

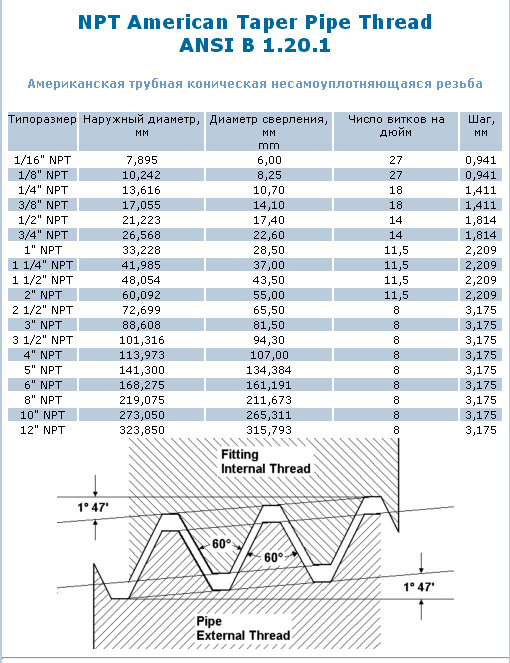
Коническая резьба NPT/NPTF: основные характеристики и стандарты
Внешний вид конической NPT резьбы Резьба NPT/NPTF (с англ. national pipe taper/national pipe tapered fuel) представляет собой американский стандарт на конусную трубную резьбу. Этот стандарт применятся к трубам и арматурным изделиям, которые изготовлены в США.
Конусная трубная резьба NPT соответствует ГОСТу 6111-52 «Резьба коническая дюймовая с углом профиля 60 градусов», который действует на территории большинства стран СНГ.
Национальная ассоциация по гидравлическим приводам Соединенных Штатов не советует использовать стандарты NPT и NPTF в гидравлике. Но несмотря на это применение этих стандартов очень распространено.
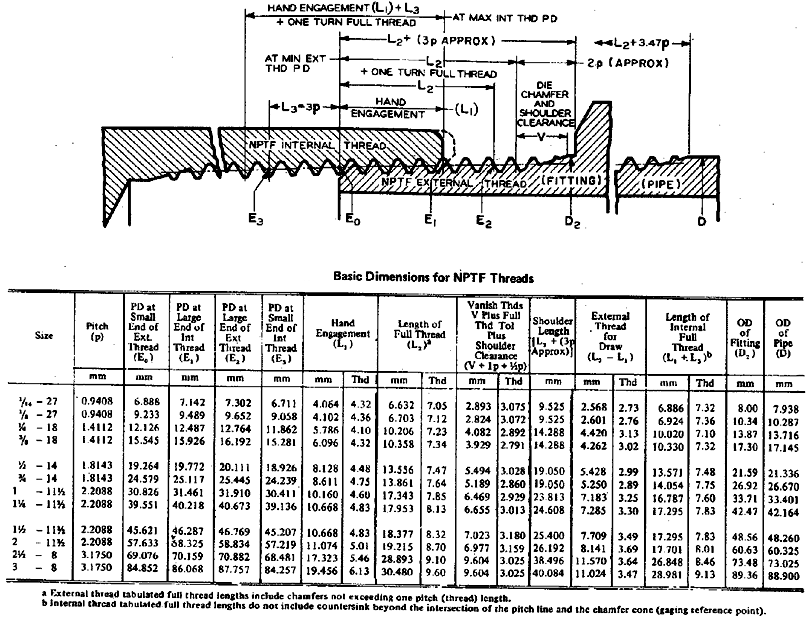
Схема NPT резьбы
Виды дюймовой резьбы:
- NPT – резьба с конусностью 1:16 и углом профиля 60°. Такая резьба соответствует стандартам ANSI B1.21.1, FED-STD-H28/7 .
- NPS – цилиндрическая резьба.
- NPTF – герметичная дюймовая резьба с углом профиля 60°, уплотнение происходит за счет смятия резьбы. Этот вид дюймовой резьбы соответствует стандартам SAE J476, ANSI B1.20.3, FED-STD-H28/8.
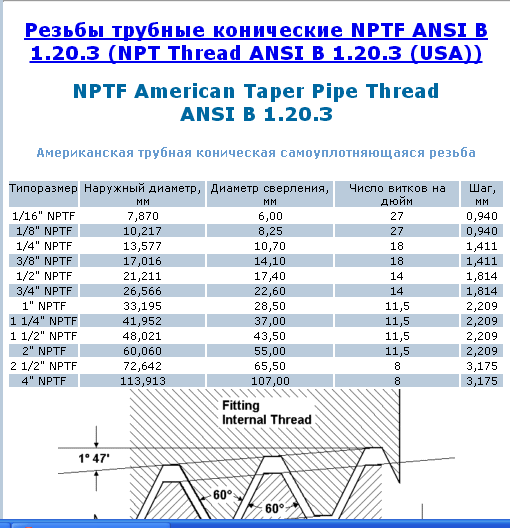
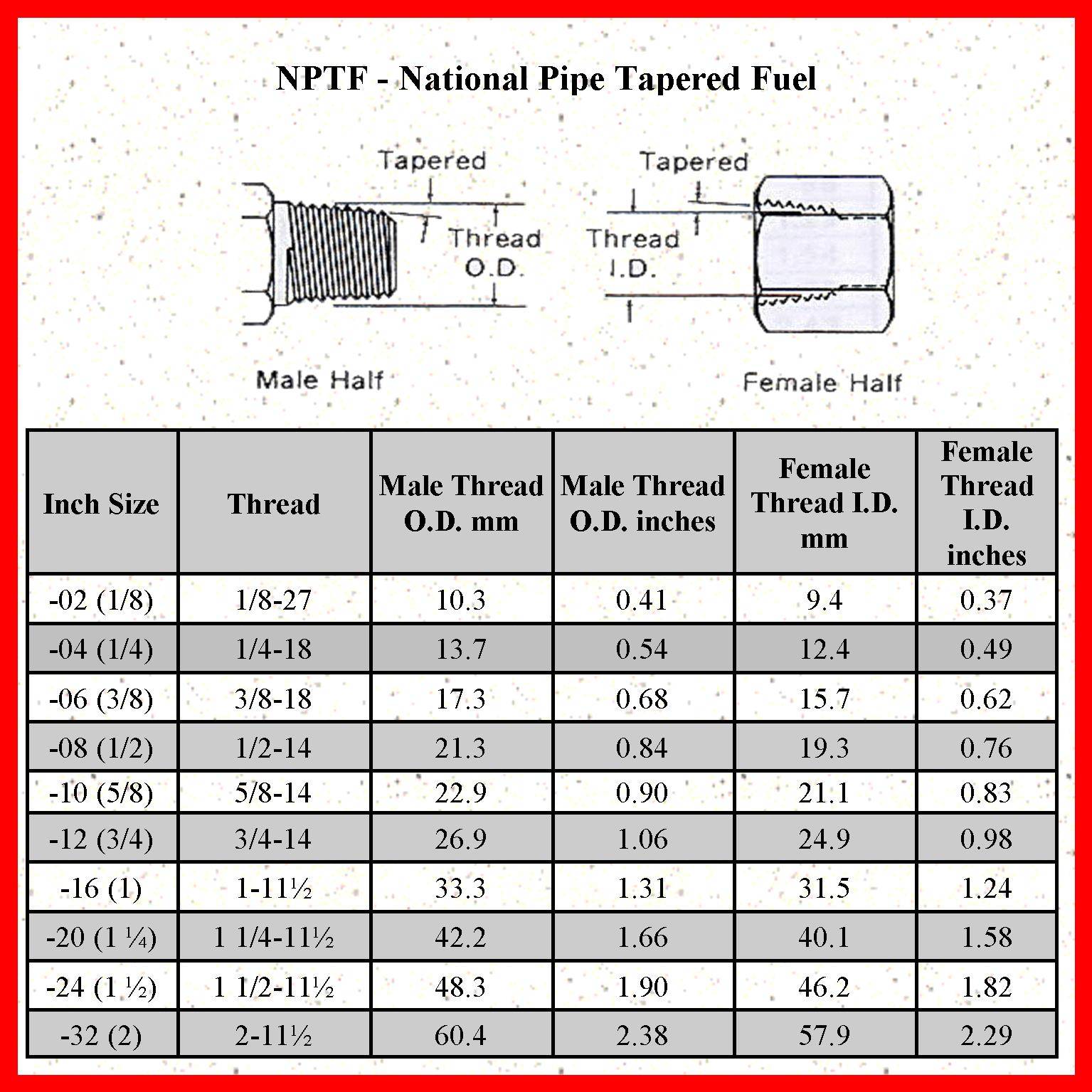
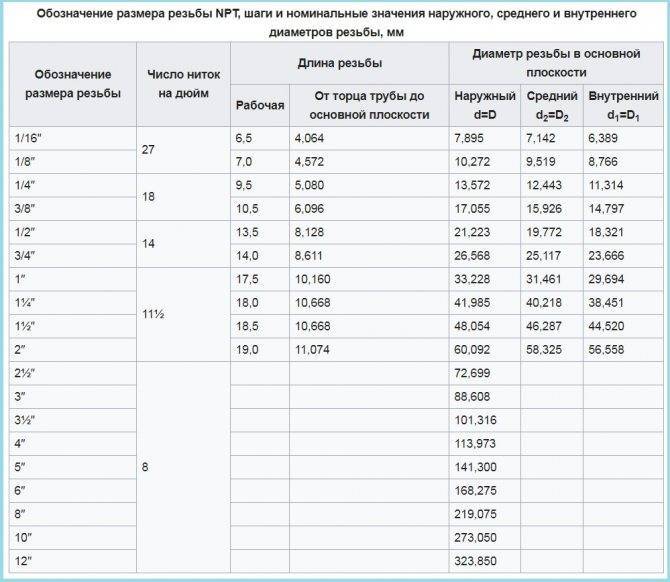
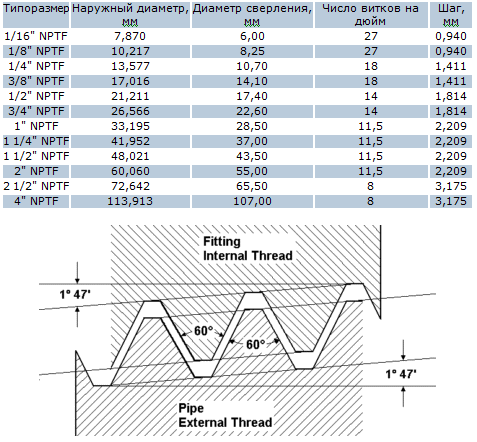
Основные параметры самых распространенных резьбовых соединений NPTF:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPTF 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPTF 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPTF 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPTF 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPTF 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPTF 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPTF 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPTF 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPTF 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPTF 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPTF 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPTF 4″ | 113.913 | 107.00 | 8 | 3.175 |
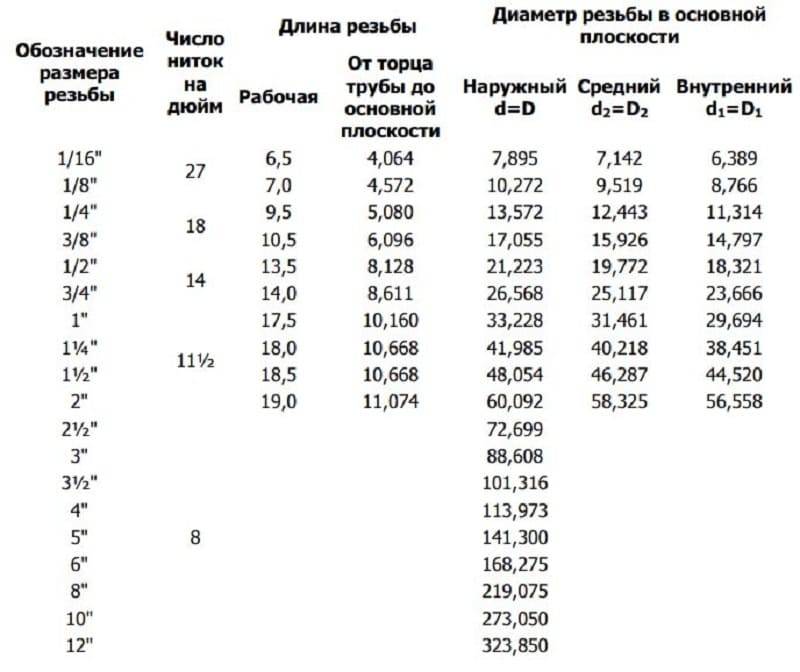
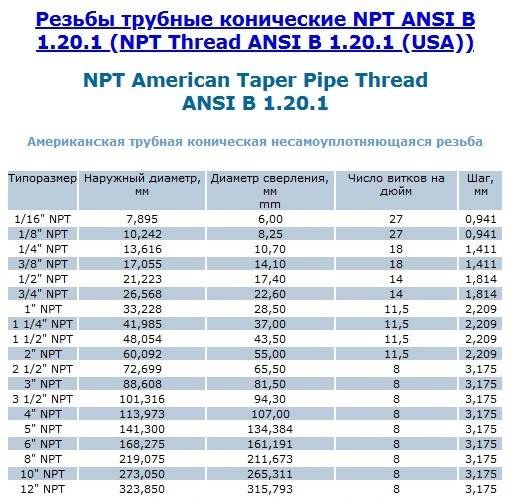
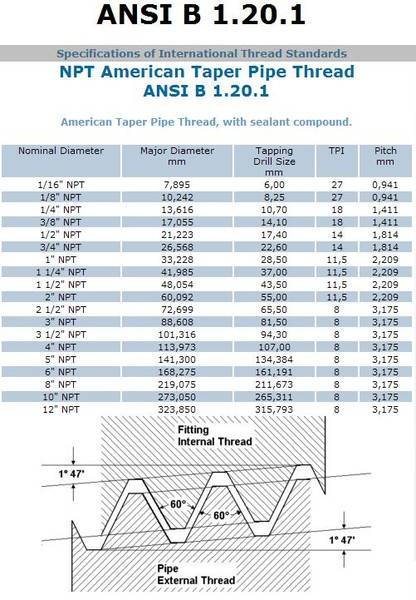
Основные параметры самых распространенных резьбовых соединений NPT:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPT 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPT 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPT 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPT 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPT 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPT 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPT 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPT 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPT 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPT 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPT 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPT 4″ | 113.913 | 107.00 | 8 | 3.175 |
