

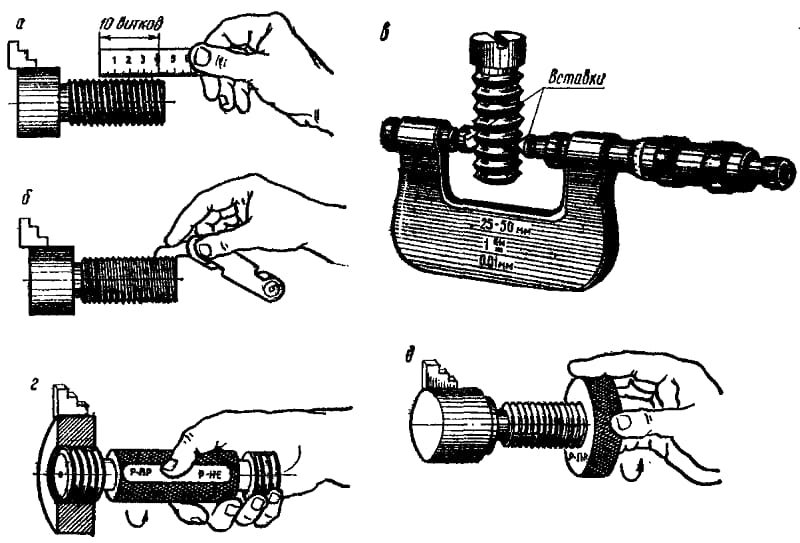
Проверка шага резьбы
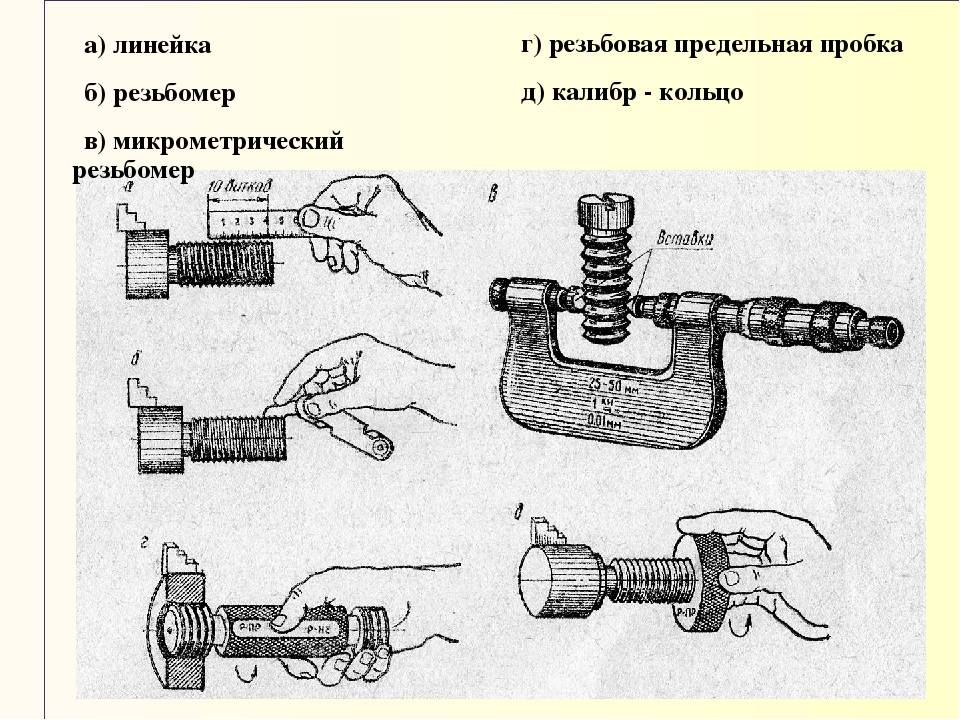
Соблюдение шага дюймовой резьбы по таблице— необходимое условие работоспособности соединения. Поэтому при нарезке рекомендуется проверять соответствие этого параметра. Измерение шага резьбы проводится при помощи калибра,резьбомера, механического измерителя и других специальных инструментов.
Также используется простой способ проверки по шаблону, в качестве которого используют деталь с ответной резьбой, заведомо соответствующей стандарту. При проверке наружной резьбы, например, на трубе или болте, шаблоном служит штуцер или муфта со стандартной внутренней резьбой. Проверяемую деталь закручивают в шаблон. Если она полностью вкрутилась и образовалось плотное