений и повышенную устойчивость к коррозии.
По виду резьбы
- Гаечная (М4 – 8) – неразборное соединение. Целесообразно использовать при невозможности доступа к обратной стороне детали или в условиях ограниченности движений.
- Винтовая (М3 – 16) – разборного типа.
По назначению
- Электропроводящие.
- С повышенным усилием (или вдавливания, или растяжения).
- Для высокогерметичного соединения.
- С увеличенной головкой.
- С резьбой дюймовой.
- С метками (позволяют производить визуальную идентификацию).
- С виброизоляцией.
Данный перечень разновидностей по специфике применения можно продолжить, но уже понятно, что промышленность выпускает резьбовые заклепки буквально на все случаи жизни.
Заклепочник ручной, как им пользоваться и, как он устроен
Многие видели это приспособление в магазинах, торгующих инструментом – но не все знают, как им пользоваться. Те, кто ни разу не держал вытяжной заклепочник в руках – просто не смогут оценить удобство и универсальность его применения.
Заклепочные соединения были и остаются универсальным и недорогим способом сращивания различных деталей. В судостроении и самолетостроении – это вообще единственный способ крепления обшивки к каркасу.
Классическая клепка выглядит следующим образом:
Именно так клепали корпус «Титаника» и ручку к вашей сковородке.
Современные технологии коснулись и этого древнего способа. В быту мало кто пользуется молотком и обжимной насадкой. Существуют полуавтоматические инструменты, позволяющие приклепывать детали друг к другу практически одной рукой. Правда и заклепки выглядят несколько иначе.
Виды заклепок
Для каждого типа заклепочного инструмента подходят соответственно только такие же типы заклепочного крепежа.
Вытяжная
Крепежное изделие, которое состоит из двух основных частей. Первая часть – полый цилиндр (тело заклепки) со сквозными отверстиями с обеих сторон, и буртиком (головкой заклепки) с одной стороны.
Тело заклепки сделано из легко поддающегося деформации металла. Диаметр цилиндра – это и есть размер крепежного материала. Вторая часть – стержень (сердечник заклепки), в два раза длиннее самого тела заклепки. Делается из высокопрочной стали. Сердечник проходит сквозь все тело заклепки и на одном конце имеет уплотнение, которое называют головкой стержня. Диаметр головки стержня чуть больше диаметра тела заклепки. По внешнему виду стержень заклепки напоминает гвоздь.
Вытяжные заклепочные крепежи в зависимости от своего предназначения бывают таких типов:
- Потайные – место соединения имеет плоскую поверхность;
- Обычные с буртиком – стандартное и наиболее часто используемые;
- Обычные с крупным буртиком используются при соединении двух разных по мягкости материалов.
- Увеличенный буртик позволяет более равномерно распределить прижимное усилие на поверхности соединения и не вызывает деформацию материала;
- Герметичные заклепки с газоводонепроницаемым корпусом. Название говорит само за себя – используются для воздухонепроницаемых и водонепроницаемых соединений.
Резьбовая
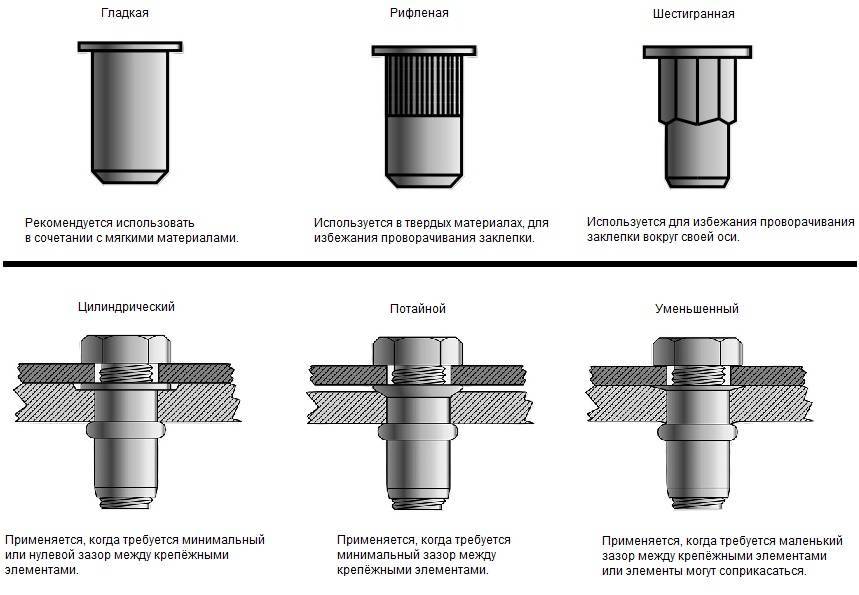
Впрочем как и вытяжная, состоит из полого цилиндра, сделанного из мягкого металла. Внутри тела нанесена метрическая резьба. Некоторые виды имеют снаружи и на буртике рифленую поверхность. По форме тела заклепочный крепеж делится на: круглые, шестигранные, рифленые.
Резьбовая заклепка соединяет очень тонкие материалы, там где вытяжной крепежный материал не даст крепкого соединения и устойчивости при вибрации. Такой вид заклепывания используют и в труднодоступных для соединения местах – системы вентиляции и кондиционирования, медицинская мебель, автомобильные детали и стеллажи.
Тело вытяжных и резьбовых заклепочных крепежей производятся из мягких металлов – медь, алюминий, сплав алюминия и кремния. Стержни вытяжного крепежного материала делают только стальные. В качестве защиты от коррозии на заклепки наносится покрытие из цинка. Если детали предполагается использовать в агрессивной внешней среде, тогда заклепки выполняются из нержавеющей стали
Особенности установки заклепок
После приобретения заклепки у многих людей возникает вопрос: «Как правильно провести монтаж этого крепежного элемента?» К счастью, конструкция изделия остаётся очень простой и понятной, поэтому на этапе установки любые трудности и непонятные моменты практически отсутствуют.