| NPT 5″ | 141,300 | 134,384 | 8 | 3.175 |
| NPT 6″ | 168,275 | 161,191 | 8 | 3.175 |
| NPT 8″ | 219,075 | 211,673 | 8 | 3.175 |
| NPT 10″ | 273,050 | 265,311 | 8 | 3.175 |
| NPT 12″ | 323,850 | 315,793 | 8 | 3.175 |
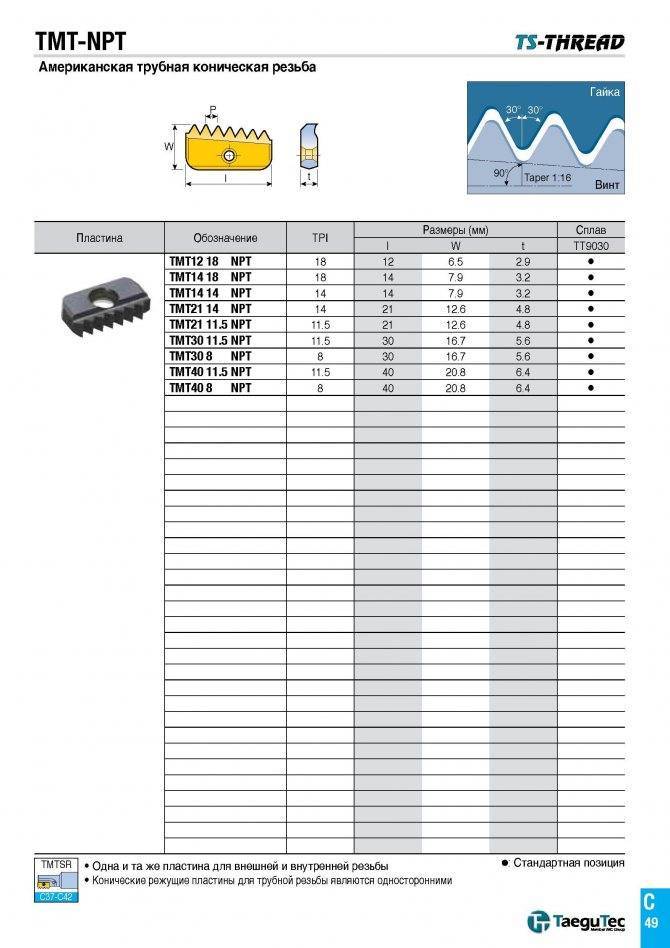
Для создания NPT (NPTF) соединения применяются специальные резьбонарезные установки с метчиком (плашкой или резьбонарезной головой).
ПрофИнст Строй предлагает вашему вниманию оборудование, с помощью которого вы сможете качественно нарезать NPT (NPTF) резьбу на трубах и заготовках:
- Резьбонарезные головы от 1/2 до 2 дюймов. Предназначены для качественной высокопроизводительной нарезки резьбы. Безопасная и быстрая замена.
- Ручные резьбонарезные клуппы от 1/2 до 1.1/4 дюймов. Предназначены для нарезания трубной конической резьбы на водопроводных, электрических или газовых трубах. Обладает высокой производительностью и удобный в транспортировке.
- Ручные резьбонарезные клуппы от 1/2 до 2 дюймов. Могут широко использоваться при монтаже оборудования и в строительной промышленности, идеально подходят для повышения производительности труда, сокращения времени строительства, обеспечения его качества, а также снижения интенсивности труда.
- Электрические резьбонарезные станки от 1/2 до 2 дюймов. Высокопроизводительный резьбонарезной станок для мобильного и стационарного использования. Подходит для долговременной эксплуатации в интенсивном режиме в цехе и на стройплощадке, применяется при монтаже систем отопления и водоснабжения и в серийном производстве. Станок нарезает точную резьбу очень высокого качества.
- Электрические резьбонарезные станки от 1/2 до 3 дюймов. Станок предназначен для нарезки винтовой и цилиндрической резьбы на трубах. Используется для изготовления точных, надежных резьбовых соединений на трубах и болтах в соответствии с нормами. Он рассчитан на длительное промышленное использование.
- Электрические резьбонарезные станки от 1/2 до 4 дюймов. Станок предназначен для нарезки трубной и метрической резьбы. Используется для изготовления точных, надёжных резьбовых соединений на трубах и шпильках в соответствие с нормами.
Резьба NPT используется в соединениях с повышенными требованиями к герметичности. Соединения с такой резьбой способны выдерживать сильное давление циркулирующей среды по трубопроводу.
Чтобы купить оборудование для нарезания конической резьбы NPT (NPTF) на трубах, свяжитесь с менеджерами ПрофИнст Строй по контактным телефонам: +375 (17) 256-22-55, +375 (29) 602-00-80, +375 (29) 766-07-00, мы подробно расскажем об особенностях работы, устройстве и специфике данного типа оборудования.