соединение, то шаг резьбы соответствует стандарту. Если деталь не вкручивается или образуется неплотное соединение, значит, резьба нарезана с нарушением шага. Проверка изделие с внутренней резьбой выполняется аналогичным методом, но шаблоном служит деталь со стандартной наружной резьбой, на которую накручивают проверяемый элемент.
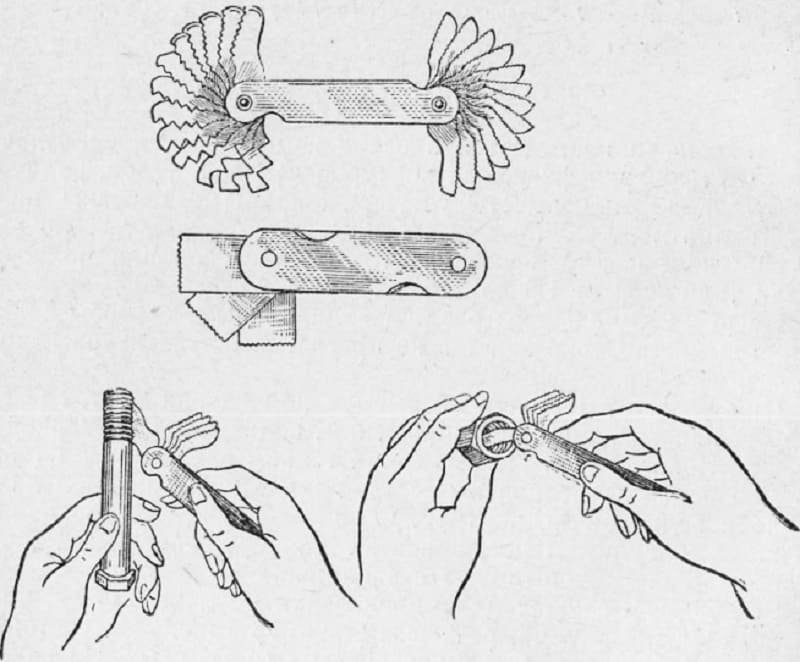
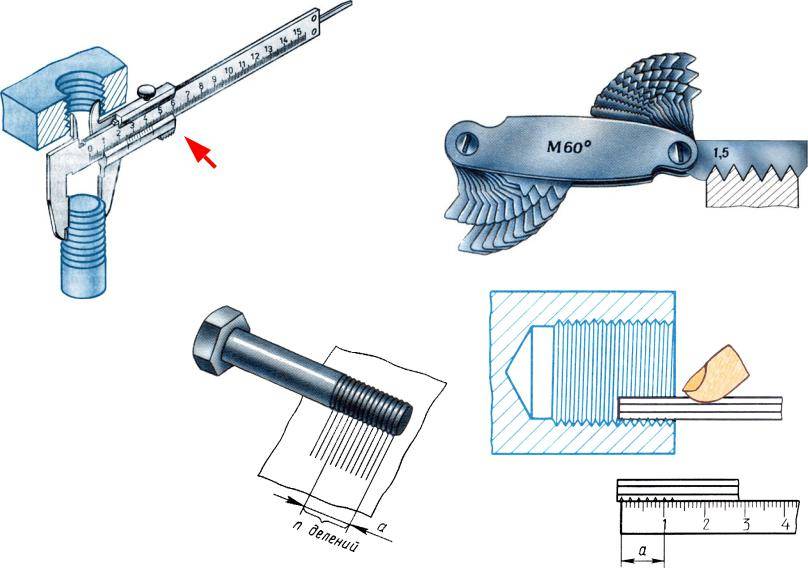
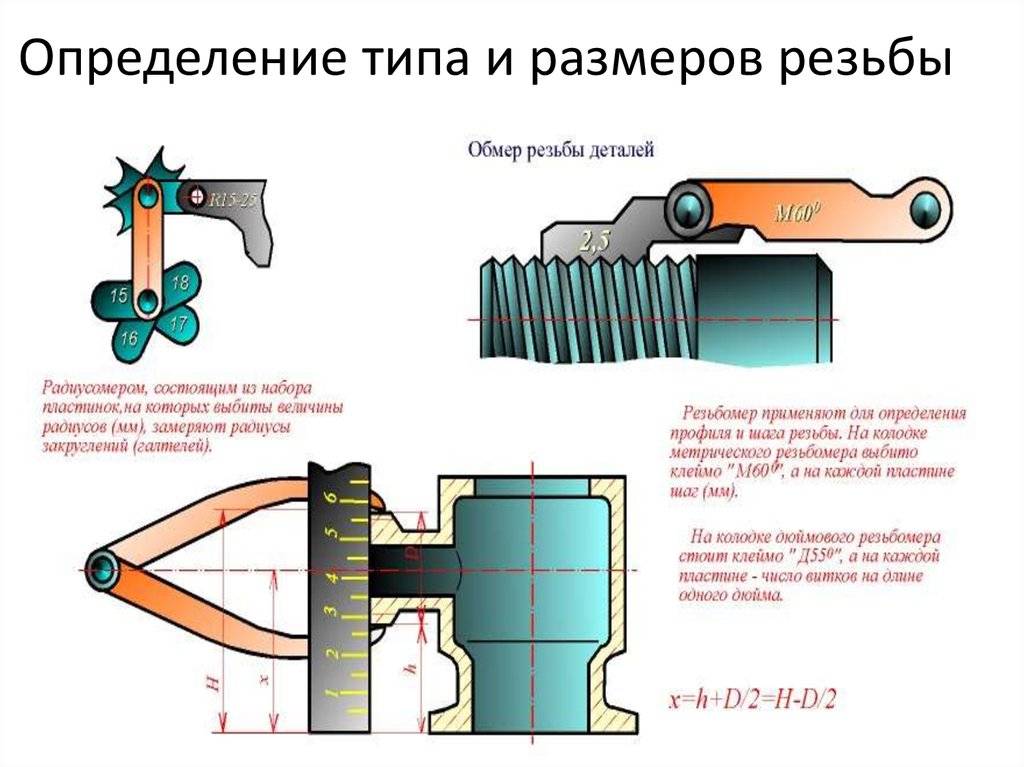
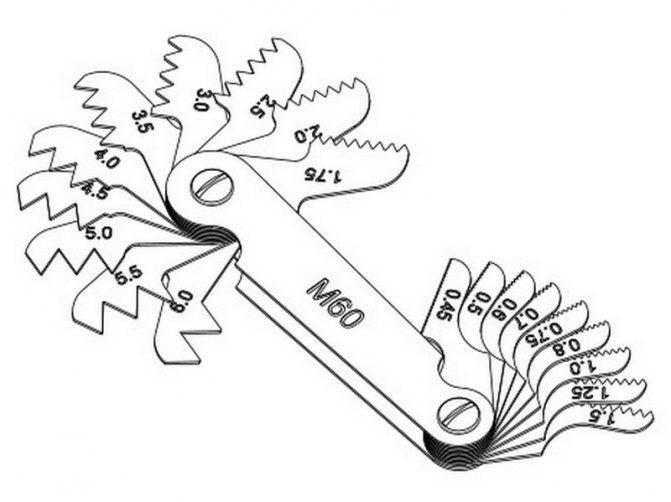
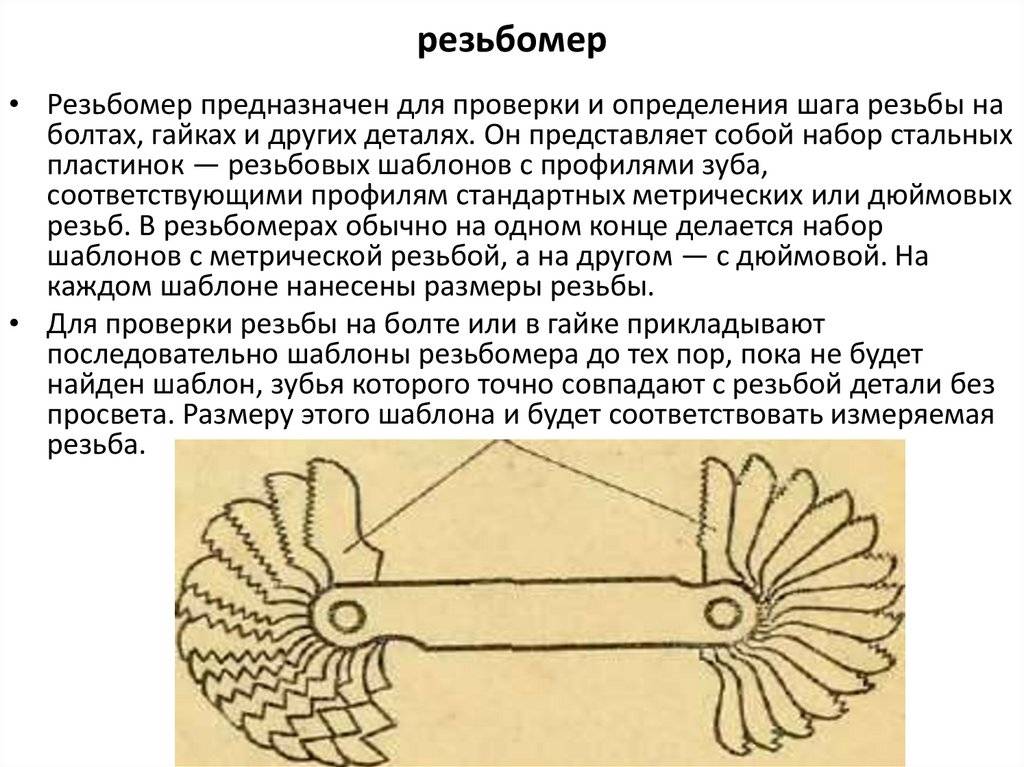
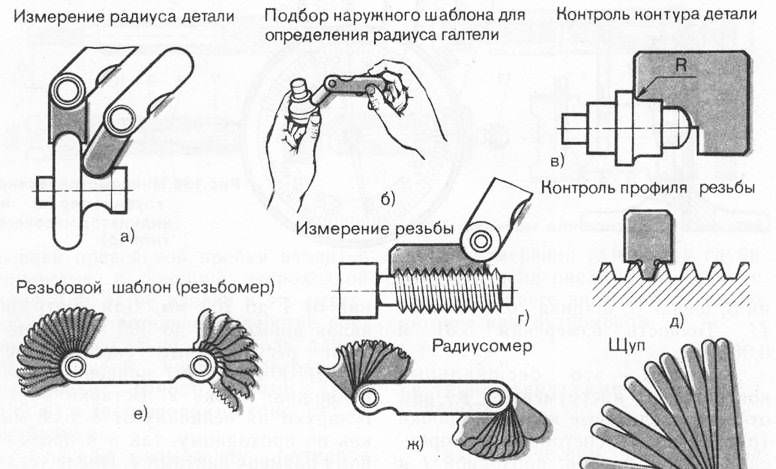
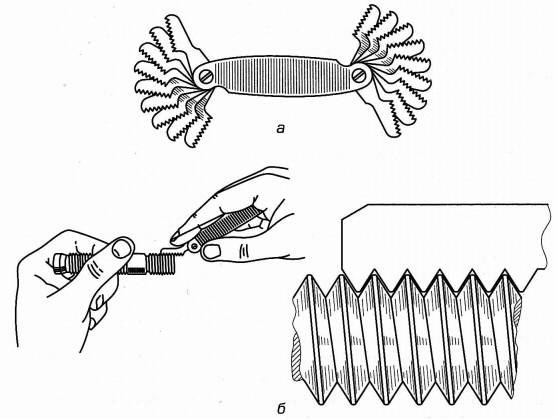
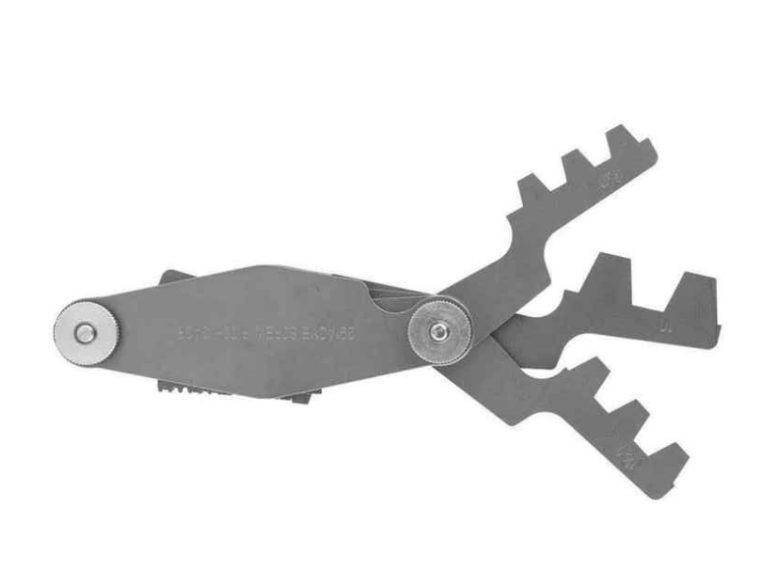
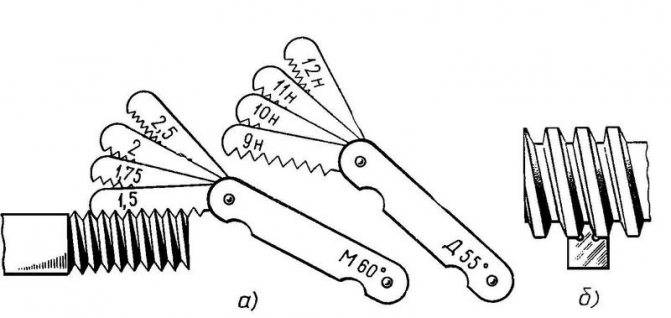
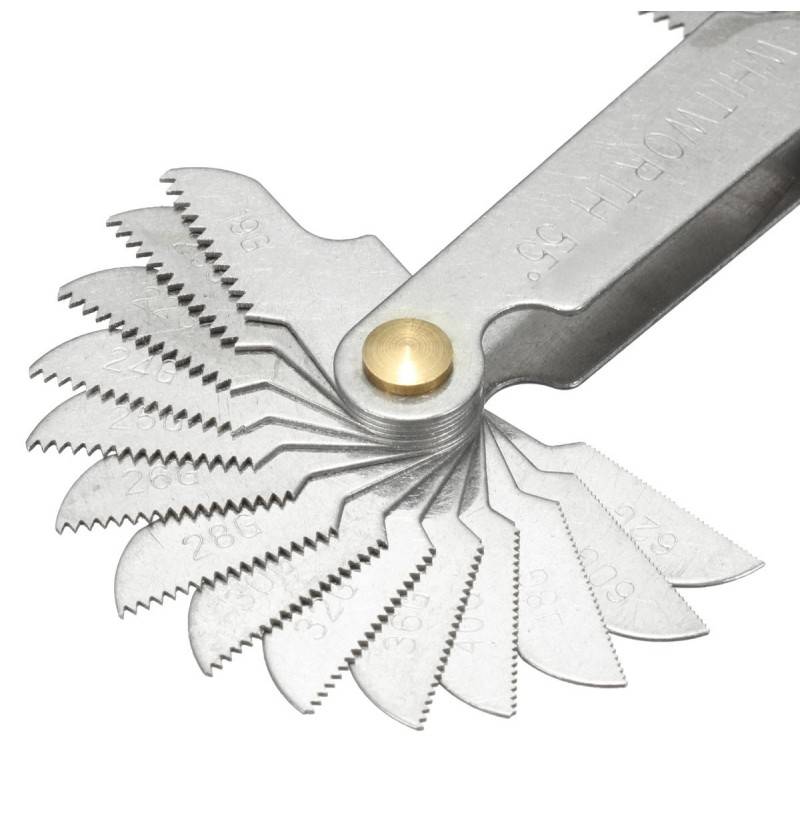
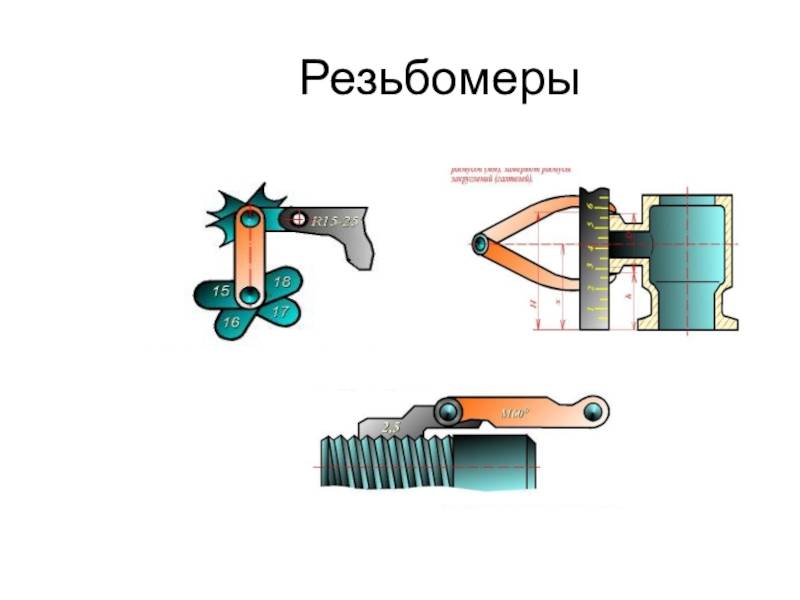
