

Вспомогательные инструменты
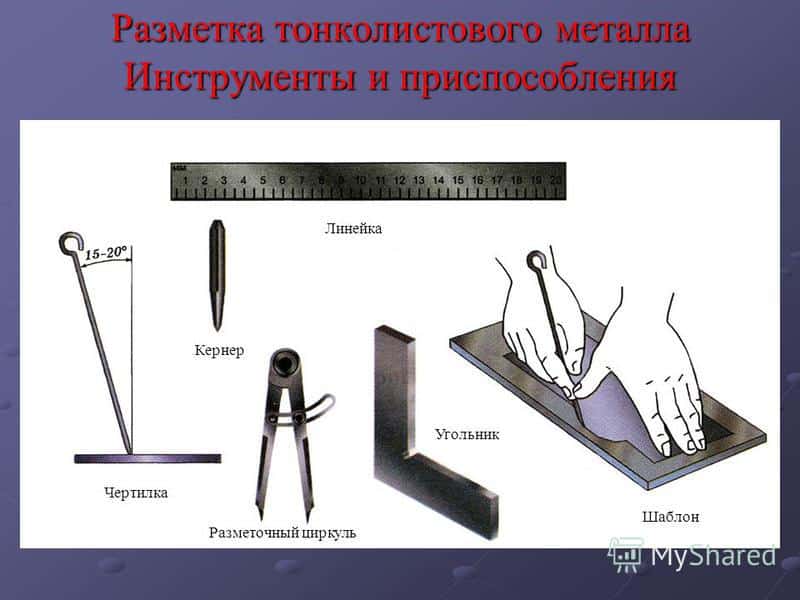
При нанесении разметки используется множество дополнительных инструментов вроде линеек, шаблонов, угольников и т. д.
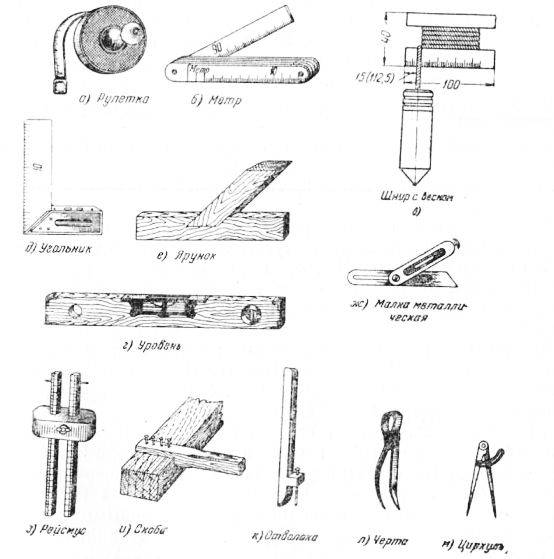
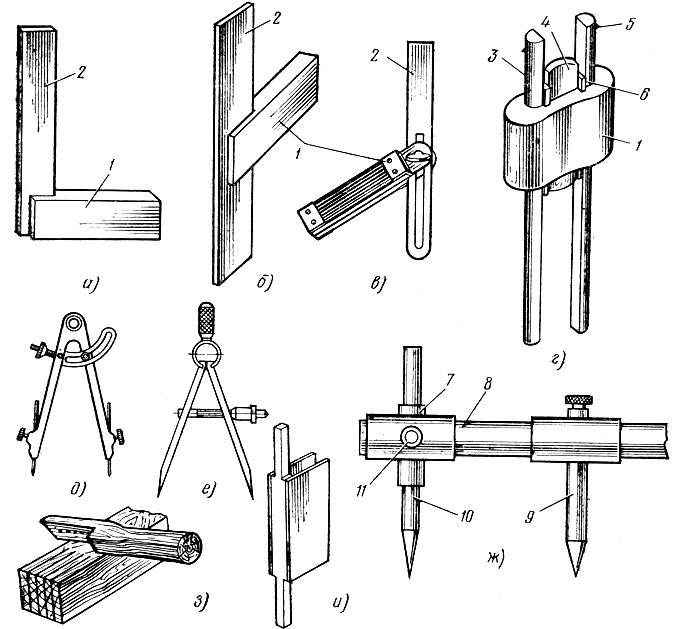
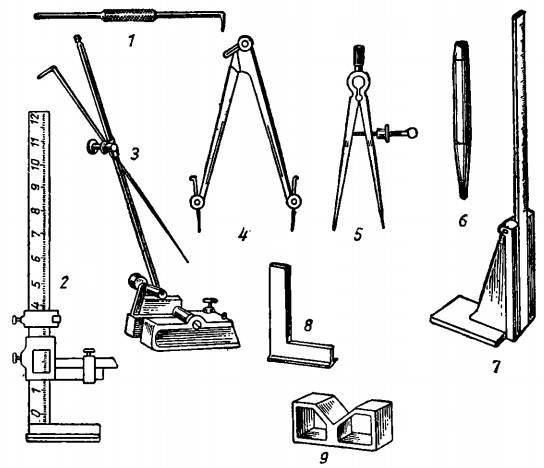
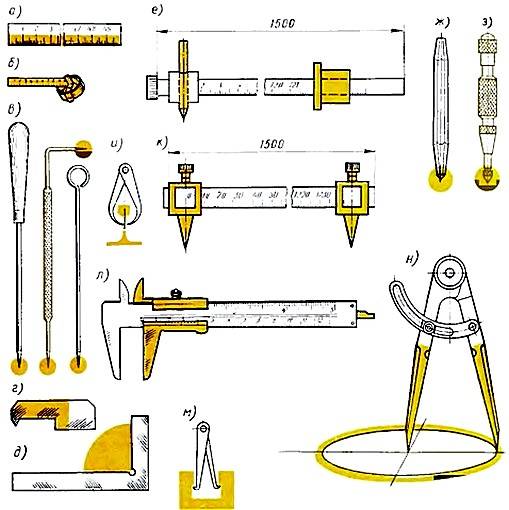
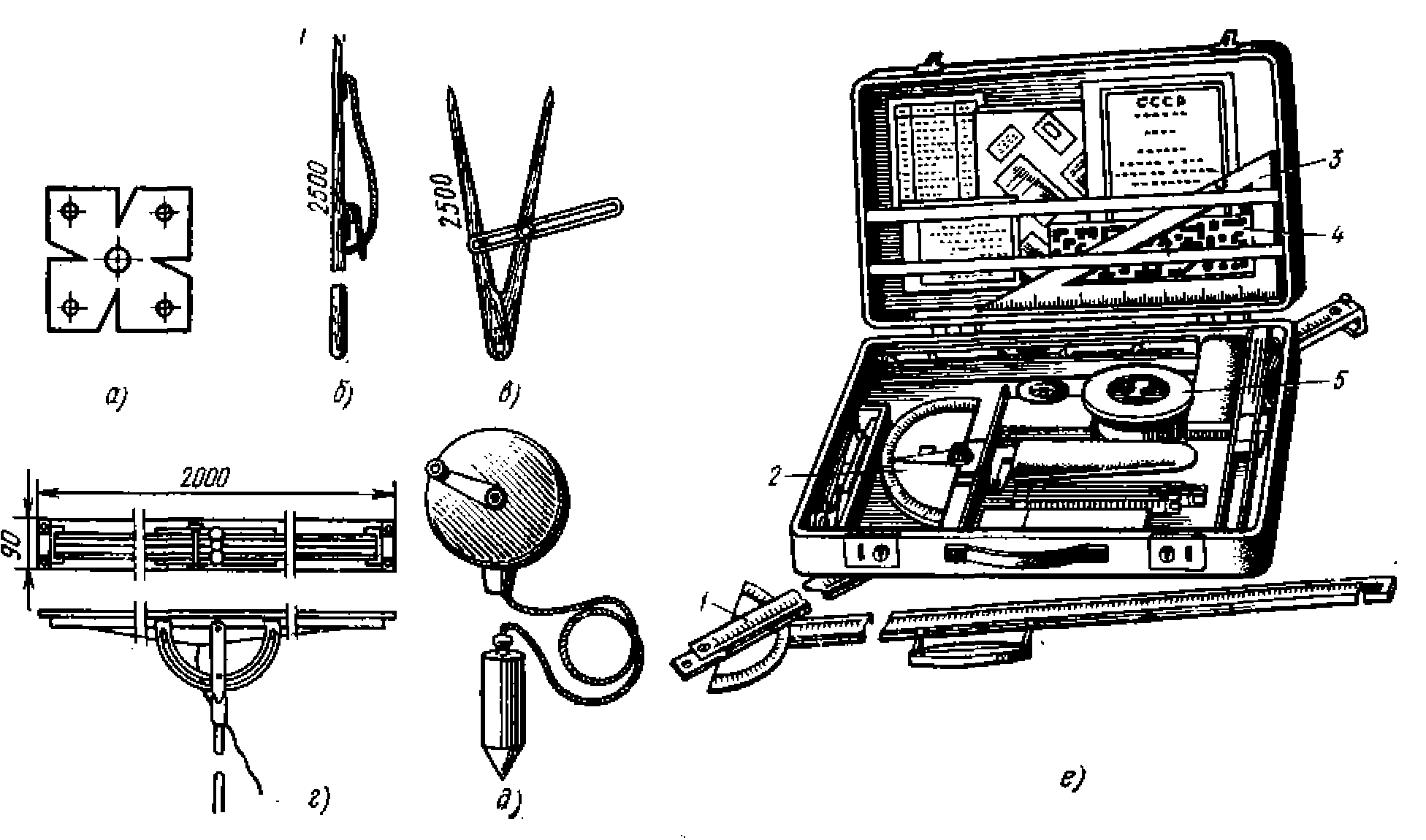
Разметочные угольники рассчитаны на оба типа разметки, выравнивание заготовки, работы с листовым и полосовым материалом. Такой инструмент представлен бруском 20х30 мм с линейкой 5х30 мм, встроенной под прямым углом в торец. Существуют угольники-центроискатели, нацеленные на разметку торцов круглых заготовок. Они включают две соединенные под углом планки, линейку, проходящую рабочим ребром через его середину, и соединительную планку.
Аналогичным приспособлением является центроискатель-транспортир. Он имеет близкую конструкцию, включающую линейку и перемещаемый по ней угольник. Как и угольник-центроискатель, данное приспособление предназначено для нахождения центров торцов цилиндрических деталей. К тому же оно обеспечивает возможность нанесения отверстия вне центра либо под углом.
Малка представлена шаблоном с переменным углом измерения. Выполнена в виде бруска прямоугольного сечения. На одном из его концов через прорезь закреплена линейка, а другой скошен под углом 45°.
Ерунок аналогичен малке, но отличается установленной на колодке под углом 45° линейкой. Подходит для разметки 135 и 45° углов.
Нутромер рассчитан на измерение пазов, внутренних поверхностей, отверстий. Данные инструменты, функционирующие по принципу радиусометра, представлены в нескольких вариантах конструкции. Так, индикаторные модели включают измерительное устройство и индикаторную головку, представленную обычно индикатором часового типа с двумя шкалами. Микрометрический нутромер имеет конструкцию аналогичную микрометру, включающую соединенные колпачком барабан и микрометрический винт, стебель с измерительным наконечником, стопор, предохранительный колпачок.
