Притирка клапана
Пасты для притирания клапанов
Не многие автомобилисты видели непосредственно процесс ремонта головки блока, не говоря уже о самой притирке клапана. Этот процесс достаточно трудоемкий, если делается вручную. Станочный метод, конечно, намного проще, но не всегда эффективный в использовании.
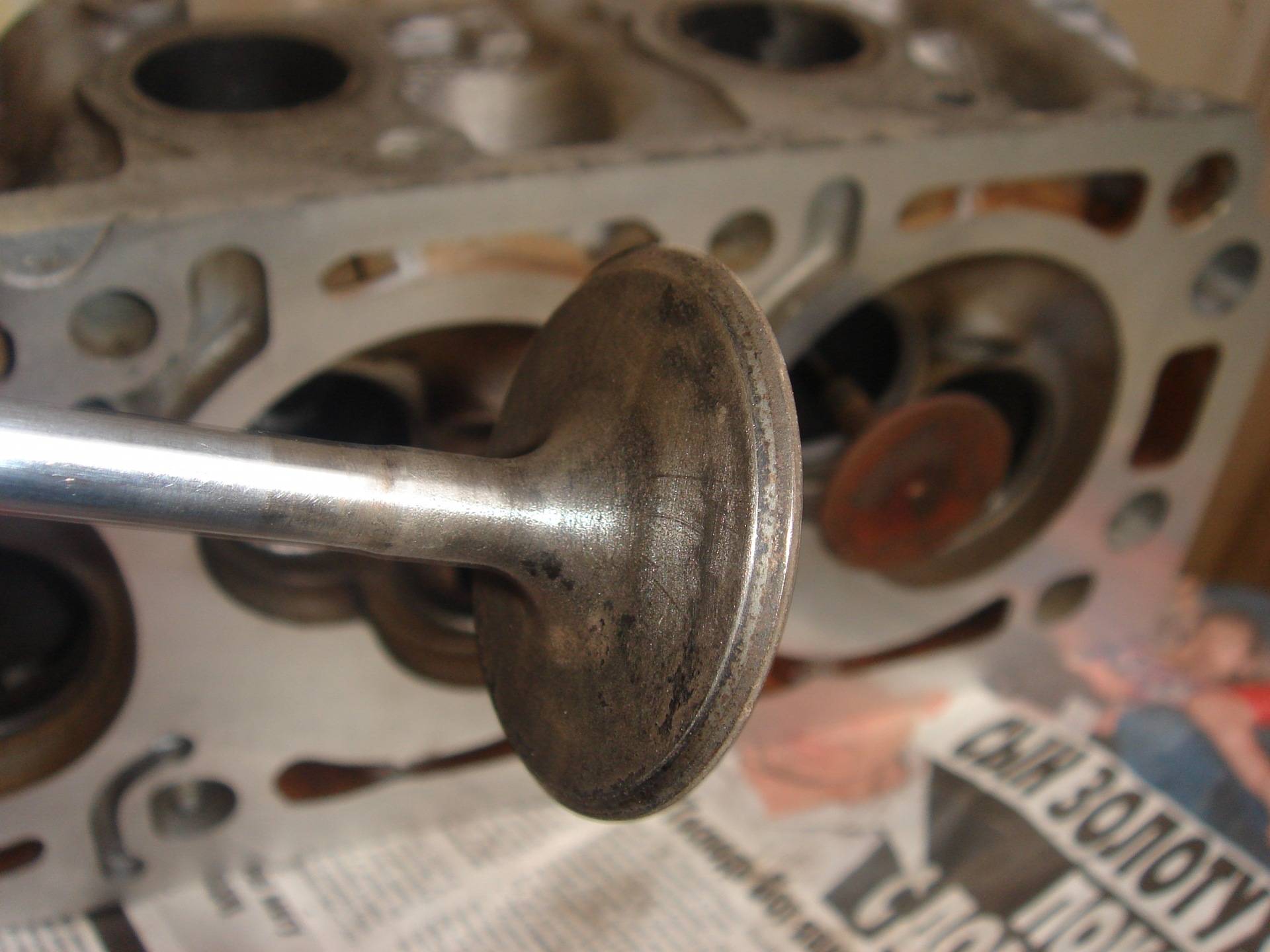
Справа притёрт, а слева ещё нет!
Для того чтобы притереть клапана к седлу необходимы некоторые инструменты и знания. Так, потребуется специальное приспособление для шарошки седел, абразивная паста, а также умение притирать. Рассмотрим, непосредственно сам процесс притирки клапана к седлу:
Этапы процесса шарошки седла клапана
- При помощи шарошки и фрезы (ручной или автоматической) нарезаем фаску на седле под определенный клапан.
Ручной фрезер для нарезки фаски седла
На специальном стенде проходит обработка фаски клапана
Нанесение притирочной пасты
Инструмент для притирки клапана к седлу
Наносим пасту для притирки клапана
Зачем нужна притирка?
