

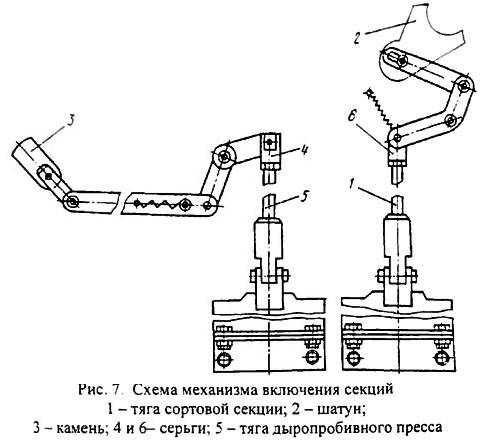
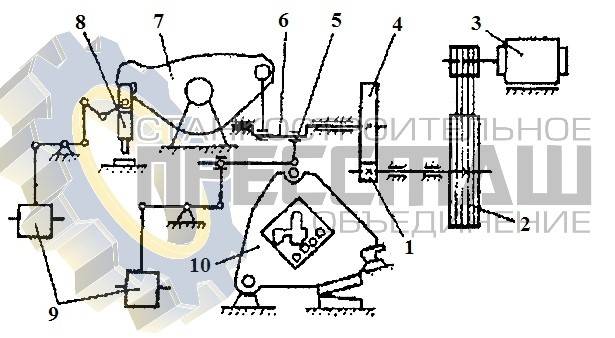
Общий принцип работы пресс-ножниц и конструкция комбинированных пресс-ножниц НГ5222
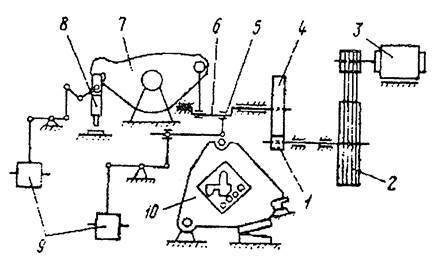
Привод пресс-ножниц осуществляется от электродвигателя 3 через клиноременную передачу (обозначение ремня приведено в приложении А), маховик 2 и одноступенчатую зубчатую передачу 1, 4 к эксцентриковому валу 6. Зубчатая пара 1, 4 прямозубая, цилиндрическая. Опорные шейки вал-шестерни установлены в подшипниках (обозначение подшипников приведено в приложении Б)
Вал-шестерня Z1=14 имеет ширину обода 85 мм и изготовлена из стали 40Х ГОСТ4543-71 (твердость 240…260 НВ), колесо Z2=126 – ширину обода 80 мм и изготовлено из стали 35Л ГОСТ977-88.
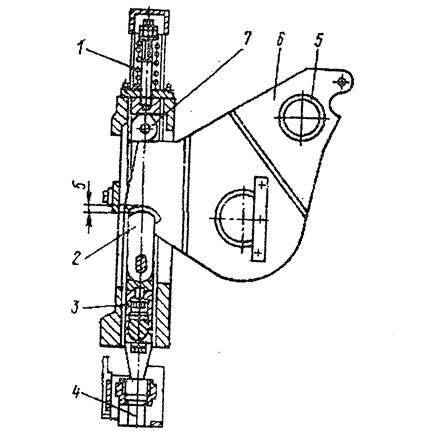
Движение на ползун 10 сортовой секции передается через шатун 5, на ползун 8 пресса для пробивки отверстий через балансир 7 и западающий камень.
Исполнительные механизмы включаются и выключаются через систему рычагов, связанных с одной стороны с шатуном и западающим камнем, а с другой стороны – с электромагнитами 9.