Важно лишь обзавестись специальным заклепочным инструментом, который существенно снизит затраты по времени и упростит предстоящую задачу. В наши дни подобные инструменты доступны в любом гипермаркете строительных материалов, поэтому их покупка не станет чем-то очень сложным
К тому же в продаже предлагаются и механические заклепочники, и пневмозаклепочники. Также можно воспользоваться электрической моделью. Если возможность купить инструмент отсутствует, можно остановиться на обычных пассатижах.





Сам процесс монтажа осуществляется следующим путем. С помощью дрели требуется просверлить отверстие в точке крепления с диаметром на 0,1 миллиметров меньше диаметра крепежного соединения. Глубина отверстия сопоставима с длиной цилиндра, минус длина расклепочного участка. В отверстие стержнем к себе фиксируют крепежный элемент, а затем с помощью заклепочного инструмента происходит вытягивание стержня. В конечном итоге происходит надёжная фиксация всех элементов.
Для чего используется
Резьбовая заклепка похожа на вытяжную только некоторыми нюансами фиксации. В остальном же ее предназначение несколько иное. В некоторых случаях требуется осуществить монтаж какого-либо изделия на металл. Но его толщины недостаточно, чтобы нарезать резьбу или нет возможности подлезть с обратной стороны для того, чтобы подставить гайку. В этом случае на выручку приходят резьбовые заклепки. Конструктивно они представляют собой небольшой полый цилиндр, в котором уже есть резьба. Устанавливается заклепка таким образом, что надежно фиксируется на металлической или другой заготовке и предоставляет возможность монтажа болта для фиксации какого-либо модуля.
Заклепки — госты, обозначения
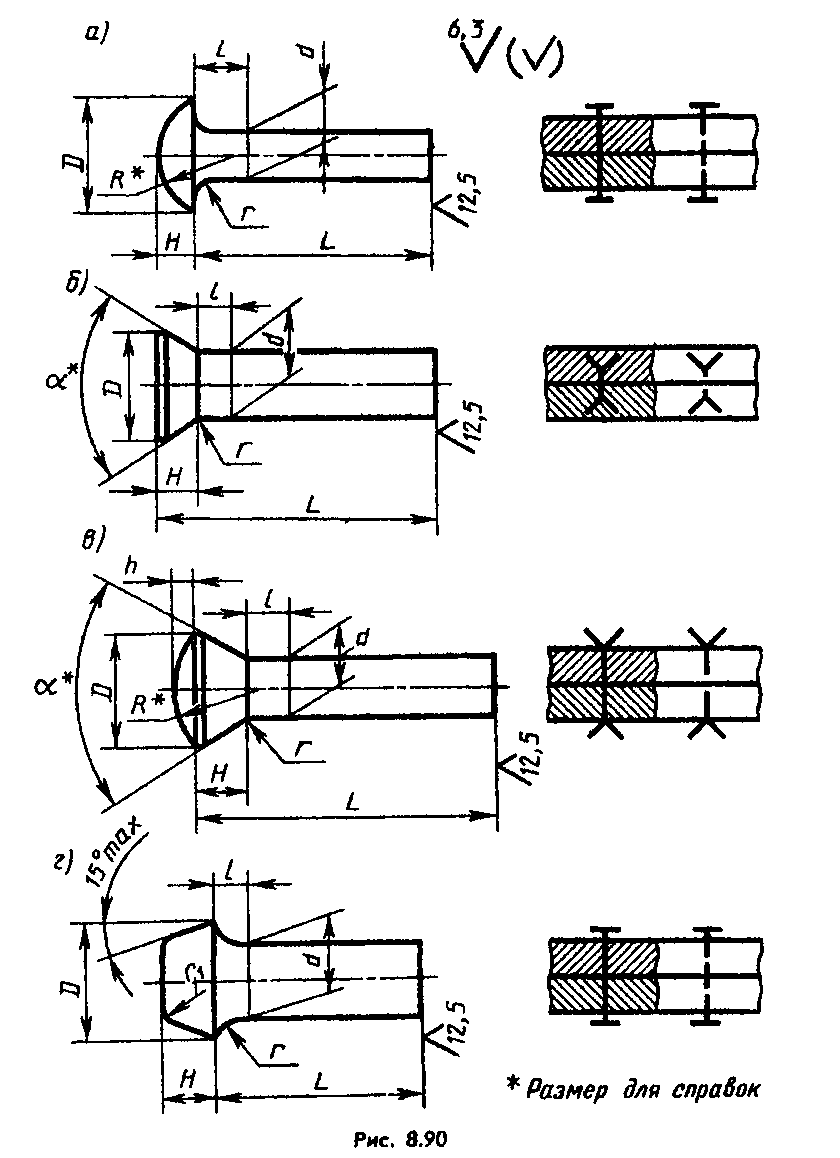
Соединения заклепками применяют для деталей из несвариваемых, а также не допускающих нагрева материалов в самых различных областях техники — металлоконструкциях, котлах, судо- и самолетостроении и др. Вытесняются более экономичными сварными и клеевыми соединениями. Заклепки изготавливают из достаточно пластичных для образования головок материалов: сталей марок Ст2 (условное обозначение — 00), СтЗ (02), стали 10 и 10 кп (01), нержавеющей стали — 12Х18Н9Т (21), латуни — Л63 (32), меди МЗ (38), алюминиевых сплавов —Д18 (36), АД1 (37) и др. Материал заклепок должен быть однородным с материалом соединяемых металлических деталей.Наиболее широко применяют заклепки с полукруглой (рис. 8.90, а) по ГОСТ 10299—80* (СТ СЭВ 1019—78), потайной (рис. 8.90, б) по ГОСТ 10300—80* (СТСЭВ 1020—78), полупотайной (рис. 8.90, в) по ГОСТ 10301—80* (СТ СЭВ 1022—78) и плоской (рис. 8.90, г) головкой по ГОСТ 10303—80*, классов точности В и С, с покрытием или без него. Примеры обозначений:Заклепка С8X20.38.M3.136 ГОСТ…, где С — класс точности, 8 — диаметр, 20 — длина, 38 — обозначение группы материала, МЗ—марка материала (медь), 136 — обозначение вида и толщины покрытия.Заклепка 8X20.00 ГОСТ…класса точности В (не указывают), 8 — диаметр, 20 — длина, 00 — группа материала, в данном случае — Ст2 (марку материала указывают только для групп 01, 03, 38, так как каждая из них содержит по две марки), без покрытия.Это обозначение обычно применяют на учебных чертежах для заклепок из стали.Такие же заклепки, но повышенного качества (потайные выпускают с углом 90 и 120°) изготавливают по ГОСТ 14797—85… 14803—85. Обозначают так же, но без указания марок материала, например:Заклепка 4X8.01 ГОСТ 14797—85.