Нанесение пасты со средней зернистостью на клапан для притирки
Это делается, чтобы при закрытом впускном клапане в цилиндр не попадала топливная смесь сверх нормы. Если это происходит, то двигатель получает слишком много горючего, что может повлиять на работоспособность и расход.
Идеально притертый клапан к седла
Если плотно не закрывается выпускной клапан, то топливная смесь теряет не только воздух, который поступил в цилиндр, а еще и обратно всасывает выхлопные газы, что способствует скорому прогоранию клапанов. Поэтому, чем лучше сцепка клапана с седлом, тем меньше проблем будет с системой впрыска и выпуска отработанных газов.
Выбор абразивной пасты
Пасты для притирки клапана разных производителей и зернистости
Существует несколько видов абразивной пасты, которая используется для притирки клапанов. Рассмотрим, все варианты, которые можно применять:
- Крупнозернистая абразивная паста . Применяется для первоначальной обработки седел после шарошки. Средняя стоимость 200-250 рублей/тюбик. Рекомендованные производители – Fabo, Abro, Expert, Грин-слоу, Профессионал, Индастриал.
- Паста со средней зернистостью . Применяется для чугунных и седел с твердой стали. Используется после обработкой крупнозернистой. Стоимость составляет – 190-220 рублей/шт. Основные производители – ABRO, Fabo, Профессионал.
- Паста с мелкой зернистостью . Применяется для финальной обработки фаски клапана. Стоимость – 200-300 рублей/тюбик, в зависимости от производителя. Выпускают пасту – Abro, Эффект, Expert, Алмазка.
- Полировочная паста . Используется достаточно редко, в тех случаях, когда необходимо загладить поверхность. Стоимость – 100-200 руб./шт. Производители, которые выпускают: Абро, Профессионал.
Рекомендации
Так, первой убираются все крупные шероховатости и неровности, а вторая – доводит до максимального эффекта. Хотя, если клапана не меняются, то можно пройти среднезернистой пастой, а потом завершить процесс – полировочной.
Паста производства АБРО GP-201, которая имеет сразу два вида: мелкозернистую снизу и крупнозернистую — сверху
В обязательном порядке, после прохождения любой пастой необходимо смывать как сам материал, так и остатки стружки, которая обычно, темного цвета. Это необходимо для того, чтобы достигнуть максимального эффекта, а также посмотреть, еще притирать клапан или уже достаточно.
Проверка качества выполненной работы
Проверить, насколько герметично прилегают клапаны можно, как уже говорилось вначале, при помощи керосина. Это самый распространённый метод. Клапаны собираются, на них устанавливаются пружины, затем блок головок переворачивается так, чтобы камеры сгорания смотрели вверх. После этого головка цилиндра, где надо проверить притёртые клапаны, заполняется керосином. Если по прошествии 10–15 минут протечек не произошло, то можно переходить к притирке следующих «клиентов».
Не менее надёжным будет использование вакуум-тестера. Прибор подключается к отверстиям со стороны впускного и выпускного коллекторов. Если показания манометра ниже необходимых, значит, плотность прилегания клапанов недостаточна и нужно повторить их притирку.
Есть ещё метод с применением карандаша. Для этого на рабочую кромку седла клапана вдоль всей окружности наносятся линии. Следующим шагом будет установить клапан на своё место, прижать его и провернуть пару раз по часовой стрелке и обратно. После этого достаём клапан и смотрим на сделанные карандашом отметки. Всё в порядке, если линии исчезли и поверхность закрасилась равномерно. При наличии неровностей притирку следует продолжить.
Наглядное сравнение притёртого и непритёртого клапанов
Небольшое отступление о притирочных пастах
Как ни притирай клапаны, но нужно ещё понимать, что двигатель автомобиля всё равно «доведёт их под себя». Можно потратить кучу времени и сил, добиваясь идеального результата, а после запуска мотора (спустя несколько часов) герметичность клапанов станет хуже. А можно всё небрежно и по-быстрому сделать, а через некоторое время плотность прилегания клапанов только улучшиться.
В итоге окажется, что двигатель приработал клапаны до некоего своего «удобного» состояния. Вследствие этого бытует мнение, что возня с разными пастами и прочей финишной доводкой до идеального результата является не чем иным, как пустой тратой времени.
Вовремя и правильно проведённая притирка клапанов обеспечит чёткую и выверенную работу двигателя. При капитальном ремонте эта процедура одна из обязательных к исполнению. Задача не является особо сложной, кроме того, всегда можно обратиться за советом к более опытным товарищам или мастерам.
Для проверки герметичности клапана ГБЦ Ваз 2109 установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение трех минут керосин не просочится в камеру сгорания – клапан герметичен.