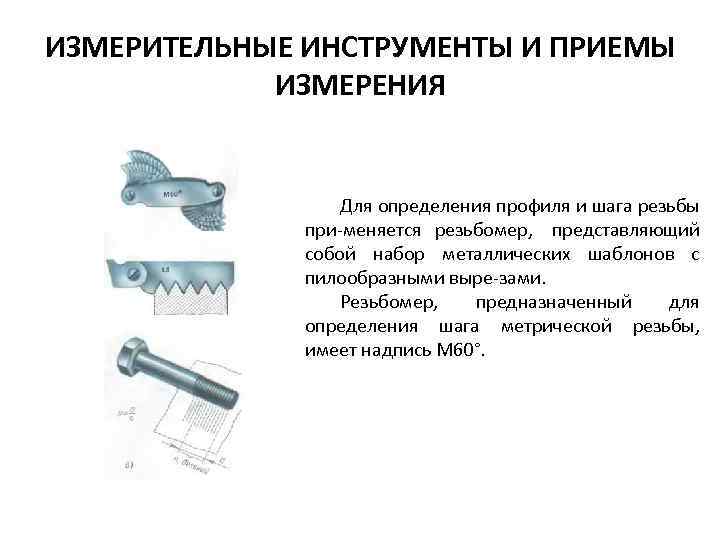
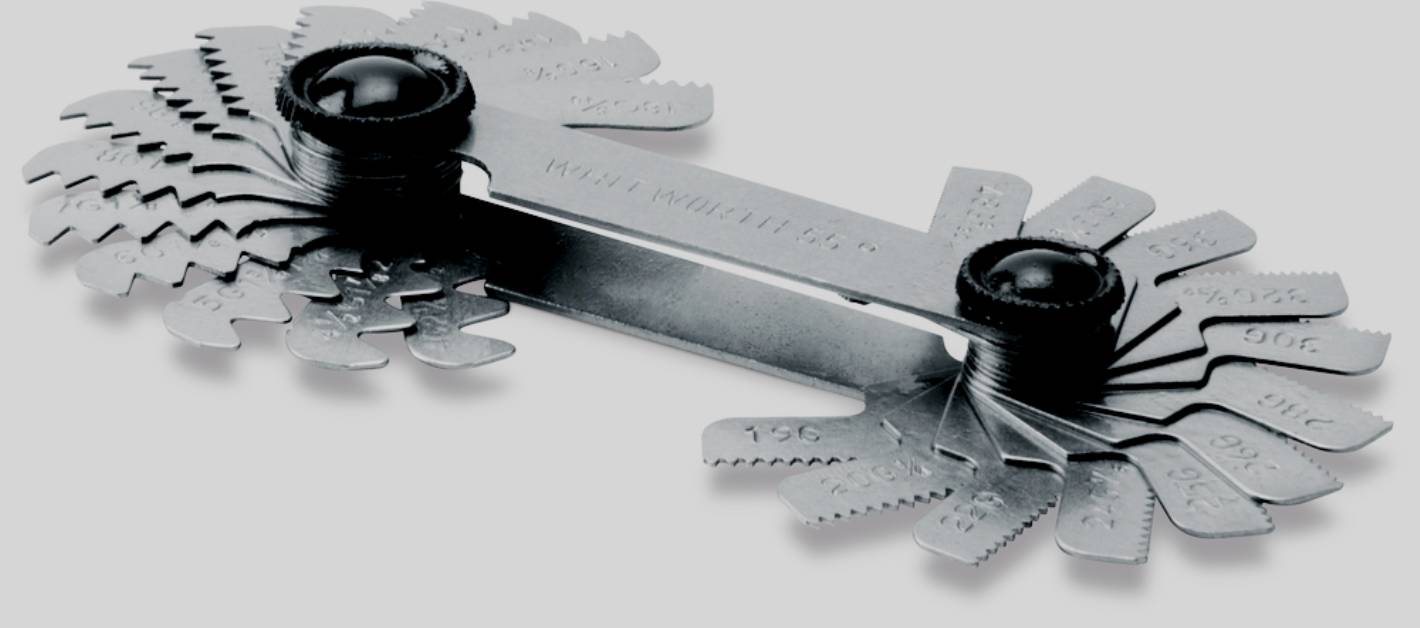
Еще один способ проверки шага, а также других параметров резьбы, предусматривает использование резьбомера. Это пластина, имеющая зазубрины, которые по размерам и другим параметрам точно соответствуют определенной стандартной резьбе. Резьбомер прикладывают к проверяемой нарезанной резьбе. При этом его зазубренная часть должна точно совпасть с ее гребнями и впадинами, обеспечив плотное прилегание.
Калибровка измерительного оборудования
Калибровка средств измерений должна выполняться относительно регулярно, чтобы они хорошо выполняли свои функции. Безусловно, калибровать школьную линейку или портновский метр нет смысла, однако контролировать точность данных имеет смысл.