Как отличить метрическую резьбу от дюймовой
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
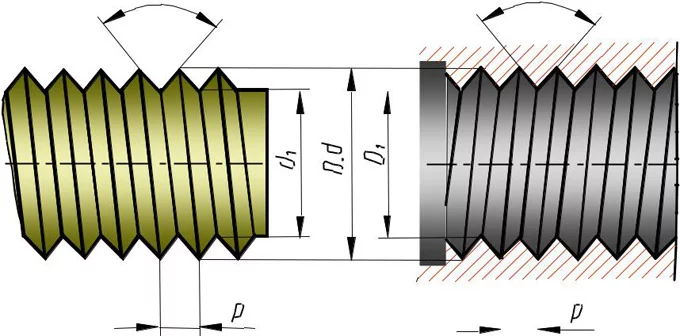
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля. Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение
Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения
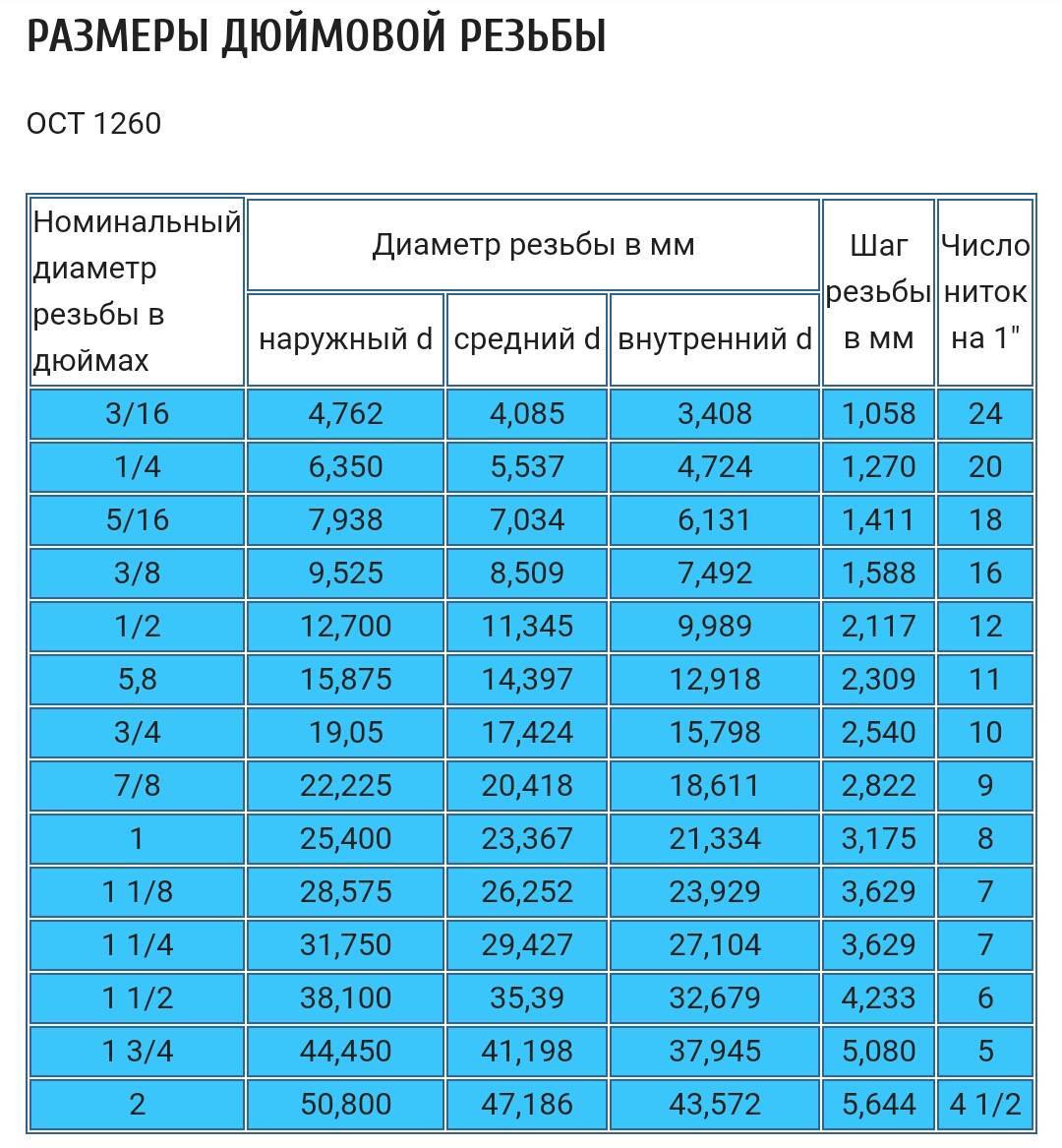
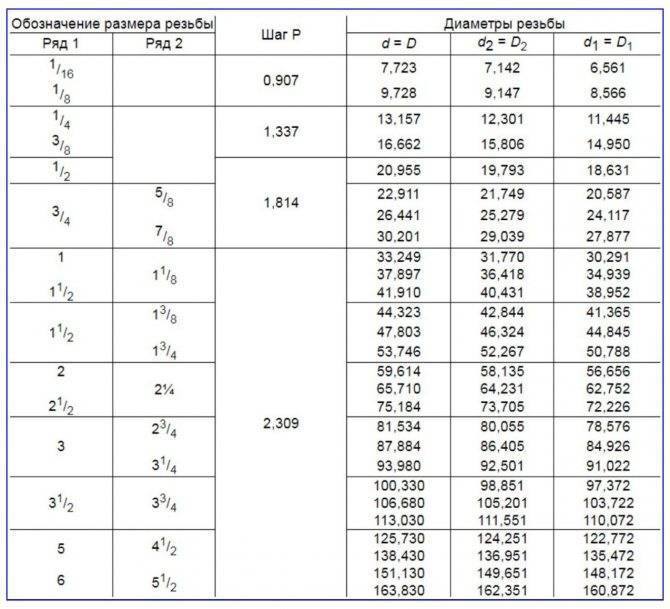
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Читать также: Параллельное соединение светодиодной ленты
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
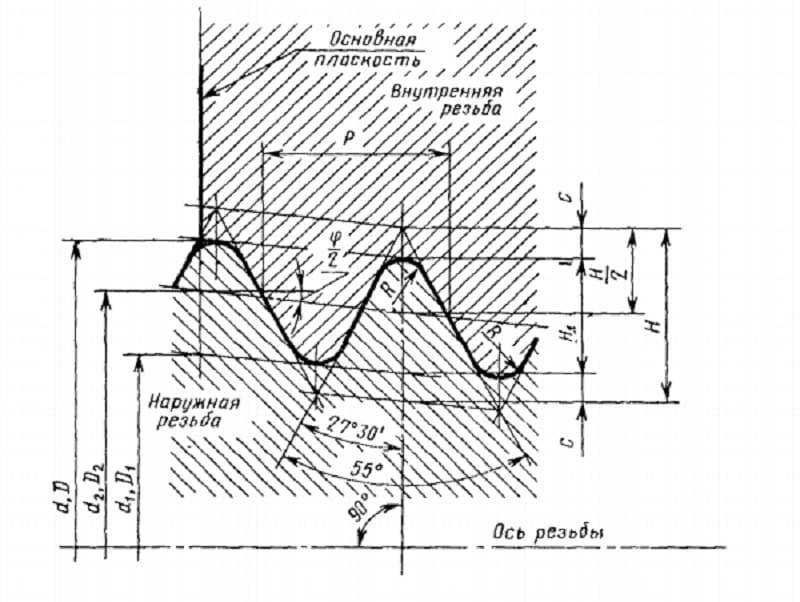
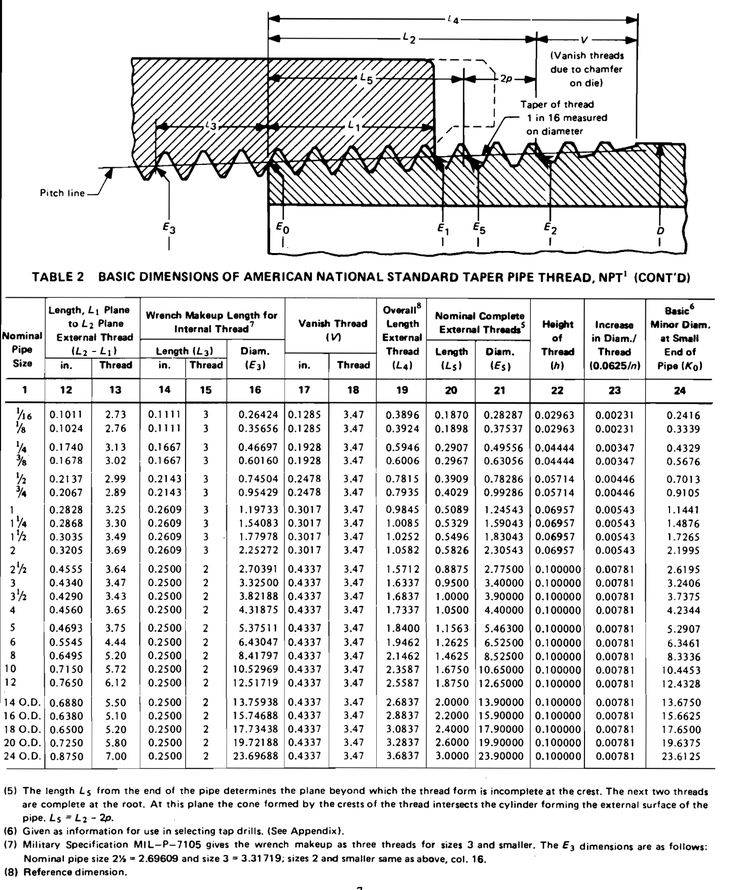
Чертеж. Основные параметры профиля по ГОСТу
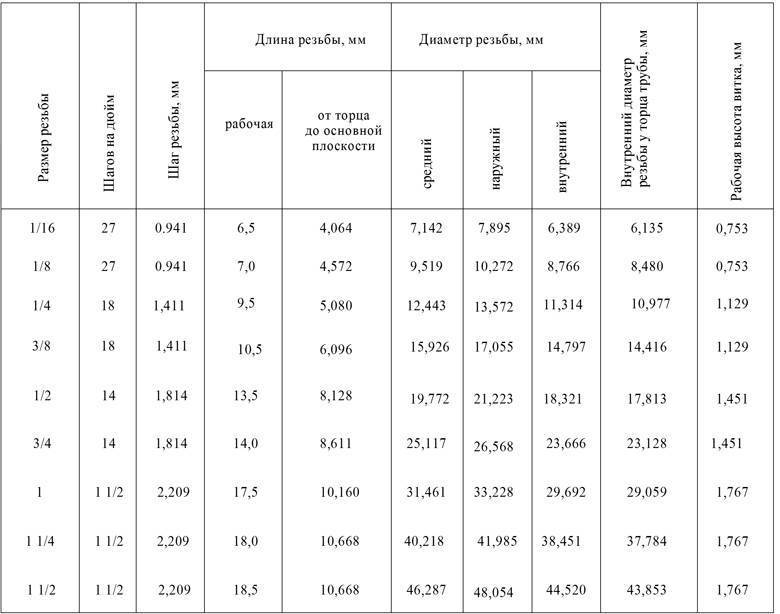
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Резьба G, трубная цилиндрическая
Cовместима с резьбой BSP
Трубная цилиндрическая резьба, применяемая в цилиндрических резьбовых соединениях, а также в соединениях внутренней цилиндрической резьбы с наружной конической резьбой по ГОСТ 6211-81. Основана на резьбе BSW (British Standard Whitworth) и совместима с резьбой BSP (British standard pipe thread).
