Кинематическая схема горизонтально-расточного станка 2А620
Кинематическая схема горизонтально-расточного станка 2а620
Привод главного движения горизонтально-расточных станков 2А620Ф1
Привод вращения шпинделя и планшайбы осуществляется посредством двухступенчатого агрегата скоростей с электромагнитными муфтами, монтируемого на шпиндельной бабке. Кинематические схемы станков показаны на рис. 14, 15 и в табл. 2.
Для защиты от динамического воздействия в механизме главного привода имеется упругая муфта (рис. 16).
Передача движения на шпиндель осуществляется двумя парами зубчатых колес 63, 64 (100) и 65, 66 (69) (рис. 17, 18, 19). Большее колесо 64 (100) приводит во вращение шпиндель в нижнем диапазоне скоростей с большими моментами, а другое, меньшее колесо 66 (99) — в верхнем диапазоне скоростей с меньшими моментами. Передача движения на планшайбу осуществляется парой колес 36, 35. Для включения вращения планшайбы имеется специальная рукоятка.
Осевое перемещение шпинделя, радиальное перемещение суппорта планшайбы (рис. 20), вертикальное перемещение шпиндельной бабки и продольное перемещение стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на станине станка (рис. 21).
Распределение движения в цепи перемещения шпинделя, шпиндельной бабки, радиального суппорта и стола продольно производится посредством электромагнитных муфт.
В кинематической цепи привода радиального суппорта имеется планетарный механизм с сателлитами 26 и 71, обеспечивающий возможность перемещения суппорта во время вращения планшайбы (рис. 22).
Осевое перемещение расточного шпинделя осуществляется шарико-винтовой передачей 86 и 84, расположенной в хвостовой части шпиндельной бабки (рис. 23).
Вертикальное перемещение шпиндельной бабки осуществляется посредством вращающейся гайки, расположенной в редукторе на шпиндельной бабке, и неподвижного шарикового винта, закрепленного на стойке (рис. 24).
На станках смонтирован механизм предотвращения падения шпиндельной бабки при обрыве троса противовеса (рис. 25).
При подвешенном противовесе шпиндельной бабки деталь 243, соединенная с тросом противовеса, находится в верхнем положении, сжимая пакет тарельчатых пружин 244. При этом шарик 245, упираясь в бурт детали 243, через систему рычагов фиксирует смонтированную в редукторе шпиндельной бабки деталь 248 в верхнем положении.
При обрыве троса противовеса деталь 243 под воздействием пакета тарельчатых пружин 244 переместится вниз, освобождая шарик 245 и через систему рычагов деталь 248. Деталь 248 под воздействием пружины 249 переместится в нижнее положение и зацепится с деталью 247, фиксирующей вал 246 от проворота. При этом шпиндельная бабка надежно фиксируется от падения.
Привод поперечного перемещения и поворота стола
Поперечное перемещение стола и поворот стола осуществляются от общего электродвигателя постоянного тока через редуктор, который размещен на заднем торце нижних саней.
Распределение движения к цепи поперечного перемещения и поворота стола производится посредством электромагнитных муфт в редукторе (рис. 26).
Кинематика нарезания резьбы
Станок позволяет нарезать метрическую и дюймовую резьбу (см. „Таблица набора сменных шестерен для нарезания резьбы»).
Нарезание резьбы производится выдвижным шпинделем при его осевом перемещении или радиальным суппортом планшайбы при продольном перемещении стола.
Для нарезания резьбы цепь подачи шпинделя соединяется с приводом вращения шпинделя посредством гитары с набором сменных зубчатых колес, расположенной па переднем торце шпиндельной бабки.
Для нарезания левых резьб па гитаре устанавливается паразитная шестерня.
Для перемещения суппорта планшайбы от штурвала при нарезании резьбы подачей стола следует включить рукоятку, расположенную на крышке шпиндельной бабки.
Кинематика штурвала
На шпиндельной бабке имеется штурвальное устройство для перемещения от руки шпинделя, радиального суппорта, шпиндельной бабки и продольного перемещения стола.
турвал позволяет осуществлять тонкое перемещение подвижного органа и быстрое перемещение выдвижного шпинделя.
Включение штурвала осуществляется кнопкой с пульта на шпиндельной бабке.