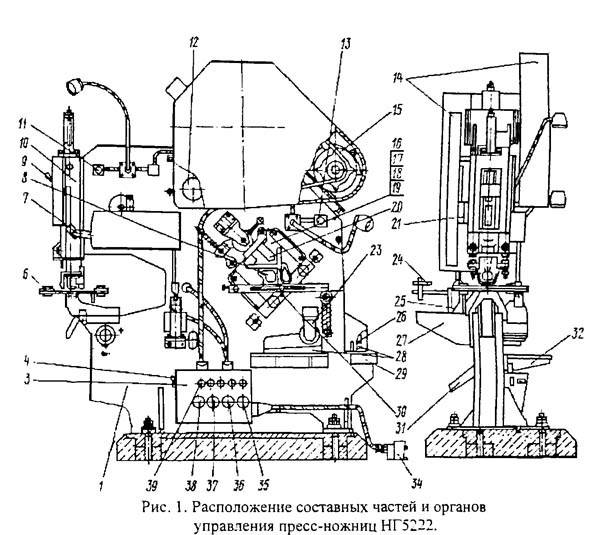
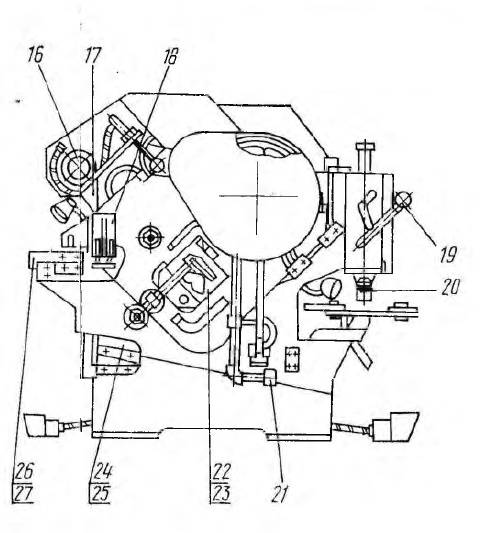
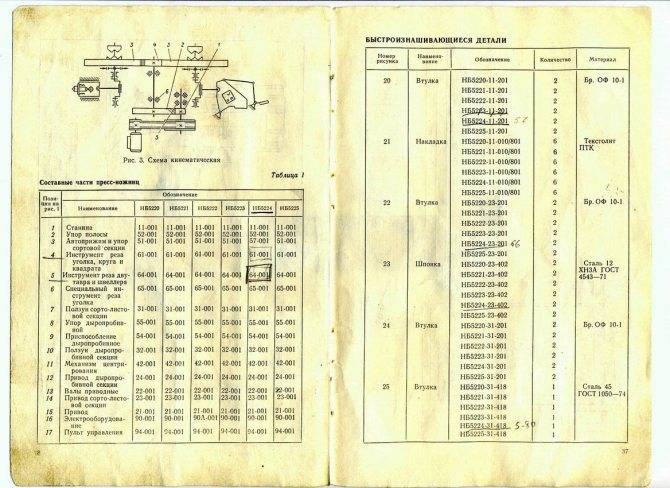
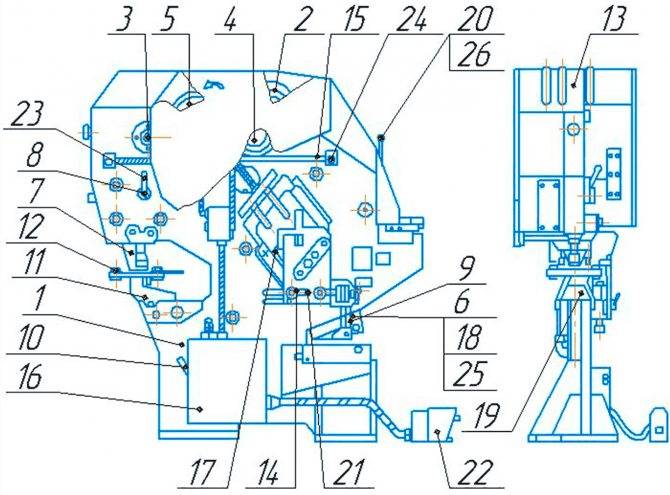
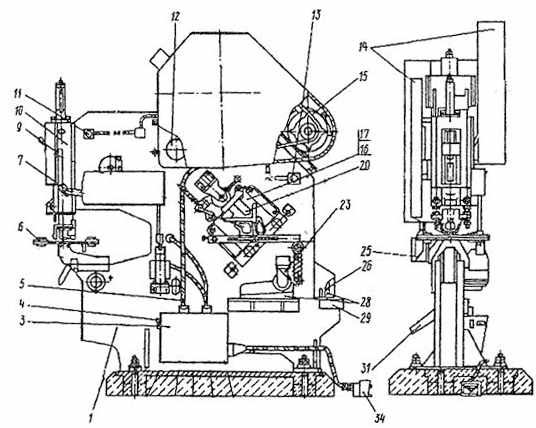
НГ5222 Составные части комбинированных пресс-ножниц
Основные узлы пресс-ножниц нг5222
НГ5222 Спецификация составных частей и органов управления комбинированных пресс-ножниц
- 1. Станина – НГ5222-11-001
- 3. Электрооборудование – НГ5222-91Д-001
- 4. Вводный выключатель
- 6. Стол дыропробивного пресса – НГ5223-69-001
- 7. Управление дыропробивным прессом – НВ5221Б-42-001
- 8. * Приспособление для резки специального проката – НВ5221-52-001
- 9. Механизм центрирования – НВ5221Б-47-001. Рукоятка механизма центрирования
- 10. Пресс дыропробивной – НГ5222-32-001
- 11. Кнопка ОБЩИЙ СТОП
- 12. Кулачки управления электромагнитами
- 13. Кнопка ОБЩИЙ СТОП 30 Рукоятка фиксации плиты
- 14. Ограждение – НВ5221Б-71-001
- 15. Привод – НВ5221Б-21-001
- 16. Нож-плита подвижная – НВ5221Б-63-001
- 17. Нож-плита неподвижная – НВ5221-61-001
- 18. * Нож-плита неподвижная для резки швеллера и двутавра – НВ5221Б-64А-001
- 19. * Нож-плита подвижная для резки швеллера и двутавра – НВ5221Б-65-001
- 20. Прижим сортовой секции – НВ5221-51Б-001
- 21. Смазка – НВ5221-81-001*
- 23. Прижим – НВ5221Б-45-001
- 24. * Упор для отрезки мерных заготовок – НВ5222-43-001
- 25. Управление сортовой секцией – НВ5221Б-41-001
- 26. Сортовая секция – НВ5221Б-31-001
- 27. * Устройство для пробивки отверстий с определенным шагом – НВ5222-56-001
- 28. Инструмент зарубочный и для отрезки полосы – НВ5221Б-62-001
- 29. Приспособление для пробивки пазов прямоугольной формы – НР5222-53А-001
- 31. Лоток – НВ5221Б-69-001
- 32. Стол – НВ5221Б-68-001
- 34. Педаль включения ползуна сортовой секции и пресса дыропробивного
- 37. Переключатель подачи напряжения пресса дыропробивного и сортовой секции
- 38. Кнопка пуска электродвигателя
