

Прямоугольная резьба
В таблице 3 представлены данные по прямоугольной резьбе.
Прямоугольные резьбы чаще всего изготавливаются с квадратным профилем зуба. Но некоторые производители для усиления применяют прямоугольные профили с расширенной полкой горизонтальной части
Таблица 3: Размеры резьбы и шаг винтовой линии
| Номинальный диаметр резьбы d, мм | Шаг P | |||||
| 1 ряд (предпочтительный) | 2 ряд (допустимый) | крупный | мелкий 1 | мелкий 2 | мелкий 3 | мелкий 4 |
| 8 | 2,00 | 1,50 | 1,25 | |||
| 9 | 2,00 | 1,50 | ||||
| 10 | 2,00 | 1,50 | 1,25 | |||
| 11 | 3,00 | 2,00 | 1,25 | 1,00 | ||
| 12 | 3,00 | 2,00 | 1,50 | |||
| 14 | 3,00 | 2,00 | ||||
| 16 | 4,00 | 2,00 | 1,50 | 1,00 | 0,75 | |
| 18 | 4,00 | 2,00 | ||||
| 20 | 4,00 | 3,00 | 2,00 | |||
| 22 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 24 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 26 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 28 | 8,00 | 5,00 | 4,00 | 3,00 | 2,00 | |
| 30 | 10,00 | 6,00 | 3,00 | |||
| 32 | 10,00 | 6,00 | 3,00 | 2,00 | ||
| 34 | 10,00 | 6,00 | 3,00 | |||
| 36 | 10,00 | 6,00 | 3,00 | 2,00 | 1,50 | |
| 38 | 10 | 7 | 6,00 | 5,00 | 3,00 | |
| 40 | 10 | 7 | 6,00 | 5,00 | 3,00 | |
| 42 | 10 | 7 | 6,00 | 5,00 |
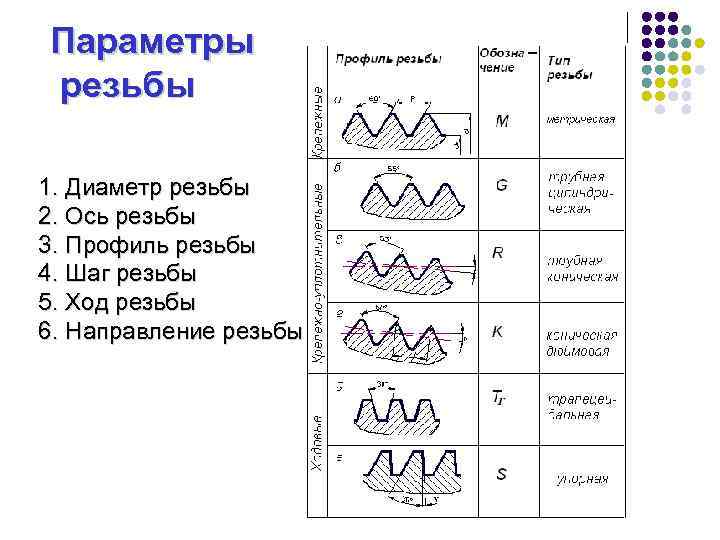
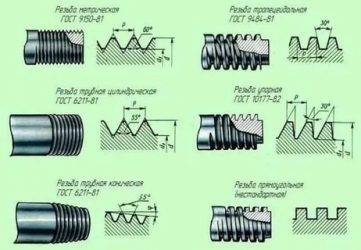
Профиль резьбы
Под профилем следует понимать контур сечения, который имеет виток резьбового соединения в проходящей через его ось плоскости. Иными словами, это геометрическая фигура, получаемая в плоскости, которая проходит через ось. Резьбы классифицируются на:
- треугольные;
- трапецеидальные;
- прямоугольные;
- круглые;
- упорные.
| Вид | Форма и размеры профиля | Типы | Применение |
| Треугольная | Равнобедренный треугольник: · у метрической – угол при вершине 60°; · у дюймовой – 55°; · у трубной — 55°. Высота: H1 = 0,5p · tg(60) * | · метрические; · дюймовые; · трубные | 1. метрическая – основной вид соединений; 2. дюймовая – в современных изделиях применение не допускается; 3. трубная – герметичное соединение труб и арматурных деталей трубопроводов. |
| Трапецеидальная | Равностороння трапеция с углом 30°. Высота: H1 = 0,5p | · однозаходная (образуется одним выступом); · многозаходная | Передача движений (вращательно-поступательных и вращательных) в тяжело нагруженных соединениях. |
| Прямоугольная | Нестандартный профиль в виде квадрата или прямоугольника | — | Грузовые, ходовые винты – для передачи движения в тяжело нагруженных крепежных соединениях. Обязательно указание всех размеров соединения на чертежах. |
| Круглая | Закругленный профиль из дуг, которые связаны прямолинейными участками, угол профиля 60° | — | Преимущества – продолжительный срок службы и высокое сопротивление при нагрузках. Используется на деталях: · которые часто свинчиваются; · работают в средах с высоким загрязнением; · на тонкостенных элементах деталей, где резьба накатана или выполнена штамповкой. Пример использования: стяжки в вагонах, арматура пожарной техники, цоколь электролапмы. |
| Упорная | Неравнобочная трапеция, угол рабочей стороны 3°, нерабочей – 30°. Высота: H1 = 0,75p | · однозаходная; · многозаходная | В домкратах, прессах – для передачи значительных усилий, которые действуют в одном направлении. |
Примечание: *р – шаг
Выбор профиля оказывает влияние на показатели прочности, технологичности и силы трения в крепежном соединении.
ГОСТ и унификация крепежа
В течение длительного времени не могли прийти к единому стандарту. Еще в середине XIX века разные производители пользовались своими мерительными инструментами. Попутно у каждого резьбовые соединения выполнялись по своим требованиям и параметрам. Возникали проблемы у эксплуатационников.
При необходимости разборки и последующей сборки изделий приходилось помечать каждую деталь, чтобы потом их поставить строго на свое место. Особенно сложно приходилось военным, так как ружья и пушки приходили с разных заводов. Если кто-то разбирал свое оружие, то собрать чаще всего не удавалось.
Еще в XII веке установили, что оптимальным будет расстояние между двумя канавками на стержнях, равное примерно 20 % от диаметра. Тогда их изготавливали из дерева, на ручьях и небольших реках создавали водяные мельницы. Позже (примерно середина XIV века) начали проектировать и создавать ветряные мельницы.
Отдельные детали стягивали мощными шпильками. На них накручивали громадные дубовые гайки, выточенные из единого куска прикорневой части. Но все – это были единичные, разовые изделия. Их характеристики и качество зависели от мастера. С развитием техники нужно было добиваться однообразности и универсальности стяжных деталей.
Информация к размышлению
Первый отраслевой стандарт был принят в Туле (Россия). На первом оружейном заводе производили только сборку конечного изделия. Производилось и литье. А сами отливки раздавали мастерам для домашнего изготовления. Так образовались улицы со своими названиями: Курковая, Ложевая, Дульная, Штыковая и ряд других. Тут делали только одно изделие. Потом на сборке оставалось только собрать их и получить ружье.
Главная заслуга Никиты Демидова (основоположника первого оружейного завода России) заключалась в том, что он сумел разработать подробные чертежи, а также мерительные инструменты (калибры). Пользуясь ими, мастера могли проверять, насколько правильно обрабатывается конкретная деталь. Налажен был выпуск и ручного металлообрабатывающего инструмента: напильники, шаберы, скребки и ручные сверлильные устройства.