- ГОСТ 6357-81 — Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая.
- ISO R228
- EN 10226
- DIN 259
- BS 2779
- JIS B 0202
Параметры резьбы
Дюймовая резьба с углом профиля при вершине 55°. Нарезается на трубах до размера 6″, трубы свыше 6″ свариваются. Условное обозначение согласно ГОСТ 6357-81: буква G, числовое значение условного прохода трубы в дюймах (inch). Подробнее о резьбе, шаге резьбы и других параметрах смотрите на сайте Wikipedia.org.
Коническая резьба и ее применение: внутренняя со стандартным калибором и естественным моментом завинчивания
Коническая трубная резьба широко используется в создании трубопроводов, работающих под давлением (водопровод, отопление, топливные магистрали и газопроводы), поскольку обеспечивает герметичность соединений даже при напоре в десятки МПа.
Когда говорят об универсальности конической нарезки, имеют ввиду возможность ее монтажа совместно с цилиндрическими муфтами. К такому типу соединения приходится прибегать при подключении к трубам, у которых частично разрушилась или деформировалась внутренняя резьба, а заменить дефектный участок или решить проблему сваркой не представляется возможным.
Впрочем, при соблюдении установленных норм взаимозаменяемости по ГОСТ 6357-81 внутренняя трубная цилиндрическая резьба может идти в соединении с конической. Но в этом случае должна выдерживаться длина ввинчивания отдельных элементов, допуски по диаметру и класс точности исполнения.
Стандарты трубной конической резьбы по гост 6211 81: диаметр и другие размеры
Давая классификацию соединений, мы сознательно не коснулись всего многообразия резьбовых профилей. Потому как для нарезки винта на конических трубах подходит только треугольная форма – самая надежная и прочная. Правда, она имеет несколько вариантов исполнения вершины и основания ниток в зависимости от применяемых стандартов. И вот здесь уже возможны отличия.
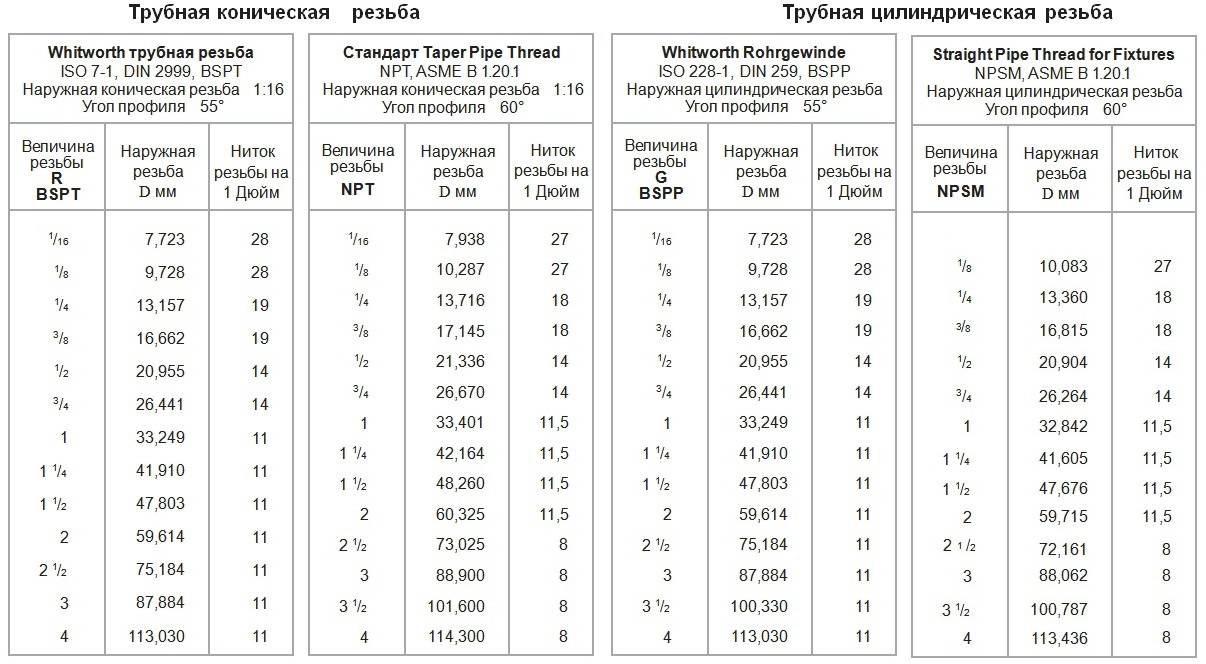
Так называемая британская трубная коническая резьба имеет профиль треугольника со скругленными зубцами и ответными впадинами (стандарт BSPT). Это позволяет использовать ее одновременно с жидкими герметиками и уплотняющими лентами. Кроме того, округлые кромки отлично держат динамические нагрузки. Угол α у вершины каждого треугольника составляет 55º, а все размеры задаются по стандартам дюймовой системы мер.
Отечественный аналог – ГОСТ 6211 81 жестко регламентирует параметры дюймового конического профиля:
- Уклон по отношению к осевой линии трубы (конусность) выдерживается на уровне 1:16. При этом ее длина и выбранный размер сечения роли не играют.
- Конусное соединение допускается только для труб, диаметр которых не превышает 6ʺ, так что резьба тоже имеет соответствующие ограничения по размеру.
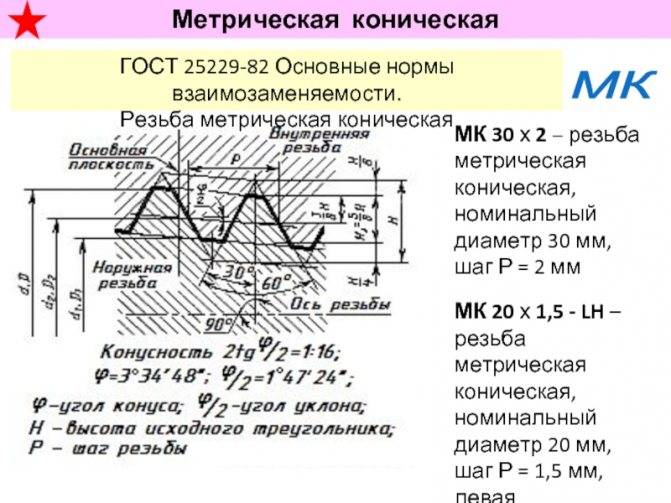
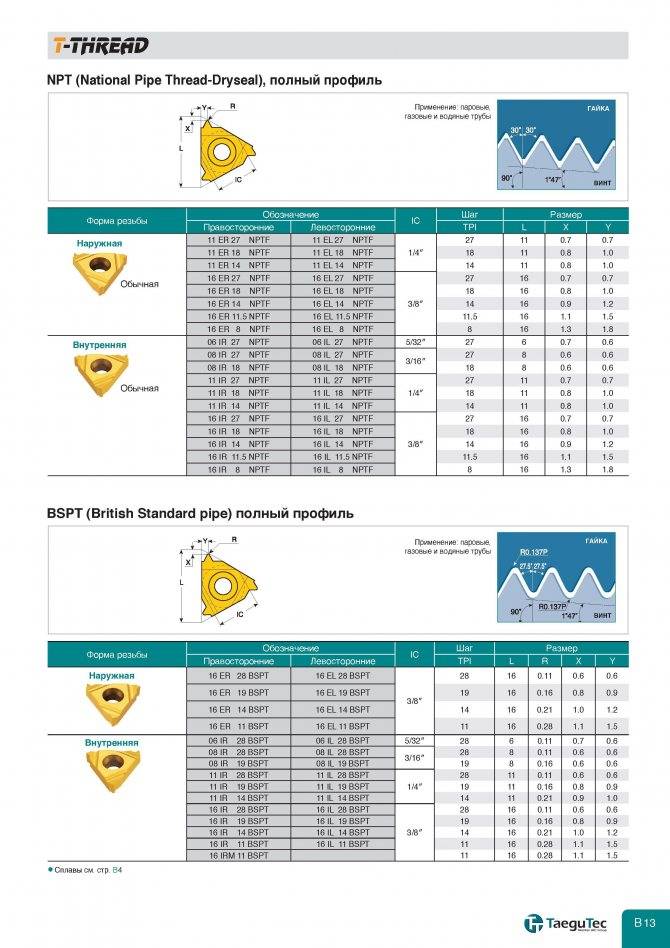
В профиле NPT равнобедренные треугольные витки (α=60º) имеют плоские вершины с такими же ответными основаниями. Винтовая нарезка выполняется в соответствии с американскими стандартами UNS (с крупным шагом), UNF и UNEF (с мелким и особо мелким). Здесь более скромный выбор диаметра: от 1/16ʺ до 4 дюймов. У нас для такого типа соединений разработан отдельный ГОСТ на коническую резьбу 6111-52 (дюймовая) и ГОСТ 25229-82 (метрическая).