- 39. Лампы сигнальные
* Поставляются за отдельную плату
Состав узлов и принцип действия
Кривошипные пресс-ножницы для резки металла имеют достаточно однотипную структуру, в которую входят следующие узлы:
- приводной электродвигатель переменного тока;
- приводной вал, на котором располагается система включения;
- промежуточная зубчатая передача;
- маховик;
- кривошипный или эксцентриковый вал;
- шатун с ползуном, к которому крепятся подвижные ножи;
- механизм зажима исходной заготовки;
- узел подпора отрезаемой части прутка (полосы, сортового проката);
- регулируемый рольганг для подачи исходного материала;
- задний упор;
- станина.
Процесс единичного цикла резки металла на комбинированных пресс-ножницах происходит в следующей последовательности. Оператор, включая рольганг, вводит разрезаемый профиль в рабочую зону пресс-ножниц, после чего при помощи заднего упора выставляется требуемая длина заготовки. После этого материал фиксируется в необходимом положении зажимным приспособлением, и подпирается компенсатором, который обеспечивает постоянство горизонтальной оси прутка/полосы в процессе разрезания. После этого электродвигатель комбинированных пресс-ножниц включается на рабочий ход. Срабатывает муфта включения (для крупных типоразмеров она пневмоэлектрическая многодисковая, для ножниц усилием менее 800 кН узел может содержать и один нажимной диск), а ленточный тормоз растормаживает вал, который через зубчатую передачу передаёт необходимый крутящий момент на кривошипный вал. Находящийся там кривошипно-шатунный механизм преобразует вращение в поступательное перемещение ползуна с рабочим ножом. Отрезанное изделие по склизу падает на приёмный лоток, а оттуда – в ящик для нарезанных заготовок. В это время кривошипно-шатунный механизм возвращается в своё исходное – верхнее – положение. Срабатывает система включения, а фиксация вала обеспечивается синхронным включением тормоза ленточного типа.