Стандартизованы пустотелые и полупустотелые заклепки, вы-пускаемые по ГОСТ 12638—80*…12641—80* в двух-трех исполнениях. Их применяют для соединения металлических деталей, не требующего высокой плотности, и деталей из легко деформируемых материалов (кож, пластмассы, картона и т. п.). Пример обозначения (рис. 8.91):Заклепка 3X 20.03 ГОСТ 12638—80, где 3 — диаметр, 20 — длина, 03 — группа материала, заклепка исполнения 1 (не указывают). Марку материала указывают только для групп 01; 04; 21.
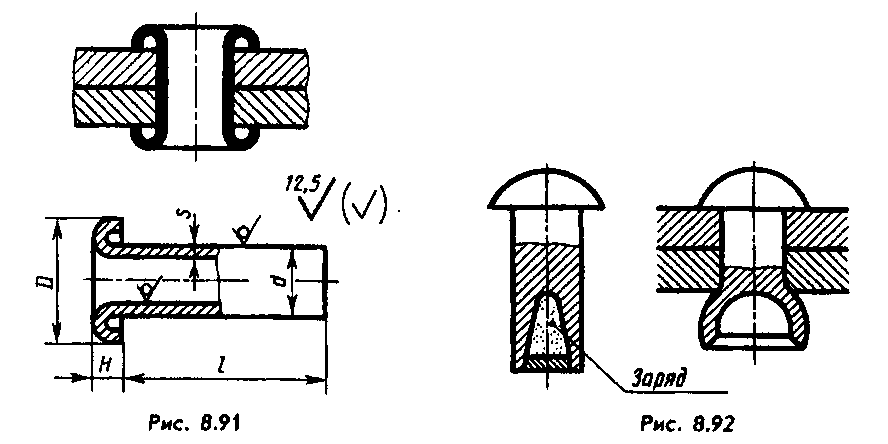
В случаях, когда нет доступа к зоне изготовления замыкающей головки, применяют взрывные заклепки (рис. 8.92).Отверстия под заклепки пробивают или сверлят немного большего размера (на 0,5… 1 мм) диаметра заклепки. Свободный конец должен иметь длину, необходимую для изготовления замыкающей головки (рис. 8.93) и выбираемую по ГОСТ 14802—85; например, расчетный диаметр заклепки 10 мм, общая толщина скрепляемых листов — 20 мм. По таблице стандарта находят, что для образования головки требуется 12 мм. Следовательно, общая длина заклепки, указываемая в обозначении, — 32 мм. Размеры гнезд под потайные и полупотайные головки находят по ГОСТ 12876—67* (СТ СЭВ 213—62).

По назначению заклепочные швы делят на прочные, плотные, обеспе-чивающие герметичность, и плотно-прочные; по конструктивным при-знакам — одно-, двух-, трехрядные и т. д.; с листами расположенными встык с одной или двумя накладками, внахлестку (рис. 8.94), с цепным или шахматным расположением заклепок и т. д.Если шов содержит заклепки одного типа и с одинаковыми размерами, то на чертежах согласно ГОСТ 2.313—82 (СТ СЭВ 138—81) их обозначают одним из условных знаков, приведенных на рис. 8.90 справа, в одном-двух местах каждого соединения, а в остальных — центровыми или осевыми линиями (рис. 8.94,а). При этом на чертеже наносят размеры (полученные расчетом) расстояний между заклепками в ряду, между рядами и от кромок листов.
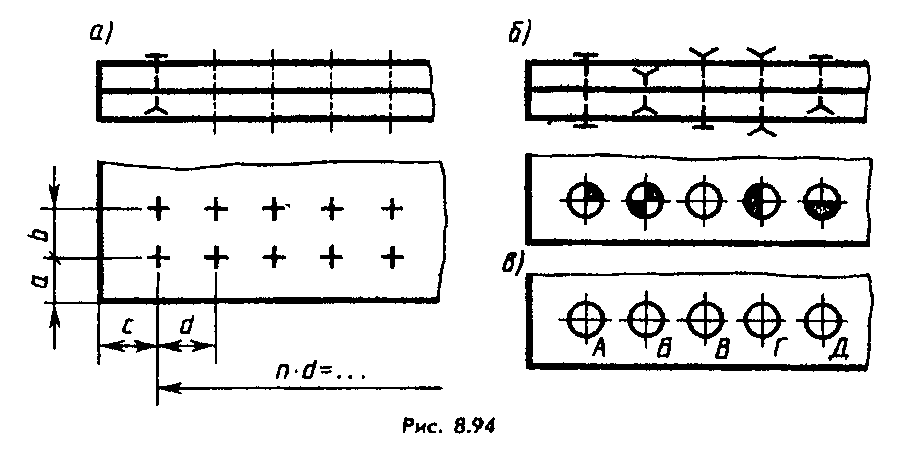
Если шов содержит несколько групп заклепок различных типов, то поступают так, как показано на рис 8.94, б или е.Обозначения заклепок и их количество указывают в спецификации сборочного чертежа, в отдельных случаях — на полках линий-выносок или в табличке, помещаемой на поле чертежа.