Винт с углом профилей в 60º работает на смятие, создавая герметичное, но неразъемное соединение. Применяется в машино- и станкостроении для трубопроводов, в которых циркулируют ГСМ, вода или газообразные рабочие среды под давлением. Коническая трубная резьба способна выдержать максимально-возможное давление.
Обозначения: метчик, чертежи
ГОСТ для конической резьбы предусматривает следующие обозначения:
- R или Rc – наружная или внутренняя. Следом обязательно указывается номинальный диаметр, выраженный в дюймах.
- LH – левая. Если конусная резьба имеет правое исполнение, в обозначении эта маркировка отсутствует (параметр по умолчанию).
- Rр – указывает на цилиндрическую форму внутренней нарезки, совместимую с наружной конусной.
Применяйте конусную резьбу по назначению
Американское обозначение трубной конической резьбы сложнее, но информативнее. Помимо уточнения положения нарезки (MNPT – наружная, FNPT – внутренняя) в маркировке указываются следующие параметры:
- номинальный диаметр;
- число витков на единицу длины;
- группа по типу исполнения профиля;
- класс точности для наружной (А) и внутренней нарезки (В).
ПОСМОТРЕТЬ ВИДЕО
Диаметр задается в дюймах дробью или по присвоенному номеру. Коническая трубная резьба часто применяется в соединениях комуникаций. Конусная дюймовая труба одна из самых популярных в использовании в местах с большим давлением.
Мелкая резьба British Standard Fine (BSF)
Дюймовая мелкая резьба British Standard Fine, сокращенно BSF, имеет профиль, идентичный оригинальной форме Витворта BSW с углом при вершине 55°, за исключением более частого шага. Это означает, что болты и гайки имеют больше витков на дюйм, более тонкую нить и меньшую высоту профиля.
Примеры условного обозначения: 3/8″BSF или 3/8″-20BSF
В стандарт BS 84 включено 30 размеров BSF: от 3/16″-32BSF до 4 1/4″-4BSF.
Таблица 2. Размеры мелкой резьбы Уитворта BSF (Whitworth Fine Thread BS 84).
| Типоразмер | Наружный диаметр | Ниток на дюйм | Шаг резьбы | Внутренний диаметр | Диаметр сверления | |||
| (дюймы) | (мм) | (мм) | (дюймы) | (мм) | (дюймы) | (мм) | ||
|---|---|---|---|---|---|---|---|---|
| F 3/16″ | 3/16 | 4,763 | 32 | 0,794 | 0,1475 | 3,75 | 0,1457 | 3,7 |
| F 7/32″ | 7/32 | 5,556 | 28 | 0,907 | 0,1730 | 4,39 | 0,1811 | 4,6 |
| F 1/4″ | 1/4 | 6,350 | 20 | 1,270 | 0,2008 | 5,1 | 0,2087 | 5,3 |
| F 9/32″ | 9/32 | 7,142 | 26 | 0,97 | 0,2320 | 5,89 | 0,2323 | 5,9 |
| F 5/16″ | 5/16 | 7,938 | 22 | 1,154 | 0,2543 | 6,46 | 0,2677 | 6,8 |
| F 3/8″ | 3/8 | 9,525 | 20 | 1,270 | 0,3110 | 7,9 | 0,3268 | 8,3 |
| F 7/16″ | 7/16 | 11,113 | 18 | 1,411 | 0,3363 | 8,54 | 0,3819 | 9,7 |
| F 1/2″ | 1/2 | 12,700 | 16 | 1,587 | 0,4200 | 10,7 | 0,4370 | 11,1 |
| F 9/16″ | 9/16 | 14,288 | 16 | 1,587 | 0,4825 | 12,3 | 0,5000 | 12,7 |
| F 5/8″ | 5/8 | 15,875 | 14 | 1,814 | 0,5336 | 13,6 | 0,5512 | 14 |
| F 11/16″ | 11/16 | 17,463 | 14 | 1,814 | 0,5961 | 15,1 | 0,6102 | 15,5 |
| F 3/4″ | 3/4 | 19,050 | 12 | 2,117 | 0,6432 | 16,3 | 0,6594 | 16,75 |
| F 7/8″ | 7/8 | 22,225 | 11 | 2,309 | 0,7586 | 19,3 | 0,7776 | 19,75 |
| F 1″ | 1 | 25,400 | 10 | 2,540 | 0,8720 | 22,1 | 0,8957 | 22,75 |
| F 1 1/8″ | 1 1/8 | 28,575 | 9 | 2,822 | 0,9828 | 25 | 1,0039 | 25,5 |
| F 1 1/4″ | 1 1/4 | 31,750 | 9 | 2,822 | 1,1078 | 28,1 | 1,1220 | 28,5 |
| F 1 3/8″ | 1 3/8 | 34,925 | 8 | 3,175 | 1,2150 | 30,9 | 1,2402 | 31,5 |
| F 1 1/2″ | 1 1/2 | 38,100 | 8 | 3,175 | 1,3400 | 34 | 1,3583 | 34,5 |
| F 1 5/8″ | 1 5/8 | 41,275 | 8 | 3,175 | 1,4650 | 37,2 | 1,4724 | 37,4 |
| F 1 3/4″ | 1 3/4 | 44,450 | 7 | 3,628 | 1,5670 | 39,8 | 1,5748 | 40,0 |
| F 2″ | 2 | 50,800 | 7 | 3,628 | 1,8170 | 46,2 | 1,8425 | 46,8 |
| F 2 1/4″ | 2 1/4 | 57,150 | 6 | 4,233 | 2,0366 | 51,7 | 2,0551 | 52,2 |
| F 2 1/2″ | 2 1/2 | 63,500 | 6 | 4,233 | 2,2866 | 58,1 | 2,3031 | 58,5 |
| F 2 3/4″ | 2 3/4 | 69,850 | 6 | 4,233 | 2,5366 | 64,4 | 2,5551 | 64,9 |
| F 3″ | 3 | 76,200 | 5 | 5,080 | 2,7438 | 69,7 | 2,7756 | 70,5 |
| F 3 1/4″ | 3 1/4 | 82,550 | 5 | 5,080 | 2,9938 | 76 | 3,0079 | 76,4 |
| F 3 1/2″ | 3 1/2 | 88,900 | 4 1/2 | 5,644 | 3,2154 | 81,7 | 3,2283 | 82 |
| F 3 3/4″ | 3 3/4 | 95,250 | 4 1/2 | 5,644 | 3,4654 | 88 | 3,4764 | 88,3 |
| F 4″ | 4 | 101,600 | 4 1/2 | 5,644 | 3,7154 | 94,4 | 3,7441 | 95,1 |
| F 4 1/4″ | 4 1/4 | 107,950 | 4 | 6,350 | 3,9298 | 99,8 | 4,0197 | 102,1 |
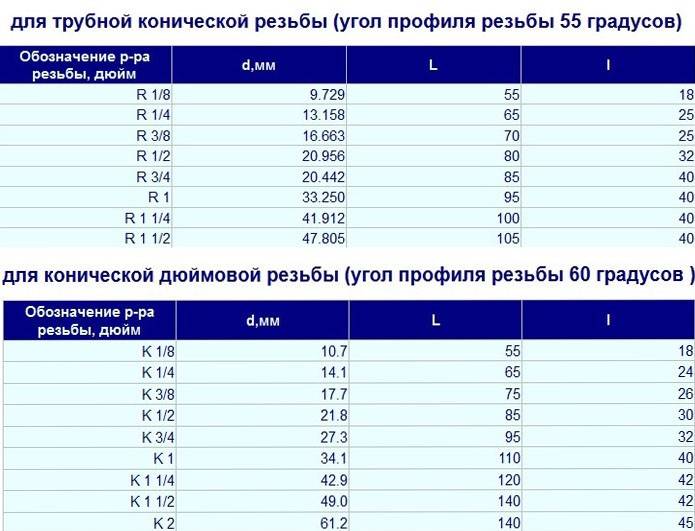
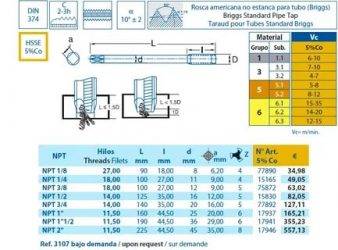
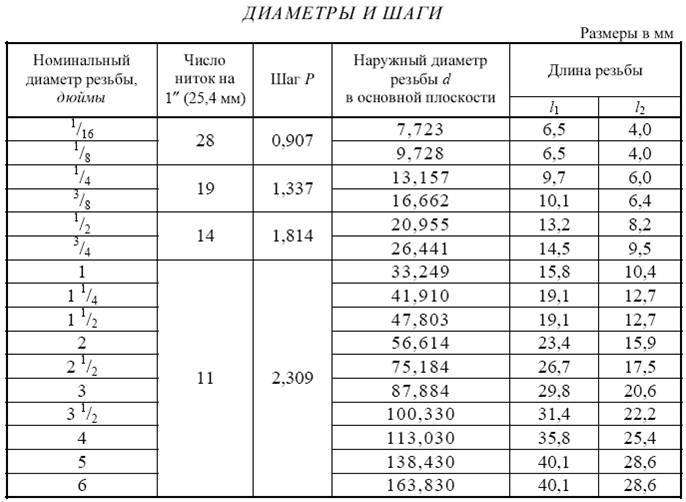
Параметры конической трубной резьбы
Данный вид соединений обозначается исключительно в дюймах. Указываются значения в целых и дробных частях. Профиль конической трубной резьба отличается от стандартного дюймового аналога. Угол при вершине составляет 55° в первом случае и 60° во втором. В отдельных случаях допускается соединения обоих видов. Условия определены в ГОСТ 6211–81. В § 4.7 сказано, что в этом случае можно использовать наружную трубную коническую резьбу совместно с цилиндрической внутренней. Номинальные значения должны совпадать. Например, диаметр 1½ должен быть одинаковым у обеих деталей. Внутренняя трубная дюймовая коническая резьба не соединяется наружным цилиндрическим элементом.