Складной метр, представленный набором шарнирно сочлененных линеек, используется для измерения. Метр-рулетка отличается от рулетки наличием миллиметровых делений. Может быть размещена в глухой либо открытой коробке. Лента представлена желобчатой линейкой, сохраняющей при разворачивании прямолинейность.
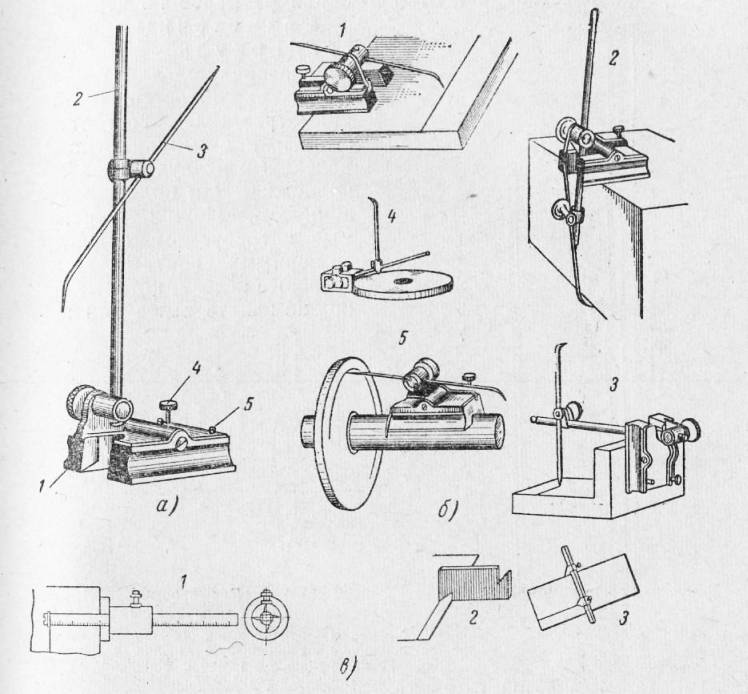
Масштабный высотомер применяется для измерения высоты плоскостей и отверстий. Включает стойку с неподвижной шкалой, оснащенной подвижной рамкой, и подвижной шкалой. Он значительно упрощает разметку, сокращая объем расчетов.
Для построения и измерения углов применяют транспортир, представленный металлическим кругом с градусными метками и рычагом с нониусом, соединенным с его центром.
Сверлильный и резьбонарезной инструмент столяра
Для сверления отверстий в древесине применяют:
- напарье и центровую перку – перьевое или ленточное сверло с деревянной ручкой. В центре режущей кромки перки имеется винтовая резьба;
- буравчик – небольшое сверло с конической режущей частью и резьбой;
- раздвижное сверло для сверления неглубоких отверстий большого диаметра, возле режущей части которого имеется выдвижная штанга с резцом на конце;
- коловорот – инструмент с патроном для зажима сверл, имеющий коленчатую конструкцию;
- ручную или электрическую дрель;
- сверлильный станок.
Сверла для древесины имеют шип или винтовую резьбу в центре режущей кромки для облегчения процесса сверления и выступы по краям режущей кромки для повышения гладкости стенок отверстия.
Пазы различной формы проделывают стамесками и долотами. Долото отличается от стамески наличием металлического кольца на конце ручки. Стамеска имеет более тонкое лезвие, применяется для выборки небольших пазов, снятия фасок. Долото служит для выдалбливания отверстий.
Для нарезания резьбы используют специальные плашки (вентильни), фрезы, метчики, токарные станки с соответствующей оснасткой. Резьбу по дереву нарезают с большим шагом, она имеет круглый или трапециевидный профиль.
Разметка отверстий
Разметка центровых отверстий является одной из наиболее сложных операций в слесарном деле, что связано с высокой точностью. Для этих целей применяется несколько инструментов. Чаще всего это разметочный циркуль и центроискатель.
