

ОПИСАНИЕ
Действие профилометров основано на принципе ощупывания неровностей измеряемой поверхности шупом (алмазной иглой) в процессе перемещения индуктивного датчика вдоль измеряемой поверхности и последующего преобразования возникающих при этом механических колебаний щупа в цифровой сигнал.
Профилометр состоит из индуктивного датчика с опорой на измеряемую поверхность. Датчик закрепляется в электромеханическом приводе, с помощью которого он перемещается по горизонтальной измеряемой поверхности. В вертикальном направлении, для обеспечения контакта датчика с измеряемой деталью, привод с датчиком перемещается по колонне, установленной на основании, на котором также базируется измеряемая деталь.
Питание датчика, управление приводом, формирование и обработка сигнала измерительной информации осуществляется с помощью информационно-вычислительного блока, выполненного в виде платы, встраиваемой в компьютер или в выносной блок компьютера. Управление профилометром осуществляется с клавиатуры компьютера. Специальное программное обеспечение позволяет производить расчет параметров шероховатости, задавая требуемые условия измерений, выводить на Э1фан профилограмму измеренного профиля, выделять на них отдельные участки и производить на них расчет значений параметров шероховатости, выделять отдельные элементы профиля и определять их геометрические параметры (линейные размеры, углы наклона), а также производить накопление и сохранение результатов измерений и их статистическую обработку.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Измеряемые параметры шероховатости: | Ra; Rz; Rmax; Rp; Rv; Rq; |
(по ГОСТ 25142-82) | Sm; S; Xa; Xq; tp; Lo; lo; D; Aa; Aq |
Диапазон измерений: | |
параметров Ra и Rq, мкм | 0,012-50 |
параметров Rp и Rv, мкм | 0,025-125 |
параметров Rz и Rmax, мкм | 0,05-250 |
параметров Sm, S, Ха и Xq, мкм | 10-1600 |
параметра tp,o/„ | 1-100 |
параметра Lo, мкм | 100-100000 |
параметра 1о | 1-10 |
параметра D, 1/см | 4-1000 |
параметров Да и Aq, град. | 0,01-30 |
Значения отсечек шага Х,ь, мм | 0,08;0,25;0,8; 2,5; 8 |
Пределы допускаемой основной погрешности А для профиля, близкого к
Пределы допускаемой основной погрешности А для профиля, близкого к
При измерении параметров | для степени точности 1 | для степени точности 2 |
Ra, | A = 0,02П + 0,04И | А = 0,03П + 0,06И |
Rz, Rmax, Rp, Rv, Rq | А = 0,03П + 0,05И | А = 0,06П + 0,08И |
Sm, S, Xa, Xq | А= 0,02П + 0,10И | А = 0,03П + 0,15И |
tp | А = 0,08П + 0,02И | А = ОДП + 0,03И |
D, Lo, lo, Aa и Aq | А = 0,14И | А = 0,18И |
(где И – действительное значение соответствующего параметра, И – верхний предел поддиапазона измерений соответствующего параметра). Максимальная скорость трассирования датчика, мм/с Максимальная длина оценки, мм. Радиус кривизны верщины иглы, мкм Тип фильтра
Диапазон рабочих температур, °С Габаритные размеры, мм, не более привод датчик стойка
информационно-вычислительный блок ИВБ Масса, кг
2,0 12,5 10 ±2,5 2RC-FC +10…+35
150x60x75 170 X 15,5 X 15,8 420 X 200 X 300 120 X 140×25 18
ЗНАК УТВЕРЖДЕНИЯ ТИПА
Знак утверждения типа наносится на титульный лист паспорта методом принтерной печати и, выполненный в виде аппликации, наклеивается на основание прибора.
КОМПЛЕКТНОСТЬ
ЗНАК УТВЕРЖДЕНИЯ ТИПА
Знак утверждения типа наносится на титульный лист паспорта методом принтерной печати и, выполненный в виде аппликации, наклеивается на основание прибора.
КОМПЛЕКТНОСТЬ
1 | Датчик | 1 |
2 | Привод | 1 |
3 | Информационно-вычислительный блок* | 1 |
4 | Стойка | 1 |
5 | Призма для базирования цилиндрических деталей | 1 |
6 | Настроечная (калибровочная) мера | 1 |
7 | Управляющая программа** | 1 |
8 | Паспорт | 1 |
* Информационно-вычислительный блок поставляется в виде платы, встраиваемой в
компьютер или в выносной блок компьютера. ** Управляющая программа поставляется на дискете 3,5″.