Этот параметр одинаков для всех видов конической трубной резьбы, а вот шаг существенно отличается. Исторически принято измерять его в количестве ниток на дюйм. Но в процессе эволюции производства некоторые значения не соответствуют указанным данным. Поэтому вся дюймовая резьба сегодня имеет расшифровку в привычных европейских стандартах. Метрическая система измерения гораздо удобнее в работе.
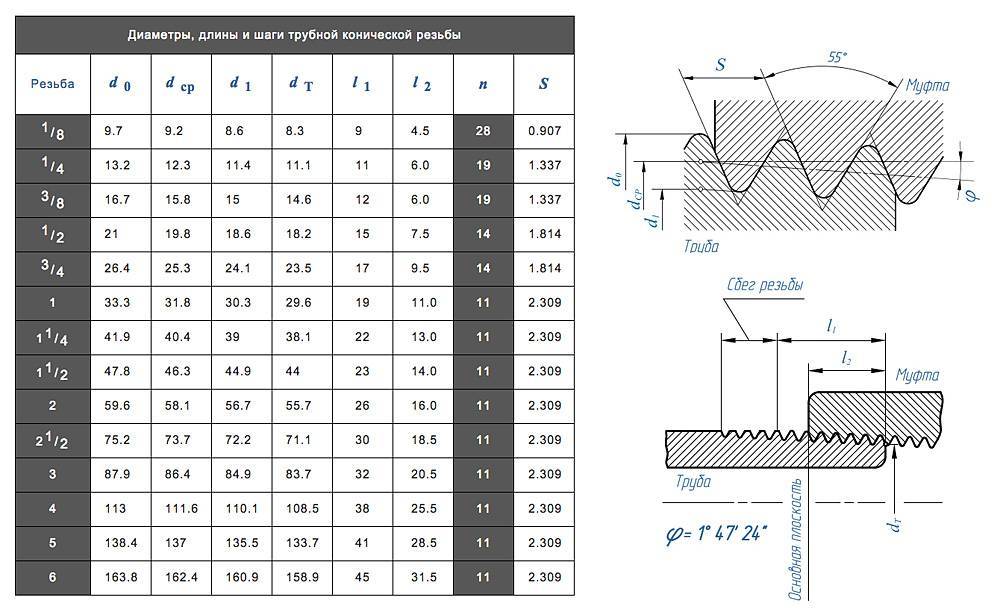
Ниже указаны соответствия дюймовых номиналов аналогам в мм:
- ⅛ — 28 (число ниток на дюйм), 0,907 мм;
- ¼ — 19, 1,337 мм;
- ⅜ — 19, 1,337 мм;
- ½ — 14, 18,14 мм
- ¾ — 14, 18,14 мм
- 1 — 11, 23,09 мм
- 1¼ — 11, 23,09 мм
- 1½ — 11, 23,09 мм
- 2 — 11, 23,09 мм
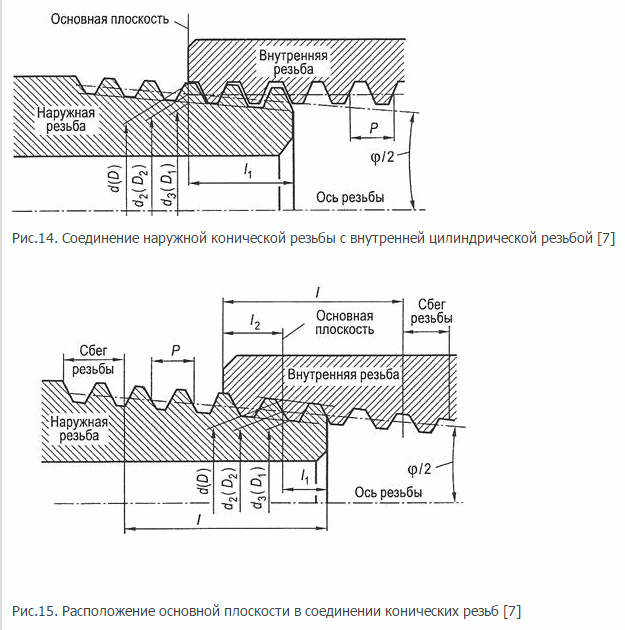
У конической трубной резьбы различают три диаметра: наружный, внутренний и средний. Чертеж соединения выполнен в виде трапеции. Ее основание — наружная резьба, вершина внутренняя. Среднее значение вычисляется математически. Оно примерно соответствует размерам обычной цилиндрической дюймовой резьбы
Это важно знать при совмещении различных типов соединения. То есть, когда конусная деталь вкручивается в обычную дюймовую резьбу, то вначале вращения соединение получается прослабленное
К середине длины оно уплотняется, дальше движение производится с увеличивающимся натягом. Преимущества конуса часто используется в стандартных соединениях при прослабленной внутренней резьбе. Если деталь изношена и внутреннее отверстие становится больше нормы, то можно заменить цилиндрический элемент. Угол конуса компенсирует прослабление по диаметру.
Следует знать, что при подготовке деталей к обработке необходимо учитывать припуски. Делая конус на входящей детали ориентируются на наружное значение диаметра по таблице. Затем проверяют длину заготовки и лишь потом делают нужный уклон. На токарном станке выставляют угол на верхней каретке суппорта. Второй вариант — использование фасонного резца. В обоих случаях придется делать ручную настройку, и точно выставить режущий инструмент сложно, поэтому обязательно проверяют угол специальным калибром.

Угол вершины профиля 55° выбран не случайно. Это гарантирует лучшую герметизацию соединения. При закручивании происходит притирка деталей с легким заминанием профиля. Однако применять силу при сборке не рекомендуется. Конусность деталей приводит к тому, что вектор нагрузки направлен наружу. Деталь может просто разорвать при избыточных усилиях. Особенно, если толщина элемента с внутренней резьбой небольшая. Не рекомендуется применять технологию на тонкостенных латунных и алюминиевых деталях. Об этом нужно помнить, когда решено сочетать трубную коническую и трубную цилиндрическую резьбу, которая не рассчитывалась при производстве на такой вид нагрузки.
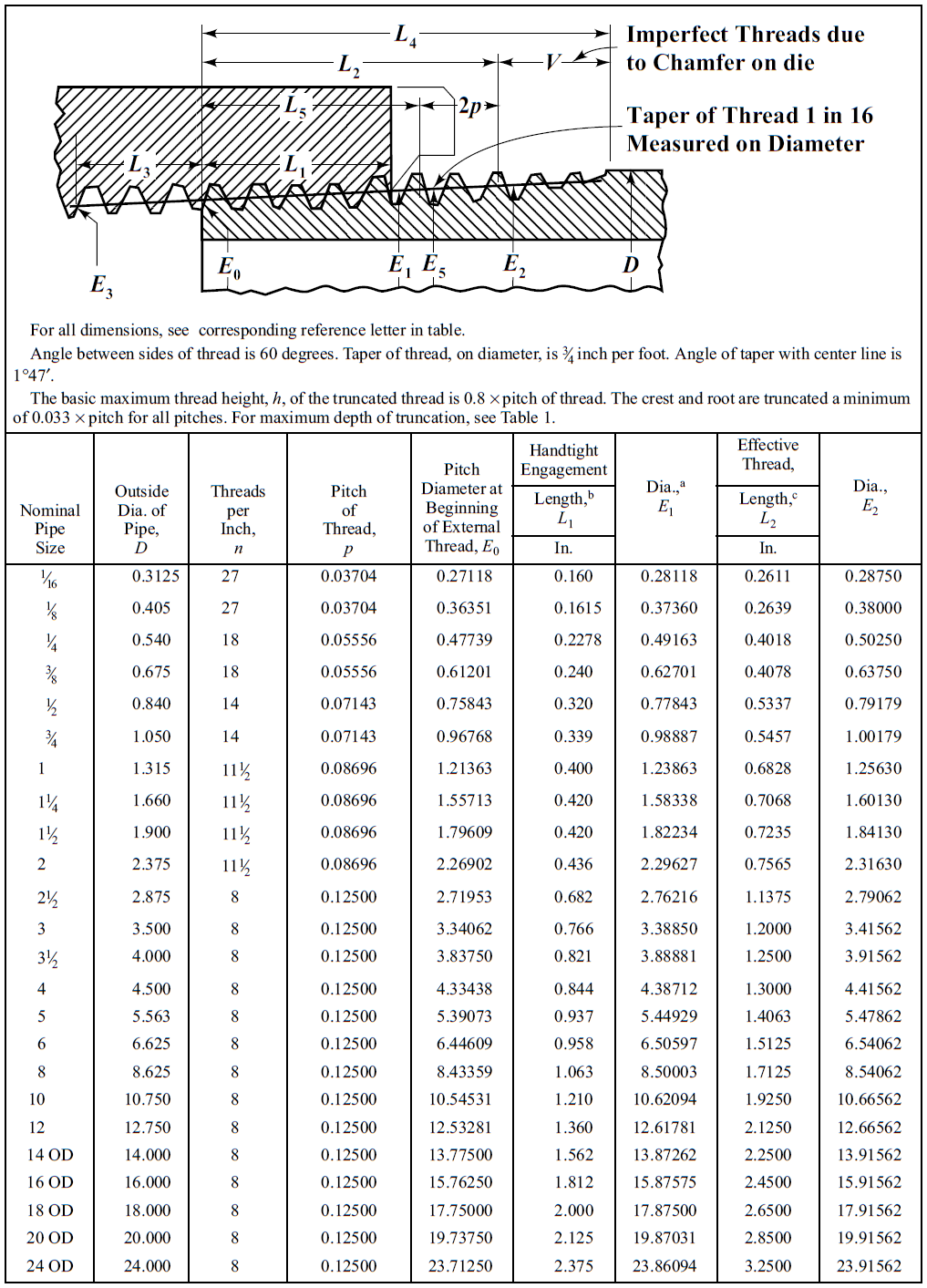

Резьба NPT (National pipe thread)
NPT- американский стандарт, используемый для дюймовой трубной конусной резьбы
Используется, как правило, в соединениях, для которых важно обеспечить повышенную герметичность труб в условиях воздействия на них больших давлений (газа или жидкости). Резьба NPTсоответствует требованиям, установленным отечественным стандартом ГОСТ 6111-52 (классифицируется как резьба трубная дюймовая коническая с углом профиля 60 градусов)
Данный вид резьбы характеризуется следующими параметрами:
- обозначение по форме профиля:
- дюймовая трубная конусная (угол φ=3°34′48″,конусность 1:16)- американский стандарт;
- трубная дюймовая коническая резьба с углом профиля 60 градусов – отечественный стандарт;
- теоретическая высота профиля (H) – 0,866025Р.
