

Достоинства и недостатки
Закалка деталей с помощью ТВЧ обладает как достоинствами, так и недостатками. К достоинствам можно отнести следующее:
- После закалки ТВЧ у детали сохраняется мягкой середина, что существенно повышает ее сопротивление пластической деформации.
- Экономичность процесса закалки деталей ТВЧ связана с тем, что нагревается только поверхность или зона, которую необходимо закалить, а не вся деталь.
- При серийном производстве деталей необходимо настроить процесс и далее он будет автоматически повторяться, обеспечивая необходимое качество закалки.
- Возможность точно рассчитать и регулировать глубину закаленного слоя.
- Непрерывно-последовательный метод закалки позволяет использовать оборудование малой мощности.
- Малое время нагрева и выдержки при высокой температуре способствует отсутствию окисления обезуглероживания верхнего слоя и образования окалины на поверхности детали.
- Быстрый нагрев и охлаждение не дают большого коробления и поводок, что позволяет уменьшить припуск на чистовую обработку.
https://youtube.com/watch?v=IjuKarv04Ec
Но индукционные установки экономически целесообразно применять только при серийном производстве, а для единичного производства покупка или изготовление индуктора невыгодно. Для некоторых деталей сложной формы производство индукционной установки очень сложно или невозможно получить равномерность закаленного слоя. В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку.
Эффект самоотпуска после закалки
После завершения нагрева поверхность охлаждается душем или потоком воды непосредственно в индукторе либо в отдельном охлаждающем устройстве. Такое охлаждение позволяет выполнять закалку любой конфигурации. Дозируя охлаждение и изменяя его продолжительность, можно реализовать эффект самоотпуска в стали. Данный эффект заключается в отведении тепла, накопленного при нагреве в сердцевине детали, к поверхности. Говоря другими словами, когда поверхностный слой охладился и претерпел мартенситное превращение, в подповерхностном слое еще сохраняется определенное количество тепловой энергии, температура которой может достигать температуры низкого отпуска. После прекращения охлаждения эта энергия за счет разницы температур будет отводиться на поверхность. Таким образом отпадает необходимость в дополнительных операциях отпуска стали.
