

Процесс резки
В процессе резки делается два хода:
- Рабочий — инструмент перемещается вперед от рабочего.
- Холостой — ножовка перемещается к рабочему.
При холостом ходе на инструмент не нажимают, в результате зубья лишь скользят. Во время рабочего хода двумя руками обеспечивается легкий нажим, а ножовка двигается прямолинейно.
Правила эксплуатации
Во время резки перед тисками нужно стоять твердо, прямо и свободно, вполоборота к оси обрабатываемой заготовки или к губкам тисков. Левая нога немного выставляется вперед примерно по линии заготовки, и на нее опирается корпус. Ступни нужно поставить так, чтобы они образовали 60−70° (с расстоянием между пятками).
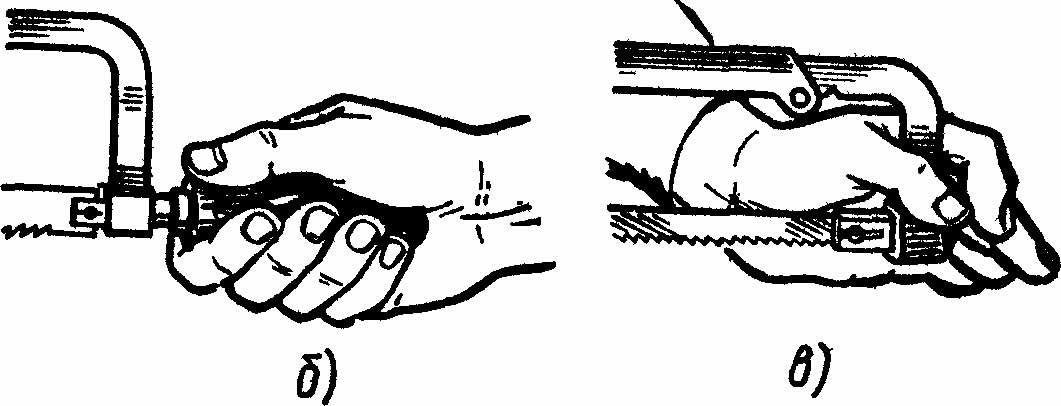
Правильной поза рабочего может считаться, когда правая рука с инструментом, установленная в начальное положение и согнутая в локте, образовывает прямой угол между локтем и плечом. Рукоятка захватывается правой рукой так, чтобы ручка упиралась в ладонь. Ее обхватают четырьмя пальцами, и большой палец накладывается сверху вдоль ручки.
Пальцами левой руки обхватывается подвижная головка ножовки и гайка. В процессе резки соблюдается строгая координация усилий, то есть правильное увеличение нажима. Движение инструмента должно быть горизонтальным. Нажимают на нее двумя руками, но левой рукой делается небольшое усилие, а правой осуществляют возвратно-поступательные движения главным образом.
- Короткие заготовки разрезаются по самой широкой стороне. При обработке углового, швеллерного и таврового профилей лучше менять положение заготовки, а не делать рез по узкой стороне.
- Резка должна осуществляться плавно и неспешно, в течение минуты делается не больше 40−60 двойных ходов.
- Должно быть задействовано все полотно.
Наибольшую сложность для новичков представляет виляние рабочего элемента. При возникновении этой неприятности следует проверить состояние крепежа — виляние может говорить о недостаточном затягивании «барашка». В отличие от столярного инструмента наш заточить по новой не удастся, нужно менять.
Когда требуется сделать распил в труднодоступном месте, лучше воспользоваться ручкой-ножовкой по металлу.
Разновидности инструментов
В настоящее время выделяют три типа инструментов для резьбы металла:

Домашние. Наиболее популярный и недорогой вариант, который хорошо подходит осуществления простых домашних работ (прорезание швов, пазов) и выделяется высоким уровнем удобства во время применения. Довольно часто такие инструменты дополняются деревянными ручками, которые размещены продольно к полотну.

Профессиональные ножовки. Используются для осуществления длительных работ и получения точных пропилов, благодаря ним присутствует возможность разрезать металл на нестандартные размеры. Дополняются комфортной для применения прорезиненной ручкой.


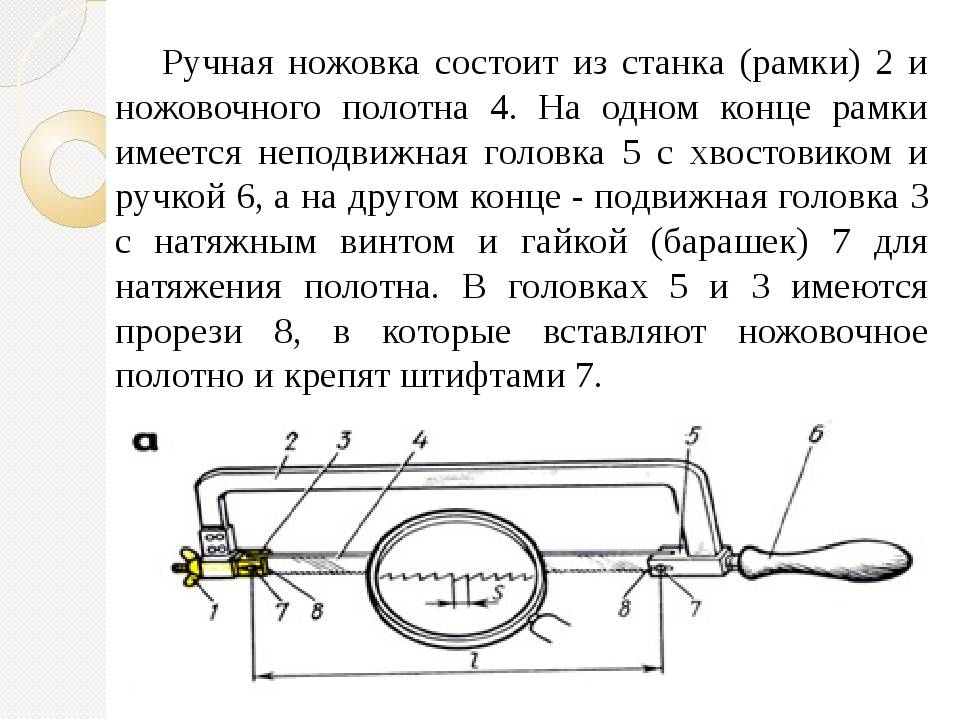
Подготовка ножовочного станка
Выбор ножовочного полотна:
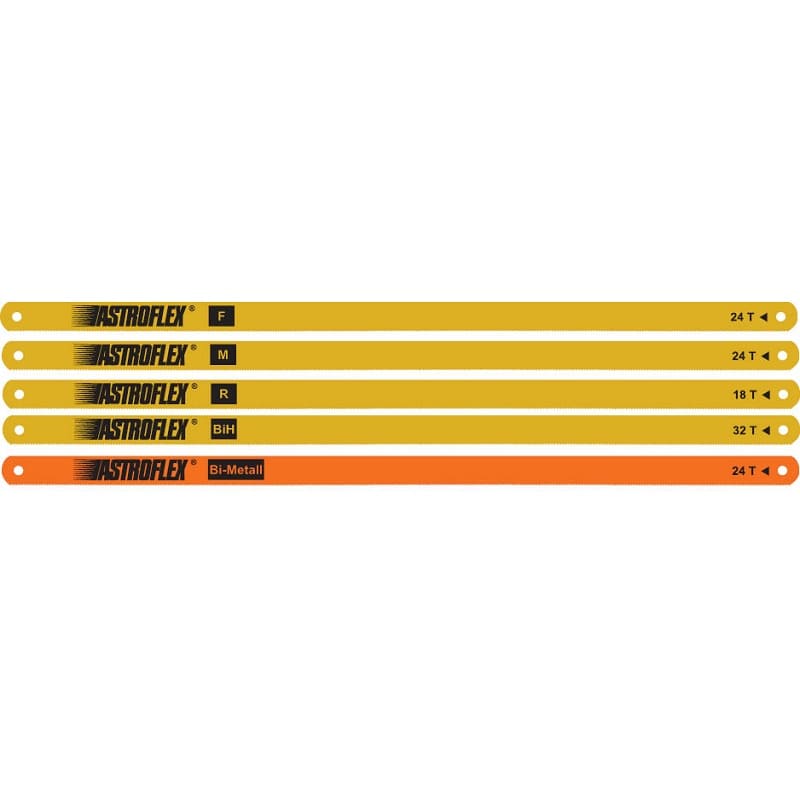
а) для разрезания мягкого металла применять ножовочные полотна с крупным шагом s (16-18 зубьев на 1 дюйм); для разрезания тонкого полосового металла — ножовочные полотна с мелкими зубьями (22-23 зуба на 1 дюйм), а для разрезания самого тонкого листового металла — 24-32 зуба на 1 дюйм;
б) для слесарных работ пользуются преимущественно ножовочным полотном с шагом s=1,5 мм, при котором на длине 25 мм насчитывается примерно 17 зубьев;
в) при длинном пропиливании брать ножовочные полотна с крупным шагом, а при коротком — с мелким шагом;
г) ножовочные полотна выпускаются с углом заострения 43—60°. Для разрезания более твердого металла применять полотна, у которых угол заострения больше, а для разрезания мягких металлов — меньше. Полотна с большим углом заострения более износоустойчивы.