* Информационно-вычислительный блок поставляется в виде платы, встраиваемой в
компьютер или в выносной блок компьютера. ** Управляющая программа поставляется на дискете 3,5″.
По этому признаку выделяют приборы:
– Профилометр с постоянной трассой интегрирования, трасса ощупывания в которых, равна, по длине, трассе интегрирования. Таким образом, результаты измерений можно увидеть только в конце, при завершении процедуры.








– Профилометр обладающий скользящей трассой интегрирования, в котором трасса ощупывания в несколько раз длиннее трассы интегрирования. Таким образом, отсчет показаний и результатов измерения производится одновременно с перемещением иглы по поверхности.
К тому же, существуют профилометры с механотронными преобразователями, которые измеряют параметры неровностей, указывая среднее арифметическое значение отклонения профиля – Ra.
Большинство приборов оснащены анализатором, который позволяет судить о неровностях поверхности по гармоническим колебаниям сигнала от иглы.
Погрешность профилометра обычно колеблется впределах от ±25%, до ±10%.
В качестве примера профилометра можно привести профилометр модели 130. Данный прибор внесен в Госреестр средств измерений. Работает путем подключения к компьютеру и настройкой специальной программой. Профилометр модели 130 является лабораторным стационарным прибором высокой точности.
Также стоит выделить профилометр «СЕЙТРОНИК-ПШ8-1» из линейки профилометров СЕЙТРОНИК. Эти приборы являются переносными, имеют подключение к компьютеру через порт RS232, и позволяют производить основные измерения параметров шероховатости с достаточной точностью.
2) Профилограф – это прибор, который, идентично профилометру, предназначается для контроля параметров шероховатости поверхности, однако, имеет от него отличия в плане вывода результатов измерений. В профилографе результаты измерений представляются в виде кривой – профилограммы, определяющей волнистость и шероховатость. Обработка результатов производится графоаналитическим методом.
Конструктивно, профилограф состоит из нескольких блоков, а именно: измерительного, преобразовательного и записывающего.
Первый блок – называется измерительным, поскольку именно в нем получается сигнал, который является основой всего измерения. На основании этого сигнала и строится, в последствии, кривая, характеризующая микронеровности. Данный блок состоит, как правило, из иглы, привода иглы и измерительного столика.
Второй блок – электронный преобразовательный, в котором сигнал из первого блока усиливается и преобразуется при помощи специальных электронных преобразователей.
Третий блок – записывающий, на который поступает обработанный сигнал со второго блока. Обработанный сигнал, при помощи записывающего устройства, аналогового или электронного, преобразуется в профилограмму в увеличенном масштабе. При этом, в качестве материала для вычерчивания профилограммы может выступать металлизированная бумага, светочувствительная бумага или специальная пленка.
Таким образом, принцип действия профилографа, мало чем отличается от принципа действия профилометра, единственным отличием, здесь, является отображение результатов не на экране в виде числовых значений, а графически.
Профилограмма записывается устройством в увеличенном масштабе, при этом, по горизонтали увеличение достигает 100 000 раз, а по вертикали от 400 до 200 000 раз. Благодаря увеличению, расшифровку делать становится гораздо удобнее.
Погрешность профилографа не выходит за рамки ±5-10 %.
Помимо перечисленных устройств: профилометров и профилографов, существуют комбинированные приборы, называемые профилографы-профилометры.
3) Профилограф-профилометр – приборы данного типа предназначаются для записи измеренных параметров микронеровностей поверхности на бумажный носитель (например, электротермическую бумагу), и одновременного наблюдения, в режиме реального времени, за результатами проводимых измерений при помощи показывающего устройства – цифрового или аналогового.
Самыми распространёнными профилографами-профилометрами являются приборы «Сейтроник-ПШ8» различных модификаций. Так, например, выпускаются модели СЕЙТРОНИК-ПШ8-4, СЕЙТРОНИК-ПШ8-3 и СЕЙТРОНИК-ПШ8-2 , которые отличаются шагом длины трассы ощупывания, наличием/отсутствием встроенного принтера, параметрами увеличения.
Принцип действия профилографа-профилометра идентичен принципам действия приборов, входящих в его название. Также, как и вышеописанные приборы, он работает путем ощупывания контролируемой поверхности заточенной иглой с малым радиусом закругления и преобразовании колебаний от иглы в электрический сигнал, а также последующего мониторинга и записи результатов.