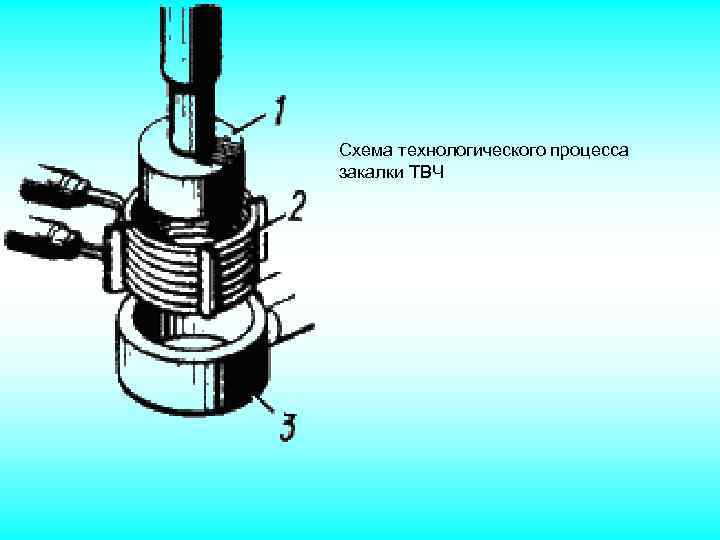
Конструкция и изготовление индукторов для закалки ТВЧ
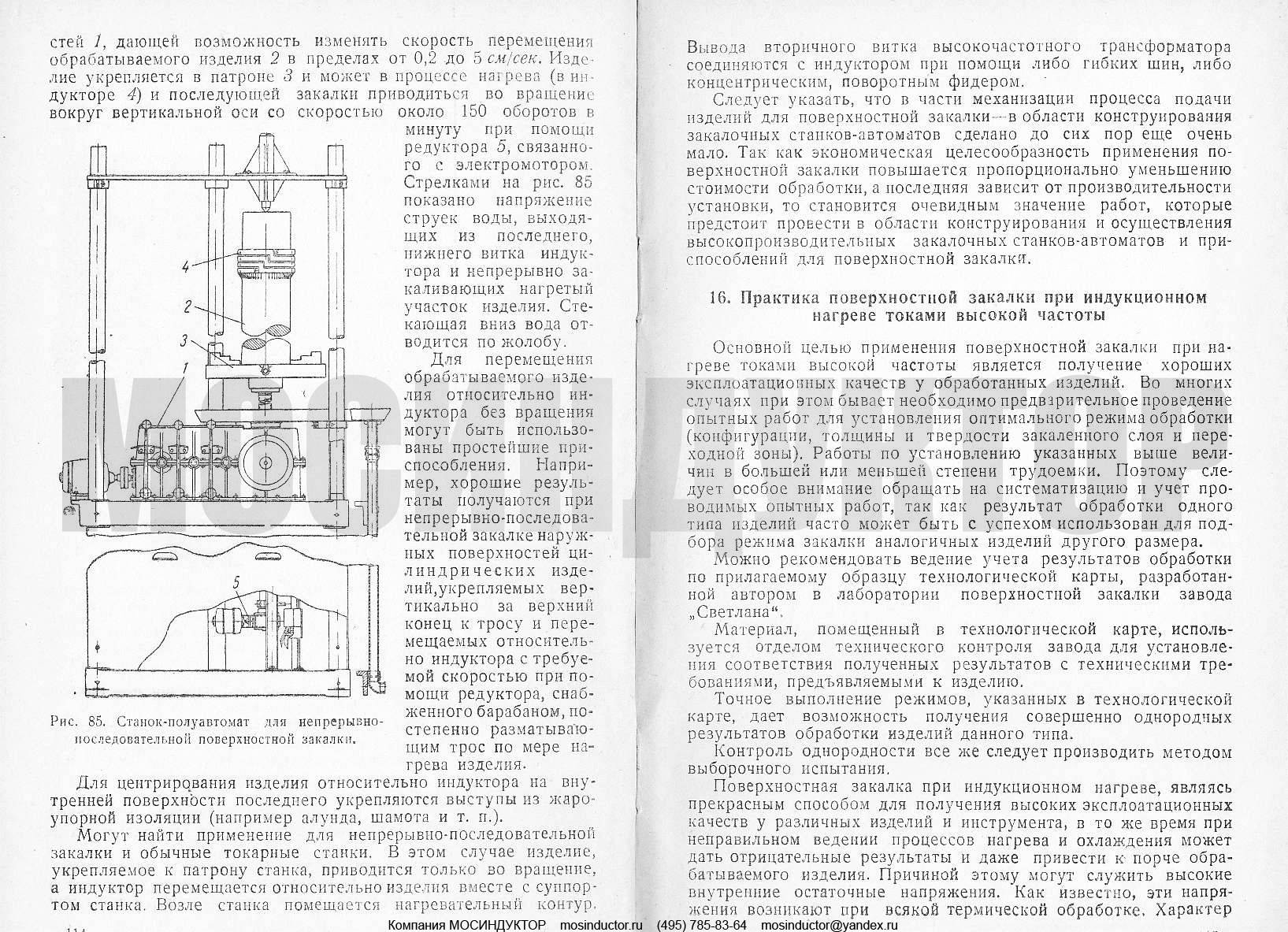
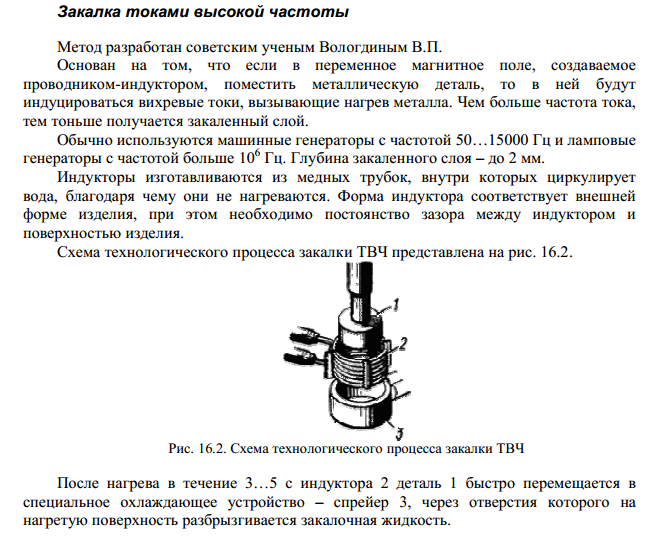
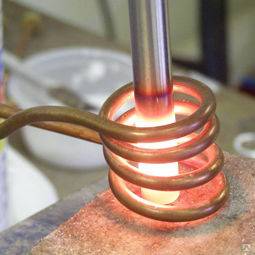
Индуктора изготавливают из медных трубок, через которые в процессе нагрева пропускается вода. Таким образом предотвращается перегрев и перегорание индукторов при работе. Изготавливаются также индукторы, совмещаемые с закалочным устройством — спрейером: на внутренней поверхности таких индукторов имеются отверстия, через которые на нагретую деталь поступает охлаждающая жидкость.
Для равномерного нагревания необходимо изготавливать индуктор таким образом, чтобы расстояние от индуктора до всех точек поверхности изделия было одинаковым. Обычно это расстояние составляет 1,5-3 мм. При закалке изделия простой формы это условие легко выполняется. Для равномерности закалки, деталь необходимо перемещать и (или) вращать в индукторе. Это достигается применением специальных устройств — центров или закалочных столов.
Разработка конструкции индуктора предполагает прежде всего определение его формы. При этом отталкиваются от формы и габаритов закаливаемого изделия и способа закалки. Кроме того, при изготовлении индукторов учитывается характер перемещения детали относительно индуктора. Также учитывается экономичность и производительность нагрева.
Охлаждение деталей может применяется в трех вариантах: водяным душированием, водяным потоком, погружением детали в закалочную среду. Душевое охлаждение может осуществляться как в индукторах-спрейерах, так и в специальных закалочных камерах. Охлаждение потоком позволяет создавать избыточное давление порядка 1 атм, что способствует более равномерному охлаждению детали. Для обеспечения интенсивного и равномерного охлаждения необходимо, чтобы вода перемещалась по охлаждаемой поверхности со скоростью 5-30 м/сек.