Калибровку следует проводить, когда обнаруживается, что измерительный инструмент превышает допустимую погрешность измерения. Регулировку также следует производить, когда считается, что инструмент стал работать медленнее, чем раньше. Как пример, это все часы и другие подобные измерительные инструменты.

Цель калибровки — определение соответствия данного инструмента метрологическим условиям.

ГОСТы
Машинно-ручные с канавками прямыми/винтовыми/укороченными изготовленные из углеродистой стали регулируются ГОСТ3266-71-71/ГОСТ17933-72/ГОСТ 17931-72. Гаечные метчики с прямым/изогнутым хвостовиком производятся из низколегированной стали согласно ГОСТ1604-71/ГОСТ6951-71. Машинно-ручные, где зубья расположены в шахматном порядке из нержавеющей стали – ГОСТ17927-71. Гаечные с шахматным расположением и прямым хвостовиком (метчики из жаропрочной стали) по ГОСТу 17929-72. Машинные с винтовыми или укороченными типами канавок (инструмент из легких сплавов) – ГОСТ 17932-72/17930-72.
Трубные
>
Лежат в основе подавляющего большинства санитарно-технических устройств и коммуникационных линий
Обратите внимание, в чем измеряется шаг резьбы такого типа – обычно в дюймах, ведь расчеты выполняются по формулам из английской системы мер. Главным показателем становится сечение условного прохода
Параметры винтовой линии
| P, мм | Число ниток на 1 ʺ | d (наружный), мм | DN, ʺ |
| 0,907 | 28 | 9,729 | 1/8 |
| 1,337 | 19 | 13,158 | 1/4 |
| 1,337 | 19 | 16,663 | 3/8 |
| 1,814 | 14 | 20,956 | 1/2 |
| 1,814 | 14 | 22,912 | 5/8 |
| 1,814 | 14 | 26,442 | 3/4 |
| 1,814 | 14 | 30,202 | 7/8 |
| 2,309 | 11 | 33,250 | 1 |
| 2,309 | 11 | 37,898 | 1 1/8 |
| 2,309 | 11 | 41,912 | 1 1/4 |
| 2,309 | 11 | 44,325 | 1 3/8 |
| 2,309 | 11 | 47,805 | 1 1/2 |
| 2,309 | 11 | 53,748 | 1 3/4 |
| 2,309 | 11 | 59,616 | 2 |
Приведенные таблицы будут вашими помощницами – они содержат те данные, на которые можно смело ориентироваться при выборе стандартных значений для нанесения витков на стержни крепежа.
Виды микрометров по сфере их использования
Рассматриваемые устройства на виды классифицируются не только по способу отображения информации, но еще и по области их применения. Это означает, что для получения точных сведений об измерениях разных деталей, рекомендуется использовать соответствующие микрометры
К примеру, измерить толщину стального листа можно обычным универсальным измерителем, но для получения точных результатов (что немаловажно), рекомендуется воспользоваться специализированным прибором для выявления толщины листовых материалов. Какие виды микрометров по сфере их применения бывают, рассмотрим более детально
- Гладкий прибор — используется для выявления габаритных размеров деталей, имеющих плоскую или круглую форму
- Измеритель труб — чтобы узнать наружный или внутренний диаметр трубы, для этого используется штангенциркуль. Микрометр для труб служит для определения толщины стенок трубы. Обычно такие манипуляции выполняются на стадии производства металлопроката, с целью проверки их качества. Еще измерения проводятся на трубах, которые эксплуатируются, чтобы определить толщину коррозионного слоя
- Зубомер — когда надо узнать размер и расстояние между зубьями шестерней и шестеренчатых колес. Прибор имеет специальные насадки конической формы, которые закреплены на пятке и подвижном винте. В комплектацию к зубомерам входит эталонная заготовка для выявления точности прибора
- Листовой измеритель — если надо узнать точный размер листовых материалов, то для таких целей применяются микрометры со специальной шкалой. Шкала имеет малый диапазон измерений, поэтому прибор обеспечивает получение высокоточных результатов. Микрометры листовые МЛ бывают двух типов — с плоскими насадками и продолговатым основанием. Применяются они в зависимости от размеров заготовок
- Проволочные микрометры рассчитаны на измерения диаметра проволоки и размера шариков от подшипников. Они отличаются компактностью своей конструкции, так как не имеют основания в виде скобы
- Универсальные микрометры — отличное решение для тех, кто часто использует прибор для измерения разных деталей (резьба, листы стали, трубы и прочее). Этим прибором можно измерить практически любую деталь, за счет чего он и получил название универсального устройства. Универсальность обеспечивается за счет применения сменных насадок, закручивающихся и выкручивающихся в зависимости от детали, размер которой надо узнать
- Призматические устройства — инструмент получил свое название за счет специальной конструкции неподвижной опоры, имеющей форму призмы. Применяется для выявления диаметров многолезвийного инструмента
- Канавочный микрометр глубиномер — служит для определения размера углублений. Принцип работы аналогичен работе штангенциркуля, только вместо плоской шкалы, прибор имеет нониусную цилиндрическую разметку. Отличается от штангенциркуля тем, что отображает показания с большей точностью
- Прибор для измерения резьбы — измерить резьбу можно при помощи штангенциркуля, но сделать это специализированным микрометром не только проще, но и точнее. Прибором измеряется резьба метрического и дюймового типа, для чего микрометр комплектуется специальными насадками
- Двойной — конструктивно прибор имеет вид двух микрометров, которые объединили на одном основании. Служит устройство для снятия замеров одной заготовки, то есть когда надо узнать разные размеры, например, при снятии диаметров поршней
- Прибор для измерения горячего проката — используется для выявления толщины производимых деталей еще на стадии их изготовления. Прибор сильно отличается от своих собратьев, так как имеет колесо со шкалой
- Нутрометр — это разновидность микрометров, которые служат для уточнения внутренних диаметров изделий. В отличие от штангенциркулей, позволяют померить минимальные внутренние диаметры труб и прочих аналогичных заготовок
Все виды рассматриваемых устройств имеют свои плюсы и минусы, поэтому для измерения соответствующих деталей рекомендуется выбирать соответствующий микрометр. Это позволит получить максимально-точные результаты. Чтобы эти результаты были точными, следует для начала откалибровать инструмент.