Циркуль используют в случаях, когда нет необходимости соблюдать высокую точность.
Приемы и последовательность их следующая:
- ножки циркуля разводят на расстояние, которое равняется радиусу заготовки.
- затем упирая оду ножку об края заготовки наносят штрих;
- повторяют это минимум 4 раза с разных сторон так, чтобы в центре образовался четырехугольник, центр которого является центром заготовки, и отмечается на глаз;
- затем с помощью кернера проделывается углубление.
Центроискатель — простой, но высокоточный инструмент. С его помощью проводятся всего две перпендикулярные линии, перенесение которых является центром заготовки.
При использовании, важно держать кернера вертикально, даже малейшее отклонение от оси повлияет на точность отметки. В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях. В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях
В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях.
Виды ручного слесарного инструмента по назначению
В процессе ремонта мастеру могут потребоваться различные работы по металлу: гибка, рубка, сверление, опиливание, нарезание резьбы. Решение перечисленных задач возможно с использованием специализированного слесарного инструмента, который всегда под рукой. По назначению его можно разделить на несколько основных групп. Ниже мы рассмотрим, где применяется каждое устройство.
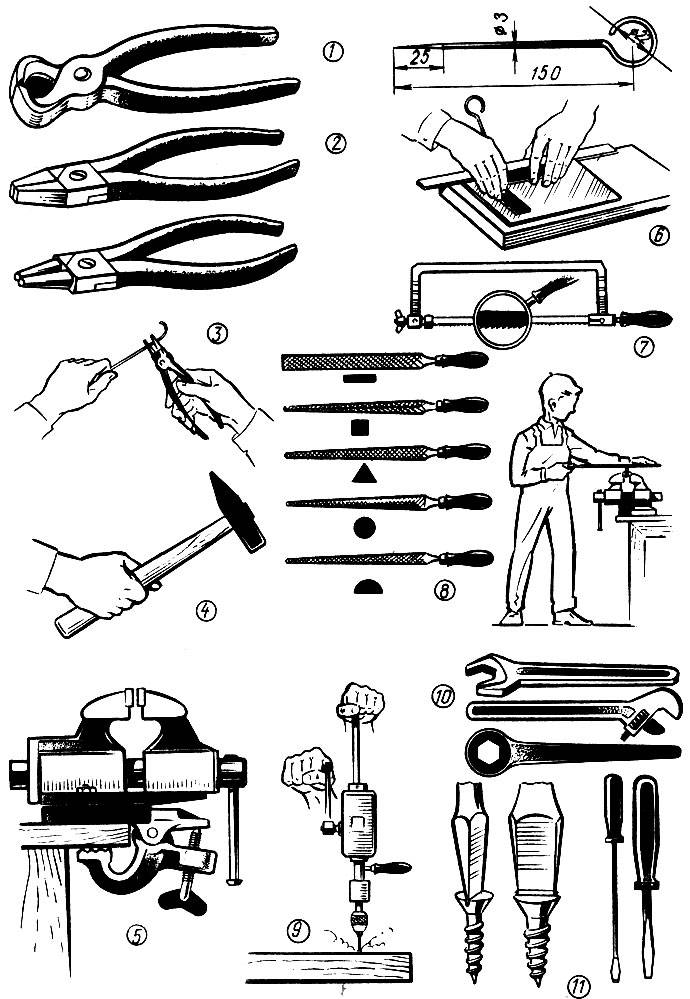
Ударный и разметочный инструмент:
- Слесарные молотки, кузнечные кувалды применяются во многих технологических операциях: рубке, гибке, правке.
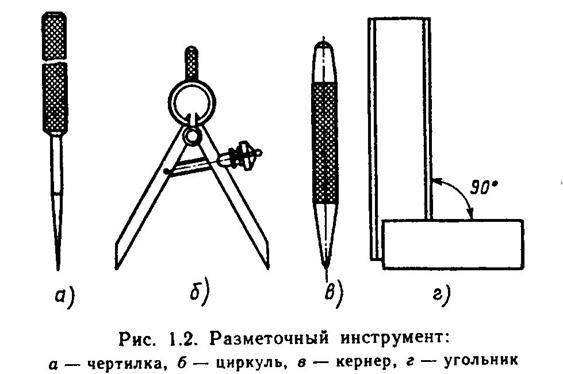
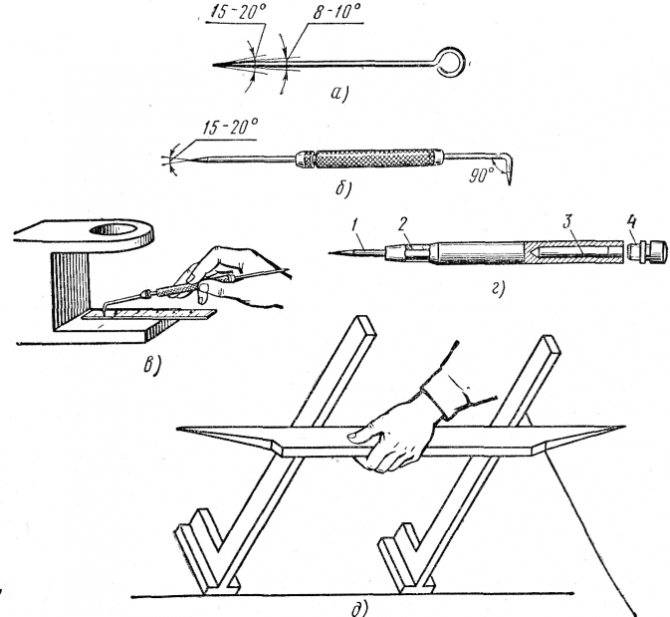
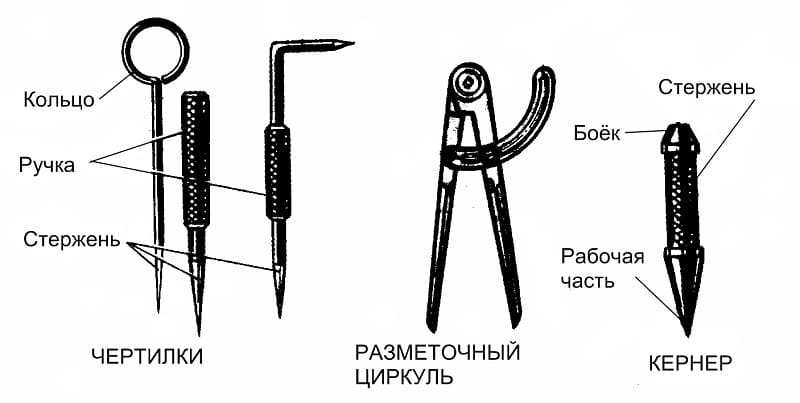
- Кернерами выполняют разметку металлических, а также неметаллических материалов.
- Зубила используют для рубки металла.
- Крейцмейсели позволяют вырубать шпоночные пазы, канавки. От зубил они отличаются более узкой режущей кромкой.
- С помощью чертилок и циркулей проводят точные разметочные работы.
- Бородки предназначены для пробивания отверстий в листовом металле.
Зажимной инструмент:
В процессе выполнения слесарно-сборочных операций применяют различный шарнирно-губцевый инструмент. К нему относят пассатижи, плоскогубцы, круглогубцы, щипцы, клещи. Слесарными тисками фиксируют детали с целью их последующей обработки.