Конструкция мобильного расточного станка
Конечно же, все мобильное оборудование, основная функция которых заключается в обработке необходимых деталей, могут иметь свои особенности в конструкции. На сегодняшний день все расточное оборудование можно разделить на два типа: универсальные и специализированные. В основе такого деления станков лежит различия в конструкции, а также от этого зависит и то, какая именно обработка изделия будет происходить. В свою очередь, все универсальное мобильное оборудование делится еще на несколько групп. Основные группы универсального расточного оборудования:
- Вертикально-координатные.
- Горизонтальные.
- Алмазные.
Основной особенностью мобильного расточного станка является то, что в нем есть шпиндель, который может располагаться в разном направлении: горизонтально или вертикально. Благодаря такой детали в станке и происходит движение подачи по оси. Именно поэтому такое расточное оборудование позволяет выполнять большой объем работы, причем они могут быть совершенно разной по своему характеру. Из–за такого выполнения работы станком и сама заготовка по полному циклу обрабатывается.
Эффективно и то, что другие станки здесь уже не нужны, ведь все можно выполнить на одном. Эта и есть основная причина, по которой многие предприятия переходят на такое расточное оборудование, так как оно позволяет производить любую, даже самую сложную, обработку деталей. Если же рассматривать технический процесс обработки деталей при помощи такого станка, то все действия основаны на сечение основного шпинделя.
Кстати, именно эта часть расточного оборудования влияет на размеры агрегата. Но, кроме основной детали – шпинделя, данный станок имеет еще и другие части. Например, расточное оборудование имеет и метчики машинные, и разнообразные режущие предметы: фрезы, резцы, сверла и многое другое.
Конструкция и характеристика работы основных узлов координатно-расточного станка 2450
Схема действия основных координатно-расточного станка 2450
В инструментальном производстве находят одинаковое применение все три конструкции станков. Рассмотрим наиболее совершенный — станок третьей конструкции. Это — координатный разметочно-сверлильный и расточный станок модели 2450 с оптическим отсчетом перемещений.
По характеру движений основных частей такой станок (фиг. 93) подобен вертикально-фрезерному станку, но имеет еще одно дополнительное движение — вертикальную подачу шпинделя. Он состоит из станины 1 с установленным на ней электродвигателем, шпиндельной коробки 2, шпинделя 3, рабочего стола 4, его салазок 6Т механизма для продольных и поперечных перемещений рабочего стола и устройств для отсчета этих перемещений. Число оборотов шпинделя станка может изменяться в пределах от 50 до 1900 оборотов в минуту, а его автоматическая вертикальная подача от 03 до 0,18 мм на один оборот. И число оборотов, и подача шпинделя регулируются бесступенчато.








Отсчет перемещений стола
В данной конструкции наибольшую сложность и интерес представляют устройства для перемещений рабочего стола и отсчета их величины. Поперечное перемещение рабочего стола производится специальным электродвигателем или маховичками 11 и 12. От них движение передается червячной паре 14 и шестерне 15, расположенным на станине. Червячная передача и шестерня передвигают салазки с помощью установленной на них зубчатой рейки 16. Подобное же устройство служит и для продольных перемещений. Oho также состоит из червячной передачи 17, шестерни 18 и зубчатой рейки 19, соединенной с рабочим столом. Этот механизм приводится в движение от электродвигателя или от упомянутых выше маховичков 11 к 12.
Однако задача состоит не только в том, чтобы передвинуть стол на какое-то строго определенное расстояние. Необходимо иметь возможность произвести и точный отсчет величины этого перемещения. Такие отсчеты производятся по счетчику поперечного перемещения 10 и счетчику продольного перемещения 13. Счетчики указывают целые миллиметры и их половины с помощью цилиндрической измерительной линейки 21 для поперечного перемещения и линейки 22 для продольного перемещения, осветительных устройств 20 и 7 и оптических систем с окулярами 9 и 8, доводящих точность отсчета до тысячных долей миллиметра. Измерительные линейки представляют собой длинные полированные валики из нержавеющей стали, на поверхности которых нанесена точная и тонкая винтовая линия с шагом, равным 2 мм. Параллельные пучки света, выходящие из осветительных устройств 7 и 20, попадают на зеркала 8 и 9, освещают винтовую линию линеек и несут ее изображение через призмы и линзы в окуляры оптических систем. В окулярах видны два параллельных штриха и увеличено в 60 раз изображение небольшого участка винтовой линии измерительной линейки.