Нанесите на рабочую фаску клапана тонкий слой притирочной пасты
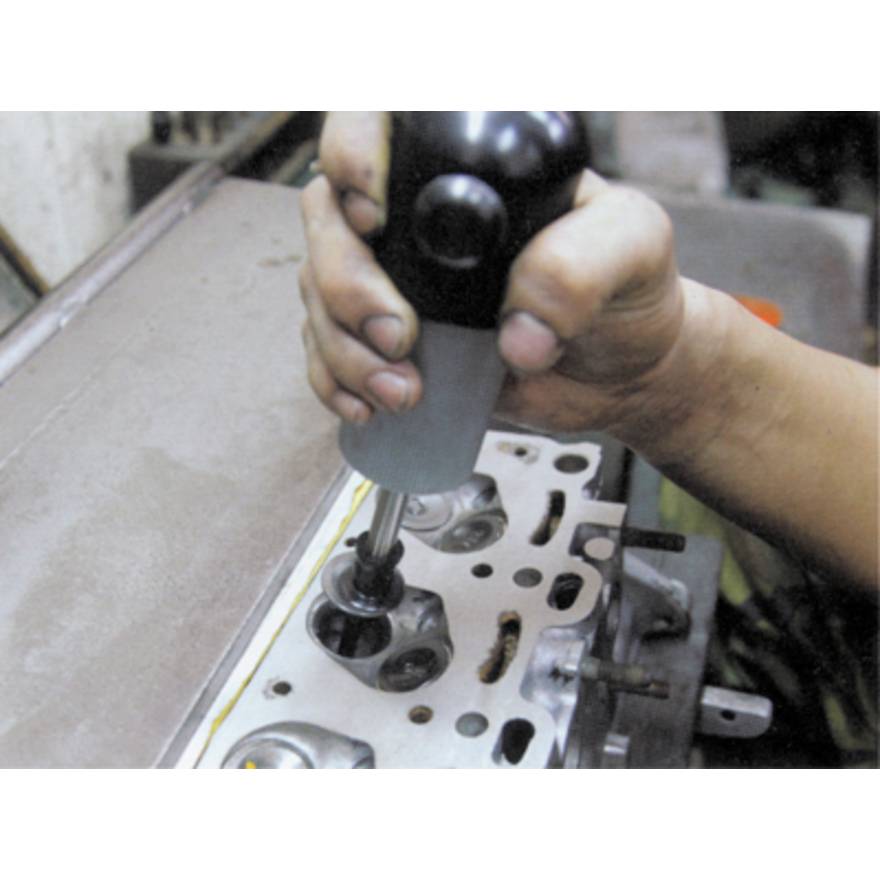
Вставьте клапан в направляющую втулку и закрепите на его стержне приспособление для притирки клапанов Ваз 2109
Энергично поворачивайте клапан в обе стороны при помощи приспособления, периодически прижимая клапан к седлу
Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски клапана и седла. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте для удаления остатков притирочной пасты. Не используйте тряпку повторно.
Актуальность притирки
Нагар неизменно появляется на сёдлах и тарелках клапанов в процессе их эксплуатации. От этого закрытие выпускного или впускного клапана осуществляется негерметично. Из-за этого работа мотора становится не такой продуктивной, а расход топлива не экономным. Если выпускной клапан прилегает негерметично, расширяющие газы прорываются после возгорания заряда, они обжигают и плавят его, что негативно сказывается на мощности мотора, поскольку частично газы отправляются в выпуск.
Притирка клапанов не представляет собой ничего сложного, в отдельных случаях даже нет необходимости притирать обе детали. Достаточно снять ГБЦ, изъять сами клапана и проверить их состояние.








Последовательность работ
Для проведения операции вам потребуется специальная паста
Обратите внимание, что после ремонта обязательно нужно удалить ее отовсюду, иначе при попадании даже маленького количества будет происходить разрушение трущихся элементов. Также нужно учитывать одну особенность: если клапан притираете к одному седлу, нельзя при сборке ставить его на другое! Поэтому обязательно намечайте расположение всех элементов
Затем ставите приспособление для притирки клапанов и начинаете проводить процедуру. Смысл в том, чтобы тарелка максимально плотно села в седло. Для этого потребуется создать напряжение – как можно сильнее придавить друг к другу эти два элемента. И после этого проводить вращение в разные стороны – по 5-15 оборотов, причем одинаковое количество в одну и другую сторону.