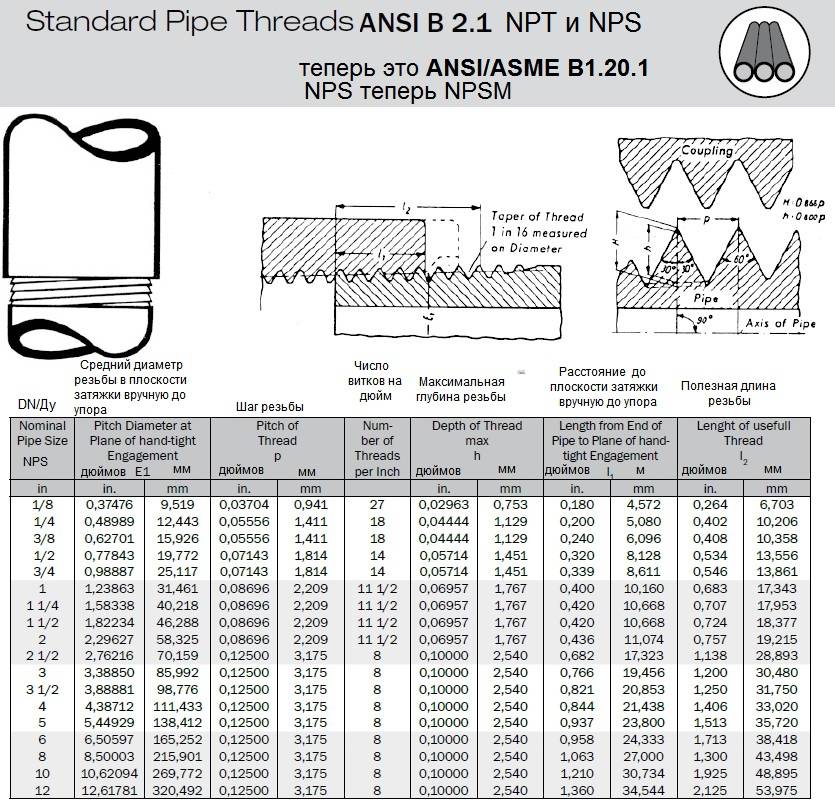
Также в соответствии с ANSI/ASME B1.20.1 к данному типу относится и цилиндрическая резьба (NPS). В рамках данного стандарта существует еще и NPTF. Ее особенностью является образование уплотнения за счет смятия резьбы в месте соединения.
Резьба дюймовая трубная конусная (Американский стандарт) (NPT) с конусностью 1:16 (угол конуса φ=3°34′48″) или цилиндрическая (NPS) резьба по ANSI/ASME B1.20.1. Угол профиля при вершине 60°, теоретическая высота профиля Н=0,866025Р. Резьба NPT соответствует ГОСТ 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов. Также существует резьба NPTF — уплотнение происходит за счёт смятия резьбы.
Резьба NPT и NPTF
Дюймовая резьба NPT(F)
NPT и NPTF (Dryseal) — это используемый преимущественно в США тип конической дюймовой резьбы. Угол профиля резьбы NPT равен 60°, а конус 1°47″. Благодаря конусу они широко используются в США как регулируемые фитинги для коленчатых и тройниковых соединений. Было обнаружено, что, несмотря на высокое предельное статическое давление, NPT/NPTF ненадежн при динамическом давлении, особенно крупные типоразмеры 1 дюйм и выше. Поэтому Parker рекомендует в новых гидравлических системах использовать альтернативные формы резьбы и уплотнения на основе эластомерных уплотнителей.
При сборке без уплотнителя резьба NPT оставляет спиральный путь утечки, как показано на рисунке чуть ниже. Для герметизации жидкости под давлением в деталях с резьбой NPT требуется соответствующий уплотнитель.
Резьба NPT, зажата ключом: нет контакта вершин и впадин, только контакт боковых поверхностей
| Резьба NPTF, зажата от руки: контакт вершин и впадин | Резьба NPTF, зажата ключом: контакт вершин и впадин, а также боковых поверхностей |
С другой стороны, по меньшей степени, в теории, резьба NPTF (Dryseal) при сборке не оставляет спирального пути утечки. Это объясняется контролируемым срезанием вершины и впадины профиля резьбы, что обеспечивает контакт металлических вершин и впадин резьбы. При зажатии от руки вершины резьбы сплющиваются до тех пор, пока боковые части не входят в контакт «металл-металл». Теоретически устраняется путь утечки жидкости, если все поверхности безупречны и точно соответствуют по размерам. В реальности так обычно не бывает, и для герметичности соединения требуется уплотнитель/смазка даже при использовании резьбы NPTF. При этом, так как в резьбе NPTF повышено давление контакта поверхностей, компания Parker оснащает все переходники из нержавеющей стали резьбой NPT для того, чтобы снизить риск заедания резьбы (эффект холодной сварки).
Чем плохи герметик и смазка? Герметик/смазка обеспечивает уплотнение и смазку при сборке трубной резьбы, снижая риск заедания. Герметики для трубной резьбы имеют различное исполнение – сухие, ленточные, в виде пасты и анаэробных жидкостей. Лента PTFE при неправильном применении может способствовать засорению системы при сборке и разборке. Пасты-герметики также могут засорять систему при неправильном применении и, кроме того, с ними еще и довольно трудно работать, а некоторые их типы требуют выдержки после установки детали перед запуском системы.
Особенности и отличия американской резьбы
Самая популярная резьба на территории США и Канады – дюймовая цилиндрическая резьба UNF/UTS (Unified Thread Standard). Ее еще называют американской резьбой. Ее угол при вершине 60˚ и высота профиля полностью соответствуют метрической резьбе, но все размеры резьбы основаны на дюймовой системе измерения. Они указаны в долях дюйма.
Исходя из шага американская дюймовая резьба бывает нескольких видов:
- с крупным шагом UNC (Unified Coarse);
- с мелким шагом UNF (Unified Fine);
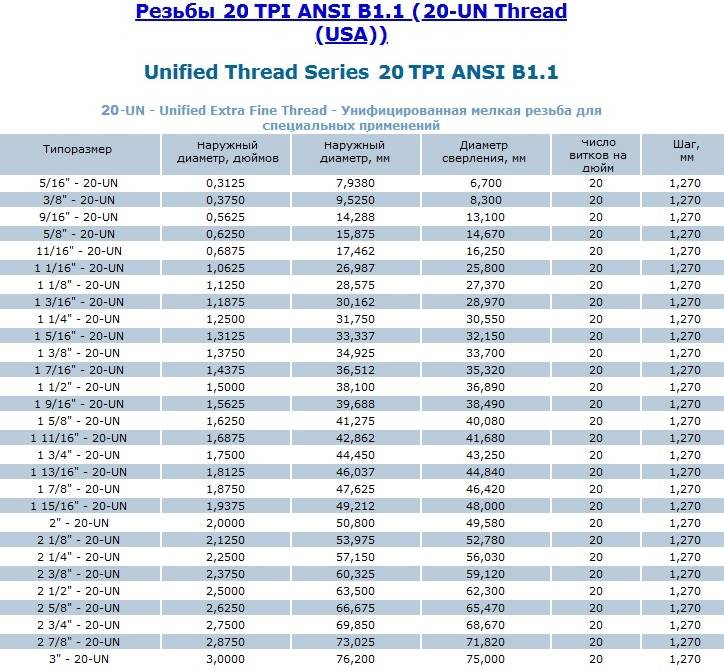
- мелкая резьба для специальных областей применения UNEF (Unified Extra Fine);
- специализированная дюймовая цилиндрическая резьба UNS (Unified Special), которая является одним из типов резьбы UTS (Unified Thread Standard).
Основные сведения
Дюймовая резьба — это разновидность резьбового соединения. Обычно ее наносят на бетонные или железобетонные трубы, хотя при необходимости ее можно адаптировать для обработки и других деталей (болты, шурупы, стержни, электронные запчасти). Такая резьба широко распространена в США и Великобритании, однако ее применяют и во многих других странах (Франция, Германия, Южная Корея, Япония, Италия). В России ее правила регулируются с помощью стандартов ГОСТ, а основным нормативным документом является ГОСТ 6111-52.
Базовые технические характеристики дюймовой резьбы:
- Внешний диаметр. Представляет собой самое длинное расстояние между двумя точками трубы. Для измерения можно использовать линейку, штангенциркуль и любое другое оборудование с нанесенными метками.
- Внутренний диаметр. Параметр отражает самое длинное расстояние между наивысшими точками резьбовых гребней. Для измерения также используется стандартное оборудование (линейки, штангенциркуль).
- Резьбовой шаг. Представляет собой расстояние между соседними витками резьбового соединения. Резьбовой шаг обычно составляет не более 3 миллиметров, поэтому для измерения применяются высокоточные линейки или косвенные методики подсчета.
Дюймовая резьба может быть цилиндрической или конусной. В случае конусного соединения резьба сохраняет размер внешнего и внутреннего диаметра по всей длине запчасти. Резьбовой шаг обладает фиксированными размерами, а количество витков напрямую определяется шагом, длиной диаметра. Запчасти с цилиндрическим соединением являются более прочными, надежными, универсальными.