Перемещение стола
Посмотрим, как осуществить перемещение стола на заданную величину.
Предположим, что необходимо его передвинуть на 241,125 мм. Прежде всего нужно установить фактическое положение стола. Для этой цели риски оптического устройства устанавливают так, чтобы винтовая линия, видимая в окуляр, оказалась посредине между этими рисками. Затем перемещают стол до тех пор, пока счетчик не покажет разницу, равную 241 мм. После этого с помощью делительного барабанчика 5 и его нониуса повертывают цилиндрическую измерительную линейку на 0,125 мм и, глядя в окуляр, вновь перемещают стол маховичком 11, пока изображение винтовой линии не окажется между рисками окуляра. В результате стол окажется передвинутым на заданную величину.
Ошибки в расстоянии между осями отверстий, расточенных на описанном станке, не превышают ± 0,01 мм.
Приспособления
Координатные станки снабжаются различными приспособлениями, придающими им широкую универсальность. Основными приспособлениями, которые имеются на координатных разметочно-сверлильных станках, являются:
- a. круглый делительный стол для обработки отверстий, расположенных по окружности
- b. круглый универсальный стол для обработки отверстий, расположенных наклонно к опорной поверхности детали.
Все координатные разметочно-сверлильные и расточные станки требуют особо бережного отношения, тщательно предохраняются от порчи, резких колебаний температуры и пыли. С этой целью они устанавливаются в особых закрытых и теплых помещениях.
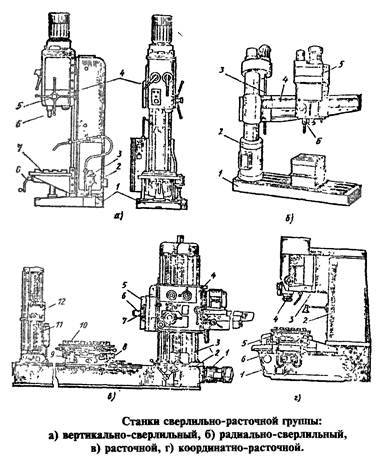
Разновидности сверлильных станков
По области применения сверлильные станки разделяют на универсальные и специальные. Основное их отличие заключается в оснастке. Специальные станки создаются на базе универсальных – они оснащаются многошпиндельными сверлильными и резьбонарезными головками и системами автоматизации. Как правило, специальные сверлильные станки применяются для массового и серийного производства.
По типу ведения обработки сверлильные станки разделяют на вертикально-сверлильные, горизонтально-сверлильные, радиально-сверлильные и горизонтально-центровальные. По большому счёту современная автоматизация и использование всевозможной технологической оснастки постепенно сводит на «нет» использование сверлильных станков на крупных предприятиях – большинство операций сверления выполняется либо на фрезерных, либо на токарных станках. Но, тем не менее, существуют и такие области промышленности, в которых отказаться от использования сверлильных станков просто невозможно.
Координатно-расточные станки
На координатно-расточных станках можно производить самую разнообразную обработку цилиндрических и конических отверстий. Ориентация детали может изменяться в любой плоскости. Можно не только сверлить, но и растачивать поверхность резцами, нарезать не только цилиндрические, а также конические резьбы внутри пространства заготовки.
На некоторых предприятиях для выполнения отверстий с высокой точностью станки устанавливают в изолированные помещения. В них постоянно поддерживается фиксированная температура и влажность воздуха.
Чаще всего такие требования предъявляют к оборудованию, которое используют в космическом производстве. Для некоторых химических производств необходима повышенная точность исполнения работ.

Изготовление своими руками
При сборке станка в домашних условиях рекомендуется применять подручные материалы высокого качества.
Направляющие элементы
При самостоятельном изготовлении допускается использовать втулки и стержни круглой формы. Недостатком самоделки может стать преждевременный износ. Применение оригинальных направляющих приведет к высоким затратам.