Контактные профилометры [ править ]
Алмазная игла перемещается вертикально, контактируя с образцом, а затем перемещается поперек образца на заданное расстояние и заданное контактное усилие. Профилометр может измерять небольшие отклонения поверхности при вертикальном смещении щупа в зависимости от положения. Типичный профилометр может измерять небольшие вертикальные детали высотой от 10 нанометров до 1 миллиметра. Положение алмазного щупа по высоте генерирует аналоговый сигнал, который преобразуется в цифровой, сохраняется, анализируется и отображается. Радиус алмазного щупа составляет от 20 нанометров до 50 мкм, а разрешение по горизонтали регулируется скоростью сканирования и частотой дискретизации сигнала данных. Сила прижима иглы может составлять от менее 1 до 50 миллиграммов.
Преимущества контактных профилометров включают приемлемость, независимость от поверхности, разрешение, это прямой метод, не требующий моделирования. Большинство мировых стандартов чистоты поверхности написано для контактных профилометров. Чтобы следовать предписанной методике, этот тип профилометра часто требуется. Контакт с поверхностью часто является преимуществом в грязной среде, где бесконтактные методы могут привести к измерению загрязнения поверхности, а не самой поверхности. Поскольку игла контактирует с поверхностью, этот метод нечувствителен к отражению поверхности или цвету. Радиус наконечника иглы может составлять всего 20 нанометров, что значительно лучше, чем при оптическом профилировании в белом свете. Вертикальное разрешение также обычно составляет менее нанометра.
★
Перепечатка воспрещена Издательство стандартов, 1986
2—2385
1. ТИПЫ
1.1. В зависимости от назначения устанавливают два типа профил ографов-профилометров:
I — для лабораторных работ (универсальные);
II — для послеоперационного контроля.
1.2. Профилографы-профилометры с различными вариантами исполнения должны отвечать модульному принципу построения, обеспечивающему путем сопряжения различных модулей измерение шероховатости разнообразных форм поверхностей, в том числе прямолинейных, криволинейных различной конфигурации, расположенных в труднодоступных местах (пазах, глухих отверстиях) и т. п.
Допускается изготовление профилографов и профилометров в виде отдельных приборов.
Профилографы-профилометры всех типов должны функционировать как при подвижном, так и при неподвижном датчике.
1.3. В зависимости от числовых значений параметров нормируемых метрологических характеристик устанавливают две степени точности профилографов-профилометров; 1 и 2.
2. ОСНОВНЫЕ ПАРАМЕТРЫ
2.1. Параметры ощупывающей системы профило г р а ф а-п рофияометра
2.1.1. Рабочая часть щупа должна соответствовать ГОСТ 18961—80.
2.1.2. Максимальные значения статического измерительного усилия и постоянной изменения измерительного усилия следует выбирать в зависимости от радиуса щупа. Они не должны превышать значений, указанных в табл. 1.
Таблица 1
Номинальное значение радиуса кривизны вершины щупа, мм | Максимальное значение статического измерительного усилия, Н | Максимальное значение постоянной изменения измерительного усилия» Н/м | |
0,002 | 0,0007 | 35 | |
0,005 | 0,004 | 200 | |
0,010 |
Допускается увеличение статического измерительного усилия до 0,016 Н для профилометров с наименьшим значением измеряемого параметра Ra не менее 2 мкм, для профилографов с наи
меньшим значением ординаты профиля не менее 1,5 мкм, а также для датчиков, предназначенных для измерений, при которых игла датчика не направлена вертикально вниз.
2Л.З. В профилографах-профилометрах, имеющих датчик с опорой на измеряемую поверхность, радиус кривизны рабочей части опоры в плоскости, перпендикулярной контролируемой поверхности и параллельной направлению движения датчика, должен быть не менее пятидесяти значений максимальной отсечки шага.
Пр имечание. Отсечка шага — значение длины волны, равное базовой длине и условно принимаемое в качестве верхней границы полосы пропускания профилометра.
2Л.4. Параметр шероховатости Rz рабочей поверхности опоры не должен превышать 0,1 мкм при базовой длние 0,08 мм.
2.1.5. Усилие воздействия опоры датчика на контролируемую поверхность не должно превышать 0,5 Н.
2.2. Параметры системы преобразования профилометра
2.2.1. Диапазон измерения параметра Ra: отношение верхнего предела измерения к нижнему должно быть не менее 2000 для приборов типа I и не менее 200 для приборов типа И.
2.2.2. Значение отсечек шага выбирают из ряда: 0,025; 0,08;
2.2.3. Набор отсечек шага должен обеспечивать измерение параметров шероховатости поверхности в диапазоне, установленном ГОСТ 2789—73.