Впервые закалку деталей с помощью индукционного нагрева предложил производить В.П. Володин. Было это почти век назад — в 1923 году. А в 1935 г. данный вид термической обработки стали использовать для закалки стали. Популярность закалки сегодня сложно переоценить — ее активно применяют практически во всех отраслях машиностроения, также очень востребованы и установки ТВЧ для закалки.
Для увеличения твердости закаленного слоя и повышения вязкости в центре стальной детали необходимо использовать поверхностную ТВЧ закалку. При этом происходит нагрев верхнего слоя детали до температуры закалки и резкое охлаждение
Важно, что свойства сердцевины детали остаются неизменными. Так как центр детали сохраняет вязкость, сама деталь становится более крепкой
С помощью ТВЧ закалки удается упрочить внутренний слой легированной детали, ее применяют для среднеуглеродистых сталей (0,4-0,45% С).
Таблица №2
| параметры | GCK10400 | GCK10500 | GCK10600 | GCQ10800 | GCQ101000 |
| Макс. длина вала, мм | 4000 | 5000 | 6000 | 8000 | 10000 |
| Макс. ход движка, мм | 4100 | 5100 | 6100 | 8100 | 11000 |
| Макс. Диаметр заготовки, мм | 500-800 | 500-800 | 500-800 | 500-800 | 1500 |
| Макс. вес обрабатываемой детали, кг | 4000 | 6000 | 8000 | 10000 | 13000 |
| Скорость движения обрабатываемой детали, мм/с | 1-30 | 1-30 | 1-30 | 1-30 | 1-30 |
| Скорость спуска обрабатываемой детали, мм/с | 60-80 | 60-80 | 60-80 | 60-80 | 60-80 |
| Скорость вращения главного вала, обор./мин | 1-500 | 1-500 | 1-500 | 1-500 | 1-500 |
| Мощность эл. двигателя станка, кВт | 8 | 8 | 10 | 15 | 20 |
| Вес станка, кг | 5000 | 7000 | 15000 | 20000 | 25000 |
| Габариты , мм | 4200х1400х6500 | 4200х1400х7500 | 4200х1400х8500 | 5000х1400х10500 | 5000х1400х12500 |
ТВЧ печи для закалки от ЗАО “СМК”
Модульная конструкция ТВЧ установок индукционного нагрева позволяет компоновать рабочие станции с различными характеристиками, соответствующими техническим и экономическим потребностям заказчика. Это также даёт возможность менять изначальную комплектацию (при изменении модели генератора или контроллера).
имеет опыт автоматизации процессов термической обработки по условиям технического задания Заказчика.
Принцип работы:
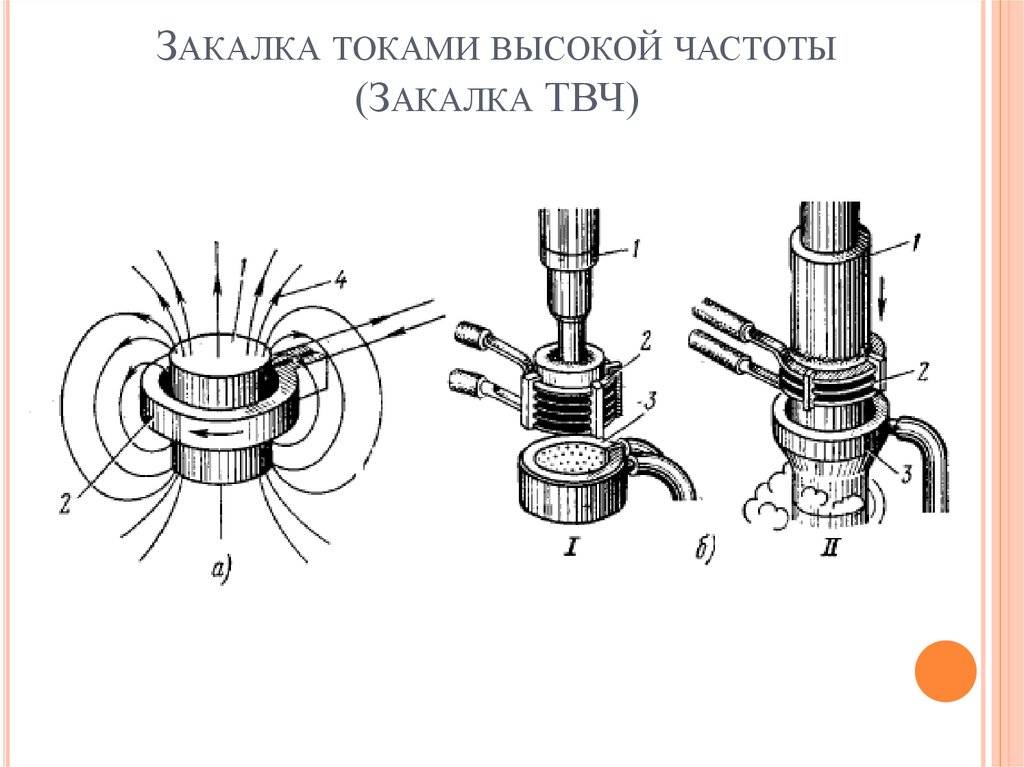
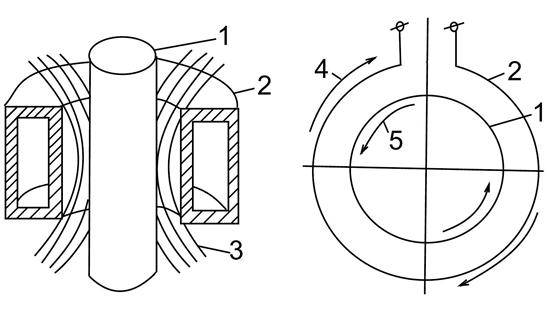
Индукционный нагрев осуществляется за счет энергии электромагнитного поля. Петля индуктора необходимого размера подносится к обрабатываемой детали. Средне- и высокочастотный переменный ток (ТВЧ), проходящий по петле, создает на поверхности обрабатываемой детали вихревые токи, величина которых может контролироваться и программироваться. Индукционный нагрев происходит без непосредственного контакта, при этом термообработке подвергаются только металлические части. Индукционный нагрев характеризуется высокой эффективностью переноса энергии без потерь тепла. Глубина проникновения индуцируемых токов напрямую зависит от рабочей частоты генератора (ТВЧ установки индукционного нагрева) — чем выше частота, тем больше плотность тока на поверхности обрабатываемой детали. Понижая рабочую частоту можно увеличить глубину проникновения ТВЧ, т.е. глубину нагрева.