В это же время Англия также изготавливала ружья. Конструктивно они были идентичными. В 1787 году были приобретены 500 ружей в Туле и 500 ружей из Англии. Их разобрали, а детали по артикулам разложили в несколько куч. Тщательно перемешали.
Потом решили собрать. Тульские ружья собрали все. Каждое прошло проверку на качество стрельбы. Результаты удовлетворили комиссию. Ни одного английского ружья собрать не смогли. Детали требовали индивидуальной притирки. Единого стандарта не было.
Поэтому в русскую армию помимо ружей поставляли детали, которые могли выходить из строя в процессе эксплуатации. В каждом полку существовал взвод, в обязанности которого вменяли ремонт вооружения.
В этих взводах имелись болтики, винтики и гаечки. Тогда их метили специальными насечками, чтобы использовать по мере необходимости.
В 1790 г. в Париже произошло первое утверждение основной системы мер. Одним из первых была утверждена мера длины – метр. Установили и дробные величины, которыми пользуются повсеместно: сантиметр, миллиметр.
Англия отказалась переходить на европейский стандарт. У них до сих пор пользуются футами, дюймами, линиями.
Для унификации деталей каждая страна разрабатывала свои государственные стандарты. Их соотносили так, чтобы товары из сопредельных государств могли соответствовать и отечественным изделиям. Поэтому с 1924 г. в СССР был введен ГОСТ на резьбовые соединения. Кроме основного стандарта допускалось использование изделий из Великобритании и США (дюймовые стандарты). В настоящее время используются только трубные соединения, измеряемые в дюймах.
Преимущества и недостатки
Преимущества резьбовых соединений:
- высокая прочность и надежность;
- возможность многократной сборки и разборки;
- унификация болтов и гаек в соответствии с международными стандартами;
- удобство сборки и разборки конструкции;
- повышенное усилие при сопряжении поверхностей при небольшой нагрузке, прилагаемой к инструменту.
Наибольшее распространение получило болтовое соединение, при котором в сопрягаемых деталях необходимо просверлить отверстия соответствующего размера. В случае поломки или повреждения достаточно отвернуть гайку и установить новый крепеж. Корпусные детали остаются нетронутыми, что снижает себестоимость ремонта. Если сквозное отверстие выполнить невозможно, то используют винты с головкой под отвертку или специальную биту. Шпильки применяют для узлов из легких сплавов или для агрегатов, требующих периодической разборки для обслуживания или ремонта.
Для установки шпилек или винтов в деталях выполняются отверстия, которые формируют зоны повышенного напряжения в металле. При приложении чрезмерной нагрузки возможно частичное или полное разрушение узла или срыв крепления. Для предотвращения самопроизвольного отворачивания необходимы установка пружинных шайб либо шплинтов или нанесение герметика на резьбу. В ряде узлов применяют болты с конической кромкой, предотвращающей самопроизвольное отворачивание (например, крепления колесных дисков автомобилей к ступице).




Большим недостатком резьбовых соединений является наличие точек концентрации напряжений по длине профиля. Кроме того, следует учесть неравномерное распределение нагрузки по виткам. Например, при использовании гайки с 10 витками на первый приходится 34% усилий, а на последний — менее 1%. По этой причине в стандартных конструкциях высота гайки составляет 0,5-0,8 от диаметра.
При приложении знакопеременных нагрузок в резьбовых соединениях появляются усталостные трещины, приводящие к разрушению конструкции. Несмотря на подобную особенность, болты широко используются в машиностроении, при сборке мостов и корпусов кораблей, для соединения железнодорожных путей, в самолетостроении или аэрокосмической индустрии.
Резьба метрическая. Диаметры и шаги.
По ГОСТ 8724 (СТ СЭВ 181) метрическая резьба может иметь диаметр 0,25…600 мм. Все диаметры разбиты на три ряда.
Примечания:
- При выборе диаметров резьб следует предпочитать первый ряд второму, а второй — третьему.
- Диаметры и шаги резьб, заключенные в скобки, по возможности не применять.
- Резьба 14×1,25 может применяться только для свечей зажигания.
- Резьба 35×1,5 может применяться лишь для стопорных гаек шарикоподшипников и при необходимости в легких конструкциях.
Обозначение резьб.
В условное обозначение резьбы с крупными шагами должны входить: буква М и номинальный диаметр резьбы, например М24, М64.
В обозначение резьбы с мелким шагом должны входить: буква М, номинальный диаметр резьбы и числовое значение шага, например, М24×2, М64×2 и т.д.
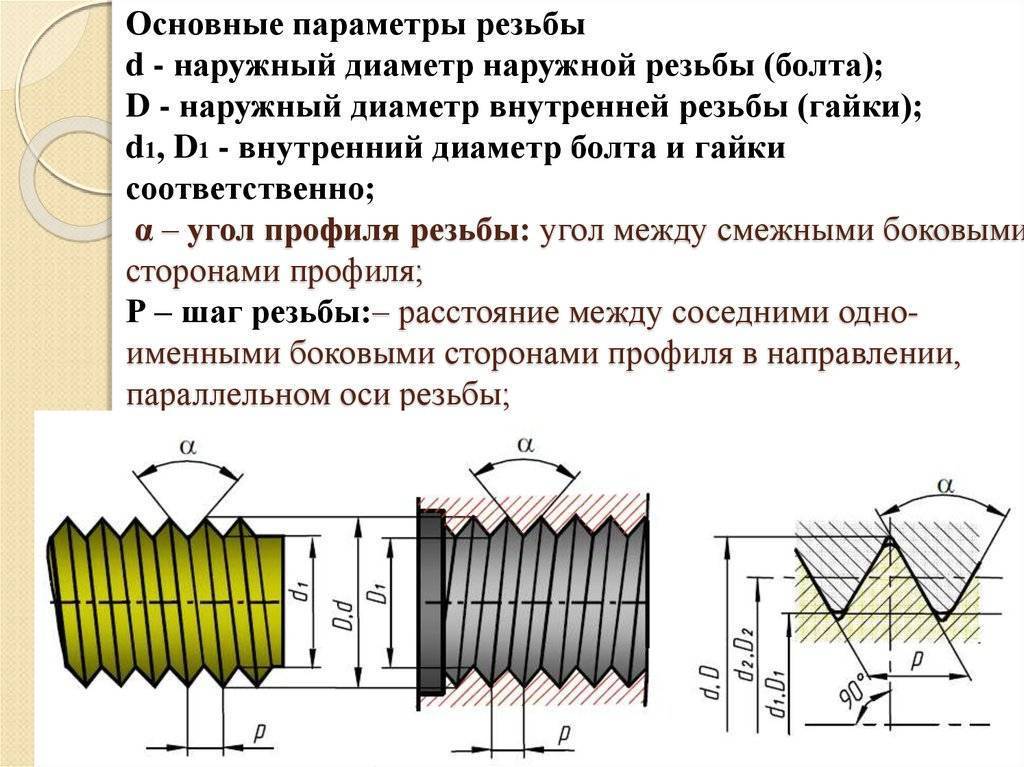
Диаметры резьбы
Это важнейший параметр, которым определяется метрическая резьба. Некоторые сведения отражены в таблице.
| № | Вид диаметра | Обозначение | Описание |
| Наружная | |||
| 1 | наружный | D | соответствует диаметру цилиндра, который условно описывается по вершинам (выступам) |
| 2 | внутренний | D1 | это диаметр цилиндра, условно описанного вокруг впадин |
| Внутренняя | |||
| 1 | наружный | d | соответствует диаметру цилиндра, который условно описывается по впадинам |
| 2 | внутренний | d1 | это диаметр цилиндра, условно описанного вокруг вершин (выступов) |
Кроме того рассматриваемый тип крепежного соединения определяется диаметрами:
- Средний (D2 – для наружной; d2 – для внутренней) – диаметр условного цилиндра, расположенного соосно с резьбой, все образующие которого пересекаются с ее профилем так, что получающиеся при пересечении с резьбовой канавкой отрезки, равняются половине ее номинального шага.