2.2.4. Минимальное значение верхнего предела диапазона длины трассы ощупывания должно быть не менее 5 значений отсечек шага для данного профилометра.
2.2.5. Номинальную амплитудно-частотную характеристику (без учета влияния радиуса кривизны вершины щупа) определяют из уравнения
где К— длина волны синусоидального входного сигнала;
Кв — длина волны синусоидального вхрдиого сигнала, равная отсечке шага.
2.2.6. Номинальные значения и допустимые отклонения амплитудно-частотной характеристики от номинальной для дискретных
значений —приведены в табл. 2.
0,25; 0,8; 2,5; 8; 25,0 мм.
к
ном
Принцип действия профилометров
Рассматриваемые приборы могут замерить показатели шероховатости контактным и бесконтактным способом. В первом случае по измеряемой поверхности перемещается измерительный щуп, который заканчивается твёрдым наконечником. Амплитуда вибраций щупа усиливается, и, преобразуясь в электрический сигнал, замеряет показатель шероховатости. К этому варианту может относиться технология оптического или лазерного сканирования поверхности.

Профилометр ПМ-80 МИКРОТЕХ.
Большинство методов исследований ориентируется именно на контактные профилометры. Это объясняется высокой точностью результата, который можно получить уменьшением контактной площади алмазной иглы (иногда применяют и иглы из твёрдого сплава). В то же время, при использовании оптических профилометров бесконтактного типа требуется работать только с образцами, поверхность которых очищена от всех поверхностных загрязнений, искажающих результат замеров.
В зависимости от поставленных контактные профилометры могут замерять трассу с постоянной или переменной длиной. Способ преобразования сигнала — пьезоэлектрический, индуктивный или механотронный.
https://youtube.com/watch?v=hSCNcu-eIZc
Последовательность измерений шероховатости определяют ГОСТ 2789 и ГОСТ 19300. Точность действия профилометров находится в диапазоне ±10…±20 %.
Но рассмотрим эти приборы более подробно:
1) Профилометр — прибор, который предназначается для измерения шероховатости контактным методом. Контактный метод означает, что по исследуемой поверхности перемещается специальная алмазная игла, колеблющаяся от неровностей поверхности. Такие колебания иглы передаются на датчик, где преобразуются в малые электрические токи, которые, в свою очередь, усиливаются гальванометром и регистрируются. Показания выводятся на дисплей прибора и дают представление о характере неровностей исследуемой поверхности — их высоте и глубине. Часто, для оценки шероховатости выбираются другие параметры — средневзвешенные, амплитудные, суммарные и деленые на длину поверхности.
Попробуем вкратце описать, как же работает профилометр, из чего состоит, на чем базируется принцип его действия.
Итак, как и в любом измерительном устройстве, у профилометра должен быть объект измерения, измерительный источник сигналов (генератор сигналов), блок обработки сигналов и блок вывода результатов измерений. Объектом, в данном случае, является поверхность, шероховатость которой необходимо измерить. В качестве генератора сигналов, используется тонко заточенная игла, чаще всего — алмазная, но встречаются профилометры с иглами из твердых сплавов. Игла перемещается вдоль поверхности, перпендикулярно её плоскости, при этом, на шероховатой поверхности, неизбежно, возникают колебания иглы. Такие механические колебания являются первичным сигналом, который при помощи преобразователя — индуктивного, ёмкостного или пьезоэлектрического — преобразуется в токовый. После этого, электрический сигнал поступает на электронный усилитель, после чего интегрируется и визуализируется. Таким образом, на дисплее можно увидеть уже усредненный параметр, характеризующий не только количественные, но и качественные показатели неровности и шероховатости поверхности.
Профилометры принято различать в зависимости от вида трассы интегрирования.
Это интересно: Измерения штангенциркулем — резьбовых соединений, протекторов шин, линейных размеров
Приборы контактного действия
Принципиальная схема контактного профилометра с индуктивным преобразованием сигнала включает в себя:
- Щуп с алмазным наконечником.
- Преобразователь.
- Механизм перемещения щупа.
- Усилитель электрического сигнала.
- Аналогово-цифровой преобразователь.
- Дисплей, либо стрелочный индикатор.
- Датчики обратной связи, управляющие движением щупа.
- Реле времени.
- Переключатель диапазонов измерения.
Типовым представителем этого класса измерительной техники считается профилометр модели 296, которым можно замерить шероховатость плоских поверхностей. Основные технические характеристики устройства приведены ниже:
- Измерительный диапазон шероховатости, мкм – 0,02…10,0;
- Количество рабочих диапазонов оценки – 3;
- Систематическая погрешность, % — 2;
- Параметр шага, мм – 0,004…2,5;
- Скорость отслеживания результата, мм/с – 1;
- Питание – от сети переменного тока.