Настройку расстояния между салазками и рабочей поверхностью производят при помощи винтов. Движение по направляющим осуществляют при помощи системы привода.
Разработчики оборудования рекомендуют использовать устаревшие печатные машинки, так как они изготовлены из стали высокого качества. Их следует аккуратно разобрать, снять каретку и направляющие со всеми вспомогательными элементами. Каждую каретку используют отдельно, чтобы обеспечить движение в двух направлениях.
Старая печатная машинка (Фото: Instagram / yulekmoto)
Привод
Для обеспечения движения стола необходимо применять электродвигатель с подшипниковым узлом. Передается движение при помощи винта.
Кардан
Изготавливается из бронзовой втулки необходимого размера. На валу двигателя и трубке сверлят отверстие и закрепляют между собой при помощи спиц от велосипедного колеса или иглы от подшипников. После соединения с валом мотора рекомендуется смазать место стыка.
Ходовой вал
В качестве данного элемента могут применяться стержни из стали, прошедшей термическую обработку. Предварительно необходимо нарезать резьбу на поверхности заготовки. При этом используется стандартный шаг.
Разрезная гайка из бронзы
Данную деталь следует закрепить на движущихся частях оборудования. Изготавливается из бронзового бруска, в котором сначала сверлят отверстие, а затем нарезают резьбу. Перед использованием рекомендуется полностью провернуть гайку.
Изготовление своими руками
При сборке станка в домашних условиях рекомендуется применять подручные материалы высокого качества.
Направляющие элементы
При самостоятельном изготовлении допускается использовать втулки и стержни круглой формы. Недостатком самоделки может стать преждевременный износ. Применение оригинальных направляющих приведет к высоким затратам.
Настройку расстояния между салазками и рабочей поверхностью производят при помощи винтов. Движение по направляющим осуществляют при помощи системы привода.
Разработчики оборудования рекомендуют использовать устаревшие печатные машинки, так как они изготовлены из стали высокого качества. Их следует аккуратно разобрать, снять каретку и направляющие со всеми вспомогательными элементами. Каждую каретку используют отдельно, чтобы обеспечить движение в двух направлениях.
Старая печатная машинка (Фото: Instagram / yulekmoto)
Привод
Для обеспечения движения стола необходимо применять электродвигатель с подшипниковым узлом. Передается движение при помощи винта.
Кардан
Изготавливается из бронзовой втулки необходимого размера. На валу двигателя и трубке сверлят отверстие и закрепляют между собой при помощи спиц от велосипедного колеса или иглы от подшипников. После соединения с валом мотора рекомендуется смазать место стыка.
Ходовой вал
В качестве данного элемента могут применяться стержни из стали, прошедшей термическую обработку. Предварительно необходимо нарезать резьбу на поверхности заготовки. При этом используется стандартный шаг.
Разрезная гайка из бронзы
Данную деталь следует закрепить на движущихся частях оборудования. Изготавливается из бронзового бруска, в котором сначала сверлят отверстие, а затем нарезают резьбу. Перед использованием рекомендуется полностью провернуть гайку.









Классификация сверлильных станков
По технологическому назначению сверлильные станки делят на универсальные (вертикально-сверлильные, радиально-сверлильные, многошпиндельные) и специализированные (горизонтально-сверлильные для глубокого сверления, центровальные для получения центровых отверстий в торцах заготовок валов, станки для обработки отверстий в коленчатых и кулачковых валах, шатунах, фильерах и т. д. ). Специализированные станки применяют в условиях серийного и массового производства.
Сверлильные станки по типу делятся:
- на вертикально-сверлильные;
- полуавтоматы одношпиндельные и многошпиндельные;
- радиально-сверлильные;
- горизонтально-сверлильные;
- специализированные и центровальные.