Преимущества:
Генераторы (ТВЧ установки индукционного нагрева) CEIA обладают следующими преимуществами:
- высокая эффективность;
- малые габариты и возможность встраивания в автоматизированные лини;
- локализация области нагрева (благодаря точно подобранному индуктору);
- микропроцессор, обеспечивающий повторяемость рабочего цикла;
- система самодиагностики, подающая сигнал и выключающая установку в случае неполадки;
- возможность выноса в рабочую зону только нагревательной головы с индуктором (соединительный кабель длиной до 4 м);
- оборудование соответствует требованиям электротехнической безопасности и имеет сертификат ISO 9001.
Применение:
Генераторы (ТВЧ установки индукционного нагрева) CIEA применяется для различных видов термообработки всех токопроводящих изделий (металлические сплавы, цветные металлы, углеродные и кремниевые соединения):
- нагрева;
- закалки;
- отжига;
- пайки инструмента, в том числе и алмазного или твердосплавного;
- пайки микросхем, разъёмов, кабелей;
- пайки алюминия.
ПКФ «Цвет» специализируется на оказании услуг металлообработки, у нас большой опыт работы в этом направлении. Мы оказываем различные услуги упомянутого спектра, а закалка ТВЧ входит в их число. Эта услуга пользуется широким спросом на территории РФ. Компания обладает всем необходимым оборудованием для решения рассматриваемой задачи. Сотрудничество с нами будет выгодным, удобным и комфортным.





Основные характеристики
Закалка стали ТВЧ позволяет придать материалу достаточный уровень прочности. Данная процедура считается самой распространенной. Подобной обработке подвергают не только саму деталь, но и отдельные части заготовки, которые должны обладать определенными показателями прочности. Применение упомянутой процедуры существенно продлевает срок эксплуатации различных деталей.
Закалка металла ТВЧ основана на применении электротока, проходящего по поверхности детали, последняя находится в индукторе. В результате обработки деталь нагревается на определенную глубину, остальная часть изделия не нагревается. Данный метод имеет множество преимуществ, так как применения данной технологии дает возможность контролировать режим зажим закалки, заменить легированную сталь на углеродистую.
Обработанные заготовки приобретают высокие прочностные характеристики, в ходе выполнения задачи не возникает закалочных трещин. Обрабатываемая поверхность не окисляется и не обезуглероживается. Закалка токами высокой частоты выполняется в короткий срок, поскольку отсутствует необходимость нагревать заготовку целиком. Компания применяет высококачественное оборудования для выполнения обработки рассматриваемого вида. Мы осуществляем закалку ТВЧ на высоком профессиональном уровне.
Установка для индукционного нагрева ТВЧ

Первая установка индукционного нагрева появилась в 19 веке. Тогда ученым удалось, основываясь на законах Джоуля-Ленца и Фарадея-Максвелла, создать первую плавильную печь, которая могла плавить металл под воздействием токов высокой частоты. Позже нагрев ТВЧ получил более активное распространение и его стали изучать, создавая все новые и новые установки, которые могли бы не только плавить металл при помощи токов высокой частоты, но производили бы и другие виды термообработки, например, закалку ТВЧ, пайку, сварку, ковку, деформацию и т.п. И в ХХ веке удалось получить первые образцы разнообразных установок. Современная установка индукционного нагрева — ТВЧ установка — способна осуществлять практически все виды высокотемпературной обработки металла.
Установка индукционного нагрева – виды обработки
Как уже было упомянуто выше, установка индукционного нагрева с легкостью справится со всеми видами высокотемпературной обработки металлических изделий. Основными задачами, с которыми справляется УИН, являются:
- Пайка ТВЧ. Производиться на предприятиях она стала гораздо чаще с появлением индукционного нагрева, потому что позволяет качественно обработать металл, не нарушая целостности его структуры.
- Плавка металла. Установка индукционного нагрева предназначена для работы со всеми видами металлов. Она отлично справится не только с черными, но и с цветными, и даже с драгоценными металлами.
- Закалка ТВЧ. Чаще всего закалка производится в отношении стальных изделий, которые постоянно подвержены механическому воздействию со стороны внешних факторов. Закалка ТВЧ неоспоримо является качественной и равномерной.