Приборы контроля резьбы
Для вычисления характеристик метрической разновидности резьбы при помощи комплексного метода контроля используются калибры в виде колец и скобы. Измерения проводятся в соответствии с ГОСТом 17763. Контроль внутреннего нарезания производится калибрами-пробками. Контроль нарезки с углом профиля 55° осуществляется при помощи микрометра со специальными вставки. На измерительный прибор устанавливается 5 комплектов вставок, размер которых определяется шагом резьбы. Существует 2 основных вида вставок:
- призматическая: устанавливается на место пятки микрометра;
- конусная: ставится в отверстие винта микрометра.
Работники ОТК для контроля угла профиля резьбы используют приспособления со встроенными индикаторами: микроскопы и проекторы. Они могут быть оснащены раздвижными вставками и наконечниками в виде шариков. Конструкция приборов с индикаторами представляет собой упорную планку, держатель и индикаторы. Главным преимуществом индикаторных приспособлений является их универсальность. С их помощью можно проводить измерительные работы как при расточке, так и при обточке детали. Они обеспечивают высокую точность измерений за короткий временной промежуток.
Сотрудники фабрик и заводов во время контроля резьбы применяют штангенциркуль и штихмассы, производящие замеры линейных единиц измерения. Они помогают определить размер резца, с помощью которого производится снятие необходимого количества стружки с заготовки. Эти измерительные приборы позволяют сэкономить время обработки отверстий средней и наибольшей степени точности.
Назначение калибра-пробки
Эти бесшкальные измерительные системы используются для проверки точности выполненных операций механической обработки различных деталей. В зависимости от типа работ (токарных, фрезерных, сверлильных) пробки предназначены для контроля следующих результатов:
- диаметра просверленного отверстия после всех видов обработки;
- установления класса точности обработки поверхности;
- геометрических (линейных) размеров;
- углов наклона поверхностей по отношению к заданным нормалям;
- соответствие формы обработанной детали заданным параметрам;
- правильность взаимного расположения поверхностей;
- правильности нарезания резьбы (внутренней и внешней).
Отсутствие в этих измерительных приборах непосредственно индикатора, шкального или цифрового требует создания большого числа таких устройств. Это связано с тем, что каждый инструмент может быть использован только для контроля одного параметра. Применение подобных измерительных приспособлений позволяет механизировать операцию проверки и сократить время в технологической цепочке на проведения этой операции. Сокращение времени контроля обязательных параметров позволяет существенно повысить производительность труда.
Поэтому в настоящее время применяют следующие виды изделий:
- гладкие калибры-пробки;
- скобы;
- щупы (обычно плоские пластины определённой толщины для измерения зазора между деталями, то есть проверки его разрешённой величины);
- конусные (насадка имеет форму конуса под заданным углом наклона);
- для взаимного расположения поверхностей;
- резьбовые калибры (для контроля цилиндрической резьбы различных размеров).
Каждый из перечисленных видов имеет своё назначение. Первый тип предназначен для оценки параметров изготовленных труб. Его используют для оперативной проверки качества изготовленных трубопроводов. Соответствие всех необходимых параметров установленных стандартом.
Резьбовые предназначены только для проверки качества нарезанной резьбы. Они изготавливаются укороченными или полными (для повышения точности контроля). С помощью укороченных калибров можно проверить только часть нарезанной резьбы, что затрудняет получения полной картины качества изготовленной детали. Для получения полной картины точности и качества резьба проверяется с помощью полных резьбовых конструкций.
Полный контроль трубной продукции осуществляется резьбовыми и гладкими калибрами.
Конструкция инструмента
Этот измерительный инструмент изготовлен из цельного металлического бруска. На обоих концах расположены цилиндрические элементы заданного диаметра. Поэтому, их подразделяют на следующие классы:
- измерительные;
- резьбовые;
- гладкие (односторонние или двухсторонние);
- проходные;
- предельные.
Каждый устройство конструктивно состоит из следующих элементов:
- ручки (с нанесённым рифлением по ГОСТ 14748-69);
- вставки;
- шпонки;
- фиксирующего винта.
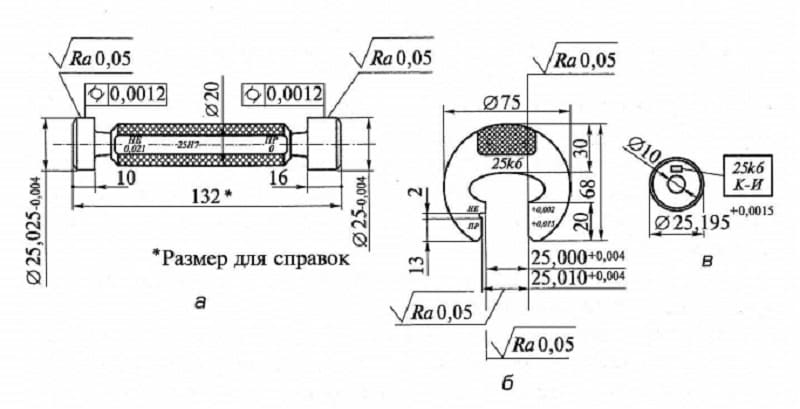
Например, калибр пробка резьбовая в качестве вставки используется для проверки метрической резьбы. Они делятся на две категории: для проверки резьбы от 1 до 68 мм и от 68 до 200 мм. Требования к ним приведены в специальных стандартах. Все резьбовые пробки имеют конструкцию с полным или укороченным профилем резьбы. Каждая из пробок имеет свою специфику применения.
Гладкие предельные пробки на основании установленных стандартов делятся на следующие конструкции:
- двусторонние с вставками цилиндрической формы;
- с коническими вставками;
- с цилиндрическими насадками;
- полные и неполные;
- односторонние листовые;
- полные и неполные шайбы.
Калибр-пробка гладкая двухсторонняя имеет на обоих концах ручки соответствующие вставки. Одна пробка называется проходная и обозначается аббревиатурой «ПР». Вторая пробка является не проходной и имеет обозначение «НЕ». Размеры гладких калибров пробок определяются их назначением и приведены в стандарте на такие инструменты. Основными параметрами являются внешний диаметр, размер головки (вставки) класс точности обработки. Для проведения проверок отверстий, имеющих диаметр в интервале от пяти до двадцати миллиметров, для пробки изготавливают насадку в форме конуса. Для отверстий большего диаметра такая насадка выполняется цилиндрической.
Проходные гладкие пробки производятся на основании существующих типоразмеров. Промежуточные пробки имеют ближайший размер по ГОСТ. Предельные калибры- пробки состоят из таких же элементов, как и проходные. Каждый размер отдельной детали пробки наносится на чертёж. Он служит для определения точного размера конструкции и порядка его применения.
Трапецеидальная
К резьбовым соединениям этого вида относятся чаще всего соединения типа винт-гайка. Трапецеидальная резьба выполняется в соответствии с ГОСТ 9481-81. Ее форма представляет собой равнобокую трапецию. Угол наклона граней составляет 30°. Для резьбы крепежных элементов, применяемых в червячных передачах, предусмотрен угол наклона 40°.