При этом сначала наносите притирочную пасту для грубой обработки, с ее помощью избавляетесь от крупных неровностей поверхности. После используете пасту для тонкой обработки, финишной. С ее помощью добиваетесь практически зеркальной поверхности
Именно так производится притирка клапанов (ВАЗ или «Волга» – неважно, суть одинакова)
Что необходимо для притирки
Регулировка клапанов на ВАЗ 2107 своими руками
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
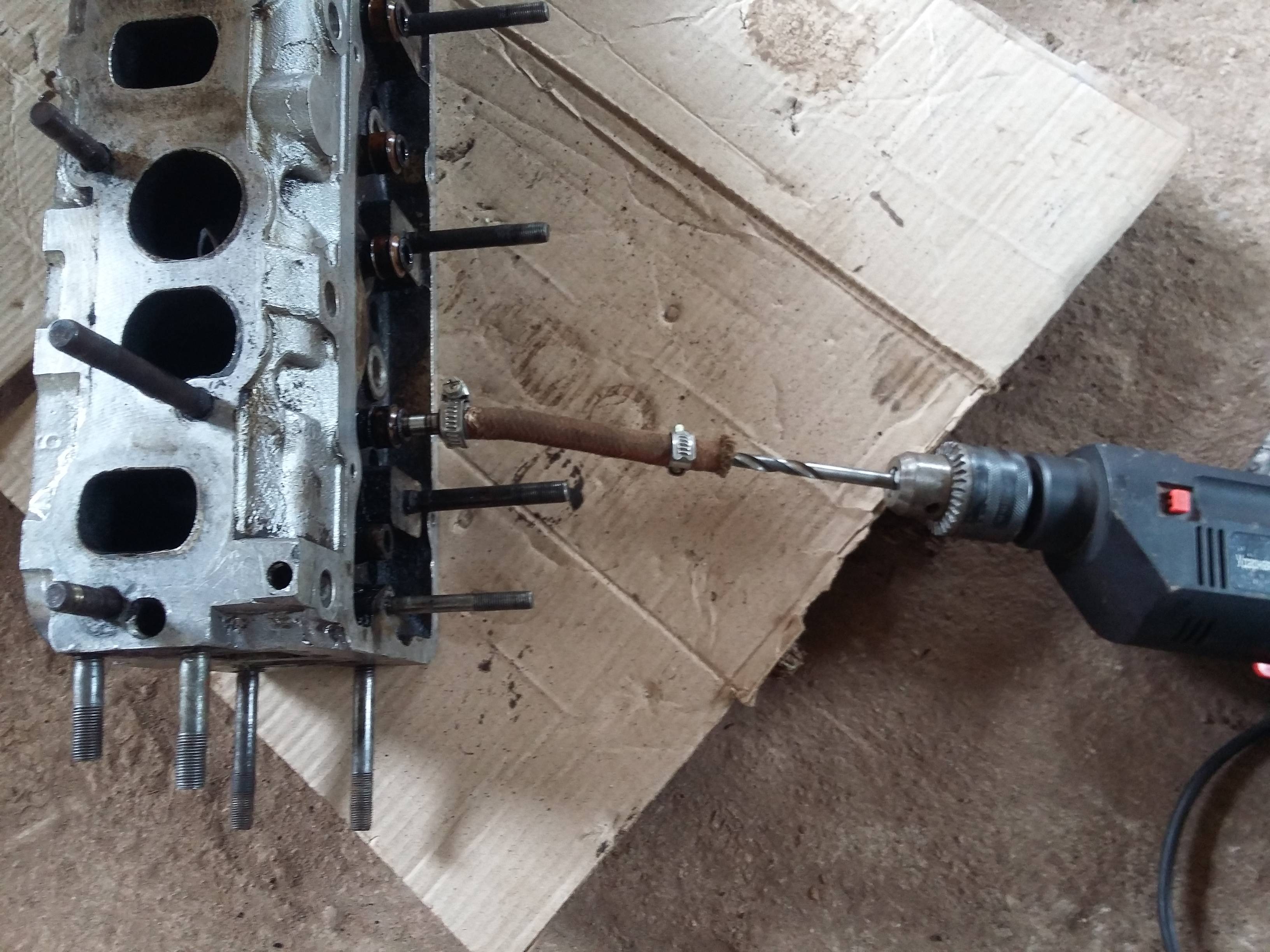
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
Как притирать клапана Притирочная паста
В процессе работы двигателя как дизельного, так и бензинового, на клапанах впускного и выпускного вала образуется нагар, вследствие неправильной работы топливной системы. Врезультате происходит частичная разгерметизация камеры сгорания.
Если выпускной клапан плотно не закрывается, то топливная смесь не только теряет воздух, который поступил в цилиндр, но еще и всасывает обратно выхлопные газы. Это вызывает скорое прогорание клапанов, износ направляющей втулки клапана, разбитие седла клапана, износ рабочей фаски клапана.
Поэтому при ремонтных работах, связанных со снятием головки блока цилиндров (далее по тексту ГБЦ) и заменой клапанов, осуществляется процесс притирки очищенных или новых клапанов в седла при помощи притирочной пасты.
Сегодня мы разберем, как правильно делать притирку клапанов.
Что понадобится:
1. Притирочная паста.
Описание:
Специально разработанный состав для притирки клапанов в двигателях.