Таблица размеров
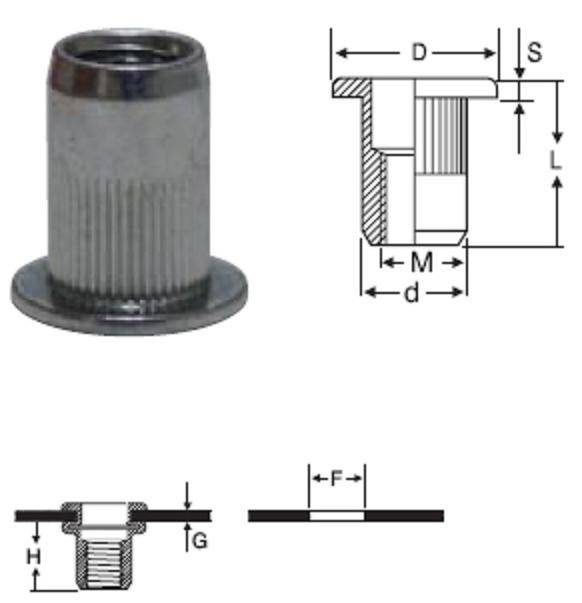
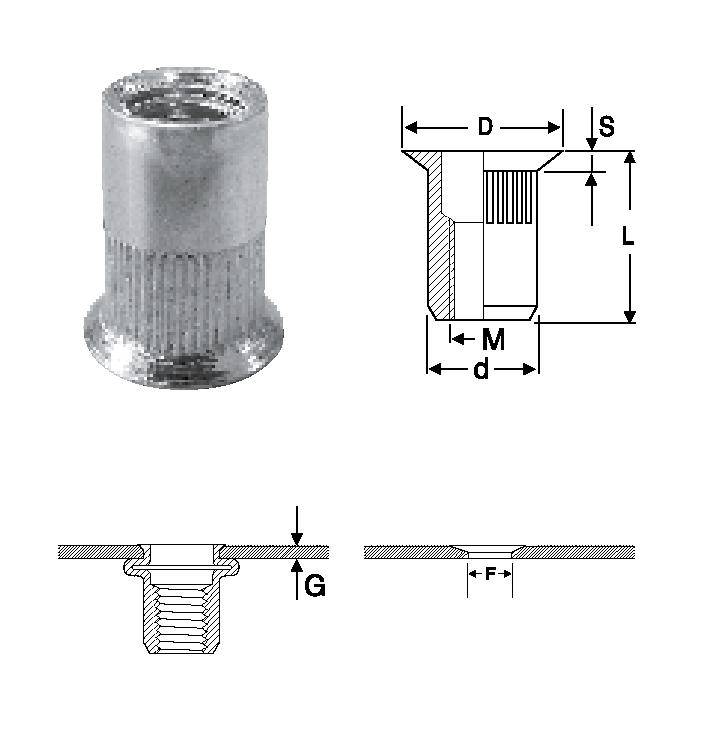
Технические характеристики заклёпок регламентируют международные нормативы. Это ГОСТ Р ИСО 15973-2005 и DIN 7337. Приведём таблицу с типовыми размерами:
| Маркировка | L (длина тела), мм | d (диаметр отверстия), мм | D (диаметр тела), мм |
| 2,4×6 | 6,00 | 2,50 | 2,40 |
| 2,4×8 | 8,00 | 2,50 | 2,40 |
| 2,4×10 | 10,00 | 2,50 | 2,40 |
| 2,4×12 | 12,00 | 2,50 | 2,40 |
| 3,2×6 | 5,80-6,60 | 3,30 | 3,20 |
| 3,2×8 | 7,80-8,60 | 3,30 | 3,20 |
| 3,2×10 | 9,80-10,60 | 3,30 | 3,20 |
| 3,2×12 | 11,80-12,60 | 3,30 | 3,20 |
| 3,2×14 | 13,80-14,60 | 3,30 | 3,20 |
| 3,2×15 | 15,00 | 3,30 | 3,20 |
| 3,2×16 | 15,80-16,60 | 3,30 | 3,20 |
| 3,2×18 | 17,80-18,60 | 3,30 | 3,20 |
| 3,2×21 | 21,00 | 3,30 | 3,20 |
| 3,2×25 | 25,00 | 3,30 | 3,20 |
| 4,0×6 | 5,80-6,60 | 4,10 | 4,00 |
| 4,0×8 | 7,80-8,60 | 4,10 | 4,00 |
| 4,0×10 | 9,80-10,60 | 4,10 | 4,00 |
| 4,0×12 | 11,80-12,60 | 4,10 | 4,00 |
| 4,0×14 | 13,80-14,60 | 4,10 | 4,00 |
| 4,0×16 | 15,80-16,60 | 4,10 | 4,00 |
| 4,0×18 | 17,80-18,20 | 4,10 | 4,00 |
| 4,0×21 | 21,00 | 4,10 | 4,00 |
| 4,0×25 | 25,00 | 4,10 | 4,00 |
| 4,8×6 | 5,80-6,60 | 4,90 | 4,80 |
| 4,8×8 | 7,80-8,60 | 4,90 | 4,80 |
| 4,8×10 | 9,80-10,60 | 4,90 | 4,80 |
| 4,8×12 | 11,80-12,60 | 4,90 | 4,80 |