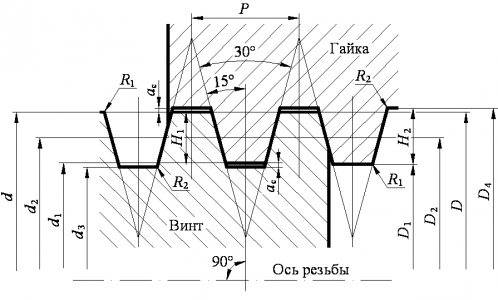
Трапецеидальный профиль резьбы позволяет достичь повышенной прочности соединения. Благодаря этому ее применяют для соединения деталей механизмов, работающих под воздействием динамических нагрузок, например, в ходовых гайках, которыми фиксируются штоки задвижек и т. д.
Классификация мерительного инструмента в машиностроении: виды
Ключевой параметр – поставленные задачи, по назначению выделяют следующие его варианты:
- ручной – показания снимает человек;
- цифровой – аналогичные операции осуществляет уже компьютер;
- механический – габариты фиксируются путем непосредственного физического контакта с поверхностями детали;
- лазерный – определение соответствия происходит уже без соприкосновения с заготовкой;
- строительный – ориентированный на площадки для возведения зданий, нужен для расчета ДхШхВ, угла и тому подобных параметров;
- разметочный – с его помощью определяют контуры, важные точки, расстояния будущих объектов, прежде чем приступить к их изготовлению;
- универсальный – позволяет решать сразу несколько задач.
Категории достаточно условны: в одну из них способны входить сразу несколько приспособлений. Например, линейка является и ручной, и механической.
Также идет деление по материалам изготовления (устройства, выполненные из металла, пластика, дерева, композитов) и по конструкции (простые и сложные). Но есть еще один эксплуатационный показатель, заслуживающий отдельного рассмотрения.
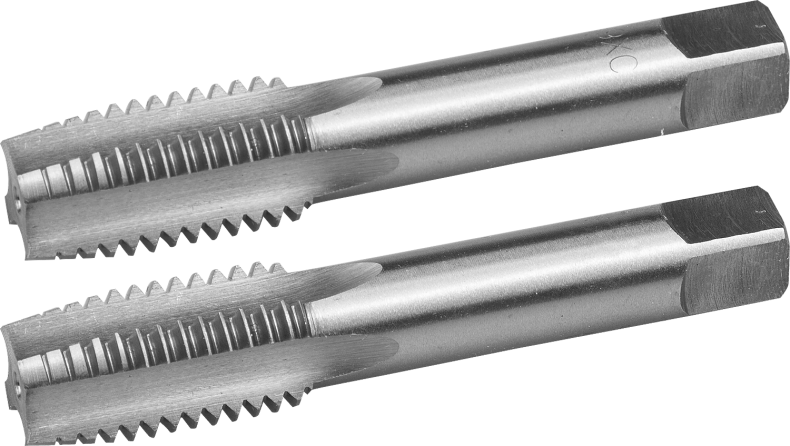
Назначение метчиков
Метчики используются только для нарезания внутренней резьбы. За внешнюю резьбу отвечают совершенно другие инструменты.
- Инструмент способен сделать новую резьбу в абсолютно разных отверстиях или обновить уже существующую.
- Работы могут проводиться с разными металлами, такими как: латунь, медь, подобные металлы и пластик.



Обычно для изготовления резьбы используется набор, в который входят три метчика. Некоторые случаи требуют до пяти метчиков.

Для его использования необходим специальный инструмент – метчикодержатель. Зафиксированный в нем метчик вставляется в отверстие и проворачивается в нужную сторону.

Инструкция по определению шага трапецеидальной резьбы
Кроме метрической и дюймовой нарезки, существует также трапецеидальная резьба. Отличается она от рассмотренных выше типов тем, что ее профиль имеет угол 30 градусов. Применяется такой тип нарезки преимущественно в конструкции механизмов, где энергия вращения преобразуется в поступательные движения. Самый яркий пример, где используется трапецеидальная резьба — это тиски.
Для обозначения такого типа нарезки применяется маркировка Tr, а шаг нарезки измеряется в миллиметрах. Если на метрической нарезке шаг представляет собой расстояние между вершинами, то на трапецеидальной — это одинаковое расстояние между зубьями. Ниже на фото буквой P обозначен шаг трапецеидальной резьбы.
Для его измерения существует специальный Т-резьбомер, который стоит дороже дюймовых и метрических приборов. Чтобы его не покупать в случае необходимости определения шага трапецеидальной резьбы, имеется соответствующий алгоритм. Для этого необходимо измерить наружный диаметр, и сравнить его с табличными значениями, получив соответствующий результат.
Таблица определения шага трапецеидальной резьбы
Это интересно!В конструкции тисков используется трапецеидальная резьба, поэтому ее не стоит путать с метрической и дюймовой.
Резьбонакатная плашка – краткая характеристика
Сегодня лидирующее место в данном типе работ занимает плашка, лерка когда-то также была отдельным часто используемым инструментом. Но в последнее время эта два инструмента объединили, и все называют одним словом – плашка. По внешнему виду они напоминают закаленные гайки, где имеются осевые отверстия, они же и образуют острые режущие кромки. Обычно почти на всех приспособлениях имеются стружечные отверстия в количестве от 3 до 6. Они необходимы, чтобы отводить стружки в сторону.