Операции, выполняемые на пресс-ножницах НГ5224
При автоматической работе пресс-ножниц комбинированных во время обратного хода ползуна выполняется проталкивание и фиксация в зоне реза следующей заготовки.
Пресс-ножницы с гидравлическим приводом (например, от фирмы Гека серии Multicrop) работают от силового гидроцилиндра, который управляет возвратно-поступательным перемещением ползуна. Такое оборудование отличается меньшей производительностью, зато предоставляет возможность выдержки ползуна в крайней нижней точке. В некоторых случаях это улучшает качество реза. Ножницы Geka отличаются наличием опции угловой резки профиля, а также возможностью последующей гибки.
Несколько иной кинематикой обладают пресс-ножницы для резки металла аллигаторного типа, а также арматурные ножницы, предназначенные для механизированного разделения прутков из арматурной стали. Крутящие моменты там меньше, поэтому вместо фрикционной муфты в схеме предусматривается конструктивно более простая жёсткая муфта с поворотными шпонками. Помимо неприхотливости при обслуживании, она не требует непрерывной подачи сжатого воздуха под давлением более 5…6 ат. Сам же ползун совершает не возвратно-поступательные, а качательные движения. При несколько худшем качестве отрезки (для скрапа это обстоятельство особого значения не имеет) увеличивается высота рабочего пространства между подвижным и неподвижным ножами, что облегчает разделку металлолома.
Технологические возможности ножниц
Диапазон применения рассматриваемого оборудования может быть расширен путём установки неприводного модульного рольганга типа МРП. В частности, возможна резка прутков круглого или квадратного поперечного сечения длиной до 3…6 м. Поставляемый основной комплект инструмента и приспособлений включает в себя:

Применяемая комбинированная система смазки предусматривает эксплуатацию ножниц как внутри, так и вне производственных помещений, при этом необходимость в подаче к месту монтажа ножниц сжатого воздуха отпадает. В паспорте содержатся необходимые сведения об установке ножниц на постоянное основание, и условия для их укрытия от неблагоприятных атмосферных воздействий.
Пресс ножницы комбинированные нг5222 — это машина производства Кувандыкского завода «Долина». Само предприятие было основано в 1941 году. С тех пор компания обеспечивает клиентов высокоточным оборудованием с отменными техническими и эксплуатационными характеристиками.
Фото пресс ножниц
Пресс ножницы нв5222 служат для выполнения качественной резки проката — фасонного, листового, сортового. Также устройства позволяют производить различные зарубки.
Комбинированные ножницы могут называться пресс ножницами при условии, что они оснащаются дыропробивным прессом.
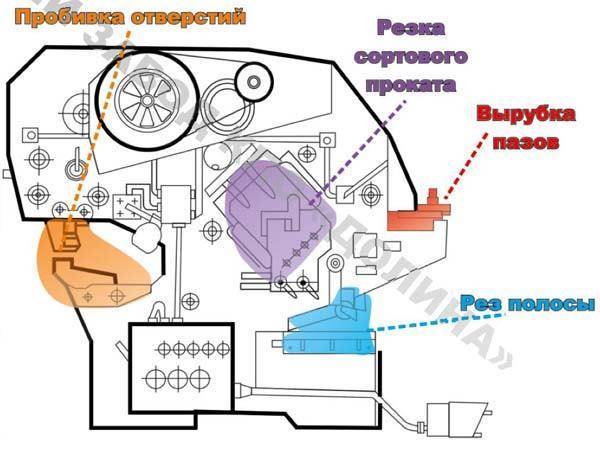
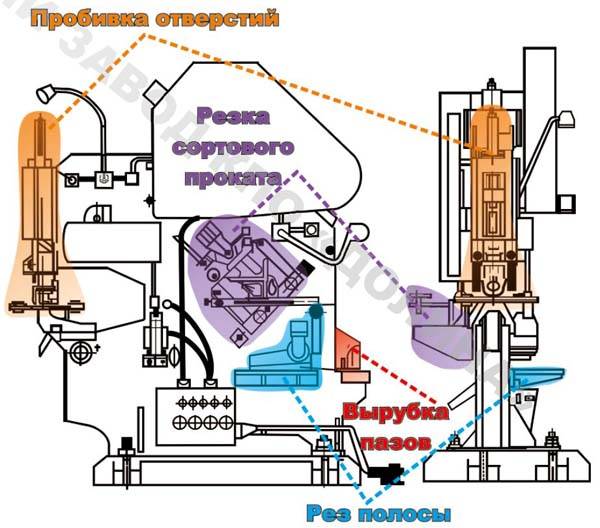
Технические характеристики модели НГ5222 предусматривают наличие четырех механизмов, составляющих основу оборудования:
- Механизм нарезки сортовых металлов;
- Для резки металлического листа;
- Система изготовления отверстий;
- Устройство для вырубывания пазов.