Вертикально-сверлильные станки составляют основную часть парка сверлильных станков и выпускаются двух конструктивных разновидностей: на колонне (основной и наиболее распространенный тип, предназначены для сверления отверстий диаметром 18, 25, 35, 50, 75 и 100 мм в материалах, по прочности соответствующих стали 45) и настольные (устанавливаются на верстаке и предназначены для сверления отверстий диаметром 3, 6, 12 и 16 мм в деталях малых и средних размеров из стали 45 в единичном и мелкосерийном производстве)
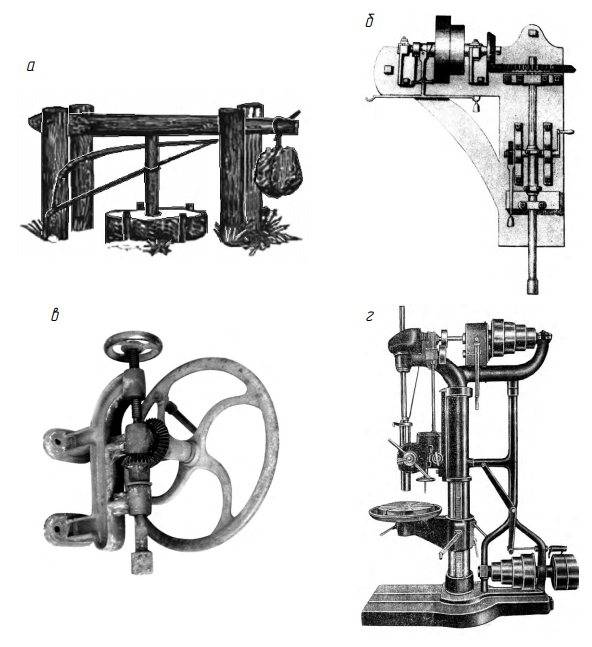
Рис. 1. Простейшие сверлильные станки
На вертикально-сверлильных станках для совмещения осей обрабатываемого отверстия и режущего инструмента заготовку вместе с приспособлением приходится перемещать по столу станка вручную. Это затрудняет обработку крупных тяжелых заготовок. Их гораздо удобнее обрабатывать на радиально-сверлильных станках, на которых совмещение осей отверстии и инструмента производится перемещением шпинделя станка относительно неподвижной заготовки. Вылет консоли у радиально-сверлильных станков до 2000 мм. Предназначены они для сверления отверстий диаметром до 100 мм в стальных деталях.
Горизонтально-сверлильные станки применяют для обработки отверстий очень большой длины. Так, станок модели Т2150 (производства фирмы Dezhou (КНР)) может обрабатывать отверстия ∅80 мм и глубиной до 12 м.
Рис. 2. Вертикальносверлильный станок модели 2Н118
Применение, конструкция и принцип действия сверлильных станков
Сверлильные станки позволяют создавать в деталях из различных материалов сквозные или глухие отверстия. Выполняются эти технологические операции при помощи такого режущего инструмента, как сверло, за счет которого и обеспечивается снятие стружки с обрабатываемого материала.
Большинство аппаратов данного типа составляют промышленные сверлильные станки. Количество моделей для бытового использования, отличающихся значительно меньшей функциональностью по сравнению с профессиональными устройствами, незначительно. Между тем именно на примере простой конструкции бытовых моделей удобнее всего знакомиться с принципом работы сверлильного станка и его базовыми элементами.

Малогабаритный бытовой сверлильный станок
Бытовая модель – это, как правило, настольный сверлильный станок, который отличается компактными габаритами и устанавливается на поверхности верстака или на любом другом возвышении, которое обеспечивает удобство его использования. В подавляющем большинстве случаев это вертикально-сверлильный станок, устройство которого является наиболее типичным для оборудования подобного назначения.
Базовыми элементами сверлильного станка, используемого как в домашних, так и в бытовых условиях, выступают:
- шпиндельная бабка, в которой монтируется рабочий патрон, служащий для фиксации режущего инструмента;
- сверлильная головка, конструкция которой включает в себя шпиндельную бабку, приводной электрический двигатель и ременную передачу;
- несущая стойка-колонна, на которой монтируется сверлильная головка оборудования;
- массивная опорная плита, изготовленная методом литья из стали или чугуна (она выполняет две функции: служит надежным основанием для станка и используется для закрепления вертикальной стойки оборудования).

Основные узлы сверлильного станка
Технологические операции, для которых предназначен вертикальный сверлильный станок, выполняются за счет двух движений шпинделя: основного и вспомогательного. Первое движение – это вращение шпиндельного узла, а второе – его перемещение в вертикальном направлении. Свое название вертикально-сверлильный станок как раз и получил за то, что его шпиндель совершает движение подачи в вертикальном направлении. За выполнение такого движения отвечает специальная ручка-штурвал, расположенная на боковой части корпуса аппарата.