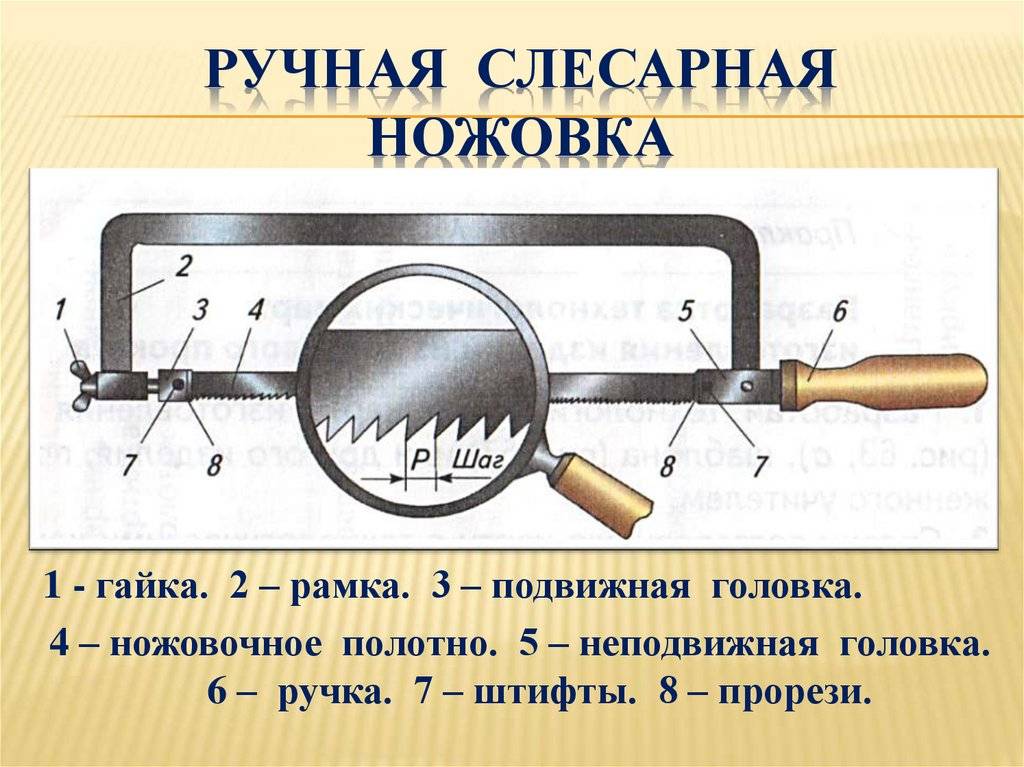
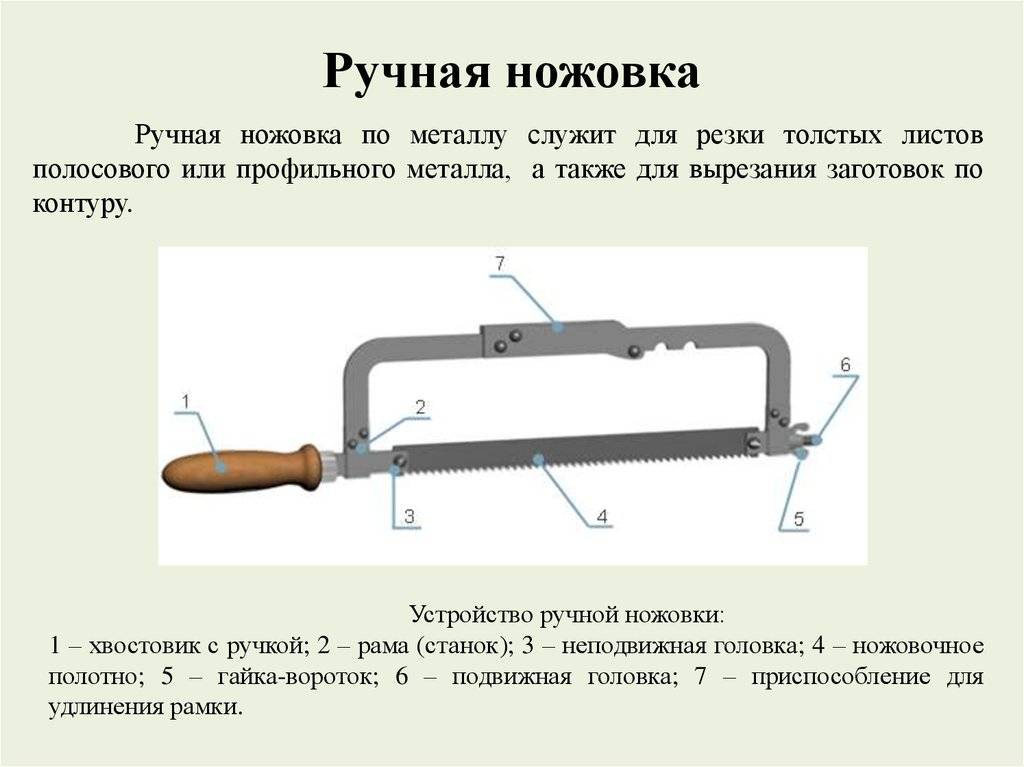
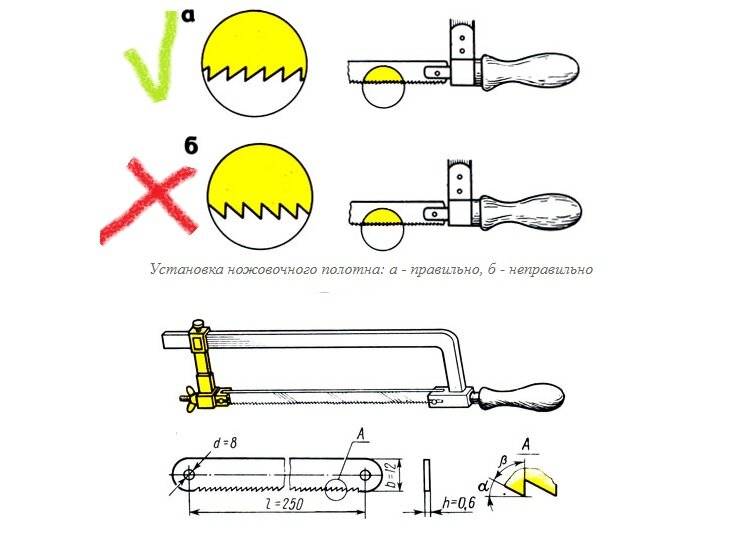
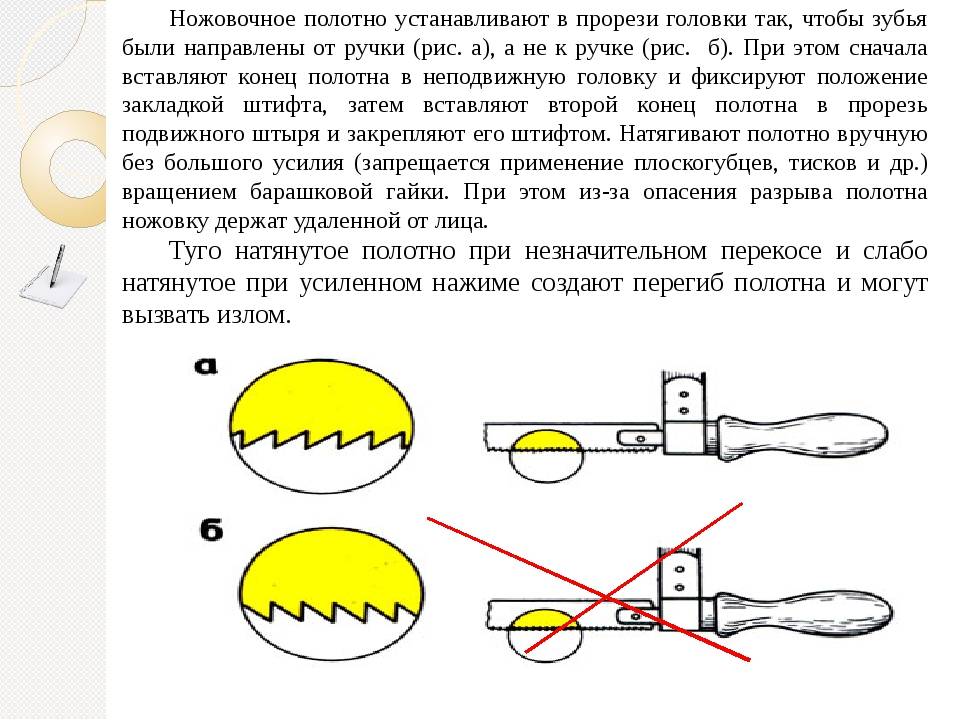
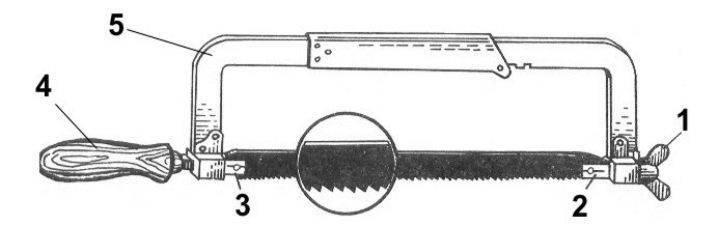
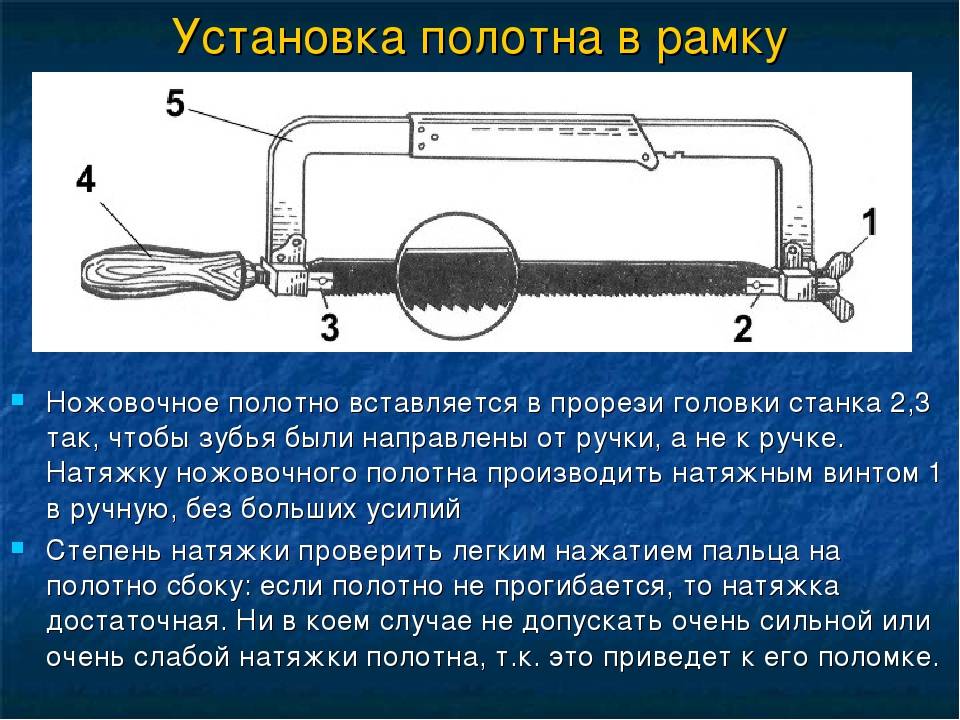
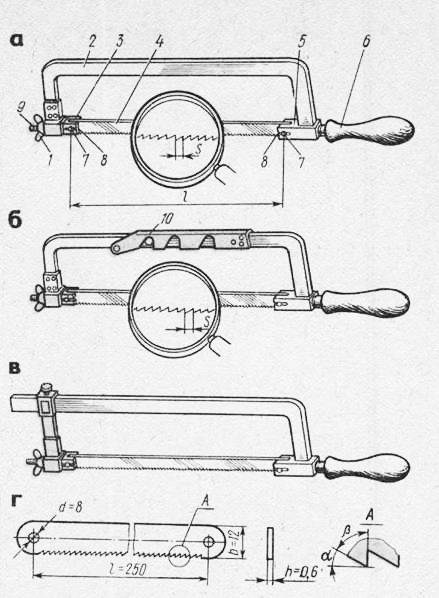
Установка ножовочного полотна в прорези головки:
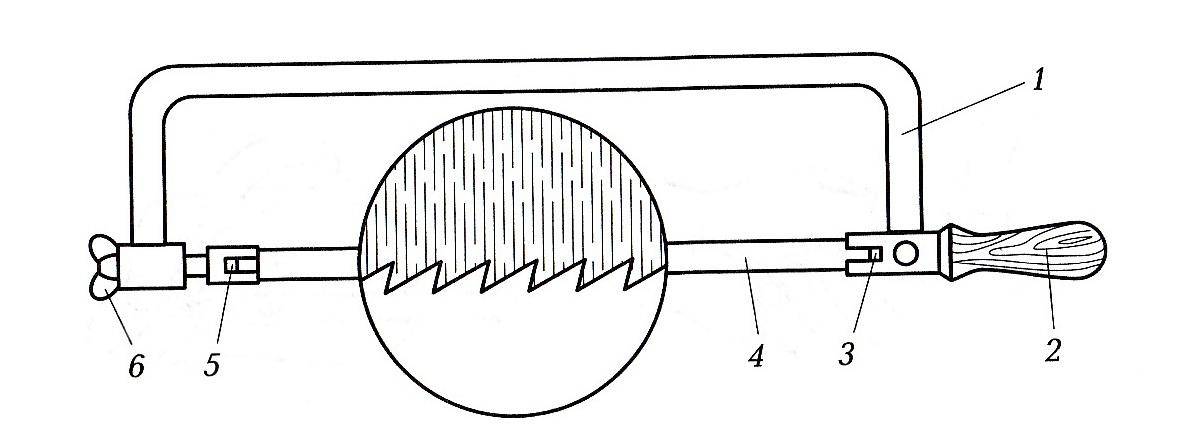
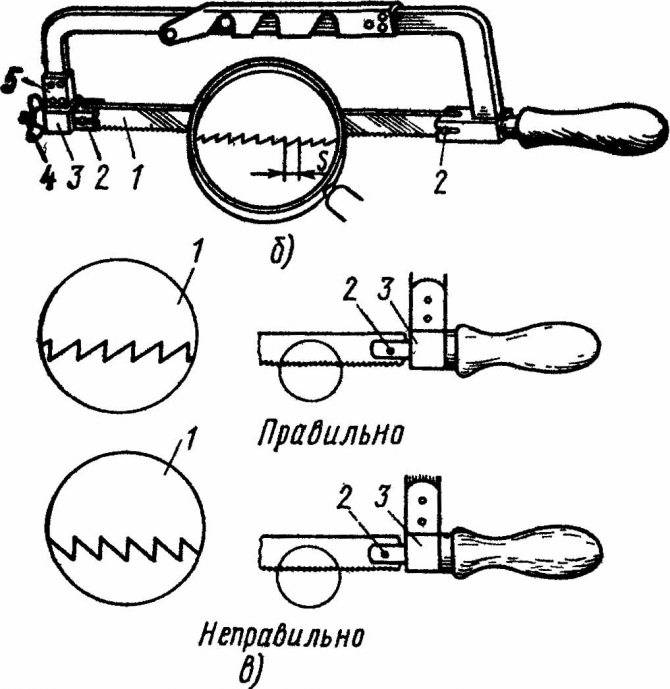
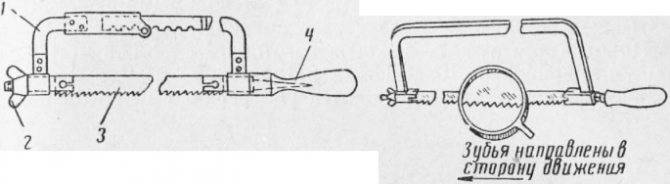
а) вставить ножовочное полотно 1 в прорези головки станка так, чтобы зубья были направлены от ручки (рис. в), а не к ручке;
б) отверстия в ножовочном полотне установить точно против отверстий в головке ножовочного станка;
в) передний хвостовик 4 должен выходить из головки 3 на 10—12 мм для возможности натяжки полотна;
г) штифт 2 должен входить в прорезь головки 3 (рис. б);
д) в отверстие головки и полотна вставить штифты 2, диаметр которых должен соответствовать диаметру отверстий.