Что необходимо знать про подобные пресс ножницы комбинированные модели НГ5222?
Все указанные механизмы собраны в единой станине, оснащаются общим приводом.
Ползуны листовых, сортовых ножниц используют рычажный механизм для осуществления управления.
Дыропробивной механизм устройства имеет два типа управления – рычажное и педальное.
Основные технические характеристики регламентированы государственным стандартом.
Выполнение резки ножницами позволяет добиться самого экономичного способа разделения проката на соответствующие требуемые заготовки.
При работе резаком важно избегать двойного среза. Для этого требуется соблюдать определенную глубину вхождения ножей в металлическую заготовку
Она не должна превышать V4 от высоты разрезаемого сечения. Особенно это имеет значение при обработке пластичного металла или заготовок, которые были специально нагреты до высокой температуры.
Для предотвращения образования трещин с торцевых сторон обрабатываемых заготовок, что может быть обусловлено хрупкостью определенных сортов стали, заготовку следует подогреть.
Холодным методом режут углеродистую сталь, процент содержания углерода в которых не превышает 0,5 процентов.
На получаемое качество разреза заготовки непосредственное влияние оказывает скорость вхождения ножа в металл. Если требуется резка углеродистой стали, скорости используют повышенные. Легированная сталь требует более деликатной резки, потому скорость устанавливается пониженная.
Исходя из особенностей обработки разных сортов металлов, пресс станок разумно оснащать двухскоростными электромоторами, чтобы контролировать, регулировать скорость работы.




Особенности станка НГ5222
Среди представленных на рынке комбинированных пресс ножниц, наибольшую популярность завоевали комбинированные устройства новой генерации. Модель НГ5222 обеспечивает решения множества производственных вопросов.
Главные особенности — это способность при минимальных манипуляциях со станком выполнять целый ряд задач, совмещать выполняемые операции:
- Выполнять пробивку отверстий, пазов;
- Резать круги, уголки, квадраты;
- Отрезать полосы;
- Изготавливать двутавры, швеллеры.
Так станок НГ обеспечивает широкий функционал пресс ножниц и экономичность проката при его обработке всего на одном устройстве.
Пресс ножницы комбинированные нв5222, н5222а, нв5221, НБ5224 — это предшественника более современных и усовершенствованных пресс ножниц НГ5222.
Какие ножницы по металлу лучше: обзор разных типов инструмента
Наиболее распространенным вариантом являются универсальные ножницы по металлу. Инструмент имеет компактные размеры и небольшой вес. С его помощью можно осуществлять резку и формовку малых и больших металлических листов, обрабатывать углы и центр заготовок.

Самыми распространенными являются универсальные ножницы по металлу
Для резки тонких металлических листов толщиной не более 5 мм, уголков из металла и железных прутьев обычно применяют ручные рычажные ножницы по металлу. Такой инструмент имеет два плоских лезвия, которые соединены между собой большим винтом. Нижняя часть ножа крепится на верстаке, а верхняя фиксируется в зоне рукоятки. Такое расположение способствует деформированию плотной поверхности.
Железо для резки закрепляется в области нижнего ножа. При этом в зоне верхнего лезвия расположена направляющая разметка. Механизм приводится в действие при помощи рычага.
Хорошими ручными профессиональными ножницами по металлу для резки длинных заготовок из металла является аллигаторный тип инструмента. Такое название инструмент получил по причине наличия шарнирной челюсти для резки. Приводится приспособление в действие при помощи гидравлического цилиндра. Данный тип инструмента отличается прочностью, долговечностью и низкой стоимостью, однако выполняет неточную резку и грубую отделку.