| 4,8×14 | 13,80-14,60 | 4,90 | 4,80 |
| 4,8×16 | 15,80-16,20 | 4,90 | 4,80 |
| 4,8×18 | 17,80-18,20 | 4,90 | 4,80 |
| 4,8×20 | 20,00 | 4,90 | 4,80 |
| 4,8×21/22 | 20,80-21,20 | 4,90 | 4,80 |
| 4,8×24/25 | 24,80-25,70 | 4,90 | 4,80 |
| 4,8×27 | 27,00 | 4,90 | 4,80 |
| 4,8×30 | 30,00 | 4,90 | 4,80 |
| 4,8×32 | 32,00 | 4,90 | 4,80 |
| 4,8×35 | 35,00 | 4,90 | 4,80 |
| 6,4×10 | 10,00 | 6,50-6,70 | 6,40 |
| 6,4×12 | 12,00 | 6,50-6,70 | 6,40 |
| 6,4×14 | 14,00 | 6,50-6,70 | 6,40 |
| 6,4×16 | 16,00 | 6,50-6,70 | 6,40 |
| 6,4×18 | 18,00 | 6,50-6,70 | 6,40 |
| 6,4×21 | 21,00 | 6,50-6,70 | 6,40 |
| 6,4×24/25 | 25,00 | 6,50-6,70 | 6,40 |
| 6,4×28 | 28,00 | 6,50-6,70 | 6,40 |
Отверстие сверлят на 0,1-0,2 мм шире диаметра заклёпки. Так проще вставить втулку, плюс она расширяется в момент движения фиксирующего стержня.
Резьбовые заклепки и их виды
Резьбовые заклепки часто их называют гаечные заклепки, заклепки с внутренней резьбой, заклепки гайки или бонки. Заклепки такого типа представляют из себя втулку с внутренней резьбой выполненной примерно на половину длины и не большим фланцем (бортиком) необходимым для надежного крепления заклепки в металле. Изготавливают такие заклепки из различных материалов таких как оцинкованная сталь, нержавеющая сталь, алюминиевые сплавы и EPDM резина. Помимо материала резьбовые заклепки отличаются диаметром резьбы а так же формой корпуса и видом бортика.