Натяжка ножовочного полотна:
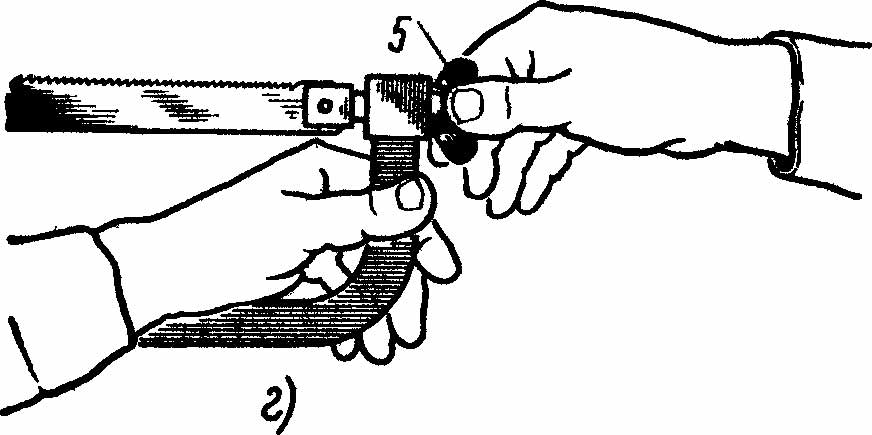
а) натяжку ножовочного полотна производить вручную без больших усилий (запрещается применение плоскогубцев, ручных тисочков) легким вращением барашка 5;
б) степень натяжки проверить легким нажатием пальца на полотно сбоку: если полотно не прогибается, то натяжка достаточная (рис. г).






Примечание. Ни в коем случае не допускать очень сильной или очень слабой натяжки полотна, так как это приведет к его поломке, поэтому собранную ножовку обязательно нужно проверить.
При натяжке полотна из-за опасности разрыва полотна надо держать ножовку на некотором расстоянии от лица или использовать плексиглазовый щиток.
Рабочее положение при резке ножовкой
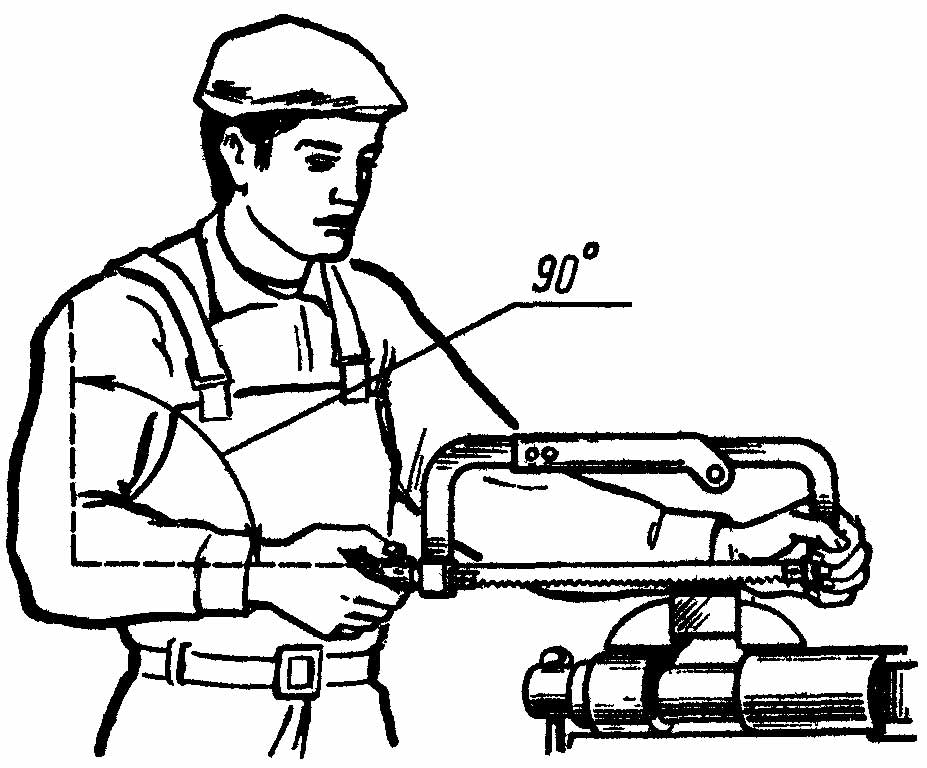
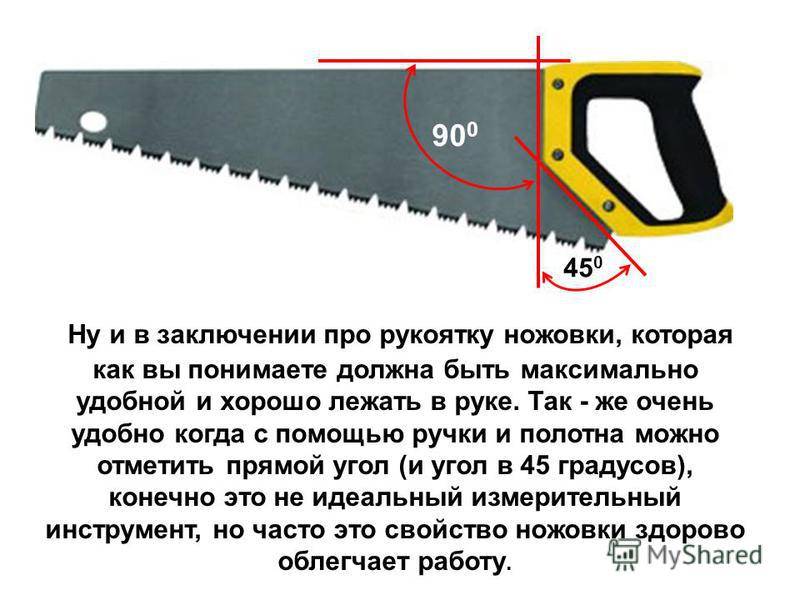
а) установить высоту тисков по росту — правая рука с ножовкой, должна иметь угол 90° в локтевом сгибе. Смотрите рисунок выше.