Измеритель типа 296 и им подобные (например, модели 130) из-за больших габаритов позволяют определять шероховатость изделий в условиях цеховых лабораторий.
Профилометром портативного типа, который работает по тому же принципу, является российский прибор модели ТR-100, включающий в себя пьезоэлектрический преобразователь. Он позволяет контроль шероховатости, если деталь имеет не только плоские, но и на выпуклые/вогнутые поверхности. Калибровка показаний для готовности прибора к работе производится узлом, встроенным в основную схему. ТR-100 обладает увеличенным диапазоном (0,05…50 мкм), но при тех же значениях производительности отличается несколько меньшей точностью — ±12 %.
Измерители шероховатости
Профилометр, также известный, как измеритель шероховатости – это специальный прибор, предназначенный для измерения неровной поверхности. Для оценки данного параметра прибор использует в своей работе такой показатель, как шероховатость поверхности. Принцип действия профилометра основан на использовании датчика, оборудованного алмазной иглой. Игла перемещается перпендикулярно контролируемой поверхности, а полученные и усиленные сигналы с датчика обрабатываются электронным блоком, что в свою очередь, позволяет получить усредненный показатель шероховатости поверхности. Этот показатель количественно характеризует количество неровностей в расчете на определенную длину.
Измеритель шероховатости TR100
Профилометр TR100 производства TIME Group Inc. — портативный прибор для измерения параметров шерохов.. 80 660.00 р.
Подробнее
Измеритель шероховатости TR110
Измеритель шероховатости TR110 широко применяется в различных отраслях промышленности для определени.. 91 020.00 р.
Подробнее
Измеритель шероховатости TR110 New
TR110 New – это обновленная версия популярного измерителя шероховатости TR110. Основным отличительны.. 91 760.00 р.









Подробнее
Измеритель шероховатости TR200
Профилометр TR200 – это портативный прибор, предназначенный для измерения и контроля параметров шеро.. 155 400.00 р.
Подробнее
Измеритель шероховатости TR210
Измеритель шероховатости TR210 – это упрощенная модель профилометра TR200. Прибор позволяет измерять.. 151 700.00 р.
Подробнее
Измеритель шероховатости TR220
Профилометр TR220 – это модификация измерителя TR200 с возможностью измерения дополнительных парамет.. 169 460.00 р.
Подробнее
Измеритель шероховатости TIME3220
Портативный измеритель шероховатости TIME 3220 – это новый продукт компании TIME Group Inc. Профилом.. 229 400.00 р.
Подробнее
Измеритель шероховатости TIME3221
Измеритель шероховатости TIME 3221 – модификация прибора TIME3220, оснащенная выносным датчиком. Осн.. 244 200.00 р.
Подробнее
Измеритель шероховатости TR300
Особенности: • Определение 55 видов параметров в соответствии с стандартами ISO / DIN / ANSI / JIS. .. 925 000.00 р.
Подробнее
Датчики для профилометров серии TR200
Опциональные датчики для профилометров TR200/TR210/TR220Основные технические характеристики измерите.. 0.00 р.
Подробнее
Датчики для профилометров серии TIME322X
Опциональные датчики для измерителей шероховатости TIME322xОсновные технические характеристики измер.. 0.00 р.
Подробнее
Датчики для профилометров серии TR300
Опциональные датчики для измерителей шероховатости TR300Основные технические характеристики измерите.. 0.00 р.
Подробнее
- 1
- >
- >|
Показано с 1 по 12 из 16 (всего 2 страниц)
Роль и значение
Шероховатость играет важную роль в определении того, как реальный объект будет взаимодействовать с окружающей средой. В трибологии шероховатые поверхности обычно изнашиваются быстрее и имеют более высокие коэффициенты трения, чем гладкие. Шероховатость часто является хорошим предиктором характеристик механического компонента, поскольку неровности на поверхности могут образовывать места зарождения для трещин или коррозии. С другой стороны, шероховатость может способствовать адгезии. Вообще говоря, вместо масштабных дескрипторов, кросс-масштабные дескрипторы, такие как поверхностная фрактальность, обеспечивают более значимые предсказания механических взаимодействий на поверхностях, включая жесткость контакта и статическое трение. Шероховатость поверхности — это довольно сложный параметр, подробности о котором можно узнать ниже.