Назначение
Предназначение гаечных заклепок это создание резьбы в металле толщина которого может быть от 0,3 мм до 6,0 мм, для последующего соединения деталей при помощи винтов или болтов.
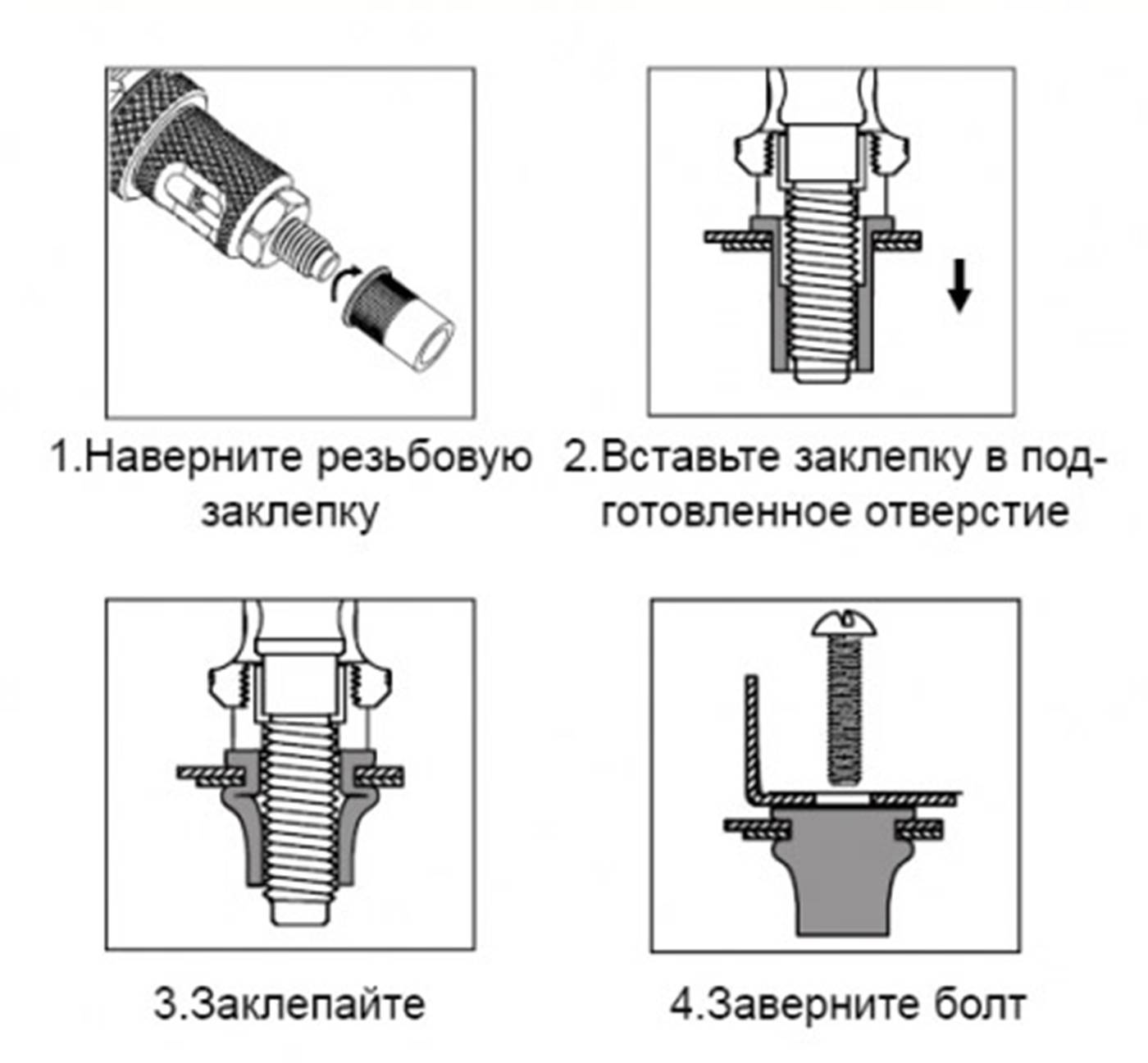
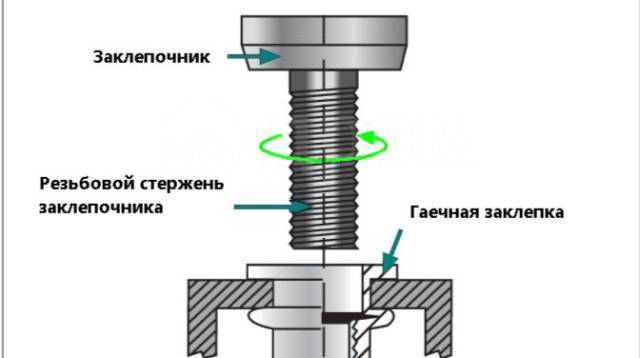
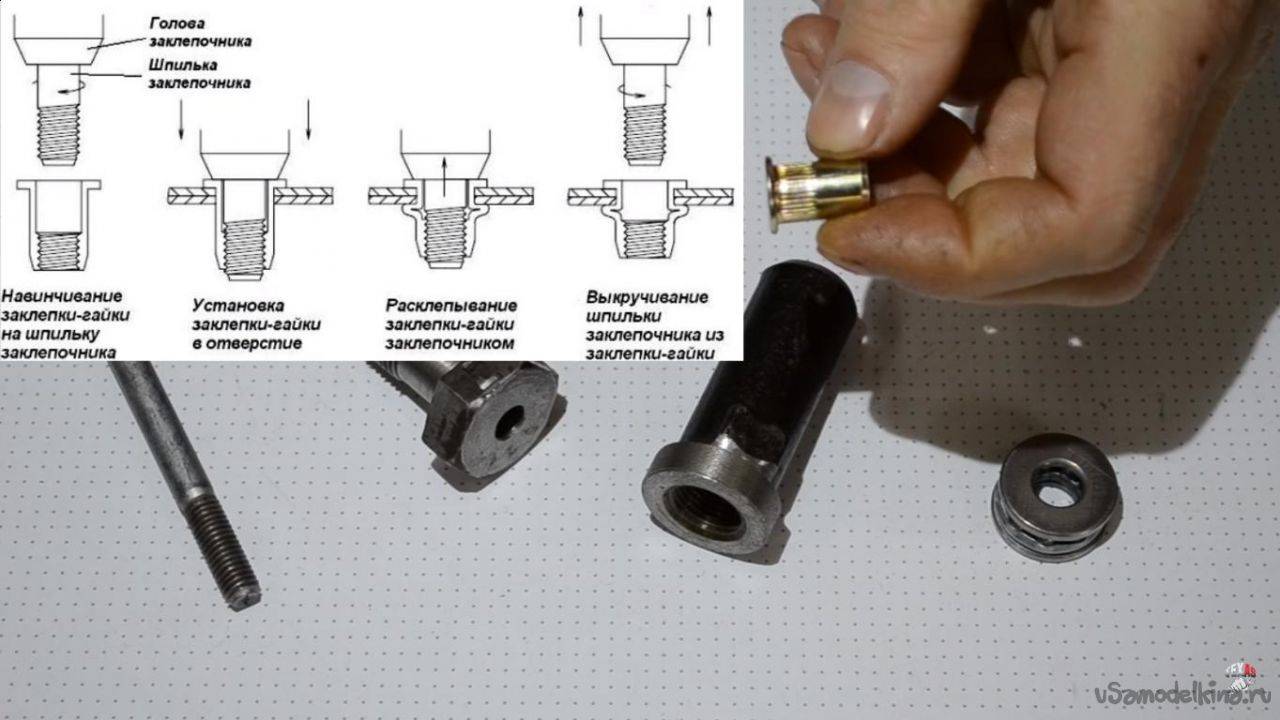
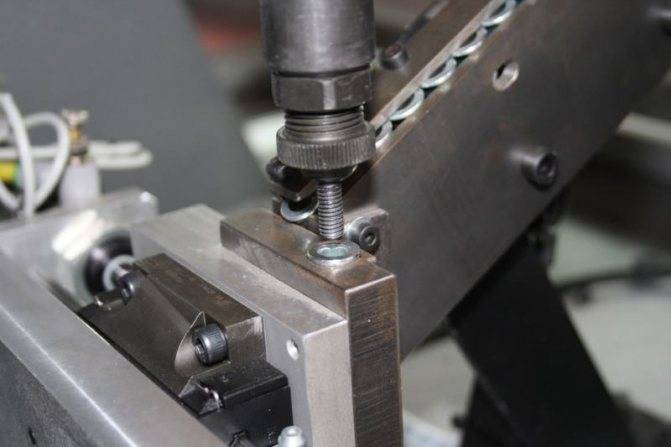
Установка резьбовых (гаечных) заклепок
Для правильной установки резьбовых заклепок используют специальный инструмент так называемые резьбовые заклепочники. Резьбовой шток заклепочника ввинчивается в гаечную заклепку и заклепка помещается в заранее подготовленное отверстие в базовом материале. (Диаметр отверстия зависит от размера заклепки и определяется по каталогу src=»https://krepmix.ru/upload/medialibrary/554/55455cc59e562b1862996d9fc4d5b627.png» class=»aligncenter» width=»672″ height=»457″ Далее резьбовой стержень втягивается в корпус заклепочника и часть заклепки не имеющая внутренней резьбы деформируется надежно фиксируя заклепку в отверстии. (Длина заклепки подбирается по каталогу производителя в зависимости от толщины материала в который ее нужно установить)
После установки резьбовой стержень заклепочника выкручивается из заклепки, на этом процесс установки завершен.