Инструмент для нарезания резьбы:
Наружную резьбу нарезают плашками, внутреннюю – метчиками. Плашкодержатели и воротки – это приспособления для вращения ручного резьбонарезного инструмента.
Устройства для резки и механической обработки металла:
Напильники и надфили служат для опиливания деталей, заготовок. Ножовками режут листовой, профильный металл, а также выполняют другие виды работ. Ручные ножницы предназначены для резки листового металла. Шаберами с деталей снимают тонкие слои материала. В результате шабрения сопрягаемых поверхностей обеспечивается их плотное прилегание и герметичность.
Инструмент для обработки отверстий:
- В обрабатываемых изделиях отверстия получают при помощи сверл. Их изготавливают из легированных, углеродистых сталей.
- Развертки позволяют выполнять высокоточную обработку цилиндрических и конических отверстий.
- Зенковки служат для обработки углублений и фасок просверленных отверстий под головки винтов, болтов, заклепок. С помощью цековок выполняют зачистку торцовых поверхностей.
- Зенкеры применяются для увеличения диаметров просверленных отверстий, улучшения их точности и качества.
Инструмент для сборки резьбовых соединений:
- Гаечные ключи. По конструкции они могут быть рожковыми или накидными, торцовыми, шарнирными, разводными, трещоточными. Выбор подходящего исполнения обеспечивает удобство работы в труднодоступных местах.
- Регулировать усилие затяжки крепежа позволяют динамометрические ключи.
- Слесарно-монтажные отвертки для винтов и шурупов с прямыми или крестообразными шлицами незаменимы в производстве, строительстве, ремонте.
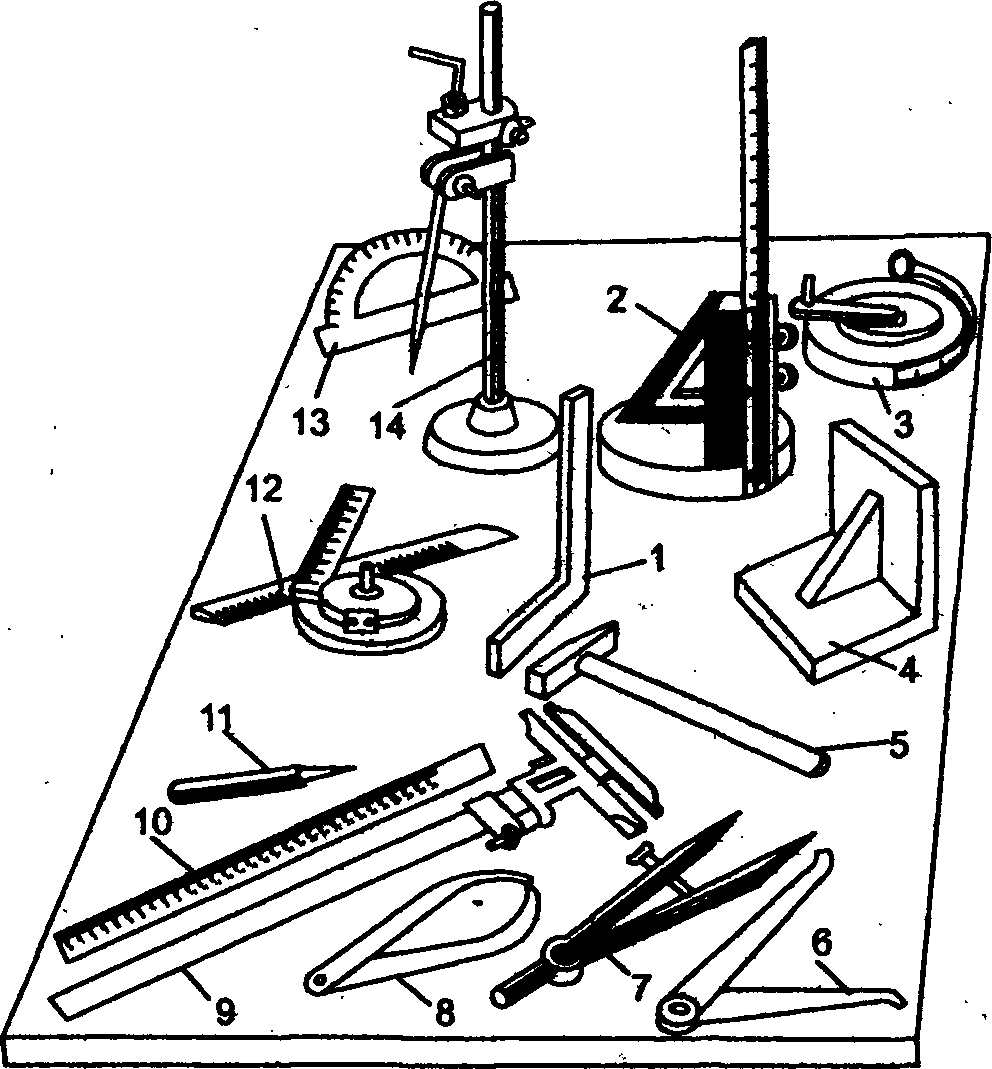
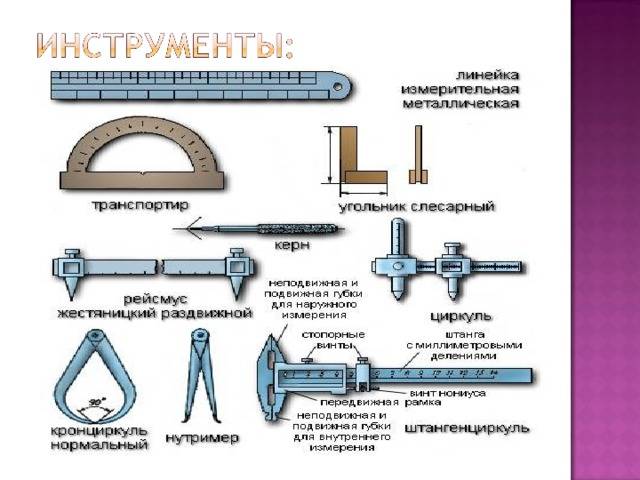
К измерительным устройствам относят:
- Линейки, рулетки.
- Штангенинструмент. К нему относятся штангенциркули, штангенрейсмасы и штангенглубиномеры.
Микрометрические приборы, нутромеры. Меры длины: плоскопараллельные концевые, угловые призматические, штриховые. Поверочные плиты, щупы, лекальные линейки, угольники. Радиусные и резьбовые шаблоны. Приборы для измерения углов: угломеры, уровни, синусные линейки. Индикаторные устройства.
Таким образом, ручной инструмент позволяет решать большинство задач при работе с металлом.
Разметочный инструмент .Виды и назначение. презентация к уроку по технологии (7 класс)
Тема урока : Разметочный инструмент. Виды и назначение.
Цель урока: раскрыть ученикам виды измерительных и разметочных инструментов. Учить правилам пользования этими инструментами. Корректировать память путем знания наименований разметочного инструмента и правил пользования. Развивать интерес через знакомство с новыми инструментами
- Задачи урока:
- продолжить формирование основных технологических понятий;
- уметь различать и знать назначение основных разметочных инструментов;
- продолжить формирование знаний, умений и навыков по изготовлению разметочного инструмента.
План урока.
- Организационный момент.
— построение учащихся;
-приветствие;
-проверка посещения;
-рапорт дежурного.
- Повторение ранее изученного материала
- Изучение нового материала: используя компьютерный проект, учащиеся должны научиться анализировать и оценивать назначение основных разметочных инструментов знать их применение и устройство.
- Практическая работа.
- Закрепление материала.