- Ковка, пластика, деформация и т.п. Производятся все эти операции в специальной индукционной установке, которая называется кузнечным нагревателем.
- Термообработка поверхности металла. Чаще всего производится в отношении сварных швов труб для разглаживания остаточного напряжения металла после вмешательства сварочного аппарата в его структуру.
Кроме вышеперечисленных операций установка индукционного нагрева хорошо справится и с другими видами термообработки. Если необходимо нагреть металл, произвести обжиг или отжиг или избавиться от каких-то вредных химических веществ, то установка ТВЧ станет незаменимым помощником.
Установка индукционного нагрева – виды
Установки индукционного нагрева подразделяются на три типа по частоте работе
При выборе частоты работы установки важно обратить внимание — для выполнения каких задач предназначена та или иная установка
- Среднечастотные установки индукционного нагрева – установки, работающие на наиболее низких частотах. Частота работы данного типа индукционных установок колеблется в пределах 0,5 – 20 КГц.
- Среднечастотные установки применяются в тех случаях, когда требуется произвести глубокую закалку детали; для пайки массивных изделий, которая также требует глубины проникновения тепла в деталь; для плавки всех видов металлов.
- Высокочастотные установки индукционного нагрева – это установки, работающие на более высокой частоте, чем среднечастотные, но на меньшей, чем сверхвысокочастотные. Частота работы данного типа индукционных установок 20-40 кГц, а в некоторых случаях доходит и до 30-100 кГц. При этом высокочастотная УИН обладает небольшой глубиной проникновения тепла в металл – не более 3 мм. Высокочастотная индукционная установка является наиболее универсальной, потому что позволяет справляться с большинством операций тепловой обработки металлов.
- Сверхвысокочастотные установки индукционного нагрева – это установки, обладающие самой высокой частотой работы. Частота работы от 100 кГц. Однако глубина проникновения тепла у СВЧ УИН не более 1 миллиметра. Сверхвысокочастотная установка индукционного нагрева чаще всего применяется для осуществления поверхностной закалки ТВЧ, для нагрева небольших заготовок и для пайки тонких и тонкостенных изделий.
Каждая установка индукционного нагрева имеет свою особенность. Если вы не знаете, как подобрать установку индукционного нагрева для своего предприятия, то подготовьте техзадание, исходя из которого, специалисты компании ЭЛСИТ помогут вам подобрать наиболее подходящее оборудование.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
xn--h1afsf5c.xn--p1ai
ТВЧ печи для закалки
С момента своего создания, в конце 60-х годов, фирма CEIA занималась разработкой и изготовлением промышленного оборудования, базирующегося на применении действия эффекта электромагнитного поля. В конце 80-х CEIA представляет первый твёрдотельный индукционный нагреватель на рынке специального оборудования для пайки. В 1995 CEIA представляет ещё одно новшество — модельный ряд приборов для индукционного нагрева «Power Cube Family», в который входят:
- генераторы (мощностью от 2,8 кВт до 100 кВт и рабочими частотами от 25 кГц до 1800 кГц) и нагревательные головы;
- контрольные устройства (контроллер, мастер-контроллер, специальный программатор), обеспечивающие работу в автоматическом или полуавтоматическом режиме;
- оптические пирометры с диапазоном измерения от 80 до 2000 ºС;
- подставки для нагревательных голов, пирометров и устройства подачи припоя .
Компания CIEA полностью осуществляет все стадии производства: от разработки приборов и электронных плат до сборки генераторов. На производстве работает высококвалифицированный персонал. Каждый прибор проходит обязательное электромагнитное тестирование.
Основные характеристики стали 45
Любой сплав имеет свои отличительные характеристики, определенный химический состав, ряд заменителей, функциональное предназначение.
Марки 40, 45, 50 выделяются высокими показателями прочности, имея при этом небольшую вязкость и пластичность. Поскольку механические свойства марки и 45 идентичны маркам 40 и 50, эти стали являются взаимозаменяемыми.
Химический состав и свойства
Химическими составляющими сплава помимо железа и углерода являются и ряд других элементов, количество которых малосущественно. Процентное отношение химических составляющих стали 45:
- Железо (Fe) — около 97%.
- Углерод (C) — 0,42—0,5%.
- Марганец (Mn) — 0,5—0,8%.
- Кремний (Si) — 0,17—0,37%.
- Никель (Ni) — не больше 0,25%.
- Хром (Cr) — не больше 0,25%.
- Медь (Cu) — не больше 0,25%.
- Мышьяк (As) — не больше 0,08%.
- Сера (S) — не больше 0,04%.
- Фосфор (P) — не больше 0,035%.
От химического состава стали и структуры напрямую зависят ее химические свойства. Все элементы входящие в состав условно делятся на полезные и вредные. Процесс добавления полезных примесей носит название легирование. Если расшифровать маркировку 45х, то становится ясно что сплав содержит добавление хрома, 45 г — марганца.
Основные химические свойства материала:
- степень окисления:
- устойчивость к коррозии;
- жароустойчивость;
- жаропрочность.
Механические характеристики
Для анализа и контролирования свойств стали используют различные методы их определения. К примеру, критерии прочности и пластичность определяют опытным путем, образцы растягивают до разрыва. Твердость сплавов фиксируют измеряя противодействие материала при влиянии на его поверхность твердого элемента, например, алмазного наконечника. Вязкость — ударными испытаниями специальных образцов.