Другие виды ножниц по металлу, их характеристики
Для резки кускового листового металла грубых форм можно воспользоваться настольным механизмом, который выполняет чистый рез без заусенцев. Его применяют для обработки квадратных и круглых стержней, с его помощью производят угловые разрезы и Т-образные формы.

Гильотинные ножницы по металлу можно использовать в серийном производстве
Для среднего серийного производства рационально приобрести ручные гильотинные ножницы по металлу. В них заготовка зажимается при помощи плунжера. Одно из лезвий начинает передвигаться по неподвижному ножу вниз, производя при этом рез. Движущее лезвие может быть прямым или же располагается под определенным углом, что необходимо для резки большого куска металла.
Для высокопроизводительной обработки толстого стойкого материала целесообразно использовать большие ручные ножницы по металлу с подъемным механизмом, у которых зубчатые ножи устанавливаются на специальном штативе. Для резки краев металлического листа предназначен специализированный инструмент с изогнутыми лезвиями. Ножницы способны обработать профили из металла толщиной до 4 мм.
Существуют роликовые ножницы, у которых роль ножей исполняют сверхтвердые ролики. Благодаря минимальному расстоянию между ними при пропускании листа металла происходит его сдавливание и разделение.
Еще одной разновидностью инструмента, предназначенного для прямого реза, являются ножницы по металлу «Пеликан». Ими очень удобно пользоваться, потому что во время работы ручки инструмента расположены сверху металла, вследствие чего не нужно отгибать вверх отрезаемый материал.

Ножницы по металлу «Пеликан» предназначены для прямого реза
НВ5222 пресс-ножницы комбинированные. Назначение, область применения
Пресс-ножницы комбинированные НВ5222 разработаны в 1975 году и серийно выпускались с 1977 года. Разработчик — СКБ КПО и АЛ г. Азов. Изготовитель — Завод механических прессов г. Кувандык.
Комбинированные пресс-ножницы НВ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Комбинированные ножницы НВ5222 могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Ножницы НВ5222 с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
Ножницы НВ5222 производят следующие операции:
- резка листового металла, резка полосы;
- отрезка проката без разметки от 70 до 1000 мм по упору;
- пробивка пазов треугольной и прямоугольной формы;
- отрезка круга;
- отрезка уголка, швеллера, двутавра, шахтного профиля;
- пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы.
Описание конструкции пресс ножниц НВ 5222
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию.
Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовой секции.




Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
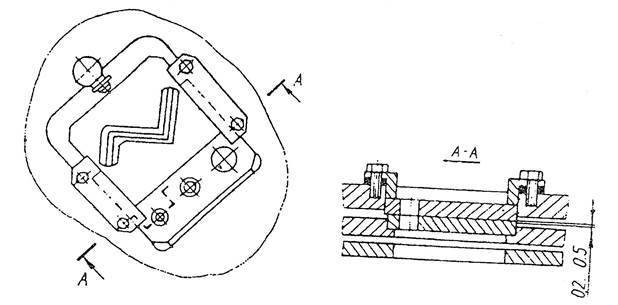
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном.
Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей.
Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки.
Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы НВ 5222 имеют три рабочих места, обслуживаемые одним оператором.
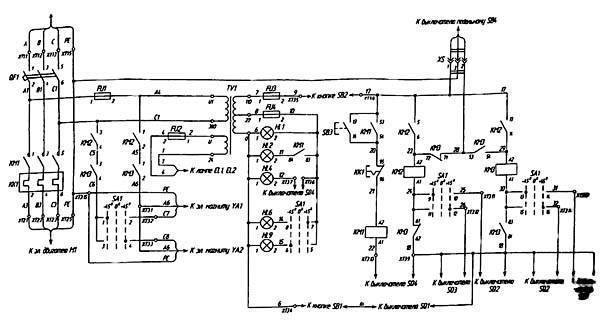
Электросхема обеспечивает работу пресс-ножниц на непрерывных и одиночных ходах.
Управление кнопочное и педальное.
Смазка густая, комбинированная.
Конструкция пресс-ножниц НВ5222 и множество вариантов дополнительной оснастки позволяют использовать пресс-ножницы для обработки проката различного профиля и разных параметров.
Для облегчения перемещения полосового, сортового и фасонного проката при подаче их в рабочую зону ножниц возможно использование модуль-рольганга приводного модели МРП.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С
Основные параметры пресс-ножниц НВ5221:
Параметры действительны для металла с пределом прочности (временным сопротивлением) σ BP = 500 МПа (50 кг/мм2).