б) встать перед тисками свободно и устойчиво, вполоборота по отношению к губкам тисков или к оси разрезаемого предмета
в) корпус развернуть влево от тисков под углом 45°
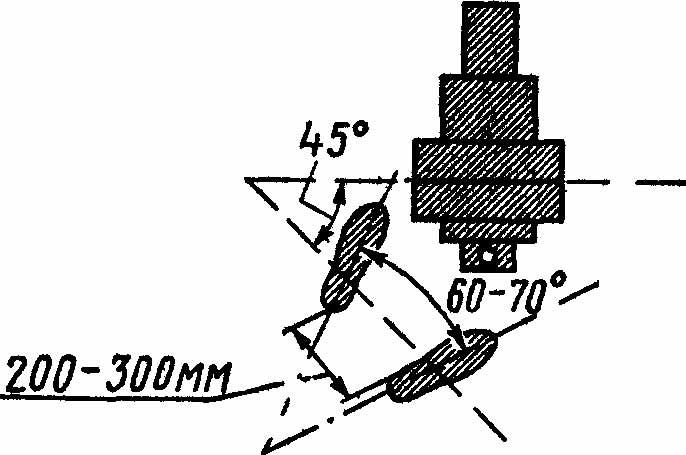
г) левую ногу несколько выставить вперед, примерно по линии разрезаемого предмета и на нее опирать корпус
д) правая нога должна быть повернута по отношению к левой на угол 60—70°, при этом расстояние между пятками должно быть 200-300 мм
Полотно для ножовки по металлу. Как выбрать и как поставить?
Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно многое зависит от технологии работы с металлом и навыков использования ножовки, но в первую очередь нужно уметь сделать правильный выбор полотна. Сегодня, мы поговорим о выборе и видах, а также узнаем как с лёгкостью поменять ножовочное полотно.
Виды ножовочных полотен
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.
Принципы выбора полотна
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI
Отрез по кривой косильной лески
Компактные и полноразмерные ножовки могут производить резку по косильной лески любого типа. При необходимости производства округлых разрезов пилу выравнивают так, чтобы она составляла с деталью прямой угол. Дугу медленно поворачивают, чтобы инструмент шел по выбранной косильной лески. Разметку можно сделать с помощью маркера или острого предмета. Выполнять резкие повороты нельзя, это способствует ухудшению качества среза и поломке инструмента.
Ремонт полотна
Рано или поздно лента теряет свои качества и нуждается в замене, но устанавливать новое полотно не всегда рентабельно. Имея значительный ресурс по своим прочностным характеристикам, экономически выгодно отдать на ремонт инструмент. Ленточнопильный станок освобождается от пилы, которая после определенных операций вновь будет работоспособной. Главной задачей становится восстановление режущих способностей полотна. Для этого определяют необходимые процедуры:
- Сварка. Применяется при нарушении целостности изделия, потери части зубьев или других серьезных повреждениях. При сварке учитывается марка стали и место стыка, требования к которому такие же, как и при промышленном производстве.
- Очистка. При работе возможно налипание оплавленных частиц обрабатываемого материала, окалины и прочих посторонних веществ. Это сильно затрудняет резку и ухудшает ее качество. Снижение рабочих качеств оказывает на основное производство не лучшее влияние. После очистки полотно пригодно для установки в ленточнопильный станок. Этот вид ремонта часто проводят на месте.
- Заточка. Режущая кромка восстанавливается с помощью обработки абразивным инструментом. При этом шаг зубьев и их форма должны оставаться прежними. Нарушение геометрии пилы приведет к изменению ее рабочих характеристик.
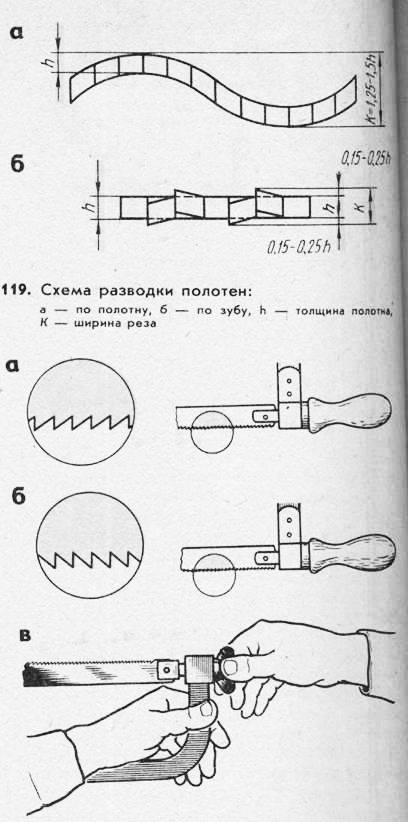
- Разводка. Необходимое качество для свободного хода ленты в обрабатываемом материале. Под нагрузкой в процессе работы отклонение зубьев от полотна, заданное при производстве уменьшается. Пилу начинает «закусывать» или она начинает отклоняться от вектора движения в сторону. Правильная разводка вернет необходимые эксплуатационные качества.
Ремонтироваться могут все виды полотна, и простые модели для дерева, и биметаллические ленточные пилы для твердых марок стали. Восстановление инструмента улучшает основные экономические показатели, делая производство более рентабельным.
Лучшие бытовые и профессиональные модели
Inforce 300 мм 06-08-12
Модель считается лучшей среди инструмента с длиною лезвия 30 см и шагом зубьев 24 мм. Полотно изготовлено из японской углеродистой стали 65 Mn. В процессе эксплуатации она не деформируется и не покрывается коррозией.
Характеристики:
- Средняя стоимость – 770 руб.
- Вес – 610 гр.
- Угол установки полотна – 90 градусов.
Inforce 300 мм 06-08-12 имеет двухкомпонентную рукоятку и может использоваться для проведения бытовых и профессиональных работ.
Достоинства:
- удобство в работе, не натирает на ладонях мозолей;
- возможность распиловки любого вида металла;
- простая система натяжения и смены полотна;
- чистый пропил;
- надёжный хват эргономичной рукоятки.
К недостаткам относят неудобную развесовку и недостаточно жёсткое крепление полотна.
Отзывы владельцев:
| Виктор М. | Никита С. |
| Купил ножовку для дачи. При затяжке полотна относительно ручки произошло смещение угла. | Нравится, как ручка лежит в руке. Не проскальзывает при работе. Отличное полотно. Рама жёсткая. |
Кобальт 246-517
Модель оснащена алюминиевыми рукояткой и полотном с шириной зубьев 24 мм и длиной лезвия 300 мм.
Характеристики:
- Средняя стоимость – 700 руб.
- Вес – 530 гр.
- Угол установки полотна – 90/45 градусов.
Прорезиненная рукоятка модели предотвращает соскальзывание инструмента во время работы в руке.
Достоинства:
- удобство в работе;
- малый вес.
Недостаток – есть претензии к чистоте пропила.
Отзывы владельцев:
| Алексей М. | Сергей М. |
| Слезает краска с полотна. Ручка имеет резиновую накладку. У неё хорошая эргономика. | Лёгкий, удобный инструмент. Конструкция достаточно надёжная. |
Gross 77604
Полотно модели выполнена из биметалла. Ручка металлическая, обрезиненная. Лезвие 300 мм имеет шаг зубьев 24 мм.






Характеристика:
- Средняя стоимость – 1570 руб.
- Вес – 896 гр.
- Угол установки полотна – 90/45 градусов.
Лезвие из быстрорежущей стали позволяет делать чистый срез. Есть дополнительная функция изменения натяжения полотна.
Достоинства:
- жёсткая фиксация полотна;
- удобная и простая система натяжения полотна;
- два варианта выставления угла;
- дополнительная насадка.
Недостаток – большой вес.
Отзывы владельцев:
| Андрей Ч. | Алексей С. |
| При распиле ножовка «не прыгает». Хороший угол ухвата. Удобная ручка, есть куда положить большой палец левой руки. | Мощно, красиво, удобно. |
TOPEX 2500-300 мм
Длина алюминиевого лезвия модели 250-300 мм. Оно имеет функцию поворота. Модель предназначена для профессиональной деятельности.
Характеристики:
- Средняя стоимость – 320 руб.
- Вес – 3,2 кг гр.
- Угол установки полотна – 90/45 градусов
Рукоятка обладает хорошей эргономикой, удобна в ухвате. В изготовлении модели использованы высокопрочные материалы.
Достоинства:
- длительный срок эксплуатации;
- повышенная прочность конструкции;
- эргономичность.
Главный недостаток – отсутствие на рукоятке резиновой накладки. Модель устойчива к деформации.
Отзывы владельцев:
| Евгений Р. | Михаил Ж. |
| У инструмента отличное лезвие. Пилит великолепно. Очень удобная рукоятка. | Эргономичный инструмент. Работать с ним удобно и безопасно. Спил получается ровный. |
КОБАЛЬТ 150 мм 246-548
Модель с алюминиевой рамой, что делает её очень лёгкой. Рукоятка имеет пластиковую накладку. Длина лезвия 150 мм
Характеристики:
- Средняя стоимость – 185 мм.