Механические свойства и характеристики стали 45 (при t=20C).
Прочность — способность сплава выносить внешние нагрузки, не подвергаясь при этом разрушениям внутри. Характеризуется величинами: предел прочности, sв и предел текучести стали 45, sT .
- труба — ГОСТ 8731–87 , sв =588 МПа, sT =323 МПа;
- прокат — ГОСТ 1050–88 , sв=600 МПа, sT =355 МПа;
- прокат отожженный — ГОСТ 1050–88 , sв =540 МПа.
Твердость — способность сплава оказывать сопротивление при воздействии твердых тел. Характеризуется величинами: твердость по Н. В. Бринеллю 10—1 , по Роквеллу HRC . Для марки 45 в состоянии поставки:
- труба — ГОСТ 8731–87 , HB 10—1 = 207 МПа;
- прокат — ГОСТ 1050–88 , HB 10—1 = 229 МПа;
- прокат отожженка — ГОСТ 1050–88 , HB 10—1 = 207 МПа.
Пластичность — возможность сплава видоизменять свою форму под влиянием нагрузки и восстанавливать ее по окончании воздействия. Характеризуется величиной, относительное удлинение при разрыве, δ5 :
- труба — ГОСТ 8731–87 , δ5 =14%;
- прокат — ГОСТ 1050–88 , δ5 =16%;
- прокат отожженка — ГОСТ 1050–88 — δ5 =13%.
Ударная вязкость — способность материала сопротивляться динамическим воздействиям нагрузки, KCU [ кДж / м2].
Физические свойства
К физическим характеристикам стали относятся: плотность, коэффициент теплового расширения, теплопроводность, модуль упругости, удельная теплоемкость и электропроводность.
Металлические сплавы имеют высокие показатели плотности, теплоемкости и электрической проводимости. Рассмотрим физические свойства марки 45 (при t=20C).
Плотность или удельный вес — масса вещества на единицу объема, плотность стали 45 ГОСТ 1050–88 ρ=7826—7595 кг/м3.
Коэффициент линейного теплового расширения количественно равен относительной перемене линейных размеров вещества при росте (понижении) температуры в сплаве на 1 градус Цельсия, α (1/град).
Теплопроводность вещества — способность отдавать количество тепла от более прогретого участка к менее прогретому. Характеризуется величиной коэффициента теплопроводности, λ [Вт/(м·град)].
Под модулем Юнга подразумевается физическая величина, которая косвенно отображает возможности стали противостоять продольным деформациям (растяжению или сжатию)
Эта величина указывает на жесткость материала и является важной физической особенностью, E 10—5=2 МПа;. Удельная теплоемкость — количество тепла, необходимое для нагрева 1 килограмма вещества на 1 градус Цельсия, Ϲ [Дж/(кг·град)
Удельная теплоемкость — количество тепла, необходимое для нагрева 1 килограмма вещества на 1 градус Цельсия, Ϲ [Дж/(кг·град).
Электропроводность — способность материала быть проводником электрического тока. Характеризуется величиной удельного электрического сопротивления, Ṛ .
https://www.youtube.com/watch?v=qbg1nU99OBYhttps ://www.youtube.com/watch?v=L3w8hfcBXW8
Защита изделия от окалины и обезуглероживания
Для изделий, поверхности которых после термообработки не шлифуются, выгорание углерода и образование окалины недопустимо. Защищают поверхности от подобного брака применением защитных газов, подаваемых в полость электропечи. Разумеется, такой прием возможен только в специальных герметизированных печах. Источником подаваемого в зону нагрева газа служат генераторы защитного газа. Они могут работать на метане, аммиаке и других углеводородных газах.
Если защитная атмосфера отсутствует, то изделия перед нагревом упаковывают в тару и засыпают отработанным карбюризатором, чугунной стружкой (термисту следует знать, что древесный уголь не защищает инструментальные стали от обезуглероживания). Чтобы в тару не попадал воздух, ее обмазывают глиной.
Соляные ванны при нагреве не дают металлу окисляться, но от обезуглероживания не защищают. Поэтому на производстве их раскисляют не менее двух раз в смену бурой, кровяной солью или борной кислотой. Соляные ванны, работающие на температурах 760 – 1000 градусов Цельсия, весьма эффективно раскисляются древесным углем. Для этого стакан, имеющий множество отверстий по всей поверхности, наполняют просушенным углем древесным, закрывают крышкой (чтобы уголь не всплыл) и после подогрева опускают на дно соляной ванны. Сначала появляется значительное количество языков пламени, затем оно уменьшается. Если в течение смены таким способом трижды раскислять ванну, то нагреваемые изделия будут полностью защищены от обезуглероживания.
Степень раскисления соляных ванн проверяется очень просто: обычное лезвие, нагретое в ванне в течение 5 – 7 минут в качественно раскисленной ванне и закаленное в воде, будет ломаться, а не гнуться.
Выбор температуры
Для правильного прохождения процесса закалки очень важен правильный подбор температуры, которая зависит от используемого материала.