- Итоги урока.
ХОД УРОКА
I. Организационный момент.





1. Организация рабочей обстановки в классе.
2. Наличие учащихся.
II. Повторение ранее изученного материала.
Ребята, прежде чем начать изучать новую тему давайте вспомним ранее изученный материал. Я вам буду задавать вопросы, а вы на них должны ответить кратко и правильно.
1. Какой самый распространенный разметочный инструмент? (Карандаш).
2. Какие бывают карандаши? (Т, М, ТМ, Химический)
3. Для чего нужен химический карандаш? (Для разметки на сырой древесине).
4. Какой следующий по значимости разметочный инструмент вы знаете? (Линейка).
5. Какие бывают линейки? (Деревянная, пластмассовая, металлическая)
6. Стандартная длина линейки? (25, 50, 100 см)
7. Как называется гибкая линейка? (Рулетка)
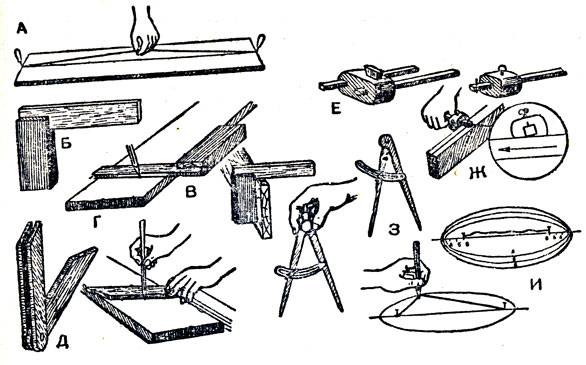
8. Чем малка отличается от угольника и ярунка? (У малки колодка с линейкой соединены с помощью винта-шарнира.)
Молодцы! Я вижу вы хорошо усвоили материал. Но для того, чтобы начать изготовление разметочного инструмента мало знать его название и устройство. Нам необходимо знать его назначение, как правильно им пользоваться и уметь правильно и по назначению его использовать. И поэтому тема нашего сегодня урока: «Разметочный инструмент. Виды и назначение».
III. Изучение нового материала.
Прежде чем начинать обработку детали, нужно разметить заготовку. От правильности и точности разметки во многом зависит качество детали. Даже небольшие ошибки в нанесении разметочных линий могут повлечь за собой непоправимый брак. Несмотря на кажущуюся простоту этой работы и несложность применяемого инструмента, необходимо быть очень внимательным, а по окончании разметки тщательно проверить сделанные построения.
Для проведения линий при разметке лучше всего пользоваться простым графитовым карандашом. Для разметки деталей из твердых пород дерева применяются карандаши ТМ, Т, 2Т и ЗТ, для мягких пород, например, для липы или ели — карандаши М.
§ 11. Общие понятия
Заготовки для деталей машин поступают на обработку в механические и слесарные цеха в виде поковок сортового металла. В зависимости от назначения деталей одни заготовки остаются необработанными, другие обрабатываются частично или полностью. При обработке с поверхности заготовки удаляется определенный слой металла, в результате уменьшается ее размер. Разность между размером заготовки до и после обработки является величиной припуска на обработку.
Чтобы знать, где и до каких размеров вести обработку, сначала заготовку размечают. Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий (рисок), определяющих контуры будущей детали или места, подлежащие обработке.
Разметку выполняют точно и аккуратно, потому что ошибки, допущенные при разметке, могут привести к тому, что изготовленная деталь окажется браком. Может быть и наоборот, неточно отлитую и поэтому забракованную заготовку можно исправить тщательной разметкой, перераспределив припуски для каждой размечаемой поверхности.
Точность, достигаемая при обычных методах разметки, составляет примерно 0,5 мм. При точной разметке ее можно повысить до сотых долей миллиметра.
Разметка применяется преимущественно в индивидуальном и мелкосерийном производствах. На заводах крупносерийного и массового производства надобность в разметке отпадает благодаря использованию специальных приспособлений – кондукторов, упоров и т. п.
Виды разметки разделяют на три основные группы: машиностроительная, строительная, котельная и судовая. Разметка машиностроительная является самой распространенной операцией слесарной обработки. Котельная и судовая разметка имеют некоторые особенности, и им посвящена специальная литература.
В зависимости от формы размечаемых заготовок и деталей разметка делится на плоскостную и пространственную (объемную).
Плоскостная разметка выполняется обычно на поверхностях плоских деталей, на полосовом и листовом материале, и заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Приемами плоскостной разметки нельзя разметить даже самое простое тело, если поверхности его не прямолинейны. При плоскостной разметке нельзя нанести горизонтальные риски на боковую поверхность цилиндра, перпендикулярные его оси, так как к ней нельзя приложить угольник и линейку. Но если бы и нашлась гибкая линейка, которую удалось бы обвить вокруг поверхности цилиндра, то нанесение параллельных рисок на цилиндр представило бы большие трудности.
Пространственная разметка, наиболее распространенная в машиностроении, по приемам существенно отличается от плоскостной. Трудность пространственной разметки заключается в том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметку этих отдельных поверхностей между собой.
подробно на сайте globalcolors.ru производство мастербатчей . СМС уведомления в Ижевске – у нас на сайте . резка труб под углом mnitek.ru/rezka-trub-i-profilya-pod-uglom/
Размерная обработка
К данной категории относят опиливание контура изделий, просверливание отверстий и нарезание внутренней и наружной резьбы, а также другие виды слесарных работ. Их назначение и главная задача – получение изделие заданной формы и с характеристиками шероховатости поверхностей.
Опиливание производится напильником с целью сгладить поверхность после вырубки зубилом, а также после обработки давлением (холодной штамповкой). Также опиливание часто используется для снятия острых заусенцев, выдавливаемых режущим инструментом (фрезой или токарным резцом).
Обработка отверстий также относится к основным видам слесарных работ. Особенно если необходимо получить очень точное межосевое расстояние с маленьким допуском. Современные координатно-расточные станки и обрабатывающие центры справятся с такой задачей очень быстро. А вот для того чтобы вручную точно просверлить отверстия, нужна очень высокая квалификация. Далеко не каждому по силам такая задача. Просверлить несколько отверстий сможет любой. Но вот выдержать заданные размеры – это проблема. Особенно если нет в распоряжении не то что станка с ЧПУ, но и обычного радиально-сверлильного агрегата. Точность обработки в данном случае влияет на качество сборки изделия и его внешний вид. Слесарно-сборочные работы могут успешно осуществляться лишь в том случае, когда соблюдаются все технологические требования.
Нарезание резьбы слесарем может осуществляться несколькими способами: вручную плашкой и метчиком и на токарно-винторезном станке. Во втором случае слесарь должен иметь разряд станочника. Следует отметить, что большинство рабочих еще в профтехучилищах и колледжах получают, помимо профессии слесаря, еще и профессию станочника широкого профиля и имеют соответствующий документ, подтверждающий право работы на станке. Для получения резьбы на станке необходимо уметь пользоваться винтовой подачей станка, а также затачивать резьбовой резец. Качественную заточку невозможно осуществить без специальных приспособлений и алмазного абразивного круга для точной доводки. Поэтому рекомендуется применять резцы со сменными пластинами для нарезания внутренней и наружной резьбы.