- Вес – 200 гр.
- Угол установки полотна – 90 градусов.
Устанавливаемое на ножовку полотно с 24 зубьями имеет жёсткую фиксацию с алюминиевой рамой. Несмотря на небольшие размеры, модель обладает прочным корпусом.
Достоинства:
- эргономичность;
- хорошие эксплуатационные характеристики;
- практичность и универсальность.
Недостаток – небольшой люфт. Модель предназначена для бытового использования.
Отзывы владельцев:
| Юрий У. | Михаил Ф. |
| Лёгкий, компактный инструмент. Удобен и надёжен в работе. Хорошо справляется с работами в быту. | У ножовки удобная рукоятка. Хорошо справляется с распилом металла. |
Советы по эксплуатации
Перед тем как воспользоваться инструментом, стоит правильно установить лезвие в оборудование.
Метод установки зависит от конструкции крепежной системы инструмента. Если головки оснащены прорезями, то полотно вставляется прямо в них, немного натягивается при необходимости, фиксируется штифтом.
Чтобы было легче вставить пилку в зажимную головку, можно предварительно элемент смазать техническим маслом. При возникновении резкой нагрузки на пилку придется периодически осматривать крепление, проверять степень затянутости штифта, чтобы полотно не выпало из фиксатора во время процесса распила изделия.
Установка режущего изделия в ножовку рычажного типа производится методом выдвижения рычага, надевания полотна, возвращения рамки инструмента в исходное положение.
Корректно натянутое полотно при щелчке пальцев по поверхности пилки издает легкий звон и небольшие вибрации. Категорически запрещается применять во время натяжения пилки плоскогубцы или тиски. Незначительный перекос или изгиб приводит к повреждению режущей кромки пилки или ее полной поломке.
Установка односторонних полотен требует предельного внимания из-за направления режущих элементов. Крепить пилку нужно так, чтобы зубцы смотрели по направлению к ручке оборудования. Поступательные движения при распиле изделий выполняются от себя. Не рекомендуется ставить полотна зубцами в противоположном направлении от ручки, это не позволит произвести запланированную работу и приведёт к застреванию пилки в материале или поломке полотна.
Виды ножовочных полотен и их конструкция
Не стоит забывать о том, что производство рабочего ножовочного полотна проводится в соответствии с установленным стандартам в ГОСТ 53411-2009. Указанная информация в этой нормативно-технической документации определяет выделение двух основных групп: для машинной и ручной резки. Стоит учитывать, что машинное ножовочное полотно по металлу приобретается крайне редко, так как подобное оборудование применяется крайне редко. Для ручной ножовки проводится выпуск следующих вариантов исполнения:
- Одинарное полотно ножовочное по металлу с расстоянием между крепежными элемента 250 мм. При этом общий показатель длины составляет 265 мм. Подобный вариант исполнения подходит для инструмента, который применяется в случае отсутствия необходимости в большой производительности.
- Одинарные варианты исполнения с расстоянием между двумя крепежными элемента 300 мм. Общий показатель длины составляет 315 мм.
- Для большей производительности проводится установка двойного ножовочного полотна. Длина этого варианта исполнения, как и предыдущего.
Регламентировано значение и шага расположения, так как подобный показатель определяет многие эксплуатационные характеристики.
При изготовлении подобного изделия могут применяться самые различные сплавы, от чего во многом зависят основные эксплуатационные характеристики. Наибольшее распространение получили следующие сплавы:
- Х6ВФ.
- В2Ф.
- Быстрорежущие сплавы, к примеру, Р5М5 и Р12.
Полотно ножовочное с карбид вольфрамовым напылением в последнее время довольно распространено, так как характеризуется повышенной износостойкостью. Стоит учитывать, что напыление может иметь самую различную расцветку, в продаже встречаются синие варианты исполнения, обычная сталь темно-серая.
Рассматриваемое вольфрамовое полотно ножовочное характеризуется тем, что при высокой твердости рабочей поверхности структура характеризуется высокой чувствительностью к изгибающей нагрузке. Именно поэтому при небрежной резке металла прослужить долго подобное изделие не сможет.






Достигнуть высокого показателя прочности производители могут за счет проведения термической обработки. При этом стоит учитывать следующее:
- Основная часть изделия характеризуется твердостью поверхностного слоя около HRC 44-46.
- В зависимости от типа применяемого материала при изготовлении твердость зуба варьирует в пределе HRC от 64 до 67. Этот показатель свойственен легированных сплавам. Быстрорежущая сталь характеризуется тем, что имеет твердость HRC в диапазоне 73-78 единиц.
Не стоит забывать о том, что значительные перепады твердости становятся причиной чувствительности изделия к изгибанию. Инструмент рассчитан на различную нагрузку, она не должна превышать 60 кг при шаге 1,4 мм, а также 10 кг при шаге зуба менее 1,4 мм.
Довольно большое количество разновидностей подобного изделия определяет то, что с подбором подходящего варианта исполнения не возникает серьезных проблем.
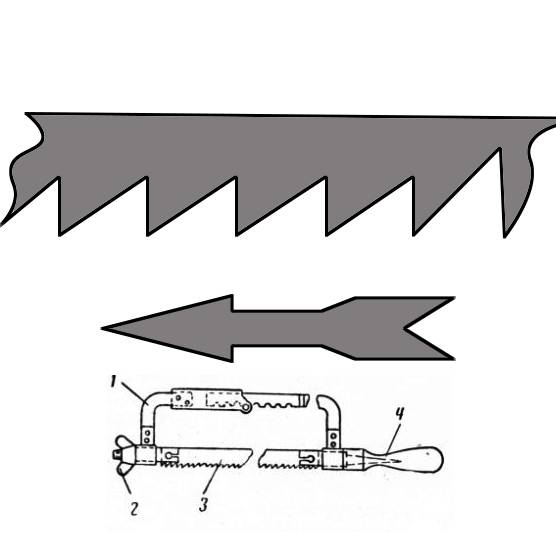
Классификация пил по типу держателя
Ножовки по металлу используют несколько типов держателя:
- Натяжные (2 точки опоры)
- Без натяга полотна
Натяг пильного полотна делает зубчатку более жесткой, что в свою очередь обеспечивает пиле высокую надежность и долговечность. Разумеется, существуют некоторые слесарные операции, которые не требуют от пилы натяжения.

Ножовки с натяжным полотном – это подавляющее большинство пил по металлу. В таких ножовках полотно крепится между концами скобовидного держателя. Пилы этого типа оснащаются механизмом тонкой регулировки натяга пильного полотна.

Ножовки с полотном без натяга имеют заметно ограниченную область применения. В таких пилах полотно просто вставляется в ручку, а примерно по центру полотна предусмотрен упорный ролик или поддерживающий кронштейн.
В пилах без натяга полотна режущая часть от центра до противоположного ручке конца просто свободно болтается. Это сделано для того, чтобы тонкая зубчатка свободно проходила в труднодоступные места. Да, надежность таких пил является низкой, но взамен ножовки без натяга полотна обеспечивают возможность реза в щелях и зазорах.
Что еще нужно знать про виды ножовок по металлу.