Канал ДНЕВНИК ПРОГРАММИСТА
Жизнь программиста и интересные обзоры всего. Подпишись, чтобы не пропустить новые видео.
Методы и средства оценки показателя
Поверхность может иметь самые различные показатели, шероховатость один из наиболее сложных в измерении. Оценивать поверхность, а точнее, рассматриваемый показатель можно двумя наиболее распространенными методами, которые получили название качественный и количественный.
https://youtube.com/watch?v=-DwXLJ22N0E
Особенностями качественного метода определения рассматриваемого показателя можно назвать нижеприведенные моменты:
- Визуальный осмотр проводится при наличии эталона. Подобный способ применяется на протяжении многих лет, но сегодня из-за невысокой эффективности встречается крайне редко.
- Поверхность может проверяться при использовании микроскоп или просто визуально. Специалист с высокой вероятностью может на ощупь определить то, к какому классу можно отнести поверхность.
Применение метода визуального осмотра возможно только в случае, есть тонкость обработки поверхности невысока. Контроль рассматриваемым методом определяет использование эталонов, которые должны иметь соответствующую шероховатость. Контролировать показатель можно только в том случае, если эталон изготовлен из того же материала, что и контролируемой детали. При недостаточной эффективности метода контроля при визуальном осмотре используются специальные микроскопы. Но зачастую визуального контроля недостаточно
Контролировать шероховатость можно и количественным методом. Он основан измерение параметра при помощи профилометра и профилографа. Контролировать параметры в данном случае приходится при контакте инструмента с поверхностью.
https://youtube.com/watch?v=CxnAm2YccuQ
Профилографы – контактный инструмент, при помощи которого проводится измерение рассматриваемого показателя. Данная методика основана на измерении показателя путем получения изображения микронеровностей профиля. После получения изображения при измерении проводятся определенные расчеты.
Оценка этим прибором проводится следующим образом:
- Он контактный, поверхность ощупывается при помощи алмазной иглы.
- Этот прибор может относиться к оптико-механической группе оборудования. Подобные методики позволяют получить фотографию: деталь ощупывается и изображение наносится на ленту в увеличенном виде. При контактной методике проверка позволяет определить от 4-го до 11-го класс. Проверить подобным способом можно металл и другие материалы.

Профилометры: виды и применение
Профилометры – методика, предусматривающая использование инструмента, который не предусматривает получение изображений. Контактный метод позволяет провести точные расчеты для получения нужного результата. Этот инструмент может относиться к контактной группе, имеет следующие особенности:
- Относится оборудование к рассматриваемой группе по причине проверки путем ощупывания поверхности иглой.
- Оценка проводится за счет перемещения иглы вдоль своей оси. При этом оценивается частота и амплитуда колебания. Их определение позволяет определить класс шероховатости.
- Прибор относится к электрическим системам, имеет специальные датчики и процессор для обработки полученной информации. В данном случае для определения Ra или Rz не нужно проводить сложные расчеты. Способ подходит для случая, когда высота микронеровностей находится в пределе от 0,03 до 12 мкм. Можно проверять этим устройство металлы и другие материалы. Определять рассматриваемый показатель данным способом решил В.М. Киселев, который разработал это средство.
Есть довольно много методов определения степени шероховатости. Некоторые средства и методы уже практически не применяются по причине появления более современных инструментов, которые позволяют повысить точность изменения и снизить вероятность ошибки. Некоторое оборудование относится к контактному типу, другие к оптическому и смешанному типу. Выбор зависит от того, насколько высока должна быть точность проведенных измерений.
Профилометр
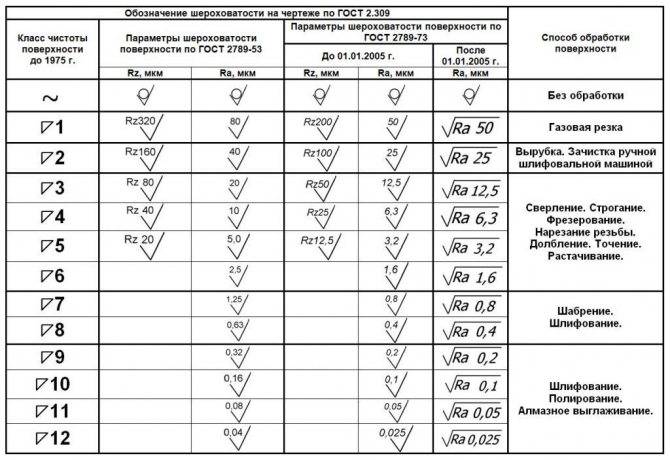
Профилометры для цехового контроля шероховатости поверхности типа 240 ( ГОСТ 9504 – 60) предназначены для 6 – 12-го классов.