Основные преимущества резьбовых заклепок
- При помощи гаечных заклепок можно создать резьбу в тонких листах металла толщиной от 0,3 мм, при этом доступ к месту установки заклепки нужен только с одной стороны что позволяет их применять для создания резьбы в различных полых профилях и трубах.
- Установка таких заклепок происходит полностью механическим способом без применения сварки.
- При необходимости покраски деталей в которых нужно создать резьбу гаечные заклепки могут быть установлены после окраски, что избавляет от лишних операций на производстве по очистки резьбы или ее защиты перед покраской.
- Ремонтопригодность, если резьба в заклепке повреждена, то такую заклепку можно заменить путем высверливания сверлом того же диаметра что и отверстие под эту заклепку.
Формы корпуса резьбовых заклепок
Цилиндрические
Самый распространенный вид резьбовых заклепок бывают без насечки гладкие и с насечками, специальным рифлением расположенным вдоль корпуса заклепки и препятствующим её проворачиванию. Устанавливаются в круглое отверстие определенного диаметра.
Шестигранные и полушестигранные
Заклепки с такой формой корпуса применяются в местах где необходимо исключить возможность проворачивания заклепки в процессе эксплуатации. Для правильной установки заклепки отверстие в металле должно иметь шестигранную форму.Глухие (закрытые) Закрытые резьбовые заклепки защищают резьбу и внутреннюю часть изделия от попадания жидкостей и грязи, глухими бывают цилиндрические, шестигранные и полушестигранные заклепки.
Лепестковые
Применяются для установки в мягких или хрупких материалах таких как пластик. За счет своей формы образуют гораздо большую площадь соприкосновение с основанием чем стандартные резьбовые заклепки.
Виды бортика резьбовых заклепок
Стандартный бортик (цилиндрический бортик) Бортик такой формы увеличивает площадь прижимной поверхности и после установки резьбовой заклепки на поверхности металла остается видимая часть бортика в форме шайбы толщиной от 0,8 до 2 мм и с внешним диаметром от 8 до 23 мм, в зависимости от диаметра резьбы заклепки.Уменьшенный бортик (уменьшенный потайной бортик) Используется когда нужно после установки резьбовой заклепки получить максимально ровную поверхность, благодаря своей небольшой толщине подходит для монтажа в потай на металлах толщиной от 0,3 мм без применения зенковки.Потайной бортик Резьбовые заклепки с потайным бортиком позволяют после установки получить идеально ровную поверхность, высота бортика от 1,5 до 2 мм. Для правильной установки заклепок с потайным бортиком зенковка отверстий обязательна.
Резьбовыезаклепки (прайс-лист)
Установка резьбовых заклепок: особенности, инструменты, установка без заклепочника
Резьбовые заклепки — один из наиболее популярных крепежных элементов, используемых в строительстве, машиностроении, ремонтных мастерских. Они, как и вытяжные заклепки, позволяют соединять между собой металлические детали. Кроме того, благодаря наличию внутренней резьбы, с их помощью можно крепить, при помощи болтов и винтов, какие-либо детали к поверхности металла. Такой вариант крепежа является незаменимым в тех случаях, когда толщина металла не позволяет нарезать внутреннюю резьбу и отсутствует доступ с обратной стороны для накручивания гайки. В случае отсутствия необходимости в креплении деталей, целесообразно рассмотреть использование других видов заклепок, например, вытяжных или забивных. Для быстрого и качественного выполнения монтажных работ нужно иметь представление о том, как установить резьбовую заклепку, и какие инструменты для этого используются.
Типы заклепок и заклепочных швов
Наиболее часто при монтажных работах применяются типы заклепок с полукруглой и потайной головкой. В связи с тем что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применение ограничено. Такой тип заклепок используются только в тех случаях, когда их головки по условиям эксплуатации конструкции не должны выступать над ее поверхностью. В зависимости от назначения и условий эксплуатации возможно употребление заклепок и с другими формами головок (рис. 5.15).
Выбор размеров заклепок зависит от толщины соединяемых клепкой деталей. Диаметр заклепки должен быть, как правило, равным суммарной толщине соединяемых деталей. Длина стержня заклепки определяется с учетом образования замыкающей головки, усадки стержня в процессе клепки и необходимости заполнения зазора между стержнем заклепки и стенка ни отверстия под нее.
Рассмотрим порядок определения длины стержня заклепок с потайной (см. рис. 5.14, а) и полукруглой (см. рис. 5.14, б) головками. В обоих случаях длина заклепки / определяется, исходя из толщины склепываемых деталей S и длины /0 части стержня заклепки, выступающей из отверстия над поверхностью соединяемых деталей. Длина выступающей части стержня зависит от диаметра заклепки и формы замыкающей головки. Для заклепок с полукруглой головкой 10= (1,2… 1,5)d, для заклепок с потайной головкой 10 = (0,8… ,2)d.