Одним из компонентов является Карбору́нд — техническое название синтетического материала Син: карбид кремния
Сфера применения:
Притирка клапанов к седлам ГБЦ. Также используется для полировки никелированных и хромированных деталей.
Свойства:
— Два в одном:
КРУПНОЗЕРНИСТАЯ (Зернистость 80 гранул\квадратный дюйм)
МЕЛКОЗЕРНИСТАЯ (Зернистость 220 гранул\квадратный дюйм)
Окончательная посадка клапана в седло, восстановление герметичности.
— Возможность достигать любого уровня зернистости пасты, добавляя в состав масло.
— Обеспечивает получение оптимальной шероховатости обрабатываемой поверхности и повышение производительности работ.
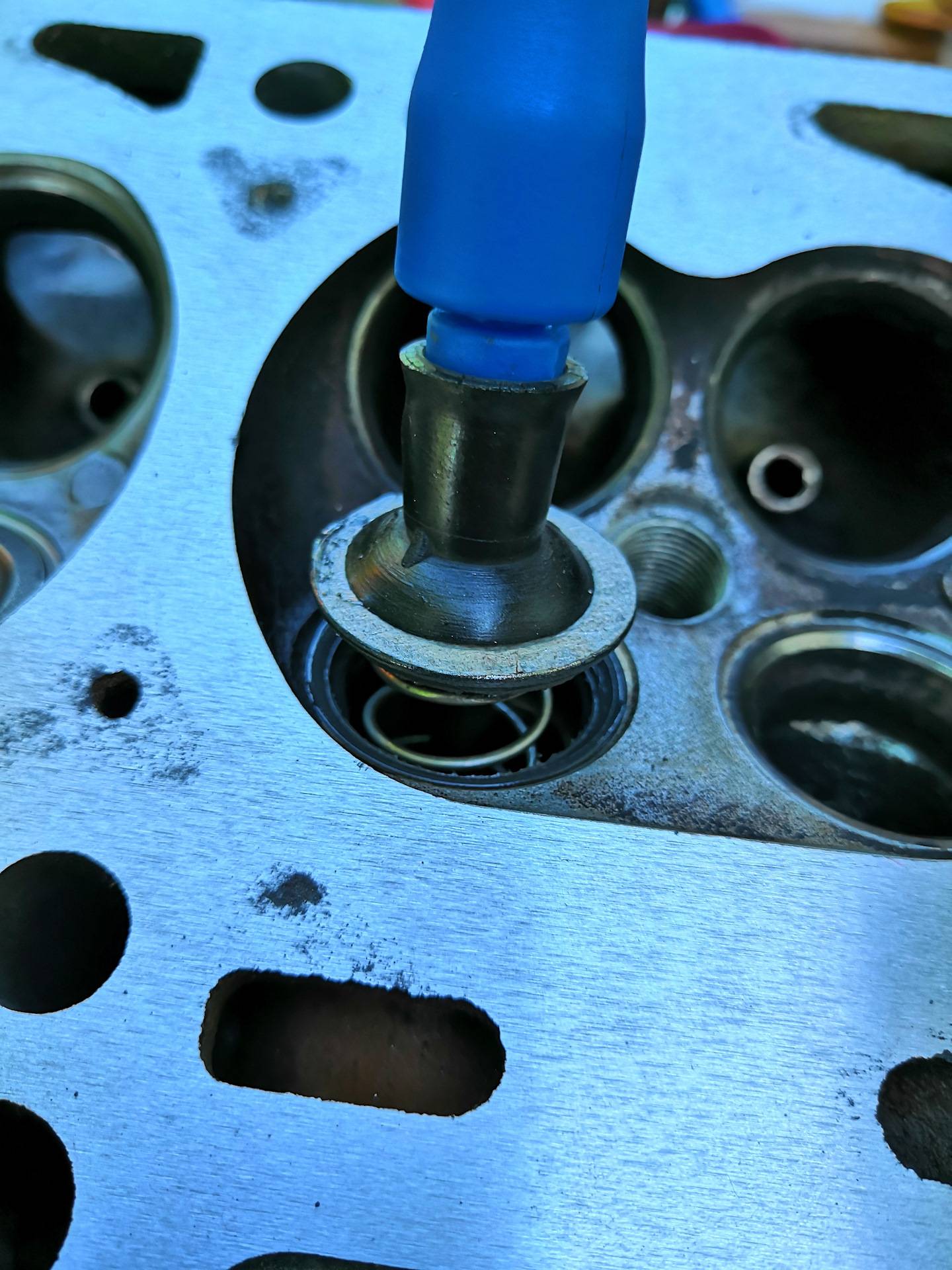
2. Рассухариватель клапанов – универсальный инструмент для снятия «сухарей клапана».
3. Шуруповерт, две руки, шпилька, 2 кусочка шланга, небольшая пружинка.
Работа:
Снимаем оси.
Процесс притирки клапанов мы покажем на примере двигателей H5 и Н2 автомобиля Great Wall HOVER.