Стандартные плашки имеют толщину от 8 до 10 витков. Основная режущая часть всегда выполнена в виде внутреннего конуса. Заборная часть имеет от 2 до 3 витков. Для выполнения данного приспособления используется прочная легированная сталь марки 9 ХС, но иногда они сделаны и из других видов стали. Каждый инструмент имеет маркировку и свое обозначение
При покупке надо обращать внимание, чтобы указывалась степень точности, которая будет при нарезании резьбы
Виды плашек подразделяют в зависимости от нескольких показателей. Главный критерий – конструкция, по этому признаку выделяют цельные (нетрудно догадаться об их внешнем виде), разрезные и раздвижные (по-другому – клупповые). По своей же геометрической форме плашки могут быть круглыми (это и есть лерки), квадратными, шестигранными, призматическими. Существуют еще и деревянные плашки, но это не нарезной инструмент, а просто срез ствола дерева, эдакая болванка-кругляш, иногда они обладают даже лечебными свойствами. Естественно, о них говорить здесь мы не будем. А для более широкого понимания особенностей всех моделей описанного выше инструмента, скажем несколько слов о каждой из них.
Упорные
Обладают двумя важными конструкционными особенностями:
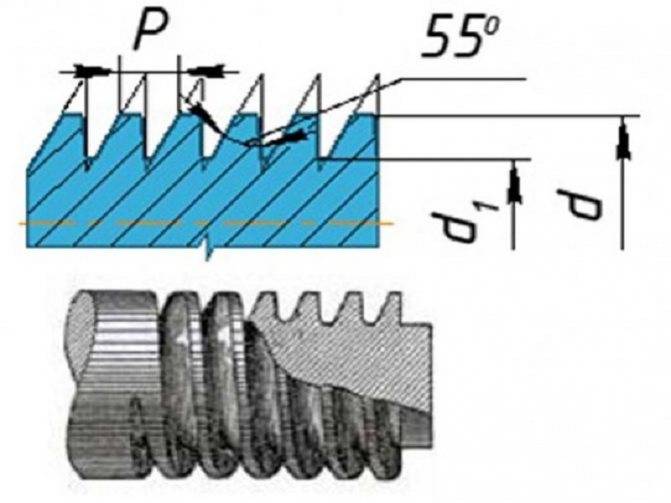
- Ширина угла при виртуальной вершине составляет 55 градусов.
- Одна сторона нити идет перпендикулярно стержню, вторая – под наклоном для предотвращения самоотвинчивания.
Решать, как замерить шаг резьбы такого типа, часто приходится проектировщикам прецизионных приборов, точно выставляющих гайку по отношению к болту.
Параметры винтовой линии
| Р, мм | d, мм | ||
| вариант исполнения | 1 ряд (рекомендуемый) | 2 ряд (допустимый) | |
| крупный | мелкий | ||
| 1 | 2 | ||
| 3,00 | 2,00 | 10 | |
| 3,00 | 2,00 | 1,00 | 12 |
| 4,00 | 2,00 | 14 | |
| 4,00 | 2,00 | 1,00 | 16 |
| 4,00 | 3,00 | 18 | |
| 4,00 | 3,00 | 2,00 | 20 |
| 5,00 | 4,00 | 22 | |
| 8,00 | 5,00 | 4,00 | 24 |
| 8,00 | 5,00 | 26 | |
| 10,00 | 8,00 | 4,00 | 28 |
| 10,00 | 8,00 | 30 | |
| 12,00 | 10,00 | 8,00 | 32 |
| 12,00 | 34 | ||
| 12,00 | 10,00 | 8,00 | 36 |
| 12,00 | 7,00 | 5,00 | 38 |
| 12,00 | 10,00 | 8,00 | 40 |
| 10,00 | 8,00 | 42 | |
| 12,00 | 7,00 | 3,00 | 44 |
| 12,00 | 8,00 | 3,00 | 46 |
| 12,00 | 8,00 | 3,00 | 48 |
| 12,00 | 8,00 | 5,00 | 50 |
| 14,00 | 10,00 | 8,00 | 52 |
| 14,00 | 10,00 | 55 | |
| 16,00 | 12,00 | 10,00 | 60 |
| 16,00 | 12,00 | 65 | |
| 16,00 | 12,00 | 10,00 | 70 |
| 16,00 | 10,00 | 8,00 | 75 |
Выбор угломера или что надо знать перед покупкой
На основании выше представленного описания можно принять соответствующее решение о том, какой тип инструмента предпочтительно купить. Зачастую выбор ложится на механические или цифровые приборы, за ними идут лазерные, и меньше всего популярностью пользуются среди домашних мастеров маятниковые и оптические приборы. Чтобы выбрать правильно измеритель, нужно учитывать следующие критерии:
- Материал изготовления — это может быть пластик, алюминий или сталь. Выбирать алюминиевые устройства нужно в самом крайнем случае, так как они отличаются непродолжительным эксплуатационным периодом
- Качество нанесения шкалы и исполнение инструмента в целом — визуально определяем, насколько качественным является этот прибор. Если он собирался не на заводе, а в подвале на «скорую руку», то это будет отчетливо видно. Выбирать такие модели не стоит
- Цена — хороший прибор будет стоить соответствующе. Если это механический инструмент из пластика, то купить его можно за 500-600 рублей, с нониусом устройства из стали стоят не менее 1500 рублей, а самые дорогие — это электронные и лазерные измерители
Подводя итог, необходимо отметить, что рассматриваемый вид измерительного прибора должен быть в арсенале у каждого мастера. С его помощью можно не просто измерить угол между двумя перпендикулярными поверхностями или конкретной детали, но еще и изготовить высокоточные заготовки и механизмы.
Публикации по теме
Как пользоваться малкой и особенности угломера
Динамометрические отвертки и их назначение
Виды строительного правила: рекомендации по их применению
Как отремонтировать лазерный уровень самостоятельно или сколько стоит ремонт
Рейтинг лучших профессиональных резьбомеров
Metr Whi BSP SCHUT

Эта высокопрочная конструкция производится на территории Голландии, что говорит о надежности и прочности аксессуара. Позволяет с легкостью определить габариты профиля и величину шага. Применяется метрическая система. Следует отметить, что конструкция может работать в комплексе с большинством образцов западно-европейских фитингов, поэтому мастеру не понадобится вспомогательные инструменты. Речь идет о технологии соединения типа BSP и WHi. В комплекте имеется 58 вспомогательных элементов, которые изготовлены из высококачественного металлического сплава. Прочно крепятся к обойме. Коэффициент погрешности, заявленный производителем, составляет 8 мкм, что делает манипуляции высокоточными. Несмотря на богатую комплектацию, общий вес составляет 100 г.
Цена – 1755 руб.
Metr Whi BSP SCHUT
Достоинства:
- эргономичность;
- удобство в эксплуатации;
- компактные габариты;
- возможность работы с фитинговыми соединениями западного образца;
- высокое качество материала и вспомогательных комплектующих;
- многофункциональность.
Недостатки:
INSIZE М 60 4820-1241

Эта качественная модель характеризуется низким коэффициентом погрешности и оптимальной комплектацией. В наборе имеется 24 высокопрочных шаблона, которые позволят выполнять работы как дома, так и на производстве. В фирменном кейсе нет ничего лишнего. Цена обусловлена высоким качеством сборки и применяемых комплектующих. Резьбовой шаг изделия – 0,25-6 мм. Коэффициент погрешности составляет 70 мкм. Общий вес инструмента – 0,05 кг. Габариты приспособления – 17х30х119 мм.







INSIZE М 60 4820-1241
Достоинства:
- качество сборки и вспомогательных элементов;
- эксплуатационный срок;
- низкий коэффициент погрешности;
- компактные габариты;
- оптимальная комплектация.
Недостатки:
GEDORE 6549730

Это приспособление пользуется популярностью не только у отечественных, но и европейских покупателей. В основе лежит использование высокопрочного металлического сплава. Резьбовой шаг находится в диапазоне 0,25-6 мм. Это позволит осуществить необходимые замеры как внутренней резьбы, так и внешней. За счет отличной комплектации под рукой у мастера окажется все необходимое для замера любой гайки или винтика. Габариты изделия – 76х28х14 мм. Общий вес модели – 0,10 кг. Сборка осуществляется на территории Германии.
Стоимость – 1410 руб.
GEDORE 6549730
Достоинства:
- немецкая сборка;
- компактные габариты;
- эргономичность;
- практичность;
- качество сборки и дополнительных комплектующих;
- эксплуатационный срок.
Недостатки:
UNC UNF SCHUT 30 шт. 856.461