Необходимость в получении резьбовых соединений возникает практически повсеместно
Но это особенно важно при выполнении всех видов слесарных работ в котельной, где предъявляются особые требования к качеству и надежности трубных резьбовых соединений. Ведь в котельной по металлическим трубам подается пар под высоким давлением, и если места резьбовых соединений будут ослаблены, может произойти прорыв паропровода, что повлечет травмы и увечья рабочего персонала. Повышенные требования к надежности резьбовых соединений предъявляются и при возведении конструкций из металлического профиля (будь то транспортные мосты или металлические каркасы зданий)
В этой области, как правило, применяются метизы заводского производства. Однако перед слесарем-сборщиком все же может быть поставлена задача сделать нестандартную шпильку или болт из какого-либо особенного материала
Повышенные требования к надежности резьбовых соединений предъявляются и при возведении конструкций из металлического профиля (будь то транспортные мосты или металлические каркасы зданий). В этой области, как правило, применяются метизы заводского производства. Однако перед слесарем-сборщиком все же может быть поставлена задача сделать нестандартную шпильку или болт из какого-либо особенного материала.
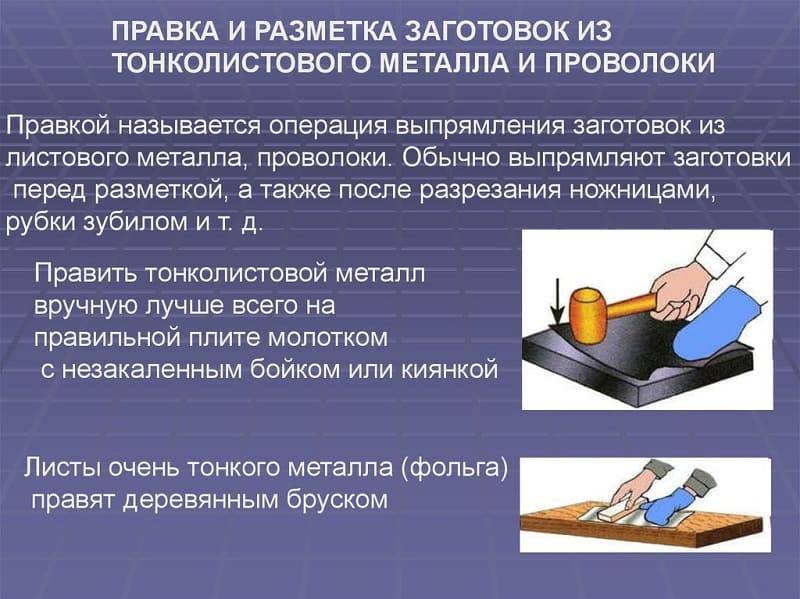
Правка металла
В ходе обработки, хранения или эксплуатации металлические детали и заготовки могут терять первоначальную форму.
Правка металла
Для выполнения последующих операций, соблюдения размеров и формы готового изделия важно, чтобы конфигурация и размеры заготовки совпадали с проектными значениями. Этого достигают промежуточно-подготовительной операцией правки металла
Операцию проводят на холодной детали либо нагревают ее с целью пластичности.
Листовая заготовка может помяться, имеющая цилиндрическую форму — искривиться. Валы и оси могут погнуться.
Что такое правка металла?
Процесс возвращения металлической заготовке исходной формы называется правкой металла. Дефекты бывают следующие:
- Волна.
- Вмятина.
- Выпуклость.
А также некоторые другие.
Виды правки металла
Операция подразделяется на два подвида:
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.
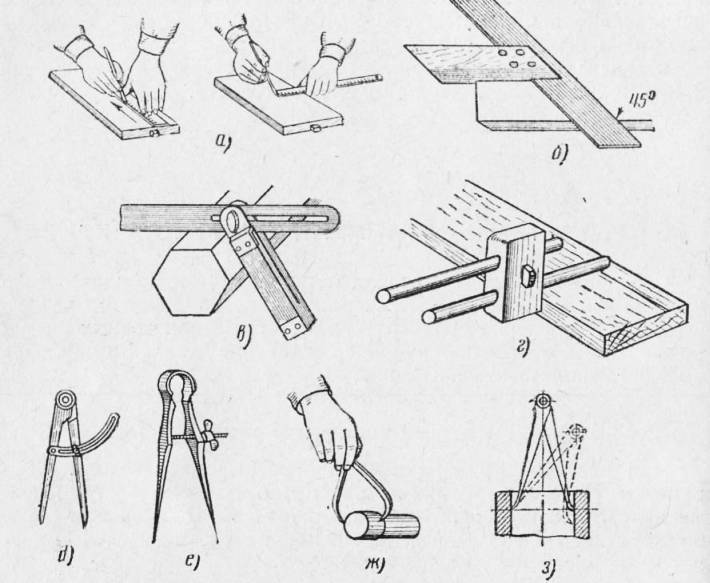
![§ 12. приспособления для плоскостной разметки [1980 макиенко н.и. - общий курс слесарного дела]](https://benzo-electro-instrument.ru/wp-content/uploads/1/1/8/1185923ac224a4b169a184bc7499c50d.jpeg)

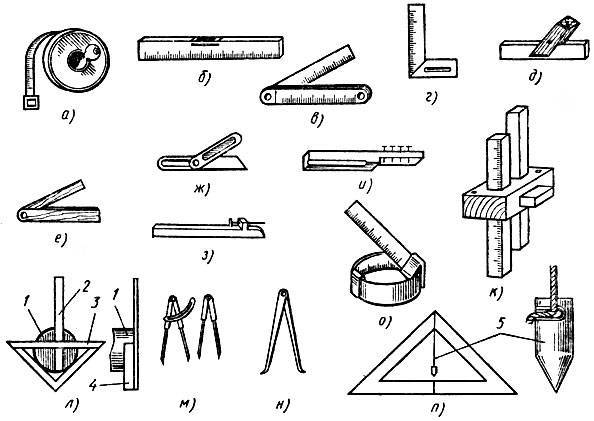
![§ 13. инструменты для плоскостной разметки [1980 макиенко н.и. - общий курс слесарного дела]](https://benzo-electro-instrument.ru/wp-content/uploads/6/0/5/605c3af83b7104e3882218edbcfdc9f0.jpeg)
Ручная правка металла
Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.
Машинная правка металла
Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
Правка листового металла
От вида дефекта зависит и сложность операции правки листового металла.
Наиболее сложные случаи – это комбинация разных видов дефектов, например, волнистость края и выпуклость в центре листа одновременно.
Выпуклость
Выпуклость правят ударами по окружности, начиная от внешней стороны дефекта и постепенно уменьшая радиус окружности, продвигаясь от края к центру дефекта. Сила ударов становится меньше, а частота — возрастает.
Правка выпуклости в центре металлического листа
Если на заготовке не одна выпуклость, их следует объединить в одну большую. Бить следует между локальными дефектами, добиваясь их объединения, после чего действовать, как описано выше.
Волнообразность краев
Правка листового металла с волнистыми краями проводится начиная с краев листа и постепенно продвигаясь к его центру. После растяжения заготовки в середине волнистость краев разглаживается.
Тонкие листы
Заготовки малой толщины не поддаются правке бойками из-за высокой вероятности образования разрывов и заломов.
Правка тонкого листового металла
Для правки тонколистового металла используют протяженные поверхности металлических или деревянных брусков-гладилок. Заготовку разглаживают с разных сторон, постепенно усиливая нажим.
Правка полосового металла, изогнутого в плоскости
Относится к категории несложных. Полосу размещают выгнутой стороной кверху. Удары направляют в самые выступающие участки. С уменьшением дефектов удары следует ослаблять.
Правка полосового металла, изогнутого в плоскости
Периодически надо переворачивать полосу, чтобы не возникла выпуклость в другую сторону. При наличии нескольких выпуклостей в начале следует выправить концы полосы, а потом переходить к середине.