- Номинальный – это диаметр, используемый при обозначении на чертежах, в справочных материалах и другой документации; он характеризует ее размеры. Его величина равна величине наружного диаметра.

В ГОСТ 24705-2004 приведены стандартизированные значения перечисленных диаметров.
Внедрение системы стандартов в России
Конгресс, прошедший в Цюрихе в конце XIX века, стал значимым событием для стандартизации резьб в Европе. Но в России начало процесса отложилось до 1921 года, когда по инициативе Наркомата путей сообщения были разработаны первые нормативы специально для железнодорожного транспорта. В табличную систему НКПС-1, основанную на немецких стандартах метрической резьбы, входили размеры 6-68 мм. Она оказалась базой для создания в 1927 году ОСТ 32, вслед за которым сразу появился и ОСТ 33А. В его основу легла система Уитворта.
На этом разработка государственных стандартов СССР не остановилась. Модернизация нормативов Acme, выпущенных в США, привела к стандартизации трапецеидальных резьб в 1932 году. Аббревиатура ГОСТ для национальных систем была принята восемь лет спустя. В 1947 году появились нормы резьбы ISO, применяемые и сегодня. С тех пор в России учитываются как государственные, так и международные стандарты, в соответствии с которыми отечественная продукция для резьбовых соединений выпускается на мировом уровне качества.
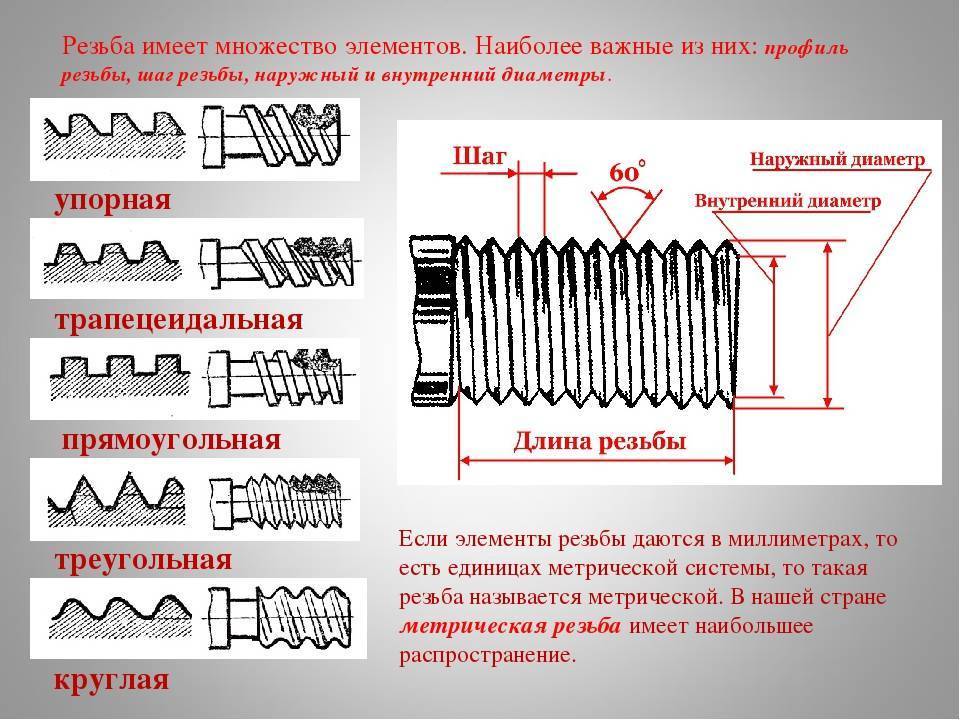
Черчение
Резьбовые соединения широко распространены в машиностроении. Они обладают такими достоинствами, как универсальность, высокая надежность, способность воспринимать большие нагрузки, удобство сборки и разборки, простота изготовления.
Основным элементом всех резьбовых соединений является резьба.
Резьба — поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
Резьбы классифицируются по следующим признакам (рис. 117):
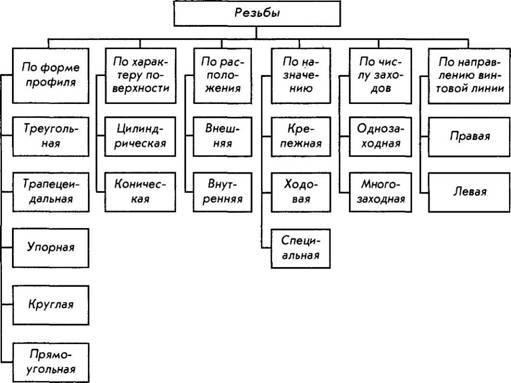
Рис. 117
- В зависимости от формы поверхности, на которой нарезана резьба, они подразделяются на цилиндрические и конические;
- В зависимости от расположения резьбы на поверхности стержня или отверстия они подразделяются на внешние и внутренние;
- В зависимости от формы профиля различают резьбы треугольного, прямоугольного, трапецеидального, круглого и других профилей;
- По эксплуатационному назначению резьбы делятся на крепежные (метрические, дюймовые), крепежно-уплотнительные (трубные, конические), ходовые (трапецеидальные, упорные, прямоугольные, круглые), специальные и др.;
- В зависимости от направления винтовой поверхности различают правые и левые резьбы;
- По числу заходов резьбы подразделяются на однозаходные и многозаходные (двух-, трехзаходные и т. д.).
Все резьбы разделяют на две следующие группы: стандартизированные — резьбы с установленными стандартами параметрами: профилем, шагом и диаметром; нестандартизированные, или специальные (резьбы, параметры которых не соответствуют стандартизированным).