Конструктивные особенности станков
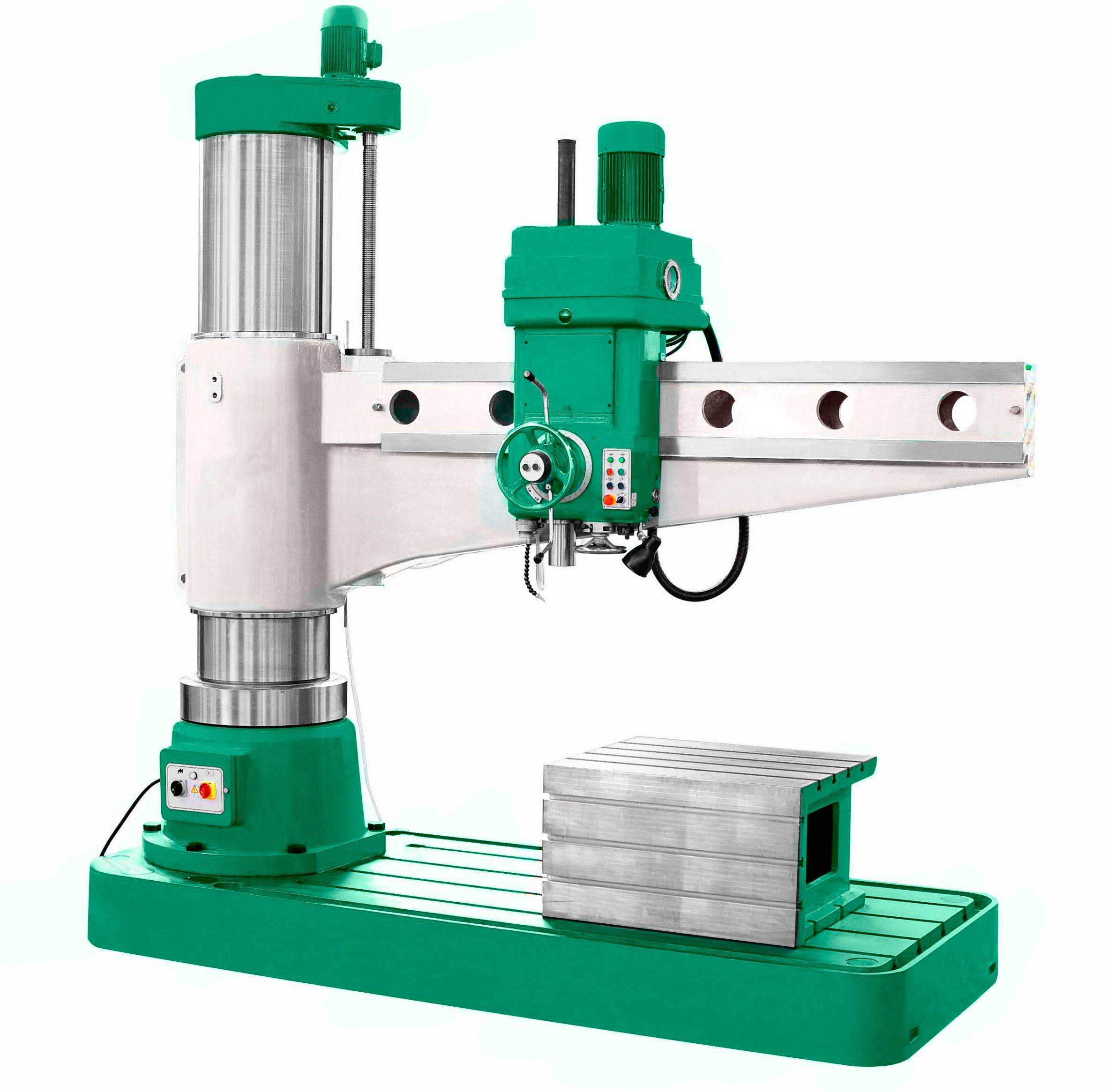
Станки радиально-сверлильной группы — это металлорежущее оборудование, используемое для обработки деталей, обладающих различной конфигурацией и геометрическими размерами, которые изготовлены из чугуна и стали, различных цветных металлов. Такие станки причисляют к оборудованию второго класса, если руководствоваться общепринятой классификацией технических устройств, предназначенных для обработки металла. Наиболее популярные модели оборудования радиально-сверлильной группы (2К52, 2М55, 2А554, АС2532, 2Н55 и 2532Л) позволяют осуществлять сверление отверстий, ось которых располагается под различными углами.