Итак, мы уже демонтировали ГБЦ, проверили на плоскость, выяснили, что отклонений нет, следов пробоя тоже нет.
Снимаем оси с коромыслами. Они держатся за счет пяти болтов на впуске и восьми на выпуске.
Откручивается все довольно просто ключом на 12.
При съеме коромысел нужно быть внимательным с осью: на двигателях у Н5 и Н2 могут выскочить гидрокомпенсаторы.
В нашем случае гидрокомпенсаторы сильно изношены, поэтому был установлен комплект новых.
Важно! Если у вас гидрокомпенсаторы в хорошем состоянии, то лучше их не вынимать и не сжимать, чтобы не ушло масло. Рассухариваем клапаны. Рассухариваем клапаны
Рассухариваем клапаны.
Что такое сухари?
«Сухари клапанов» — вспомогательные детали, предназначенные для соединения тарелки пружины клапана с клапаном таким образом, чтобы пружина клапана постоянно поддерживала его в требуемом положении.
Вкручиваем болт в одно из отверстий под осью и устанавливаем рассухариватель.
Берем в одну руку инструмент, в другую — магнит или пинцет для извлечения сухарей.
Пружины и клапаны ставим по порядку, как были в ГБЦ, чтобы не путать местами.
У одного впускного клапана оказалась потертость от тарелки сверху пружины, заменяем на новый.
Очищаем клапаны от нагара и прочищаем каналы ГБЦ.
Первый этап
Клапаны были хорошо «подпорчены», поэтому притирать пришлось в два этапа крупнозернистой и мелкозернистой пастами.
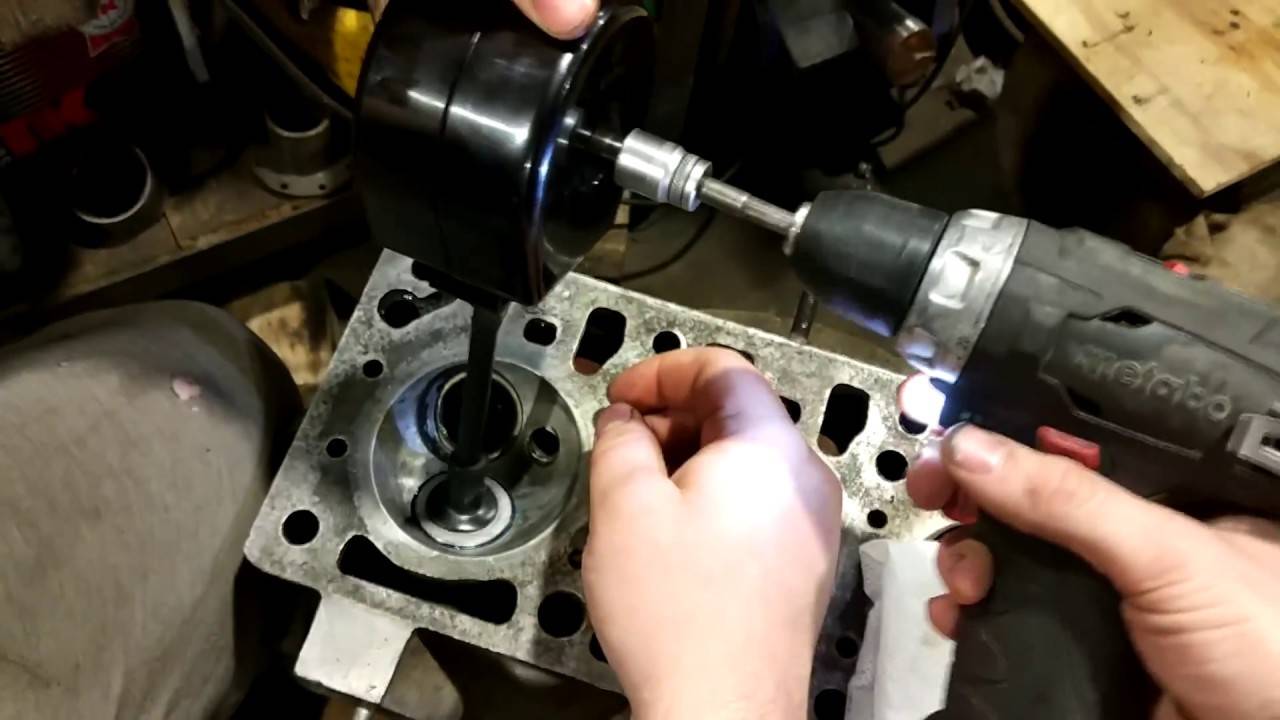
Собираем конструкцию как на фотографии.
Наносим крупнозернистую притирочную пасту по периметру клапана.
Вставляем конструкцию в седло и надеваем свободную часть трубки на шуруповерт.