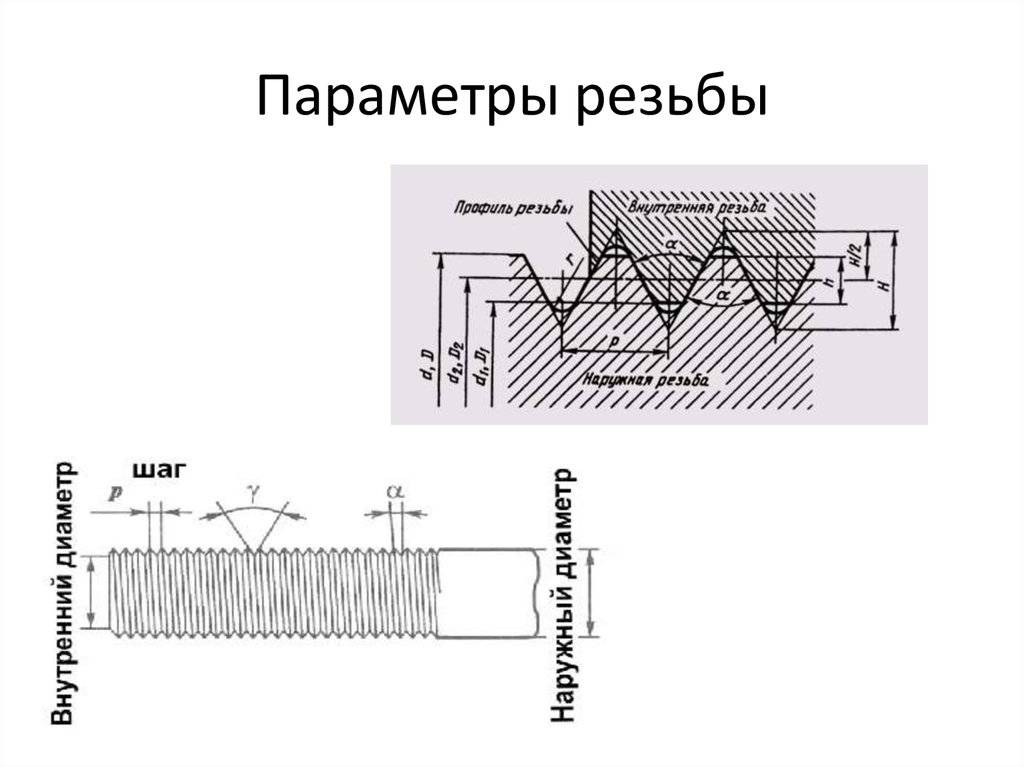
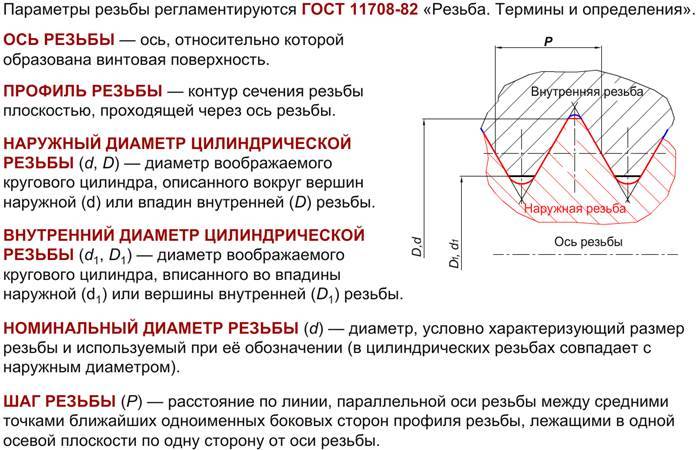
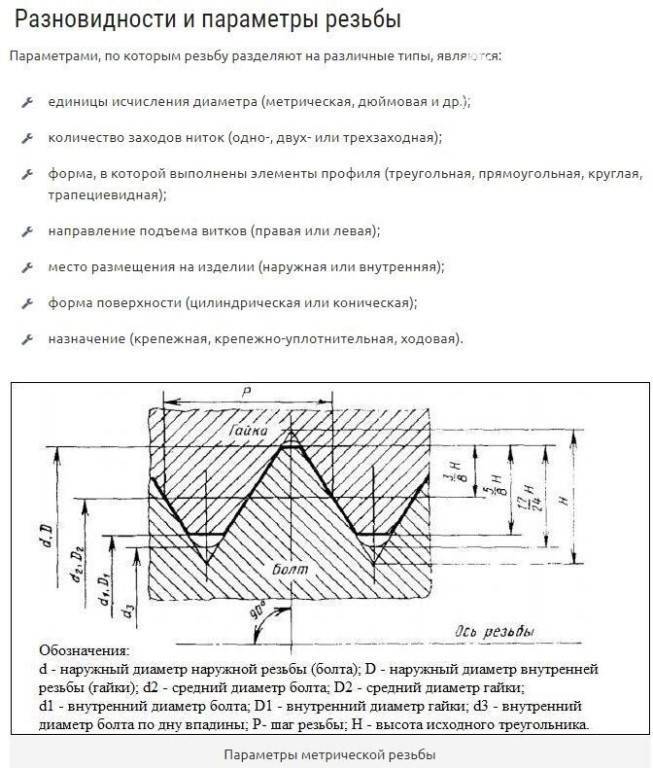
Основные элементы и параметры резьбы имеют следующие определения по ГОСТ 11708-82 и приведены ниже.
Левая резьба — образована контуром, вращающимся против часовой стрелки и перемещающимся вдоль оси в направлеции от наблюдателя (рис. 118,I).
Правая резьба — образована контуром, вращающимся по часовой стрелке и перемещающимся вдоль оси в направлении от наблюдателя (рис. 118, II).
Рис. 118
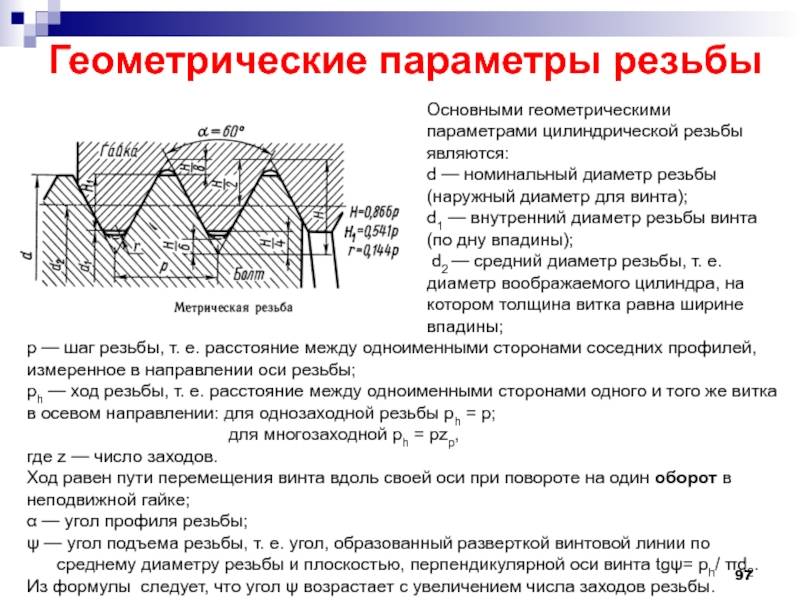
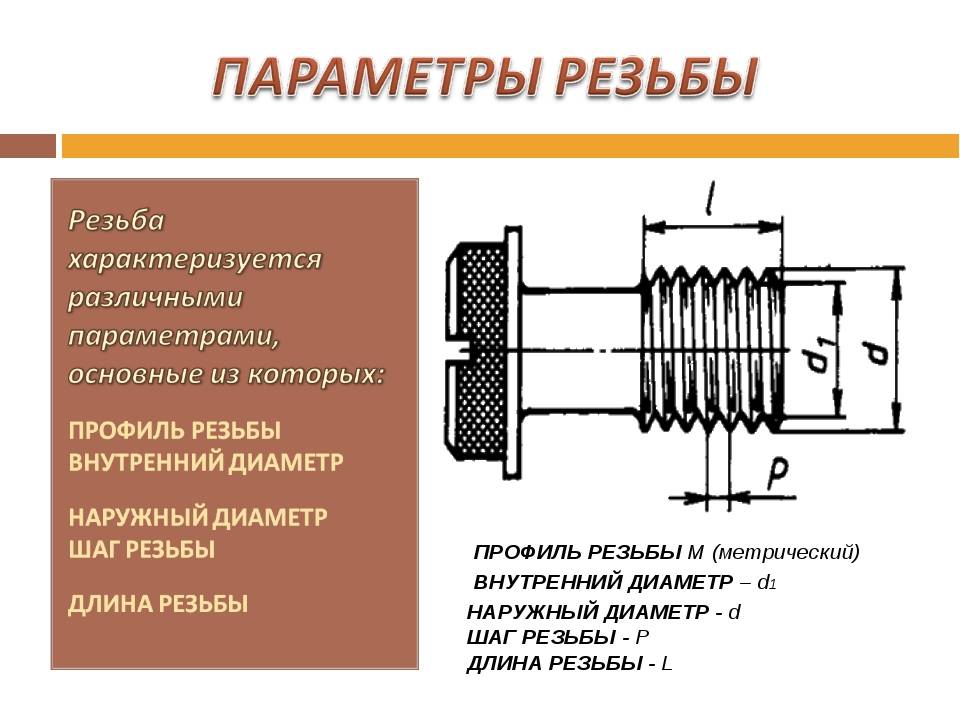