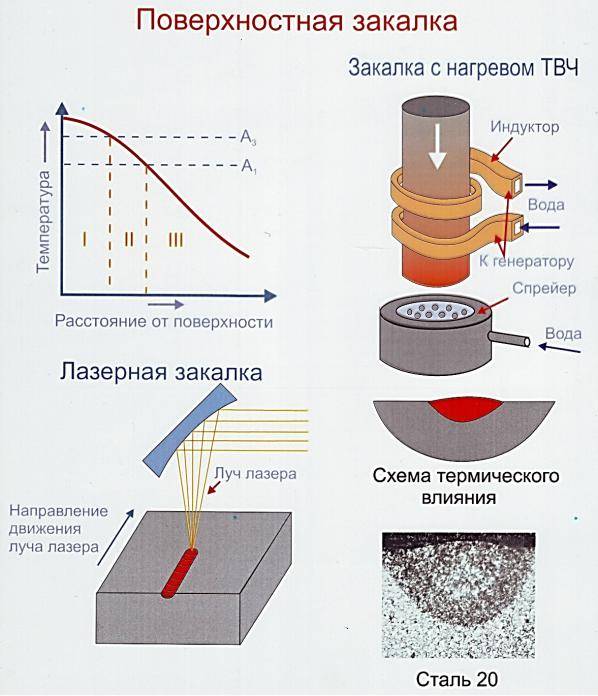
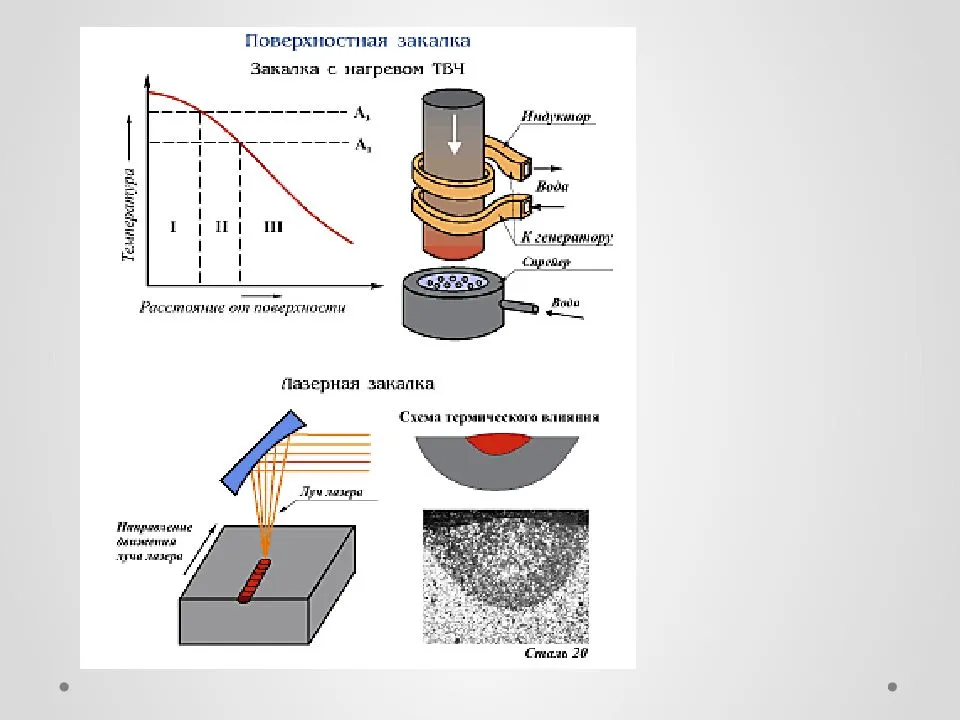
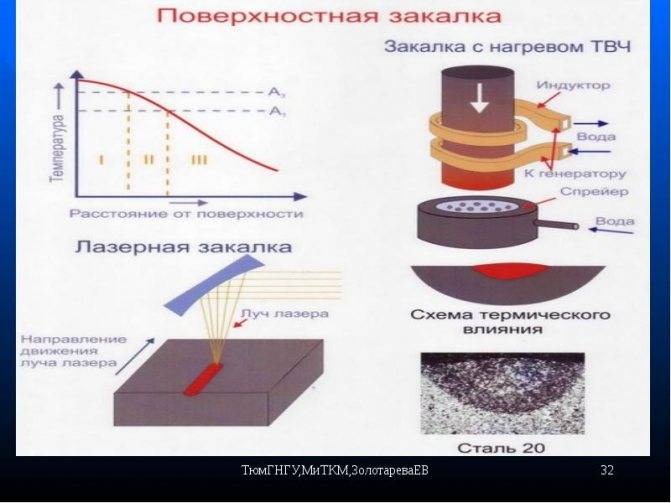
Стали по содержанию углерода подразделяются на доэвтектоидные — меньше 0,8% и заэвтектоидные — больше 0,8%. Сталь с углеродом меньше 0,4% не закаливают из-за получаемой низкой твердости. Доэвтектоидные стали нагревают немного выше температуры фазового превращения перлита и феррита в аустенит. Это происходит в интервале 800—850°С. Затем заготовку быстро охлаждают. При резком остывании аустенит превращается в мартенсит, который обладает высокой твердостью и прочностью. Малое время выдержки позволяет получить мелкозернистый аустенит и мелкоигольчатый мартенсит, зерна не успевают вырасти и остаются маленькими. Такая структура стали обладает высокой твердостью и одновременно низкой хрупкостью.