- Наибольшая толщина разрезаемого листа — 16 мм
- Наибольшая толщина и ширина разрезаемой полосы — 18 х 190 мм
- Наибольший диаметр разрезаемого круга — Ø 50 мм
- Наибольшие размеры разрезаемого уголка — 14 х 125 х 125 мм
- Наибольший диаметр пробиваемого отверстия — Ø 32 мм
- Частота непрерывных ходов ползуна — 53 мин-1
- Мощность привода — 4,8 кВт
- Вес машины полный — 2,5 т
Принцип действия
Цикл разрезки металла состоит из нескольких этапов. Резка происходит в следующей последовательности:
- Оператор включает рольганг и отправляет профиль в рабочую зону аппарата. Необходимая длина при этом выставляется при помощи заднего упора.
- Обрабатываемый материал фиксируется зажимным приспособлением. Для обеспечения постоянства горизонтальной оси металла в процессе, он подпирается компенсатором.
- Включается электродвигатель, срабатывает муфта включения. Ленточный тормоз размораживает вал.
- Крутящий момент передается на кривошипный вал через зубчатую передачу. Там с помощью кривошипно-шатунного механизма вращение преобразуется в поступательное движение рабочего ножа.
- Отрезанная часть изделия попадает на приемный лоток, а после — в специальный ящик для заготовок.
- Одновременно с этим кривошипно-шатунный механизм возвращается наверх, в свое исходное положение — начинает работу система включения.
- Вал фиксируется автоматически с помощью тормоза ленточного типа.
Конструкция
В основе инструмента — сварной каркас, который состоит из двух листов: заднего и переднего. Их толщина варьируется от 25 до 50 мм. Устройство напоминает гильотину с прессом, который усиливает ее действие. Конструкция оборудования включает лезвия для рубки металла и инструмент для пробивки дыр — они крепятся на одну станину, а энергию получают от гидравлического привода.
Инструмент состоит из трех частей:
- механизм для работы с сортовым металлов;
- механизм для резки металлопроката;
- механизм для пробивки отверстий.
Преимущества современных моделей — возможность выполнять множество операций, экономя рабочее пространство, наличие системы численно-программного управления (ЧПУ). Управление системой производится с помощью автоматического пульта. В станках есть специальные предохранители от перегрузок во время работы.
Компоненты
В кривошипные пресс-ножницы входят следующие узлы:
- приводной электродвигатель переменного тока;
- промежуточная зубчатая передача;
- приводной вал с системой включения;
- маховик;
- узел подпора отрезаемой части прутка или сортового проката;
- эксцентриковый вал;
- шатун с ползуном с прикрепленными подвижными ножами;
- механизм зажима обрабатываемой заготовки;
- задний упор;
- регулируемый рольганг для подачи исходного материала;
- станина.
Правила эксплуатации
Для продления срока службы инструмента важно соблюдать основные правила эксплуатации:
- инструмент, режущую часть нужно содержать в чистоте;
- замена масла проводится не реже, чем раза за полгода;
- перед хранением ножницы следует очистить, а также смазать антикоррозионным составом;
- при работе толщина разрезаемого металла не должна превышать норм, заявленных производителем.
Возможные неисправности
Основными неисправностями гидравлических инструментов по металлу являются:
- шток не возвращается в нейтральное положение — необходимо заменить возвратную пружину;
- отсутствует или недостаточное давление масла — требуется замена масла, закрытие рычага для сброса избыточного давления или очистка гидравлического привода;
- снаружи появились масляные подтёки — нужна замена уплотнительных сальников.
Чтобы избежать различных поломок нужно соблюдать правила эксплуатации инструмента, описанные в техническом паспорте. Перед использованием инструмент нужно проверить на отсутствие дефектов.
Ножницы гидравлические серии НГ, НГР, НГО
Пресс-ножницы комбинированные НГ5222
Пресс ножницы НГ5222 комбинированные предназначены для отрезки полосового, сортового и фасонного проката, пробивки отверстий в листовом, полосовом и фасонном прокате, а также вырубки открытых пазов. Пресс ножницы широко используются, как на небольших предприятиях, так и на крупных производствах, железобетонных комбинатах и др.