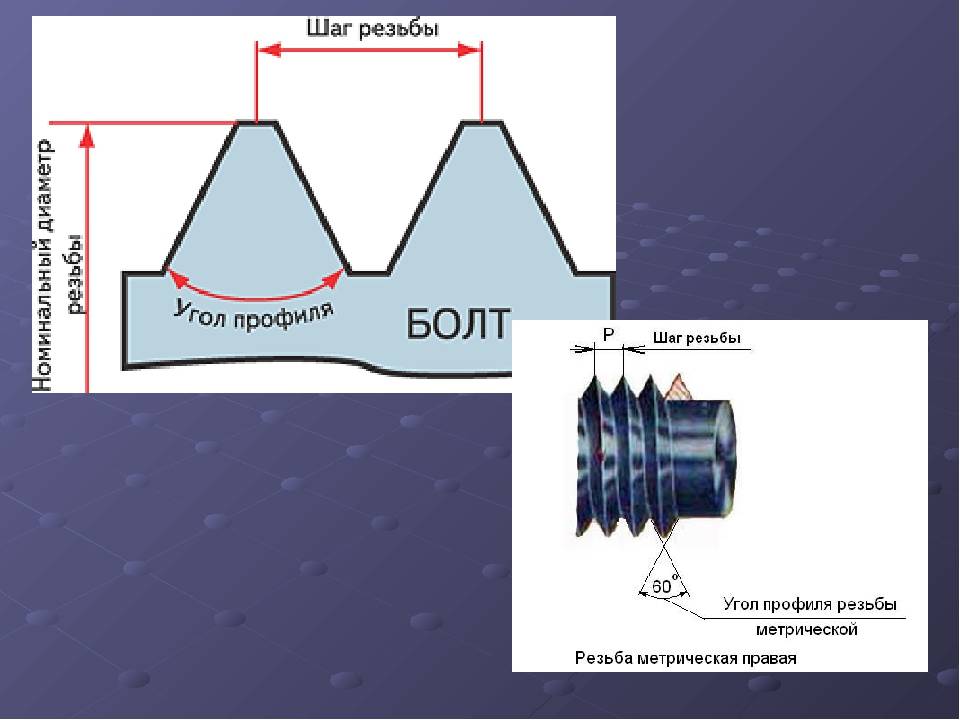
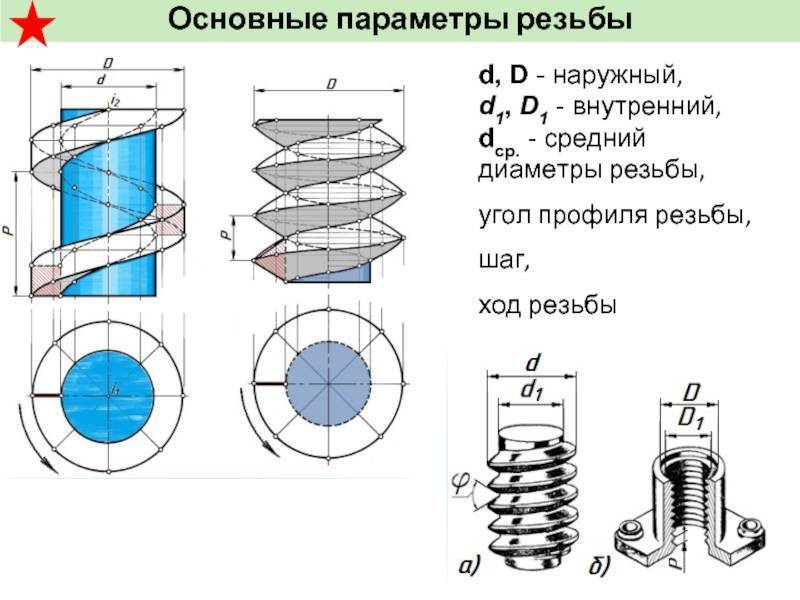
Профиль резьбы — контур резьбы в плоскости, проходящей через ее ось.
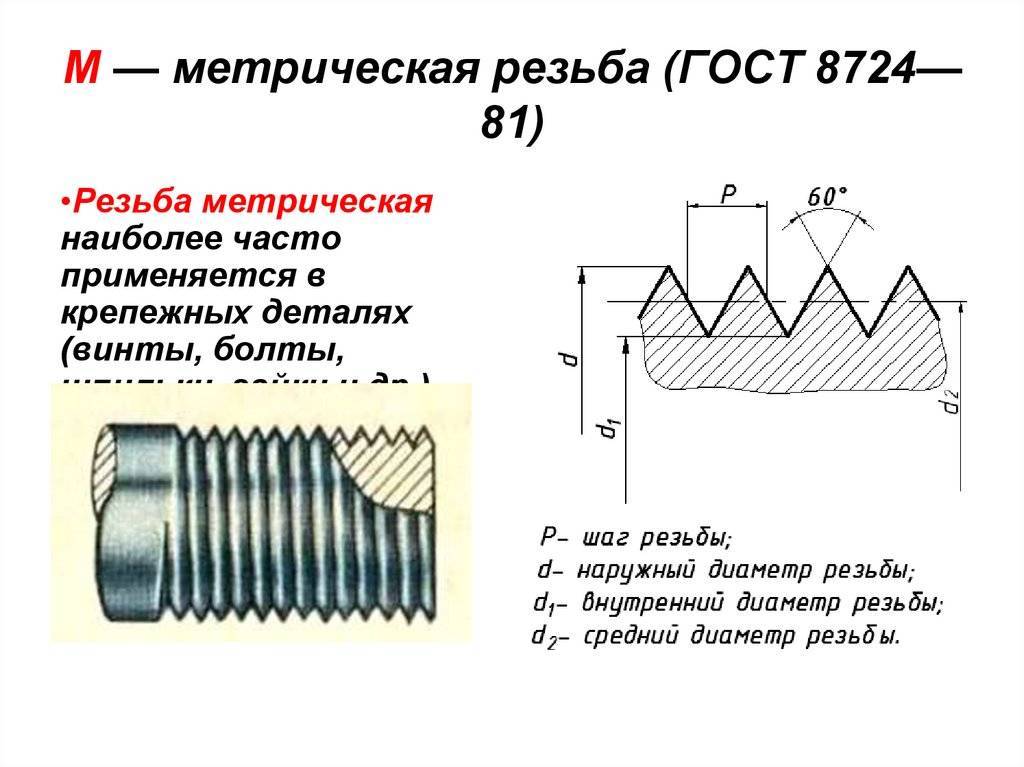
Угол профиля — угол между боковыми сторонами профиля.
Шаг резьбы Р — расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Ход резьбы Рh — расстояние между ближайшими одноименными боковыми сторонами профиля, принадлежащими одной и той же винтовой поверхности, в направлении, параллельном оси резьбы. Ход резьбы — величина относительного осевого перемещения винта (гайки) за один оборот (рис. 119).