Профилометры сразу показывают на индикаторе среднюю квадратичную величину неровностей поверхности в микронах.
Профилометры весьма удобны в эксплуатации.
Профилометр позволяет определять чистоту поверхности в отверстиях диаметром от 8 5 мм. С дополнительными устройствами прибор может также записывать про-филограмму. Малый датчик профилометра предназначен для измерения небольших деталей, в частности цилиндрических поверхностей диаметром от 8 мм. Помимо самописца, к прибору выпускается приставка для оценки чистоты поверхности по параметру – глубина сглаживания ( G) с диапазонами измерений: 0 – 1 25; 0 – 6 25 и 0 – 12 5 мк. Устройство рассчитано на использование его в процессе обработки. Сигнальная лампочка, расположенная на передней панели, горит до тех пор пока величина G не достигнет заранее установленного на приборе значения.
Профилометр должен быть рассчитан на измерение поверхности с регулярным профилем любой формы, а также поверхностей, отклонения неровностей которых от средней линии можно рассматривать как стационарный случайный процесс. На основе разложений в ряд Фурье можно предъявить определенные частотные требования к измерительному тракту щуповых приборов, для обеспечения правильного воспроизведения измеряемого Процесса или входной функции.
Профилометр Киселева, как и профилометр Аббо-та, – электромагнитный прибор, в котором катушка, жестко соединенная с ощупывающей алмазной иглой, перемещается в поле постоянного магнита. При ощупывании неровностей поверхности в витках катушки возбуждается ток, который поступает па интегрирующий контур и после усиления на стрелочный прибор, на котором отсчитывается величина среднего ква-дратического отклонения высот неровностей.
Профилометр показывает числовое значение измеряемого параметра шероховатости.
Профилометры этого типа используют преобразователи из длинных пластинок сегнетовой соли, работающих на изгиб ( фиг. Игла 1 прижимается под действием собственного веса подвижной части 2 преобразователя к испытуемой поверхности детали 3, устанавливаемой либо на плите 4, либо на столике 5, в зависимости от размеров детали. Подвижная часть с ощупывающей иглой совершает возвратно-поступательное перемещение в направлении стрелки а. Привод 6 с подвижной частью 2 может перемещаться по направляющей колонке стойки 7 в вертикальном направлении, занимая положение, определяемое размерами испытуемой детали.
Профилометры применяются для оценки чистоты поверхности в пределах 5 – 12-го класса чистоты. Оценка чистоты поверхности 10 – 14-го классов осуществляется микроинтерферометрами Линника.
Профилометр в данном случае неприменим, так как он царапает поверхность слепка и искажает форму неровностей.
Профилометры и профилографы применяют для лабораторного исследования чистоты обработанной поверхности.
| Обозначение шероховатости, когда все поверхности имеют одинаковую шероховатость.| Обозначение шероховатости, когда часть поверхностей остается в состоянии поставки.| Обозначение одинаковой шероховатости для части поверхностей. |
Профилометры предназначены для непосредственного показа среднего арифметического отклонения профиля поверхности Ra. Профилографы записывают профиль поверхности в виде про-филограммы. На рис. 36, а показан про-филограф-профилометр, а на рис. 36, б – принцип действия этого щупового прибора.
Профилометр 253 имеет аналогичную конструкцию и техническую характеристику, но вместо индуктивного датчика в нем использован механотрон. Высокая чувствительность механотрона позволила значительно упростить электрическую схему прибора.
Профилометр используется для исследования поверхности путем ощупывания иглой. Возникающие при перемещении колебания иглы, возбуждают электрический ток в катушке, с которой соединена игла. Сила тока пропорциональна скорости движения иглы. Через цепь усилителей профилометр присоединяется к осцило-графу, на экране которого можно наблюдать в увеличенном виде как вертикальные, так и горизонтальные перемещения иглы.
Технические характеристики
Основные метрологические и технические характеристики профилометров приведены в таблице 2.