На малых оборотах вращаем клапан в седле сначала по часовой стрелке, потом в обратном направлении, приподнимая иногда клапан (в этом нам помогает пружина).
Второй этап.
Двумя трубками и мелкозернистой пастой вручную доводим клапаны до финиша.
Процесс напоминает добычу огня, но через пару оборотов необходимо поднимать клапан и смещать на 30-40 градусов, чтобы он не шлифовался в одном положении.
Притертые клапана:
Наличие раковин и неровностей не допустимо ни на клапане, ни на седле!
Ставим клапаны на место, идем на улицу проверять работу.
ГБЦ переворачивается пластиной вверх, свечи закручиваются с обратной стороны как на фото, на клапаны наливается керосин. Если керосин не проник в зазор между клапаном и седлом, значит мы все сделали правильно.








Если где-то уровень ушел, опять разбираем и притираем:)
Вот и все, ГБЦ готова к сборке, осталось обработать прокладку ГБЦ герметиком-спреем медным для прокладок, о котором мы поговорим в следующей записи.
За фотоматериал и помощь в подготовке статьи, благодарим Shustrii
Спасибо, что любите ABRO!
Когда нужна притирка

Проверить прилегание клапанов без снятия головки двигателя и не получится. Значит проверяем когда, когда снимается головка блока мотора:
- Подошел капитальный ремонт, все равно разбирать мотор.
- Пора сменить маслоотражающие колпачки, по причине их протекания, в процессе тоже снимается головка.
- Повреждение клапана (прогорел, погнуло).
- Замена клапанов.
- Проблемы с компрессией из-за клапанов.
Если к клапанам нет претензий, но головку пришлось снять по иной причине, существует простейший тест на необходимость процедуры притирания. Головку кладут на верстак, чтобы «тарелки» клапанов (широкая часть) смотрели вверх.
Постарайтесь достичь ровного положения, после этого, в углубления, где клапана находятся залейте керосин, через 12 часов проверьте, если уровень керосина не снизился значит притирка не нужна, если хотя бы в одной группе клапанов керосин ушел, или понизился уровень, притиркой пренебрегать нельзя!
Когда мотор тарахтит и дергается, при холостом ходе, возможно нарушается компрессия цилиндров, и причиной может стать нагар на клапанах, который препятствует их закрыванию, в результате тарахтение и потеря мощности.

Мне пришлось наблюдать картину, когда водитель заправился некачественным бензином, нагар на клапанах и свечах поражал своей толщиной и плотностью, тяга снизилась до минимума. Попал на чистку головки и притирку соответственно.
Вывод: во избежание лишних проблем с мотором, заправляться надо на фирменных проверенных и рекомендуемых заправках, а покупка за пол цены слитого непонятно где и смешанного непонятно с чем топлива до добра не доводит.
Проверка качества выполненных операций
Проверить качество выполненной работы можно несколькими средствами:
Самый эффективный способ проверки — применение вакуум-тестера, который имитирует процессы, проходящие в двигателе автомобиля. Пропускаемый газ вырывается через возможные щели.
Проверку ГБЦ вакуум-тестером лучше осуществлять в специализированном сервисе, приобретение тестера достаточно накладно
Со стороны как впускного, так и выпускного коллекторов подключается прибор, в результате чего образуется вакуум. При плохой притирке клапанов манометр будет фиксировать минимальный уровень давления, поскольку через щели проходит воздух, чего в норме не должно быть.
Ещё один способ проверки — использование керосина. ГБЦ располагается таким образом, чтобы камера сгорания была направлена вверх, а поверх наливают керосин. Бытует мнение, что за ночь керосин при неправильно проведённой притирке должен вытечь, однако на деле это не совсем так и названный метод не является достаточно эффективным.
Штрафы за пересечение стоп-линии и превышение скорости больше не побеспокоят!
Проверка герметичности ГБЦ керосином — не самый достоверный метод контроля
Равномерность распределения специального маркирующего вещества — ещё один вариант проверки. По всей окружности клапанного седла рисуются радиальные риски, после чего деталь вставляется на место, прижимается и прокручивается. Затем её вынимают и осматривают сложившийся узор. Если риски были стёрты и всё основание седла прокрасилось равномерно, то клапан можно пускать в эксплуатацию. В противном случае притирку проводят ещё раз.
Притирка клапанов — необходимая процедура, обеспечивающая нормальное функционирование ГБЦ автомобиля. Проводить её, несмотря на всю простоту работы и доступность материалов, лучше всего при помощи специалистов: это гарантирует длительный срок эксплуатации не только клапанов, но и двигателя машины в целом.
Опции темы
Шарошки для ремонта седел клапанов – инструкция для работы + видео » АвтоНоватор
Замена радиатора печки ваз 2114: как снять и поменять своими руками пошагово с фото и видео
Шарошки для ремонта седел клапанов являются необходимостью при работе с этим механизмом, потому что более удобного и точного инструмента не найти. Единственной альтернативой могут служить зенковки. Обо всем этом и о самом процессе ремонта мы поговорим в статье.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.
Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является потеря мощности двигателя, а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.
Ещё один признак неисправности – это повышенное выделение дыма во время выхлопа. А изношенный стержень и направляющая данного механизма станет причиной неестественной шумности двигателя.
Зенковки и шарошки для ремонта седел клапанов – что выбрать?
Замена седел клапанов своими руками предусматривает наличие не только грубого инструмента, но и почти ювелирного – шарошки или зенкера. Эти узкоспециализированные инструменты используются только для ремонта двигателя внутреннего сгорания. Набор шарошек для седел клапанов применяется для вытачивания нужной формы их внутреннего диаметра. Эта операция позволяет добиться от тарелки плотного закрытия. Чтобы безошибочно обработать седло клапана, чертеж механизма желательно иметь под рукой.
Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.
Замена седел клапанов своими руками – разбираем специфику работы
Такая операция выполняется двумя способами. Первый – грубый, но самый простой и быстрый. Осуществляется довольно примитивно: на изношенное кольцо седла приваривается старый клапан, а затем кольцо просто выбивается молотком из своего штатного места в головке блока цилиндров, она, кстати, может быть повреждена, что очень нежелательно. Дальше происходит процесс запрессовки нового. Мягкий способ гораздо сложнее, тем не менее, он выполним в вашем гараже без вмешательства дорогого оборудования. Седло в этом методе аккуратно вытачивается на станке. После этого посадочное место вычищается и также обтачивается.
Надёжная запрессовка происходит при охлаждении нового седла и нагреве головки блока цилиндров, только после такой работы можно будет гарантированно надёжно использовать механизм. Вся трудность метода заключается в нагреве и охлаждении, предварительно нужно будет продумать, как вы это будете делать. Если седло не изношено донельзя, его можно подкорректировать. При использовании шарошки для ремонта применяются, в основном, несколько фрез с разными углами. На оправку надевается первая грубая насадка, после чего круговыми движениями делается подготовка седла или прирезка, таким же образом могут использоваться и зенковки для прирезки седел клапанов.
Дальше приступаем к притирке, она осуществляется с помощью специального приспособления, предназначенного для этого, на конце которого есть конус. На фаску седла наносится абразивный порошок или паста. Притирка проводится до тех пор, пока трение не будет издавать минимальный звук и скрежет. Остатки пасты или порошка тщательно убираются. Качество работы можно оценить, перевернув головку и залив в неё керосин, если он не просачивается, значит, мы потрудились на славу.
https://youtube.com/watch?v=isXBYTXK6eY
Берём в руки шуруповёрт
Так как далеко не все располагают нужным количеством свободного времени, терпения и усидчивости, народными умельцами был внедрён ещё один метод с использованием шуруповёрта.
Ещё часто рекомендуют дрель, но у её патрона значительно выше обороты вращения, что не лучшим образом может сказаться на итоговом результате. Так что если всё же останавливаться на дрели, то брать нужно инструмент с возможностью регулировки оборотов и функцией реверса. Притирать клапаны в данном случае можно либо через камеры сгорания, либо просто сверху.
Притирка клапанов со стороны камеры сгорания
Работа выполняется в такой последовательности:
- Первым делом изготовливаются из металла небольшие сплошные шайбы диаметром чуть меньше, чем у клапанных тарелок. По центру этих шайб прорезаются отверстия, как для плоской отвёртки.
- Используя расплавленный битум (или его аналоги), шайбы с прорезями прикрепляются на тарелки клапанов.
- ГБЦ переворачивается камерами сгорания вверх, ставится на своё место необходимый клапан и на притираемый участок наносится слой пасты.
- В патрон дрели крепится стержень с окончанием, как у плоской отвёртки.
- Плоское окончание стержня вставляется в разрез шайбы и на малых оборотах дрели начинается притирка клапана.
- В каждую сторону клапан проворачивается около десяти раз. Надо также помнить, что при изменении направления вращения следует заново наносить абразивную пасту.
- После процедуры на клапан цепляется его пружина.
- Снять шайбу с клапана можно путём его нагрева.
- Оставшийся битум удаляется растворителем, бензином или схожими средствами.
Как притереть клапаны сверху
Весь процесс практически полностью идентичен методу вручную. Главное отличие здесь в том, клапан вращается при помощи инструмента. Кое-кто стержень клапана напрямую крепит в патроне дрели, но для большей эффективности и безопасности в патрон лучше вставить стержень диаметром близким с таковым у стержня клапана. Затем берётся примерно 10-сантиметовый отрезок резиновой трубки и с её помощью соединяются упомянутые стержни. Для пущей надёжности следует резиновую трубку обжать на концах хомутами.

Минимально-необходимый инструмент для притирки клапанов дрелью