Для обеспечения свободной, но достаточно плотной установки заклепки диаметр отверстия должен быть несколько больше диаметра заклепки:
Диаметр заклепки, мм 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Диаметр сверла, мм:
точная сборка…. 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
грубая сборка…. 2,3 2,6 3,1 3,5 4,0 4,5 5,7 6,7 7,7 8,7
В случаях, если невозможно сформировать в соединении замыкающую головку, применяют взрывные заклепки (рис. 5.15, ё). Такая заклепка, заполненная взрывчатым веществом, устанавливается в отверстие соединяемых деталей и осаживается легкими ударами молотка в холодном состоянии. После этого ее нагревают со стороны закладной головки каким-либо нагревательным прибором (например, паяльником), в результате чего происходит взрыв вещества, помещенного в стержне заклепки и его конец расширяется, образуя замыкающую головку.
Для соединения тонких металлических листов и деталей из неметаллических материалов используются трубчатые заклепки (рис. 5.15, ж), замыкающая головка которых образуется развальцовкой.
Место соединения деталей при помощи заклепок называется заклепочным швом. В зависимости от характера соединения и егоназначения заклепочные швы подразделяют на три вида: прочные, плотные и прочноплотные.
Прочный шов применяется в тех случаях, когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колонны, подъемные сооружения и другие подобные конструкции.






Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортировки газов и жидкостей под небольшим давлением.
Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах.
По взаимному положению деталей соединения различаются два типа швов: встык и внахлестку (рис. 5.16, а). Соединение деталей встык осуществляется с помощью накладок. В соединении используется одна (рис. 5.16, б) или две (рис. 5.16, в) накладки. Заклепки при любом виде соединения можно располагать в один, два, три и более рядов. В зависимости от количества рядов заклепок в соединении различают одно-, дву- и многорядные заклепочные соединения (рис. 5.17).
Расстояние между заклепками в соединении выбирается в зависимости от типа соединения (однорядное или двурядное). В однорядных швах расстояние между осями заклепок (шаг) должно быть равно трем диаметрам заклепки, а расстояние от края соединяемых деталей до оси заклепок в соединении должно составлять не менее полутора диаметров. При выполнении двухрядных швов это расстояние соответственно должно быть равно четырем диаметрам заклепки и полутора, как и в однорядном соединении. Расстояние между рядами заклепок в таких соединениях должно составлять два диаметра.
Как работать со сверлами для точечной сварки?
Проводимая технология высверливания характеризуется довольно большим количеством особенностей. Рекомендации по ее проведению следующие:
Выбранное сверло устанавливается в дрели, которая должна иметь возможность регулировки количества оборотов
Кроме этого, уделяется внимание показателю мощности. Не рекомендуется сразу использовать сверло
Это связано с тем, что рекомендуется предварительно проводить разметку мест соединения
Довольно больше распространение получил случай, когда штырь выскакивает и ломается от оказываемой нагрузки. На используемой дрели устанавливаются минимальные обороты. После этого сверло или коронка устанавливается строго перпендикулярно обрабатываемой поверхности
Это связано с тем, что рекомендуется предварительно проводить разметку мест соединения. Довольно больше распространение получил случай, когда штырь выскакивает и ломается от оказываемой нагрузки. На используемой дрели устанавливаются минимальные обороты. После этого сверло или коронка устанавливается строго перпендикулярно обрабатываемой поверхности.
После высверливания точек соединения в некоторых случаях приходится приложить усилие для отделения детали от основания. Для этого может применяться зубило с молотком.
Особенности
Заклепки представляют собой крепежные элементы в виде втулки либо стержня с закладной головкой с одного конца и с замыкающейся в процессе заклепки головкой с другого. От вытяжных заклепок резьбовые отличаются наличием резьбы. То есть они представляют собой шестигранные либо цилиндрические втулки с опорным бортиком в верхней части и резьбой в нижней. Верхняя часть выполнена в виде тонкостенной трубки без резьбы и нередко имеет продольную наружную насечку. В процессе монтажа она деформируется. Вертикальная насечка на верхней части обеспечивает равномерную деформацию и предотвращает разрыв материала.
К достоинствам резьбовых заклепок относят:
- простоту применения;
- прочное скрепление элементов из хрупких и тонких материалов вроде листового металлопроката без деформации;
- возможность односторонней фиксации в случае превышения совокупной толщиной соединяемых деталей длины крепежного элемента без потери прочности;
- сохранение прочности соединения с течением времени;
- механическая и химическая неагрессивность;
- сохранение целостности поверхности и лакокрасочного покрытия;
- возможность соединения элементов из различных материалов;
- отсутствие механических напряжений в конструкции;
- возможность демонтажа и повторной установки.
Несмотря на то, что в настоящее время в большинстве случаев вместо заклепок используются сварные или склеиваемые соединения, рассматриваемые крепежные элементы имеют ряд преимуществ в сравнении с ними, определяющих их незаменимость в некоторых узлах. Во-первых, резьбовые заклепки выдерживают термическое воздействие. Во-вторых, они не вызывают структурных изменений элементов при монтаже, в отличие от сварки, что особо актуально при соединении деталей из различных материалов, поведение которых может быть непредсказуемо. В-третьих, резьбовые заклепки обеспечивают сохранение подвижности.
Однако данные крепежные элементы имеют ряд недостатков:
- монтаж осложнен необходимостью предварительного проделывания отверстий;
- большинство резьбовых заклепок не обеспечивает герметичность швов;
- монтаж связан с высоким уровнем шума.