Технические возможности радиально-сверлильного станка позволяют выполнять на нем обработку поверхностей любого типа: цилиндрических, конических, резьбовых и торцевых. Настольный станок такой модели чаще всего используется для выполнения черновых, получистовых, а также чистовых технологических операций.
Вышеперечисленные модели, получившие наибольшее распространение, преимущественно используются для обработки внутренних отверстий, которые могут иметь цилиндрическую и даже коническую форму. Детали, которые допускается обрабатывать на оборудовании данных моделей, могут иметь достаточно крупные габариты и неправильную геометрическую форму.
Конструктивные особенности радиально-сверлильных станков делают процесс обработки деталей на них простым и удобным. Деталь на таком станке фиксируется в специальном приспособлении. Конструкция оборудования обеспечивает плавное перемещение режущего инструмента по отношению к обрабатываемой поверхности.
Радиально-сверлильный станок с ЧПУ
Станки данной категории, в том числе и настольные, отличают высокие мощностные характеристики, что дает возможность выполнять на них обработку деталей, изготовленных из различных металлов, стальных заготовок в том числе. Станки радиально-сверлильной группы успешно используются для оснащения предприятий, работающих в различных отраслях промышленности, касается это также автомобиле- и самолетостроения.
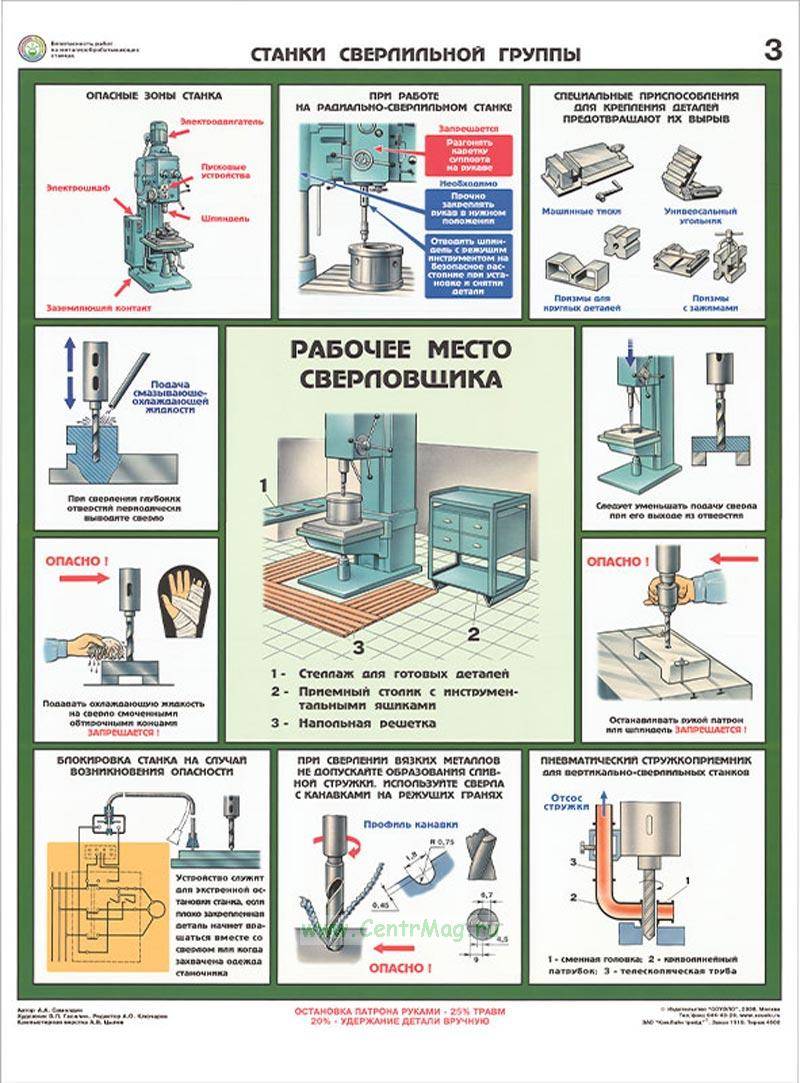
Техника безопасности
ЗАПРЕЩАЕТСЯ:
- Начинать работу без проверки на исправность и заземление;
- Начинать рабочую деятельность без спецодежды;
- Работать без защитных очков и головного убора.