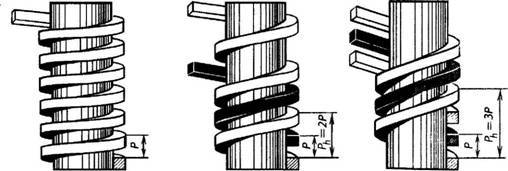
Рис. 119
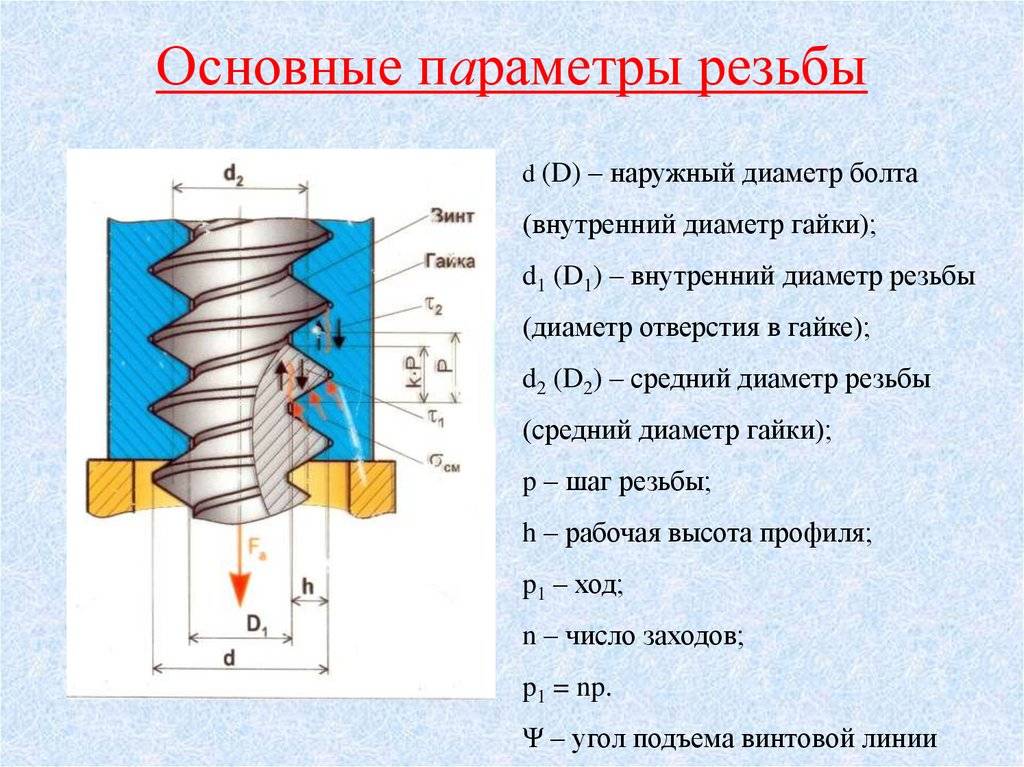
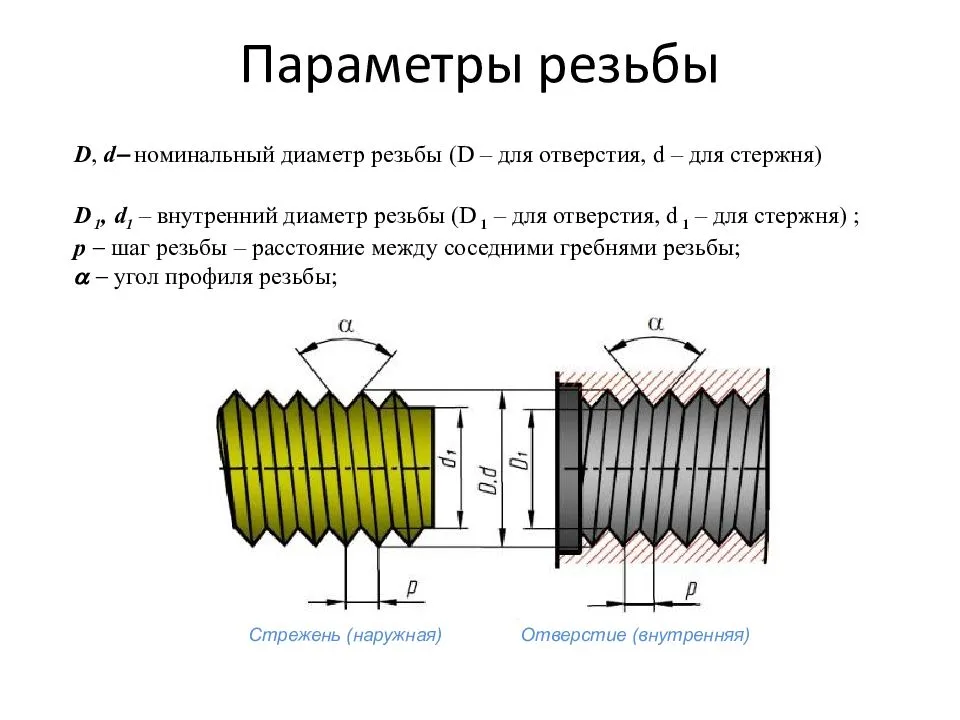
Наружный диаметр резьбы (d — для болта, D — для гайки) — диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы.
Внутренний диаметр резьбы (d1 — для болта, — для гайки) — диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или в вершины внутренней резьбы.
Средний диаметр резьбы (d2 — для болта, D2 — для гайки) — диаметр воображаемого соосного с резьбой цилиндра, который пересекает витки резьбы таким образом, что ширина выступа резьбы и ширина владины (канавки) оказываются равными.
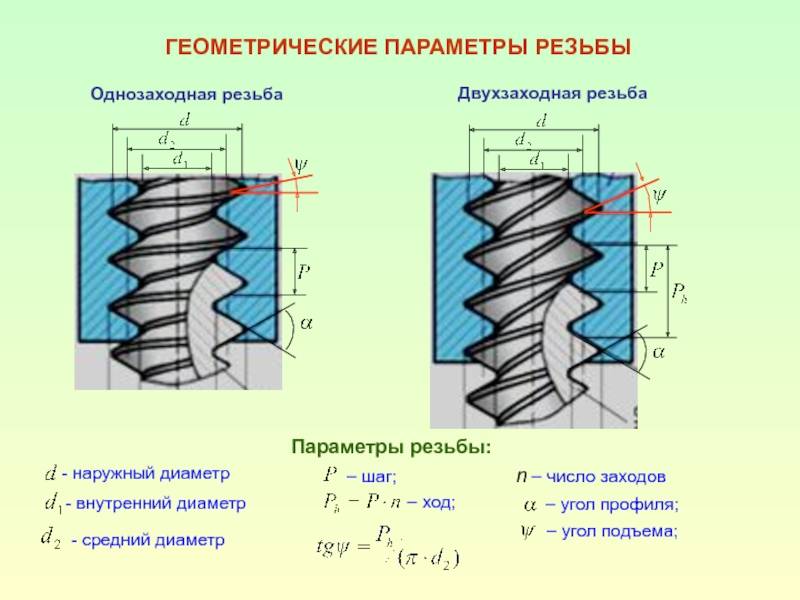
Резьба может быть однозаходной и многозаходной (см. рис. 119).