Универсальный набор шаблонов, который понадобится для осуществления точных замеров. Представляет собой высококачественный набор, состоящий из 30 зубчатых пластинок, которые помещены в специальную нишу, находящуюся в обойме. Помимо определения шага, конструкция позволяет проверить полноту профиля вида UNF и UNC. В процессе эксплуатации рекомендуется прикладывать необходимую пластину таким образом, чтобы зазор между ней и элементом был минимальным. Габариты конструкции – 58х18х14 мм. Общий вес изделия – 0,05 кг.
Средняя цена – 1290 руб.
UNC UNF SCHUT 30 шт. 856.461
Достоинства:
- компактные габариты;
- применение передовых технологий;
- высокое качество сборки;
- цветная разметка;
- практичность;
- эксплуатационный срок.
Недостатки:
Micron N1 М60 МИК 46417

Этот комплект состоит из 20 шаблонов. Общий вес набора – 0,1 кг. Габариты конструкции – 100х20х20 мм. Несмотря на то, что бренд чешский, сборка осуществляется на территории Поднебесной. Отличное решение для работы с резьбой стандартного диаметра. Позволяет проводить манипуляции как с внутренней, так и наружной резьбой.
Micron N1 М60 МИК 46417
Достоинства:
- отличная комплектация;
- качество расходных материалов;
- компактные габариты;
- качество сборки;
- эксплуатационный срок;
- практичность.
Недостатки:
Как отличить метрическую резьбу от дюймовой
На глаз отличить резьбу метрическую от дюймовой, или наоборот, способны только мастера, ежедневно сталкивающиеся с нарезками. Если попытаться «на глаз» отличить нарезку не профессионалу, то есть очень большой риск принять болт UNC 5/16 дюйма за метрический М8. Определить соответствие типу резьбы можно резьбомером, но когда такого идентификатора нет в наличии, необходимо прибегнуть к другим способам.









Самый простой способ понять, какой тип резьбы на болте — воспользоваться гайкой с уже известными параметрами (и наоборот). Если же такой возможности нет, тогда следует прибегнуть к таким действиям:
- Осмотреть головку детали, на которой могут присутствовать радиальные линии
- Если радиальные линии имеются на головке крепежа, то это говорит о наличии дюймовой нарезки
- Отсутствие радиальных линий подтверждает факт использования метрической резьбы
Однако этот способ не всегда приемлем, так как крепежи с классами прочности от 0 до 2 не имеют маркировки. Наличие линий и чисел на головке болта говорят о прочности изделия.
Правила техники безопасности при работе с прибором
Несмотря на простоту инструмента, существуют определенные правила его эксплуатации, которые необходимо неукоснительно соблюдать. Основные положения выглядят следующим образом:
- Чистота приспособления должна быть на высоте, вне зависимости от того, относится он к метрическому или дюймовому типу. Это поможет продлить его эксплуатационный срок и избежать возможного выхода из строя.
- Для хранения устройства необходимо обзавестись прочной и плотной емкостью, обладающей твердой поверхностью. Идеальным вариантом будет ящик или контейнер.
- Нельзя вместо него использовать иные приборы, не предназначенные для проведения измерительных манипуляций.
- Заготовка с проделанной разметкой должна быть прочно зафиксирована, и находиться в неподвижном положении. Если этого не сделать, можно допустить существенную погрешность при измерении.
- Мастер, вне зависимости от опыта и навыков, должен облачаться в специальную одежду, во избежание возможности получения травмы.
- Категорически запрещено эксплуатировать неисправное изделие. Щупы должны быть гладкими, никаких царапин, сколов и вмятин. Наличие дефектов негативно скажется на точности измеренных данных и последующих расчетах.
Стоит отметить, что многие проблемы возникают из-за некачественности используемых материалов при изготовлении продукции. Долгий срок службы гарантирован стальным конструкциям. Если приобрели недорогой товар с корпусом, изготовленным из пластмассы, ждите преждевременно выхода его из строя. Особой прочностью пластмасса не обладает, поэтому при регулярном активном использовании прибора он может быстро выйти из строя.
Устройство штангенциркуля

| Диаметр по виткам резьбы (мм) | ШТУЦЕР (Наружная резьба) | ГАЙКА (Внутренняя резьба) | Диаметр по виткам резьбы (мм) | ШТУЦЕР (Наружная резьба) | ГАЙКА (Внутренняя резьба) |
| 8,7 | BSP 1/8 | 25 | JIC 1 1/16 | ||
| 9 | 10X1 | 25,2 | ORFS 1 | ||
| 9,6 | BSP 1/8 | 25,85 | 26X1,5 | ||
| 9,9 | JIC 7/16 | 26,3 | BSP 3/4 | ||
| 10,5 | 12X1,5 | 26,9 | JIC 1 1/16 | ||
| 11 | JIC 7/16 | 28 | 30X2 | ||
| 11,5 | JIC 1/2 | 28,5 | |||
| 11,7 | BSP 1/4 | 29,8 | |||
| 11,85 | 12X1,5 | 29,9 | |||
| 12,4 | 14X1,5 | 30 | JIC 1 3/16 ORFS 1 3/16 М30X2 | ||
| 12,55 | JIC 1/2 | 30,6 | BSP 1 | ||
| 12,67 | 31,3 | JIC 1 5/16 | |||
| 12,9 | JIC 9/16 ORFS 9/16 | 32,85 | 33X2 33X1,5 | ||
| 13 | BSP 1/4 | 33,1 | BSP 1 | ||
| 13,9 | 14X1,5 | 33,2 | JIC 1 5/16 | ||
| 14,1 | JIC 9/16 ORFS 9/16 | 33,3 | |||
| 14,2 | 34 | 36X2 | |||
| 14,4 | 34,5 | ORFS 1 7/16 | |||
| 14,5 | 16X1,5 | 35,8 | 36X2 36X1,5 | ||
| 15,2 | BSP 3/8 | 36,3 | ORFS 1 7/16 | ||
| 15,7 | 36,5 | ||||
| 15,85 | 16X1,5 | 37,85 | |||
| 15,9 | ORFS 11/16 | 38,8 | JIC 1 5/8 | ||
| 16,4 | 39,2 | BSP 1 1/4 | |||
| 16,5 | BSP 3/8 | 18X1,5 | 40 | 42X2 | |
| 17,3 | ORFS 11/16 | 40,9 | ORFS 1 11/16 | ||
| 17,5 | JIC 3/4 | 41,1 | JIC 1 5/8 | ||
| 17,85 | 18X1,5 | 41,8 | BSP 1 1/4 | ||
| 18,5 | 20X1,5 | 42,7 | ORFS 1 11/16 | ||
| 18,9 | JIC 3/4 | BSP 1/2 | 43 | 45X2 | |
| 19 | ORFS 13/16 | 43,5 | |||
| 19,85 | 20X1,5 | 44,85 | |||
| 20,5 | ORFS 13/16 | JIC 7/8 22X1,5 | 45 | BSP 1 1/2 | |
| 20,8 | BSP 1/2 | 45,4 | JIC 1 7/8 | ||
| 20,9 | BSP 5/8 | 47,3 | BSP 1 1/2 | ||
| 21,85 | 22X1,5 | 47,9 | JIC 1 7/8 | ||
| 22,1 | JIC 7/8 | 48,7 | ORFS 2 | ||
| 22,18 | 50 | 52X2 | |||
| 22,5 | 24X1,5 | 50,6 | ORFS 2 | ||
| 22,8 | BSP 5/8 | 51,8 | 52X2 | ||
| 23,25 | ORFS 1 | 56,7 | BSP 2 | ||
| 23,85 | 24X1,5 | 59,3 | BSP 2 | ||
| 24,4 | BSP 3/4 | 61,2 | JIC 2 1/2 | ||
| 24,5 | 26X1,5 | 63,5 | JIC 2 1/2 |
2011-2018 ООО «СеверГидро» Все права защищены