Способы установки полотна
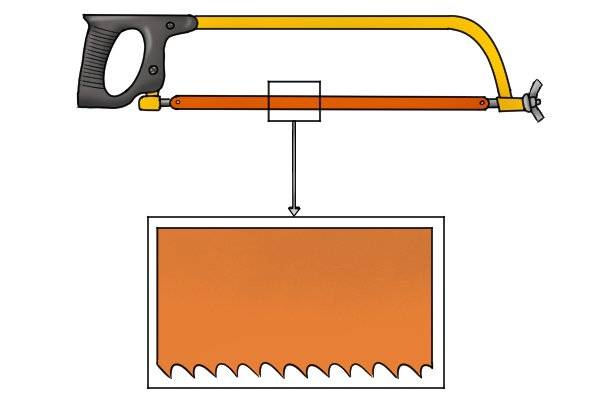
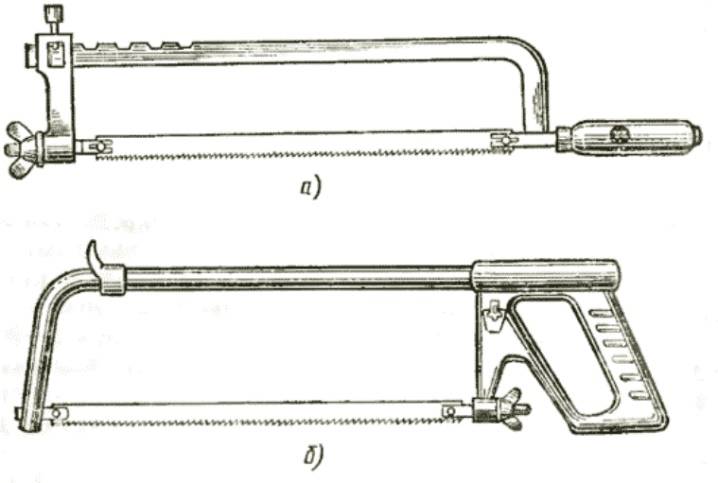
На ручных ножовках система крепежа бывает двух видов:
- резьбовой зажим;
- рычажный механизм.
В первом случае полотно натягивается между крепежными отверстиями и фиксируется гайкой с барашком. Во втором действия выполняются аналогично, только пилка одевается и снимается посредством специального рычага, обычно расположенного у дальнего от ручки края.
Установка полотна выполняется таким образом, чтобы зубья наклонялись в сторону, противоположную рукоятке. При работе ножовки срезка слоя металла произойдет при движении «от себя». Обратное направление — «на себя» — есть холостой ход, при котором резание заготовки не производится. Поэтому усилия при обратном движении напрасны. К тому же, так легко затупить зубья полотна.
У электрических ножовок рабочий орган крепится иначе. Для примера ниже приведен процесс замены полотна у сабельной пилы Makita JR 3070 CT. Для этого необходимо:
- на небольшой угол провернуть головку держателя против часовой стрелки, чтобы внутренний шлиц позволил вынуть изделие;
- извлечь полотно;
- поместить конец новой пилки в шлиц держателя до характерного щелчка.
Кстати, полотна делятся еще по виду хвостовика (участка, который соединяется с держателем). Выделяют хвостовики с одним упором, двухкулачковые, универсальные 1/4, зажимные 1/2 и специальные для пил Makita, имеющие два отверстия на конце.
Принцип крепления ножовочных полотен в сабельные пилы однотипен для всех устройств; изготовители продумали дизайн, сделали вставку режущего элемента удобным и облегчили труд пользователя.
Это интересно: Описание и характеристики отрезных дисков для болгарки по металлу — разбираемся по пунктам
Выбор ножовки по металлу – не переплачивайте!
Даже к выбору такового обычного инструмента, как ножовка по металлу, следует подойти ознакомленным. Помните, что задачка торговца – реализовать как можно более дорогой инструмент, способности которого вы будете использовать чуть ли на 10 %. Пользуйтесь правилом золотой середины – опасайтесь совершенно уж экономных моделей и не покупайте самые дорогие. Инструмент должен быть удобным, предугадывать возможность работы под различными углами и с различными полотнами.
Популярность неких моделей обоснована возможностью работать с полотнами хоть какой длины, и это вправду очень успешный ход
Обратите также внимание на возможность поменять угол полотна в самой раме – такая функция позволяет работать с металлами даже в недоступных местах. Возьмите инструмент в руки, окутайте ладонью рукоять
Ладонь должна вполне обхватывать рукоять, при всем этом пальцы не должны мешать друг дружке и не должны упираться в детали. Опасайтесь пустотелых ручек – чуток передавив, вы сломаете инструмент. Изделие не должно быть расшатанным, все детали подогнаны и делают чувство надежности.
Характеристики
ГОСТ 6645-86 – эталон, устанавливающий требования к типу, размеру, качеству пильных полотен по металлу.
Это узкая, узкая пластинка с отверстиями, расположенными в противоположенных концах, на одной стороне размещены режущие элементы – зубья. Пилки делаются из стали: Х6ВФ, Р9, У10А, с твердостью HRC 61-64.
Зависимо от типа работы ножовочные пилки делятся на машинные и ручные.
Длина пластинки определяется по расстоянию от центра 1-го отверстия до другого, Универсальная ножовочная пилка для ручного инструмента имеет последующие размеры: толщину – 0,65-0,8 мм, высоту – 13-16 мм, длину – 25-30 см.
Стандартное значение длины полотна равно 30 см, но встречаются модели с показателем в 15 см. Недлинные ножовки используются в случае, когда стандартный большой инструмент не подходит для работы из-за размеров, также для выполнения филигранных типов работ.






ГОСТ Р 53411-2009 устанавливает конфигурацию полотен для 2-ух видов ножовок. Пилки для ручного оборудования выпускаются в трёх типоразмерах.
- Одинарные 1 типа. Расстояние меж сквозными отверстиями 250±2 мм, длина пилки не выше 265 мм.
- Одинарные 2 типа. Расстояние от 1-го отверстия до другого 300±2 мм, длина пластинки до 315 мм.
- Двойные, расстояние равно 300±2 мм, длина рабочей поверхности до 315 мм.
Толщина одинарной пластинки — 0,63 мм, двойной – 0,80 мм. Высота пилки с одинарным набором зубцов равна 12,5 мм, для двойного – 20 мм.
ГОСТ определяет значения шага зубцов, выраженных в миллиметрах, количество режущих частей:
- для одинарной пластинки первого типа — 0,80/32;
- одинарное второго типа — 1,00/24;
- двойного — 1,25/20.
Количество зубцов меняется для инструментов большей длины — 1,40/18 и 1,60/16.
Для каждого типа работы может изменяться значение угла резца. В процессе обработки металла, владеющего достаточной шириной, достигаются достаточно длинноватые пропилы: каждый резец пилки снимает опилки, заполняющие стружечное место, пока вполне не выйдет острие зубца.
Величина стружечного места определяется от шага зубца, фронтального угла, заднего угла. Фронтальный угол выражается в отрицательном, положительном, нулевом значениях. Величина находится в зависимости от твёрдости обрабатываемого изделия. Пилка с нулевым фронтальным углом имеет КПД ниже по сопоставлению с фронтальным углом, имеющим значение больше 0 градусов.
При разрезании более жестких поверхностей используются пилки с зубьями, которые заострены под огромным углом. Для мягеньких изделий показатель может быть ниже среднего. Ножовочные полотна, снаряженные более заостренными зубцами, являются самыми износоустойчивыми.
Тип пилы классифицируется на проф и домашний инструмент. 1-ый вариант обладает жесткой конструкцией и позволяет проводить работы под углами 55-90 градусов.
2-ой аспект по выбору полотна для ножовки — это материал, из которого сделано изделие.
Инструмент с алмазным напылением применяется для разрезания абразивных и хрупких материалов: керамика, фарфор и другие.
Крепкость пилке обеспечивает процедура жаркой термической обработки. Полотно пилки делится на две зоны закалки – режущая часть обрабатывается при температуре от 64 до 84 градусов, свободная зона подвергается 46 градусам.
Перепад по твердости сказывается на чувствительности изделия к извивам полотна во время выполнения работы либо установки пилки в инструмент. Для разрешения этой трудности был принят эталон, регламентирующий характеристики усилий, прикладываемых к ручному оборудованию. Усилие на инструмент не должно превосходить 60 кг при работе пилкой с шагом зубцов наименее 14 мм, 10 кг рассчитано для режущего изделия с шагом зубцов более 14 мм.
Пилки, выполненные из углеродистой стали, обозначаются маркировкой HCS, используются для работ с мягенькими материалами, не отличаются стойкостью, стремительно приходят в негодность.
Металлорежущий инструмент из легированной стали HM является более технологичным, как полотна из легированного хрома, вольфрама, ванадия. По своим свойствам и сроку эксплуатации занимают промежуточное место меж пилками из углеродистой и быстрорежущей стали.
Быстрорежущие изделия маркируются знаками HSS, отличаются хрупкостью, высочайшей ценой, но более устойчивые к износу режущих частей. На сегодня полотна HSS вытесняются биметаллическими пилками.