Таблица 2
Наименование характеристики | Значение характеристики |
Диапазон измерений линейных размеров (ось Z), мм | от 0 до 40 |
Пределы допускаемой абсолютной погрешности измерений линейных размеров (ось Z) в диапазоне от 0 до 1 мкм, нм | ± 50 |
Пределы допускаемой относительной погрешности измерений линейных размеров (ось Z) в диапазоне от 1 мкм до 40 мм, % | ± 5 |
Повторяемость (среднеквадратическая погрешность) измерений высоты ступеньки, % | 0,1 |
Максимальное разрешение по оси Z, нм | 0,1 |
Диапазон измерений линейных размеров по оси X, мкм, для объектива: 2,5х 5х 10х 20х 50х 100х 150х | от 5,16 до 7000 от 2,58 до 3500 от 1,29 до 1750 от 0,65 до 870 от 0,26 до 350 от 0,13 до 170 от 0.09 до 110 |
Диапазон измерений линейных размеров по оси Y, мкм, для объектива: 2,5х 5х 10х 20х 50х | от 5,16 до 5280 от 2,58 до 2640 от 1,29 до 1320 от 0,65 до 660 от 0,26 до 260 |
100х 150х | от 0,13 до 130 от 0.09 до 88 |
Пределы допускаемой относительной погрешности измерений линейных размеров в плоскости XY % | ± 8 |
Максимальное разрешение в плоскости XY, нм | 90 |
Максимальный диапазон перемещений предметного стола (оси Х, У) и сенсорной головки (ось Z), мм: по оси Х, У по оси Z | 600х600 800 |
Максимальный размер образца (ширинахдлинахвысота), мм, не более | 600x600x800 |
Габаритные размеры (ширинахвысотахглубина), мм, не более | 358x537x517 |
Масса без ЗИП и упаковки, кг, не более | 92 |
Рабочий диапазон температуры окружающей среды, °С | от 15 до 25 |
Относительная влажность воздуха при температуре 20 °С, %, не более | от 5 до 80 |
Диапазон атмосферного давления, кПа | от 97 до 105 |
Вибрация, Гц | от 1 до 120 |
Напряжение питания от сети переменного тока частотой (50 ± 1) Гц, В | 220 ± 22 |
Потребляемая мощность, В А, не более | 210 |
ПРИЛОЖЕНИЕ (справочное). ПОГРЕШНОСТЬ ПРОФИЛОМЕТРА И ПРОФИЛОГРАФА ПРИ ИЗМЕРЕНИИ ПАРАМЕТРОВ ПРОФИЛЯ ПРОИЗВОЛЬНОЙ ФОРМЫ
ПРИЛОЖЕНИЕ Справочное
1. Наибольшую погрешность профилометра при измерении параметров Ra, Rmax Rz, tp, Sm и S определяют по формулам 2; 3; 4; 5; 6; 7 для основной погрешности профилометра при значениях коэффициентов а и Ь, приведенных ниже Значения коэффициента а для параметра шероховатости Rа: а = 0,02 — 1-й степени точности; а = 0,04 — 2-й степени точности. Значения коэффициента b для параметра шероховатости Ra в зависимости от верхнего предела диапазона шагов неровностей и степени точности прибора приведены в табл.1.










Таблица 1
Верхний предел диапазона шагов неровностей | b | |
1 | 2 | |
0,1 | 0,05 | 0,08 |
0,2 | 0,06 | 0,09 |
0,5 | 0,07 | 0,13 |
1,0 | 0,16 | 0,24 |
Значения коэффициента а для параметров шероховатости Rтах и Rz: а = 0,03 — 1 -й степени точности; а = 0,06 — 2-й степени точности. Значения коэффициента b для параметров шероховатости Rтах и Rz в зависимости от верхнего предела диапазона шагов неровностей и степени точности прибора приведены в табл.2.
Таблица 2
Верхний предел диапазона шагов неровностей | b | |
1 | 2 | |
0,1 | 0,09 | 0,12 |
0,2 | 0,10 | 0,13 |
0,5 | 0,11 | 0,17 |
1,0 | 0,20 | 0,28 |
Значения коэффициентов а и b для параметра шероховатости tp: а = 0,10 — 1-й степени точности; а = 0,12 — 2-й степени точности; b = 0,04 — 1-й степени точности; b = 0,05 — 2-й степени точности.
Значения коэффициентов а и Ь для параметров шероховатости Sm и S совпадают со значениями, приведенными в разд.3 для этих параметров.
2. Наибольшую погрешность профилографа при измерении профилей произвольной формы, имеющих диапазон длин волн, нижний предел которого составляет 3 мкм, определяют по формуле (8) для основной погрешности профилографа при следующих значениях коэффициентов а и b;
а = 0,02 — 1-й степени точности; а = 0,04 — 2-й степени точности; b = 0,06 — 1-й степени точности; b = 0,08 — 2-й степени точности.
Текст документа сверен по: официальное издание М.: ИПК Издательство стандартов, 1996