Всё о нарезке резьбы на трубах: 4 секрета токаря
Автор Дмитрий 779 ДатаАвг 31, 2016 Разъемное соединение металлических трубопроводов в домашней системе водопровода, канализации производят при помощи резьбы. Дюймовая трубная резьба исполняется на концах труб и фитингах.
Диаметр ее нарезки определяется по размеру дюймов, либо их долях, где характеризующая величина – количество выполненных по числу витков на длине единого дюйма.
Главное преимущество резьбового сочленения труб – возможность разъединения и замены одной изношенной детали, вместо удаления всей конструкции и сварочной установки другой. Нарезка дюймовой резьбы исполняется плашками, с помощью метчиков, либо специальными резцами.
Трубы с нарезной дюймовой резьбой
К размеру диаметра внутреннего отверстия трубопровода добавляется толщина стенок трубы. Если размер дюйма 25,4 мм, то величина трубного дюйма – 3,3249 см. Выбор дюймовой детали обусловливает точное совпадение размеров сечения.
Что собой представляет дюймовая резьба
Соединения резьбовые характеризуются следующими факторами: по виду посадки: скользящая, зазорная, переходная, с натягом. По использованию дополняющих деталей: обычные прямые соединения и в сочетание с элементами: шариком, втулкой, спиралью. Без стопора или с ним.
- форма цилиндрическая, либо коническая,
- метод нарезания – наружное исполнение и внутреннее нарезание,
- вид направления линии винта – влево и направо,
- заходы – многозаходные и однозаходные,
- профилирующий параметр: метрическая, цилиндрическая, трапециевая, коническая трубная, коническая дюймовая, круглая, прямоугольная, упорная,
- размерность – метрическая резьба, либо дюймовая трубная,
- назначение – для крепежа, ходовые нарезки, регулирующие,
- вид обработки: нарезание детали резцом, плашкой, метчиком.
Втулка с дюймовым соединением
В модульной нарезке шаг определяется модулями. Для перевода в мм. «M» умножают на pi число.
Питчевая резьба замеряется питчами (для определения число дюймов pi значение делят на питч).
Параметры
Гост на дюймовую резьбу 6257 – 81 главными точными параметрами определяет размеры шага прохода и диаметра. При этом измерение наружного трубного диаметра равно расстоянию между каждой верхней точки противостоящих гребней. Диаметр внутреннего просвета замеряют от одной точки внизу впадины канавки до другой противоположной. Резьбовой шаг постоянной величины, он измеряется расстояниями между соседствующими гребнями, либо впадинами.
Отличия между метрической и дюймовой резьбой:
- размеры метрической – в мм, дюймовой – в значениях дюймах, либо их дробных долях,
- дюймовая резьба характеризуется более острыми углами наклона гребней и впадин,
- нити отличаются закругленной формой.
Верхний размер угла = 55 град, шаг резьбы замеряют количеством нитей.
В быту используются такие виды изделий:
с параметром в 1 дюйм — 14 нитей, шаговая длина 1, 814 мм, величина диаметра ¾, либо ½,
11 нитей в 1 дюйме – с размером шага 2, 309, и диаметром 1; 1 и ½; 1 и ¼.
Соотношение дюймовой и метрической резьбы:
Таблица соотношение дюймовой и метрической резьбы
Резьбовые соединения. Крепёжные изделия с метрической резьбой
Резьба – чередующиеся выступы и впадины на поверхности тел вращения, расположенные по винтовой линии; равномерно расположенные выступы или впадины постоянного сечения, образованные на боковой цилиндрической или конической поверхности по винтовой линии с постоянным шагом.