Биметаллические изделия обозначаются аббревиатурой BIM. Выполнены из холоднокатаной и быстрорежущей стали способом электронно-лучевой сварки. Сварка применяется для моментального соединения 2-ух видов металла с сохранением твердости рабочих зубьев.
Для чего нужны ножовки ручные по металлу
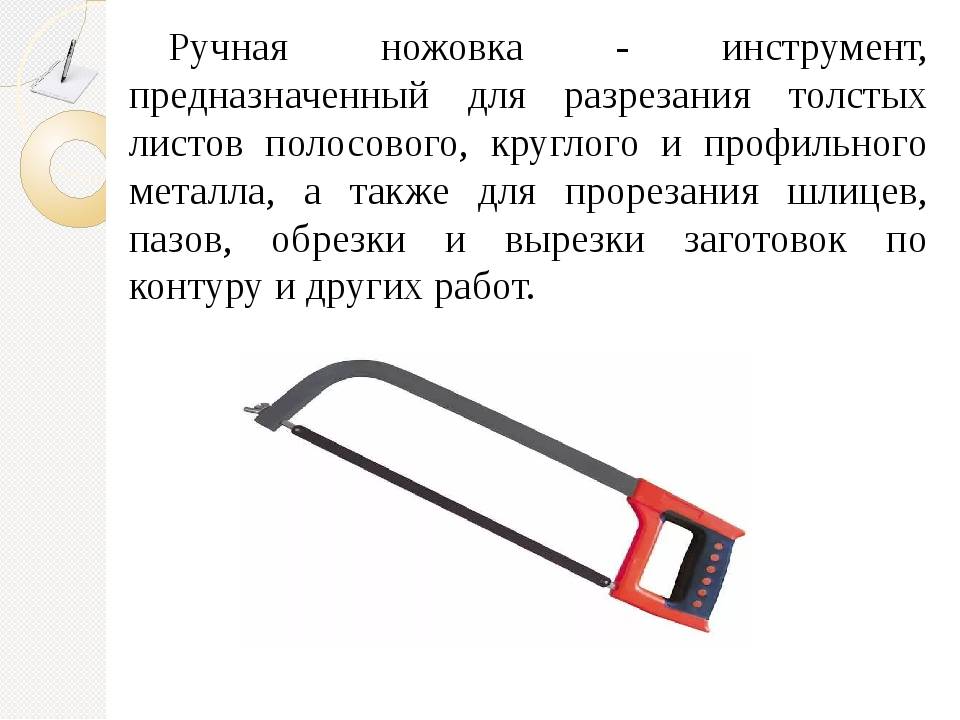
Ручные ножовки по металлу предназначается для распиливания металлических материалов. Это не единственное назначение инструмента, так как он зарекомендовал себя хорошо по отношению к таким материалам, как пластик, ДСП, пенопласт, пенополистирол, оргстекло, керамика, ламинат.
Рассматриваемая пилка для распиливания металла – это очень нужный инструмент в хозяйстве, ведь при отсутствии болгарки, он всегда может помочь в сложившейся ситуации – отпилить шляпку окислившегося болта или перепилить стальную проволоку. Большим недостатком такого инструмента является большая затрата физической силы и времени. Наличие мелких зубцов отражается на времени достижения результата. Для получения результата от мастера требуется приложение не только титанической силы, но еще и терпение. Итогом продолжительной и упорной работы инструментом является максимально-точный результат, который порой превосходит рез болгаркой.
Важно обратить внимание! Линия разреза ножовкой по металлу ручной получается максимально тонкой, что связано с присутствием мелких зубьев в конструкции полотен
Как пилить ножовкой по металлу ⚙️ Вводный курс
Общая теория пиления ножовкой по металлу выглядит примерно так:
Фото 1. Теория пиления ножовкой. Вводный курс
Поэтому, теорию мы изучать не будем, а перейдём сразу к практике:
На этом видео весь рассказ о том, как пилить, собственно, и представлен, но сейчас будет постскриптум, представлен ряд дополнений и поправок (плюс к краткому пересказу содержания видео).
Итак, начнём с того, что пилить ножовкой по металлу нужно горизонтально, ухватившись за инструмент двумя руками. Для чего хорошо бы использовать ножовку с хорошо выраженной рукояткой для хвата второй рукой.






Пилить горизонтально неудобно, потому что для этого нужно, чтобы заготовка была закреплена на уровне груди, а пилить стоя. Однако верстаки, как правило, являются столами, за которыми нужно сидеть, а если и пилить, то стоя и сверху вниз. Поэтому ножовки чаще делают одноручными и пилят ими под углом 45°.
Чтобы регулировать давление на пилу (чем твёрже металл, том сильнее нужно нагружать полотно, давить на него, чтобы зубья вгрызались в плоть; и наоборот — если зубья врезаются слишком сильно, например, в алюминий, то нужно уменьшить давление) можно: а) менять угол наклона при пилении, б) положить руку сверху для увеличения веса, в) развернуть полотно зубьями назад.
Пила часто застревает в пропиле при достижении конца полотна. Это из-за того, что полотно имеет волнистую разводку зубьев (чтобы пропил был шире полотна и оно в пропиле не застревало), но со временем в центре полотна амплитуда этой волны уменьшается, а на концах — почти нет.
Фото 2. Зубья больше стачиваются в центре полотна
Этот перекос возник на почве пиления этим полотном ранее не всей его длиной. Исправить (увеличить разведение в центре или уменьшить на концах) сейчас это уже невозможно по причине того, что зубья закалены. Так что мораль: с самого начала эксплуатации нового полотна нужно всегда пилить всей его длинной.
Следующая проблема: если пилить тонкий лист металла, толщина которого меньше, чем расстояние между зубьями, пила застревает:
Фото 3. Слишком тонкая деталь застревает между зубьев
Если металл твёрдый (железо) — хрен сдвинешь, а если мягкий (алюминий) — выдирается огромный кусок металла, образуются рваные края, край гнётся.
Фото 4. Тонкую деталь пилим под сильным наклоном
Пилить под углом, чтобы сформировать пропил такой длины, чтобы на нём лежало одновременно как минимум два зуба (длина пропила ≥ двум расстояниям между зубьями).
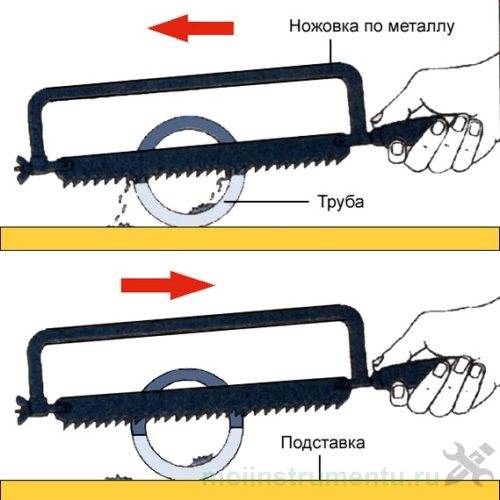
Следующая тема: пилим тонкостенную алюминиевую трубу:
Фото 5. Направление кручения трубы
Полотно устанавливаем зубьями назад, трубу подкручиваем в направлении зубьев (иначе полотно будет застревать на ближнем крае пропила, а при применении силы — рваться).
Ну, и ещё до кучи… полотно ножовки по металлу можно восстанавливать, затачивать зубья, например, вот таким образом:
Фото 6. Заточка зубьев
Изначально этот алмазный диск был больше диаметром и эта бормашинка с этим диском, будучи прижатой таким образом к полотну располагалась строго параллельно линии зубьев полотна, а диск, соответственно, перпендикулярно. И это было правильно — у новой ножовки передние грани-поверхности зубьев ортогональны полотну. Теперь же формируется небольшой отрицательный угол… — чуть менее лучше, но тоже норм.
Ещё к сведению: полотно это можно просверлить обычным сверлом по металлу (из стали HSS). Потому что на производстве всё полотно закаливают не очень сильно, на упругость, а вот зубья закаливают отдельно индукционным нагревом с быстрым охлаждением на твёрдость, поэтому зубьями этими можно в обратку спокойно распилить сверло.