Во избежание травм выполняйте следующие требования:
- Спецодежда должна плотно прилегать к телу;
- Не нагромождайте станок ненужными предметами;
- Не использовать сломанный инструмент;
- Не пытаться остановить патрон во время процесса резания;
- Проверяйте закрепление сверла в патроне;
- Дождитесь остановки станка, после чего вы можете покинуть рабочее место;
- Ни в коем случае не поправлять деталь во время работы станка.

Конструкция сверлильного станка 2118
По своей конструкции сверлильный станок весьма прост в управлении. Для того, чтобы установить выбранную скорость сверления, необходимо переставить клиновидный ремень на соответствующую ступень шкива.
Для того чтобы перебросить ремень с одной ступени шкива на другую необходимо отвернуть специальную рукоятку на кронштейне и путем поворота винта влево подать кронштейн совместно с электромотором на себя. После этого необходимо переставить ремень, а затем (для натяжения ремня) поворотом винта вправо передвинуть кронштейн с электромотором от себя.







Автоматическая подача осуществляется через коробку подач, валик последней приводится во вращение от шпиндельного флашкива через небольшой редуктор, который соединен с флашкивом ремнем.
Величина автоматической подачи составляет 0,2 мм за один оборот шпинделя. Подачу более 0,2 мм. можно осуществить только вручную, для чего в коробке подач устроен специальный обгонный механизм.
Для того, чтобы работать с подачей менее 0,2 мм (при сверлении по стали до Ø 6 мм), автоматическую подачу необходимо выключить путем отвода рукоятки против часовой стрелки до отказа и сбоку на диске завернуть упорный винт.
Для того чтобы при автоматической подаче сверлить на заданную глубину, на диске втулки переключения имеется передвижная упорная планка, а на нониусном кольце по окружности нанесена специальная шкала в миллиметрах, по которой отсчитывают заданную глубину. Установка планки производится в соответствии с требуемой глубиной сверления.
Пуск и остановка станка производятся при помощи электродвигателя, причем включение и выключение последнего производятся от барабанного переключателя.
Автоматическая подача 0,2 мм. может быть применена для углеродистой стали, для диаметров сверления от Ø 6 мм до 18 мм. Для чугуна, для диаметров сверления от 3 мм. до 18 мм.
При работе автоматической подачей рукоятку необходимо установить в среднее положение.
Легкость выключения автоматической подачи осуществляется путем подбора роликов в коробке подач: Ø 12,3..12,7.
Охлаждение сверлильного станка 2118
Для охлаждения инструмента при сверлении на станке смонтирован специальный электронасос типа П22-А, который может включаться при помощи отдельного пакетного выключателя.
Для охлаждающей жидкости в тумбе станка предусмотрен специальный резервуар.
Смазка сверлильного станка 2118
Смазка станка производится ежедневно перед началом работы в следующих местах:
Ось шестерни подачи — через две масленки на корпусе коробки подач.
При автоматической подаче необходимо обильно смазывать шейку подающего валика коробки подач — через круговую фаску во втулке коробки подач.
Все остальные механизмы смазываются периодически путем набивки тавота через специально предусмотренные для этой цели отверстия.
Смазка подшипника леникса производится периодически путем отвинчивания ролика от планки (левая резьба). Смазка подшипников валика подачи осуществляется через отверстие в шестерне Z63, для чего выворачивается стопорный винт.
Необходимо ежедневно смазывать шестерни привода коробки подач.
Смазка реечного зацепления коробки подач производится путем подачи масла на зубья пиноли.
Ось червячной шестерни в механизме подъема стола смазывается через масленку на торце оси.