Глава I. Измерительные инструменты и приборы
1. Индикаторные инструменты и приборы
- Индикаторный глубиномер Р. Л. Гроховского и А. Н. Васильева
- Индикаторный глубиномер с интервалом измерения
0—50 мм разработанный К. Д. Шматок, Р. Я. Трофимовым и А. А. Васильевым. - Индикаторный глубиномер с интервалом измерения до 100 мм наваторы В. И. Батурин, Л. А. Гурин и В. С. Гаврилов
- Угловая
скоба В. А. Кузьмина и А. М. Сысоева - Приспособление для проверки индикаторов
- Микрометр
с индикатором - Штангенциркуль с индикаторной приставкой разработал Я. А. Колочинский.
- Нутромер с
индикаторной головкой разработанный новаторами А. Васильевым и Н. Лапшиным. - Индикаторные устройства для контроля детали в труднодоступных местах изготовил Б. В.
Владимиров. - Индикаторное устройство для контроля перпендикулярности сторон
- Индикаторная оправка — центроискатель
- Нутромер
для измерения отверстий малого диаметра - Приспособление для проверки сверлильных патронов
2. Штангенинструменты:
- Модернизированные штангенинструменты
- Штанген для контроля симметричности расположения поверхностей
- Микрометрический штангенинструмент изготовленный новатором
В. Кравцовым - Микрометрический штангенинструмент конструкция разработана новатором Е. Богдановым
- Микрометрический штангенинструмент изготовленный новатором
Штангенинструменты для определения межцентровых расстояний:
- Прибор для измерения межцентровых расстояний конструкции П.
Кондратовича - Прибор для измерения межцентровых расстояний конструкции
Ю. М. Козловского
- Прибор для измерения межцентровых расстояний конструкции П.
3. Приборы для контроля прессформ
- Контроль прессформ,
применяемых для изготовления уплотнительных колец. - Прессформа и штангенциркуль с приставками для контроля
прессформы
- Контроль прессформ,
4. Измерительные инструменты со штриховой шкалой
- Прибор
для контроля центровых отверстий - Прибор
для измерения диаметров отверстий - Разметочный
штангенциркуль В. А. Поликарпова - Угломер на штативе конструкции В. В. Горохова
- Прибор
5. Электроконтактный прибор для контроля наружных цилиндрических резьб новатора В. Н. Ильинского
Строительный инструмент нового поколения. ТОП 10
С этой статье вы увидите интересную подборку строительный инструментов нового поколения, которые способны существенно облегчить вам жизнь. Очень советую посмотреть на эти удивительные и необходимые инструменты, вряд ли вы видели что-то подобное, приятного просмотра!
REBAR CUTTER DBC 16H
Многофункционально устройство Rebar Cutter разработано компанией BNProducts. Компактный инструмент совмещает в себе возможности трубогиба и резака арматуры.
Подробнее тут: https://www.youtube.com/watch?v=1UYkRn-neZA
QUADSAW — Делает отверстия прямоугольной формы
Делаете ремонт, но выпиливать отверстия прямоугольной формы слишком сложно? Не беда: лондонские инженеры разработали устройство, которое сделает это за вас, достаточно подключить к нему дрель или шуруповёрт.
Подробнее тут: https://www.youtube.com/channel/UCg2dcG7cx0VLec8PCOS5uCQ/feed
QUICKBOX — устройство для выравнивания швов
Компания TapeTech представила инновационное устройство для выравнивания швов – QuickBox . В его обязанности входит нанесение тонкого равномерного слоя быстрозатвердевающей шпаклёвкой на всю длину шва.
Подробнее тут: https://www.youtube.com/watch?v=iaBNj1AnWRY
MIXER 50S
Компактный смеситель от итальянской компании Battipav Mixer 50 S предназначен для приготовления готового раствора из строительных сухих смесей, а также для замешивания бетонных смесей. Смеситель укомплектован электродвигателем мощностью 1,2 кВт с пультом управления и возможностью автоматического отключения.
Подробнее тут: https://www.youtube.com/watch?v=gZBF5JkDsV8
METABO MULTITOOL MT 400
Осциллятор Metabo Multitool MT 400 предназначен для резки, шлифовки, распила, зачистки самых разных материалов — от дерева и пластика до кафеля и металла. Универсальность устройства обеспечивается набором сменных насадок.
Подробнее тут: https://www.youtube.com/watch?v=RvaVgyHdCyU
MIXING MATE
Всем известны проблемы, связанные с открыванием и хранением красок и лаков в жестяных банках. После первого вскрытия крышка уже не закрывается плотно, краска засыхает, и её приходится выбрасывать. Устройство MIXING MATE решит эту проблему раз и на всегда!
Подробнее тут: https://www.youtube.com/watch?v=4-rHrFsS3KQ
MASONRY SAW — Пильная установка
Большинство пильных станков шумные, создают много пыли, не слишком удобны и безопасны в работе. Пильная установка Masonry Saw от компании iQ Power Tools — это новое поколение пильных станков с интеллектуальной системой сбора отходов.
Подробнее тут: https://www.youtube.com/watch?v=iLr_3LAoTi8
MAX TWINTIER RB441T
Аккумуляторное устройство RB441T предназначено для стяжки арматуры при строительстве фундаментов, автострад, железобетонных конструкций.
Подробнее тут: https://www.youtube.com/watch?v=QiXjdiEG47I
HAMMERHEAD TOOLS
Австралийская компания HammerHead разработала простой, но эффективный держатель для бит с фиксацией самореза.
Подробнее тут: www.hammerheadtools.com.au
CRESCENT CONNECT CLAMPS
Инновационные струбцины, которые могут собираться в целые удерживающие системы, разработала австралийская компания Crescent.
Подробнее тут: https://www.youtube.com/watch?v=BhlYwyCN-a8
Особенности плоскостной разметки
Назначение любого типа разметки – это верно, грамотно и без погрешностей перенести на заготовку размеры, требуемые при изготовлении детали. Допускается погрешность при ее выполнении 0,2–0,5 мм.
Важная особенность плоскостной разметки – трудоемкость. Поэтому эту операцию целесообразно применять в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.




При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной». Разметка наносится разметочными рисками
Они представляют собой линии со специальными углублениями, выполненными методом накернивания
Разметка наносится разметочными рисками. Они представляют собой линии со специальными углублениями, выполненными методом накернивания.
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.