В случае конусного соединения резьба имеет переменный показатель диаметра. Обычно применяется модель сужающегося диаметра, когда диаметр у основания больше диаметра у конца запчасти. Конусные соединения могут иметь двойную маркировку, когда указывается не только начальный, но и конечный диаметр. Конусная дюймовая резьба является более прочной, реже растрескиваются, имеет повышенный срок годности. Однако ее сложнее наносить, а ошибки нарезки могут серьезно ухудшить качество соединения.
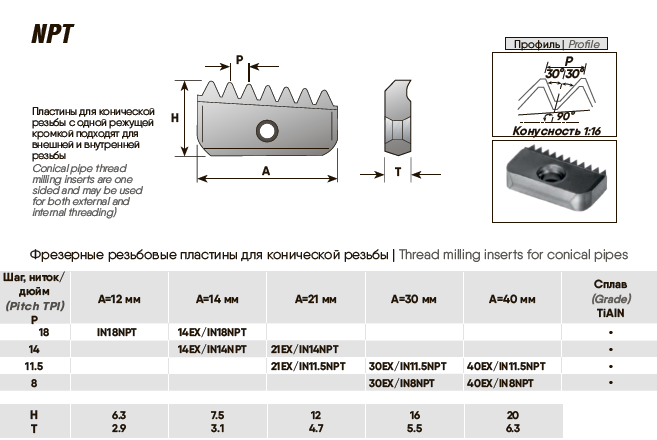
Способы нарезки конической трубной резьбы
В отличие от стандартной цилиндрической резьбы, где диаметр одинаков на протяжении всей длины детали, коническая делается с учетом особенностей соединения. Выполняют ее на станках, допускающих движение суппорта под заданным углом, либо с помощью слесарных приспособлений: плашек и метчиков
При нарезании конических резьб важно точно соблюдать направление движения и положение инструмента. Контролируют процесс с помощью угольника. Отклонения серьезно ухудшают качество и резьбу уже нельзя использовать в ответственных соединениях
Рабочий инструмент может состоять из комплекта метчиков, плашек с указанными на них номерами
Отклонения серьезно ухудшают качество и резьбу уже нельзя использовать в ответственных соединениях. Рабочий инструмент может состоять из комплекта метчиков, плашек с указанными на них номерами.
Как нарезать резьбу самостоятельно? Прежде всего необходимо надежно зафиксировать деталь в тиски с таким расчетом, чтобы обеспечить доступ измерительного угольника. Если есть сверлильный станок, то достаточно без перекосов зажать ее. Когда используется дрель, то проконтролировать угол сложнее. Можно воспользоваться дополнительными приспособлениями, например, кондуктором или направляющей муфтой. Особую аккуратность следует проявить при чистовом проходе коническим сверлом или разверткой. Точно выполненное отверстие позволит метчику правильно сделать заход. Когда уклон наружного конуса детали соответствует указанному углу, то плашка легко самоориентируется по нему и резьба получится качественной.
Оборудование для нарезки
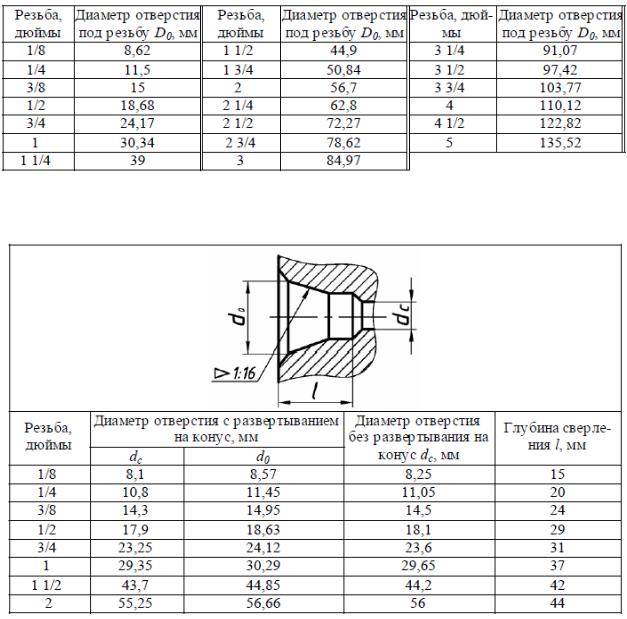
В практической деятельности обычному слесарю не часто приходится делать коническую резьбу, если специфика производства не связанна с изготовлением деталей с таким видом соединений. Домашний мастер сталкивается с этой операцией еще реже. Помощником в работе станет таблица определения диаметров.
| Размер в дюймах | Диаметр отверстия, мм | Глубина сверления, мм | |
| dc | do | ||
| ⅛ | 8,10 | 8,57 | 15 |
| ¼ | 10,80 | 11,45 | 20 |
| ⅜ | 14,30 | 14,95 | 24 |
| ½ | 17,90 | 18,63 | 29 |
| ¾ | 23,35 | 24,12 | 31 |
| 1 | 29,35 | 30,29 | 37 |
| 1¼ | 37,80 | 38,95 | 40 |
| 1½ | 43,70 | 44,85 | 42 |
| 2 | 55,25 | 56,66 | 44 |
Наибольший диаметр конуса обозначают do, а наименьший dc. Для облегчения захода инструмента делается фаска. В цилиндрическом отверстии сделать метчиком нарезку сложно и долго. Для снижения трудоемкости и ускорения операции используют конические сверла и развертки нужного размера. Если инструмент комплектный, то сначала берут метчик или плашку с номером 1. Это черновая резка. Затем проходят инструментом №2. Иногда в комплекте может быть 3 вида метчиков. В цветных металлах коническая резьба может делаться за один проход, если использовать смазочно-охлаждающие жидкости. Работая со сталью желательно проходить отверстие последовательно всеми метчиками.
Увидеть конус можно и по губкам для внутренних измерений. Достаточно их вставить вовнутрь и будет виден уклон на плашке относительно параллельных губок штангенциркуля. Конусные плашки шире обычных, поскольку они должны полностью перекрывать длину обрабатываемой детали. Работать ими тяжелее. Нагрузка распределяется по всей режущей поверхности, поэтому используют мощный вороток с длинными рукоятками, либо удлиняют их для создания рычага. Обозначается машинная плашка 2684-0015, ручная 2684-0015р. Все характеристики указаны в ГОСТ 6228-80. Метчик имеет аббревиатуру 2680-0016. Технические характеристики описаны в ГОСТ 6227-80.
Конические соединения используется в ответственных узлах, поэтому требования в чистоте обработки поверхности высокие. Добиться ее можно только при использовании качественных смазочно-охлаждающих жидкостей. Выбор составов широк. Но если профессиональных материалов под рукой нет, то в домашних условиях можно для работы использовать животный жир. По своим характеристикам он отлично подходит для этой цели. Многие опытные мастера часто его используют в своей практике. Он гарантирует хорошее скольжение, качественную резку металла без сколов.
Режущий инструмент изготовляется из инструментальных, быстрорежущих сталей. В ГОСТе указан рекомендуемый ресурс плашек и метчиков. Рассчитывается он для инструмента из сплава Р6М5 по заготовкам из стали 45. Плашка должна гарантированно выполнить обработку от 125 (более 1 дюйма) до 225 (менее дюйма) наружных резьб, соответствующих требованиям ГОСТ. Соответственно, если в работе используются более прочные сплавы деталей, то ресурс уменьшается. Для проверки качества обработки, геометрических размеров и соответствия профилю используются специальные шаблоны — калибры. Такие же приспособления применяются при заточке резцов для токарных станков.
Резьба BSPP
Британская стандартная трубная резьба до сих пор является самой распространенной резьбой в гидравлических системах в Европе. Настоящий раздел разбит на две части – одна описывает шланговые, а вторая – резьбовые переходники BSP.
Конусный переходник 60°
Функция конуса 60 градусов. Эта форма переходников BSPP, модифицированная для работы в качестве шлангового переходника, популярна в Великобритании, скандинавских странах и других странах Европы. Стандарт соединений – BS5200. Внутреннее отверстие переходников BSPP имеет конус с углом 60 градусов, который сопрягается с конусом того же угла поворотного шлангового фитинга. При завинчивании гайки два конуса прижимаются друг к другу и образуют металлическое уплотнение. Этот тип соединений обладает гибкостью применения, поскольку их можно завинчивать в резьбовые отверстия BSPP. В этом случае необходимо использовать двухслойный уплотнитель – обычно шайбу, состоящую из металлического внешнего кольца и внутреннего эластомерного уплотнителя.
Несмотря на эту гибкость, данные переходники нельзя использовать в качестве трубных фитингов так же, как фитинги Triple-Lok, O-Lok или EO, и поэтому их нельзя назвать универсальными.
Многие производители делают коленчатые или тройниковые переходники путем пайки прямых деталей. Это может привести к сильному прокаливанию фитинга в процессе пайки, в результате материал становится мягким. Тройники и коленчатые переходники Parker производятся из высококачественной поковки и имеют чрезвычайно долгий срок службы.
 1) уплотнительное кольцо со стопором; 2) форма A
1) уплотнительное кольцо со стопором; 2) форма A
Функция резьбовых переходников BSPP. Резьбовые переходники BSPP предназначены для отверстий с фрезерованной плоской опорной поверхностью вокруг резьбы. Опорная поверхность обеспечивает ровную область уплотнения, где бы ни использовалось такое отверстие – будь то фрезерованный блок клапанов или литой корпус насоса. Первоначально уплотнитель был сделан в виде медной шайбы (или из другого пластичного метала), но сегодня в большинстве переходников используются эластомерные уплотнители.
Высочайшие рабочие характеристики достигаются благодаря уплотнителю ED, после которого стоят уплотнительное и стопорное кольцо, двухслойный уплотнитель и, наконец, металлический уплотнитель немецкой конструкции “Form-B”. В качестве регулируемых фитингов они поставляются только в разновидностях с уплотнительным кольцом и стопором. Конструкция уплотнителя ED не позволяет регулировать фитинги.