Предназначены для рубки полосы, круга и квадрата.
Пресс-ножницы НГ5222 производят:
- Секция резки сортового проката — отрезка уголка, круга, швеллера, двутавра, шахтного профиля. Отрезка проката без разметки до 1000 мм по упору
- Секция резки полосы, листа — отрезка полосы осуществляется под различными углами
- Секция пробивки отверстий — пробивка отверстий круглой, прямоугольной, квадратной и любой другой формы в листовом и фасонном прокате
- Секция вырубки пазов — пробивка открытых пазов треугольной и прямоугольной формы
Технические характеристики
| Параметры станка | НГ5222 | НГ5223 |
| Наибольшие размеры обрабатываемого проката, мм | ||
| толщина и ширина полосы | 16х150 | 18х190 |
| диаметр круга | 45 | 60 |
| сторона квадрата | 40 | 45 |
| Равнобокий уголок, отрезка | ||
| под углом 90 град | 125х12 | 125х14 |
| под углом 45 град | 90х9 | 100х10 |
| Наибольший профиль: | ||
| Двутавра | 18 | 18а |
| Швеллера | 18 | 18а |
| Пробиваемое отверстие, мм | ||
| Диаметр | 30 | 32 |
| толщина материала | 16 | 16 |
| Наибольшие размеры пробиваемых пазов прямоугольной формы, мм | ||
| Толщина | 10 | 10 |
| Длина | 70 | 60 |
| Ширина | 65 | 65 |
| Номинальное усилие пресса, кН | 400 | 830 |
| Масса, кг | 2270 | 2500 |
| Габаритные размеры, мм | 1900х1600х1950 | 1800х1700х1885 |
| Мощность электродвигателя, кВт | 4.8 | 4.0 |
Пресс-ножницы комбинированные модели НГ5222 служат для отрезки полосового, сортового и фасонного проката и пробивки отверстий в листовом, полосовом и фасонном прокате, а также для выполнения зарубочных операций.
Пресс-ножницы комбинированные могут найти применение на машиностроительных, ремонтных и других заводах, при эксплуатации в климатических зонах с умеренным и холодным климатом исполнение УХЛ, сухим и влажным тропическим климатом — исполнение О, категория размещения 4 по ГОСТ15150-69.
Дополнительное требование: нижнее значение температуры воздуха должно быть не менее +5°С.
Общий вид комбинированных пресс-ножниц
Составные части комбинированных пресс-ножниц
Пресс-ножницы комбинированные с четырьмя рабочими зонами позволяют выполнять на одной машине несколько типов операций без предварительной перенастройки ножниц, в любой последовательности и без смены инструмента, что обеспечивает гибкую и экономичную обработку проката, как в крупном машиностроительном производстве, так и любой ремонтной мастерской.
Станина сварной конструкции, состоит из переднего и заднего листов, приваренных к основанию. Для установки приводных валов и приводов секций в станине выполнены четыре расточки. Привод сортолистовой и дыропробивной секций от электродвигателя через клиноременную и зубчатую передачи на эксцентриковый вал секций. Рычаг зарубочного устройства связан при помощи тяги с ползуном сортолистовои секции.





Ползун дыропробивной секции уравновешивается пружинными уравновешивателями.
Механизм центрирования предназначен для выполнения операции наметки путем перемещения с помощью рукоятки пуансонодержателя с пуансоном. Инструмент реза уголка, круга и квадрата состоит из подвижной и неподвижной плит. Подвижная плита крепится в гнездо ползуна сортолистовой секции, неподвижная — в гнезде станины Г-образ-ными пружинами.
Листовой и зарубочный инструмент состоит из двух подвижных и трех неподвижных ножей. Подвижные ножи — гильотинный для резки листового материала и прямоугольный — для прямоугольной зарубки. Инструмент дыропробивной секции состоит из пуансона и матрицы. Пуансон крепится через пуансонодержатель к ползуну, а матрица — к корпусу дыропробивного приспособления.
Пресс-ножницы имеют три рабочих места, обслуживаемые одним оператором. Электросхема обеспечивает работу пресс-ножниц па непрерывных и одиночных ходах. Управление кнопочное и педальное. Смазка густая, комбинированная.
https://youtube.com/watch?v=8tbWJfr–UA