Определение разметки
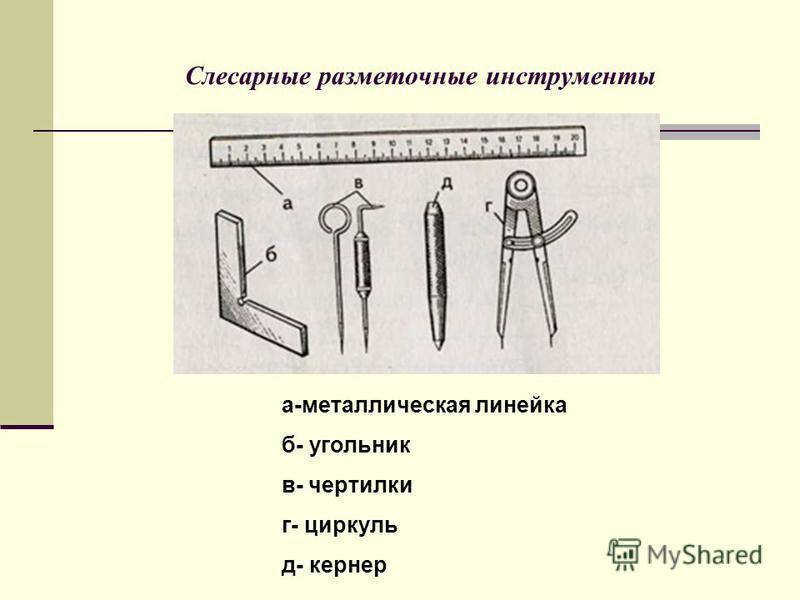
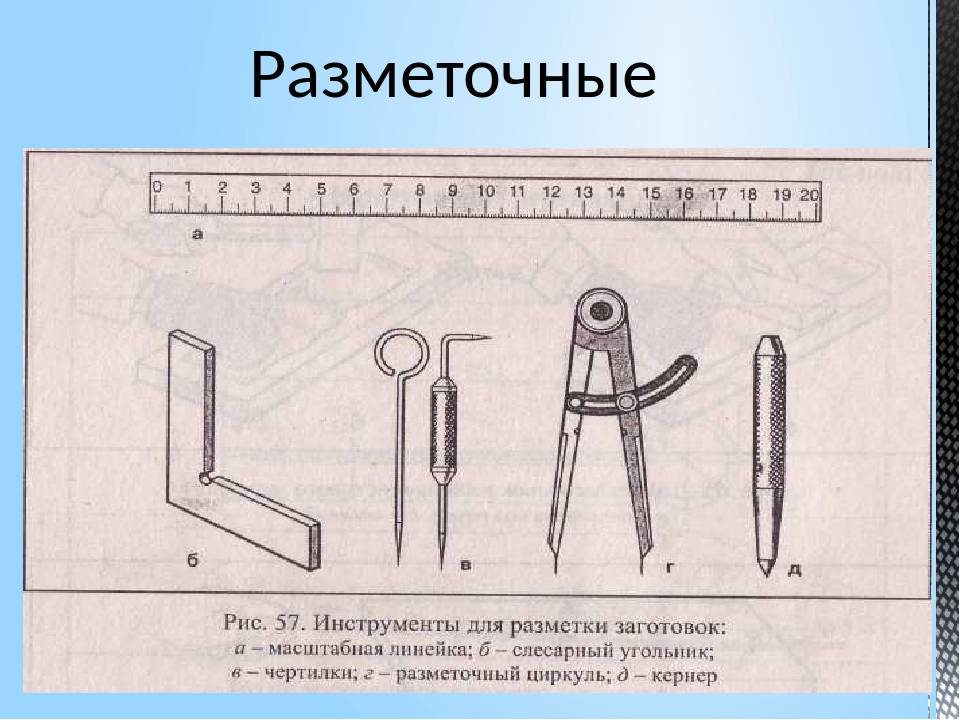
Инструменты для разметки
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.
Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
Подготовка к разметке.
Перед разметкой необходимо выполнить следующее:
- · очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щёткой и др.;
- · тщательно осмотреть заготовку; при обнаружении раковин, пузырей, трещин и т.п., точно измерить их и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно); все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов;
- · изучить чертеж размечаемой детали, выяснить её особенности и назначение; уточнить размеры; определить базовые поверхности заготовки, от которых следует откладывать размеры в процессе разметки; при плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносятся в первую очередь; за базы удобно также принимать приливы, бобышки, платики.
Производители инструмента для разметки
Практически все изготовители строительного оборудования и ручного инструмента выпускают измерительные приспособления, частью которых являются разметочные устройства. К премиальным маркам, присутствующим в сегменте, можно отнести Bosch, RUBI, Irwin и Sturm. Из компаний, которые специализируются на инструменте, выделяются фирмы MATRIX, Stanley, FIT и т. д. Среди российских производителей можно отметить Зубр, Контрфорс и Энкор. Что касается цен, то простейшие устройства для разметки типа керна стоят порядка 100-200 руб. Циркуль или чертилка по металлу оцениваются уже в 500-700 руб. Многофункциональные технически сложные или габаритные приспособления могут стоить порядка 1-2 тыс. руб.
Разметка отверстий
Разметка центровых отверстий является одной из наиболее сложных операций в слесарном деле, что связано с высокой точностью. Для этих целей применяется несколько инструментов. Чаще всего это разметочный циркуль и центроискатель.
Циркуль используют в случаях, когда нет необходимости соблюдать высокую точность.
Приемы и последовательность их следующая:
- ножки циркуля разводят на расстояние, которое равняется радиусу заготовки.
- затем упирая оду ножку об края заготовки наносят штрих;
- повторяют это минимум 4 раза с разных сторон так, чтобы в центре образовался четырехугольник, центр которого является центром заготовки, и отмечается на глаз;
- затем с помощью кернера проделывается углубление.
Центроискатель — простой, но высокоточный инструмент. С его помощью проводятся всего две перпендикулярные линии, перенесение которых является центром заготовки.
При использовании, важно держать кернера вертикально, даже малейшее отклонение от оси повлияет на точность отметки. В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях
В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях.
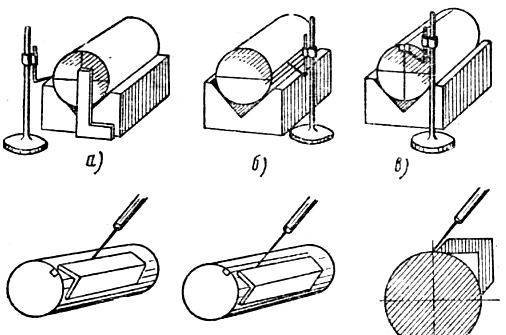
Разметка цилиндрических деталей
Последовательность выполнения разметки цилиндрических деталей следующая:
- Деталь устанавливается на разметочной плите так, чтобы соблюдалось горизонтальное положение.
- Небольшие заготовки устанавливаются на разметочные призмы.
- Нанесение разметки, которая выполняется строго по заданной инструкции:
- изучение чертежа;
- проверка детали на дефекты;
- очистка поверхности от загрязнений, остатков краски и пыли;
- покраска краской поверхности, на которой планируется проводиться разметка;
- с помощью центроискателя отмечается центр изделия;
- горизонтальная установка детали на призму;
- нанесение на торце двух горизонтальных линий;
- на боковой поверхности наносятся линии, продолжающие те, что были нанесены на торце заранее, чтобы выделить место создания канавки.
Используя разметочный инструмент можно с высокой точностью проводить пространственную разметку. Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.
Молотки
Молоток— один из древнейших инструментов, используемых человеком. Существует множество его модификаций. Молоток с закаленной головкой и круглым бойком предназначен для работы со слесарными зубилами и фасонной обработки металла. Молоток с изогнутым раздвоенным концом в виде захвата без усилий вытаскивает гвозди, но для разборки соединённых гвоздями конструкций лучше использовать модель с прямым раздвоенным концом. Молоток с поперечным вспомогательным бойком имеет прямой (тонический боек вместо гвоздодера и используется для направления гвоздя, который удерживается между пальцами. В уменьшенном варианте такой молоток идеален для крепления панельных шпилек. Для обработки листового металла, а также работ по дереву используется деревянный молоток с двумя головками (киянка) и сменными резиновыми и пластмассовыми набойками.
Для более тяжелых работ зубилом по дереву используют обычный деревянный молоток с квадратной головкой. Самые лучшие головки для гвоздодеров и молотков с круглым бойком делают из стальных поковок: они бесшовные и хорошо отполированы. Ручки молотков также различны по весу, самые распространенные — 450, 570 и 680 граммов.