Микроструктура стали
Заэвтектоидные стали нагревают чуть ниже, чем доэвтектоидные, до температуры 750—800°С, то есть производят неполную закалку. Это связано с тем, что при нагреве до этой температуры кроме образования аустенита в расплаве металла остается нерастворенным небольшое количество цементита, обладающего твердостью высшей, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне не успевший полностью раствориться углерод образует твердые карбиды.
В переходной зоне при закалке ТВЧ температура близка к переходной, образуется аустенит с остатками феррита. Но, так как переходная зона не остывает так быстро, как поверхность, а остывает медленно, как при нормализации. При этом в этой зоне происходит улучшение структуры, она становится мелкозернистой и равномерной.
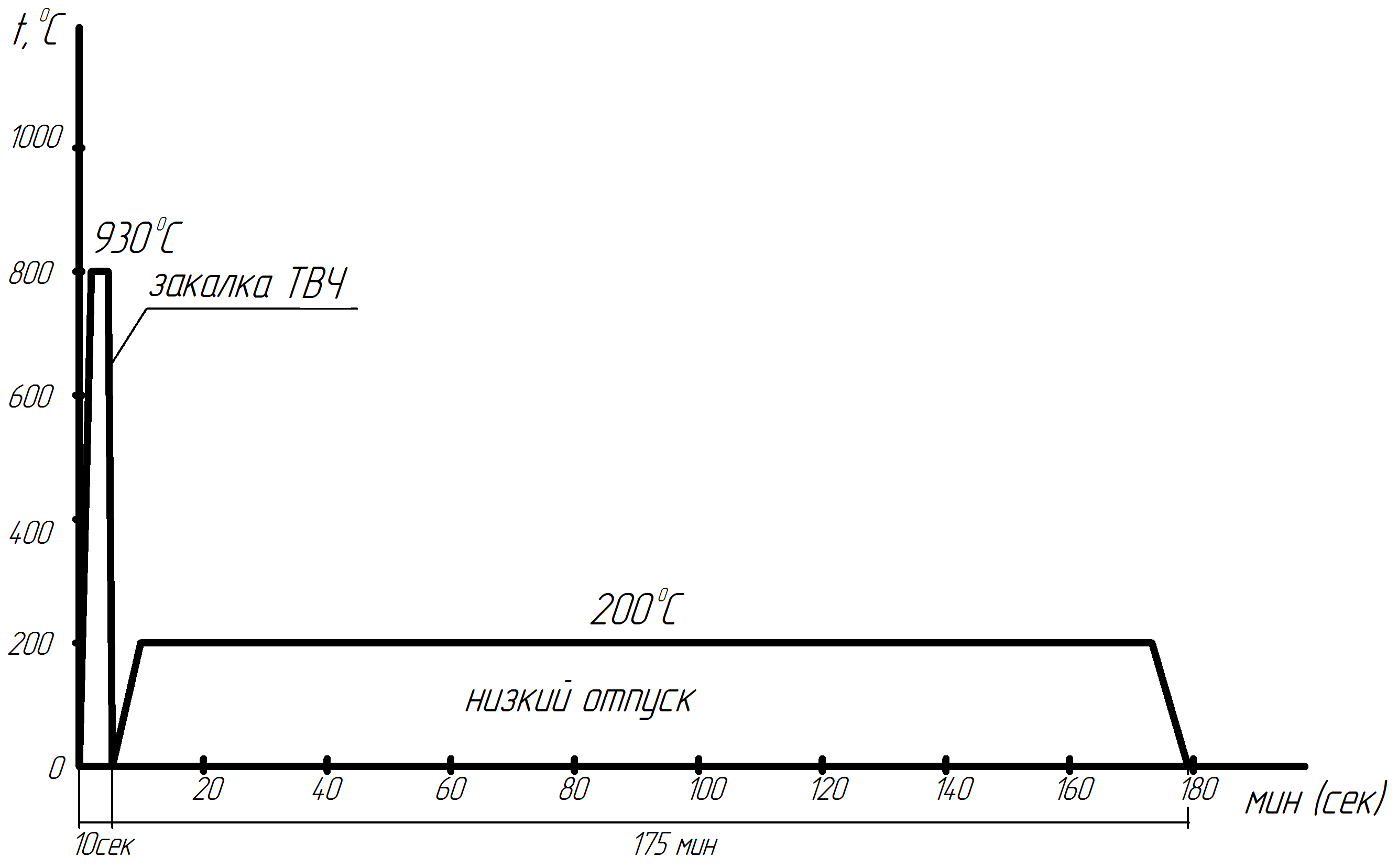
После охлаждения на поверхности металла остаются высокие сжимающие напряжения, которые повышают эксплуатационные свойства детали. Внутренние напряжения между поверхностным слоем и серединой необходимо устранить. Это делается с помощью низкотемпературного отпуска — выдержкой при температуре около 200°С в печи. Чтобы избежать появления на поверхности микротрещин, нужно свести к минимуму время между закалкой и отпуском.
Также можно проводить так называемый самоотпуск — охлаждать деталь не полностью, а до температуры 200°С, при этом в ее сердцевине будет оставаться тепло. Дальше деталь должна остывать медленно. Так произойдет выравнивание внутренних напряжений.
https://youtube.com/watch?v=vUaDCaVcjac