Резьбовые соединения – соединения деталей с помощью резьбы.
Виды резьбовых соединений
К резьбам крепежных изделий относят крупную и мелкие метрические резьбы по ГОСТ 24705-2004 (ИСО 724:1993), ГОСТ 9150-81, а также резьбы со спиральными вставками; к специальным — трубную, прямоугольную, упорную, круглую, трапецеидальную и др. В данной статье речь пойдёт о метрической резьбе.
Деталь с внутренней резьбой называют гайкой, с наружной — болтом (винтом, шпилькой).
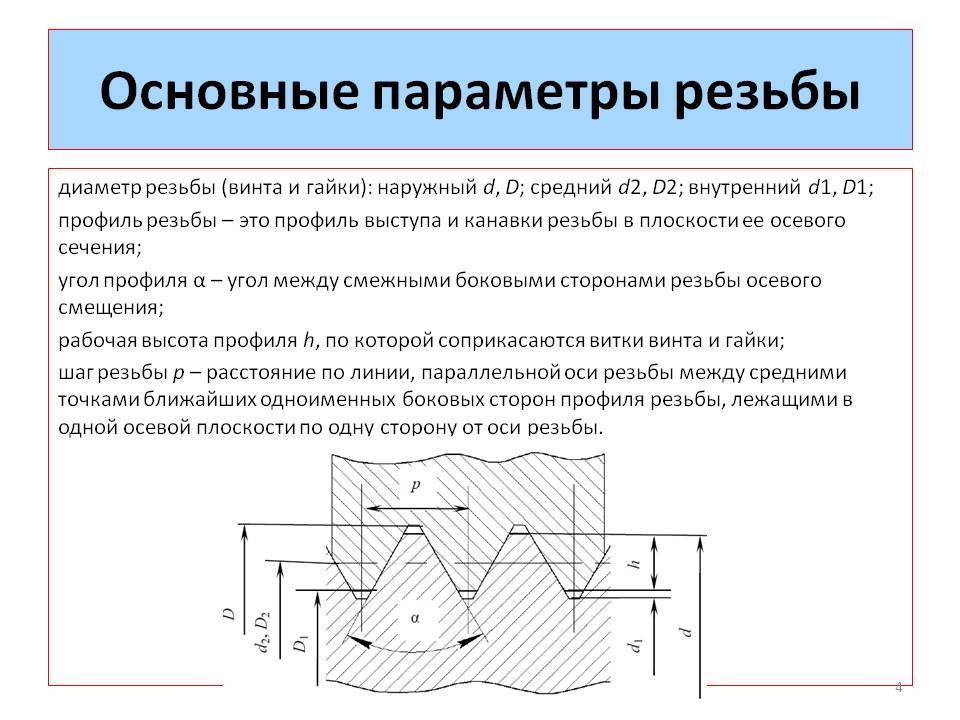
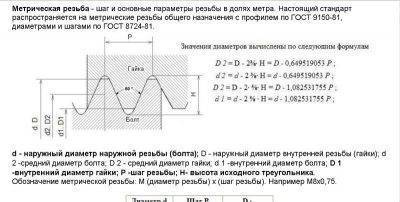
Параметры метрической резьбы, в том числе резьбы крепёжных изделий
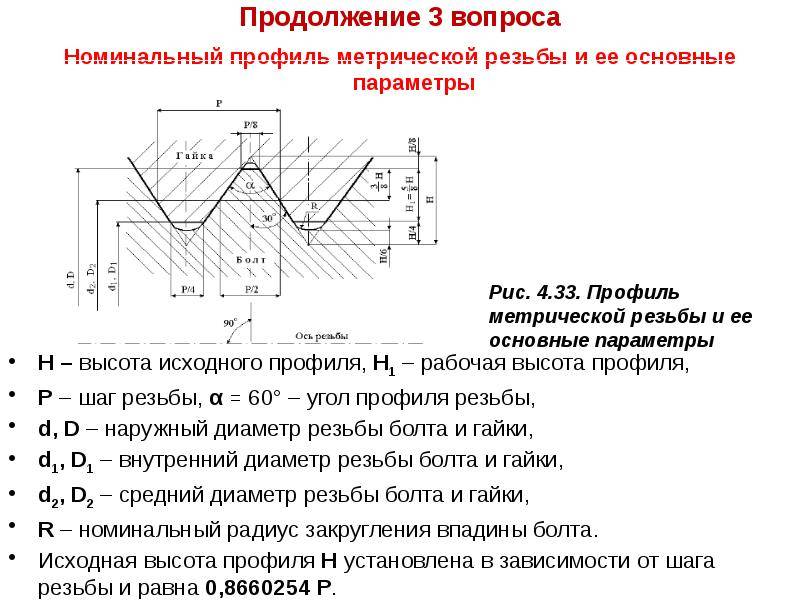
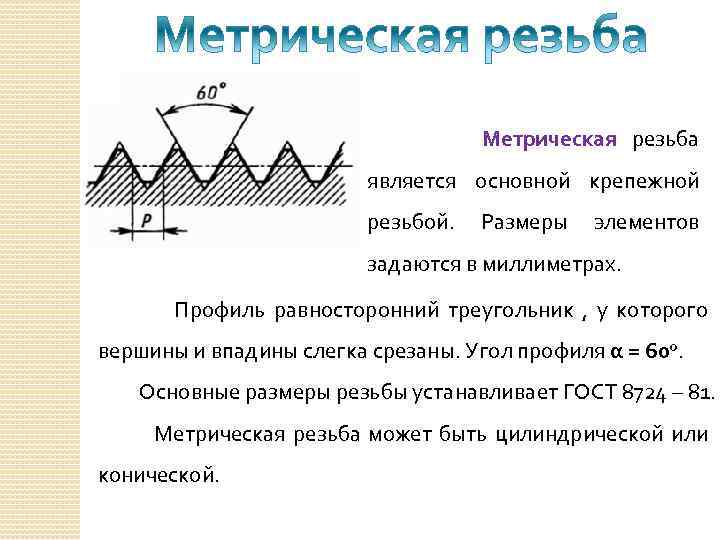
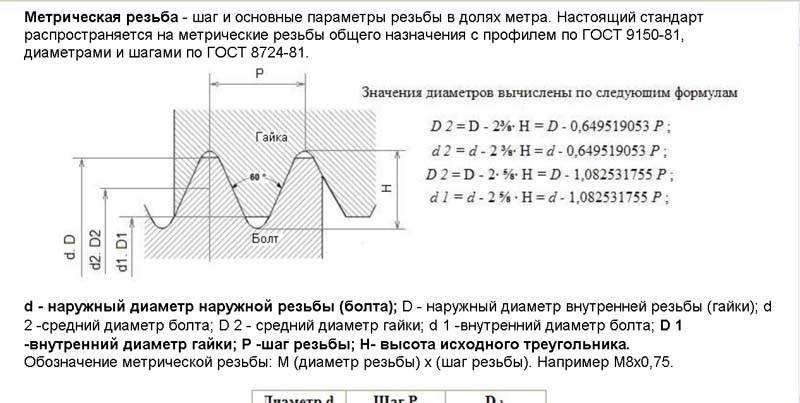
Рис. 1. Метрическая резьба и её профиль.
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ось резьбовой детали.
ГОСТ 9150—81 и ГОСТ 8724—81 устанавливают единый номинальный профиль для цилиндрических метрических резьб диаметром до 600 мм, включая резьбы диаметром менее 1 мм. Номинальный профиль резьбы и его элементы показаны на рис. 1.
Впадина наружной резьбы (рис. 2) может быть плоскосрезанной или закругленной: Rmax = 0,144Р, Rmin = 0,108Р, где R — радиус впадины; Р — шаг резьбы.
Рис. 2. Впадины резьбы болта и гайки.
Резьбы определяются следующими основными параметрами: наружным, средним и внутренним диаметрами; шагом; углом профиля; углом наклона сторон профиля.
Наружный диаметр резьбы d (см. рис. 1) —диаметр цилиндра, описанного относительно вершин наружной резьбы (или впадин внутренней резьбы).
Внутренний диаметр d1 — диаметр цилиндра, вписанного в вершины внутренней резьбы (или впадины наружной резьбы).
Номинальные значения d и dx для наружной и внутренней резьбы одинаковые.
Средний диаметр d2 — диаметр воображаемого цилиндра, поверхность которого пересекает витки резьбы таким образом, что ширина витков и ширина впадин равны.
Шаг резьбы Р — расстояние между параллельными сторонами двух рядом лежащих витков резьбы крепежа, измеренное вдоль оси.
ГОСТ 8724—81 устанавливает диаметры в диапазоне 0,25…600 мм и шаги 0,075…6 мм. Метрические резьбы могут иметь крупный шаг (при диаметрах 0,25…68 мм) и мелкий шаг (при диаметрах 1…600 мм).



Угол профиля α — угол между боковыми сторонами профиля, измеренный в осевой плоскости. Угол наклона сторон профиля β — угол между стороной профиля и перпендикуляром к оси резьбы. Для резьб с симметричным профилем β = 0,5α. Для резьб с асимметричным профилем, например для упорной или конической, угол наклона каждой стороны определяется независимо.
Высота исходного треугольника Н — высота остроугольного профиля, полученного при продолжении боковых сторон профиля до их пересечения. Рабочая высота профиля Н1 — высота плоскосрезанного теоретического профиля, равная полуразности наружного и внутреннего диаметров. Для метрических резьб Н = 0,866025×Р, Н1 = 0,54126×Р.
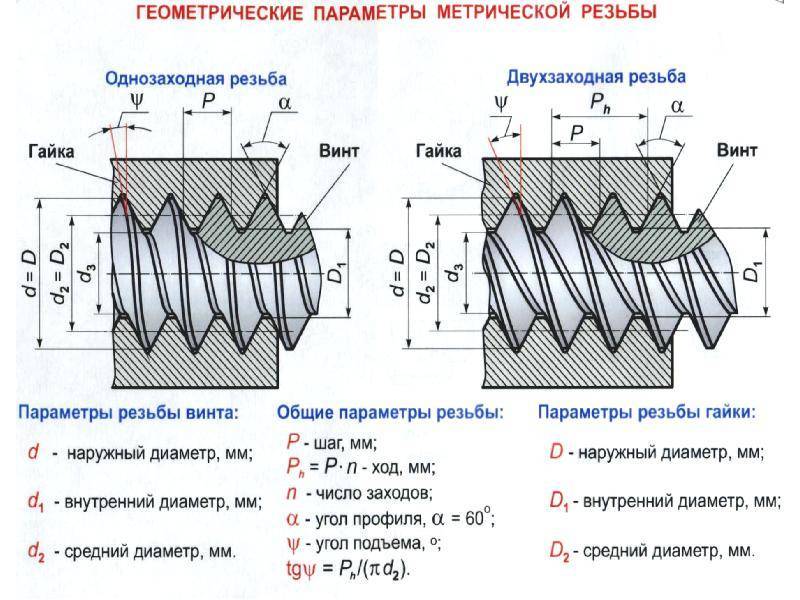
Ход Ph — величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°; Ph=P×n, где n — число заходов.
В действительности высота соприкосновения меньше, так как система допусков предусматривает определенные зазоры, например, по внутренним диаметрам резьбы гайки и болта.
Рабочая высота витка Н1 — наибольшая высота соприкосновения; наименьшая выcота соприкосновения обозначается Н1 min. Для резьбы с плоскосрезанным профилем Н1 и Н1 min определяют наибольшее и наименьшее перекрытие витков резьбы болта и гайки.
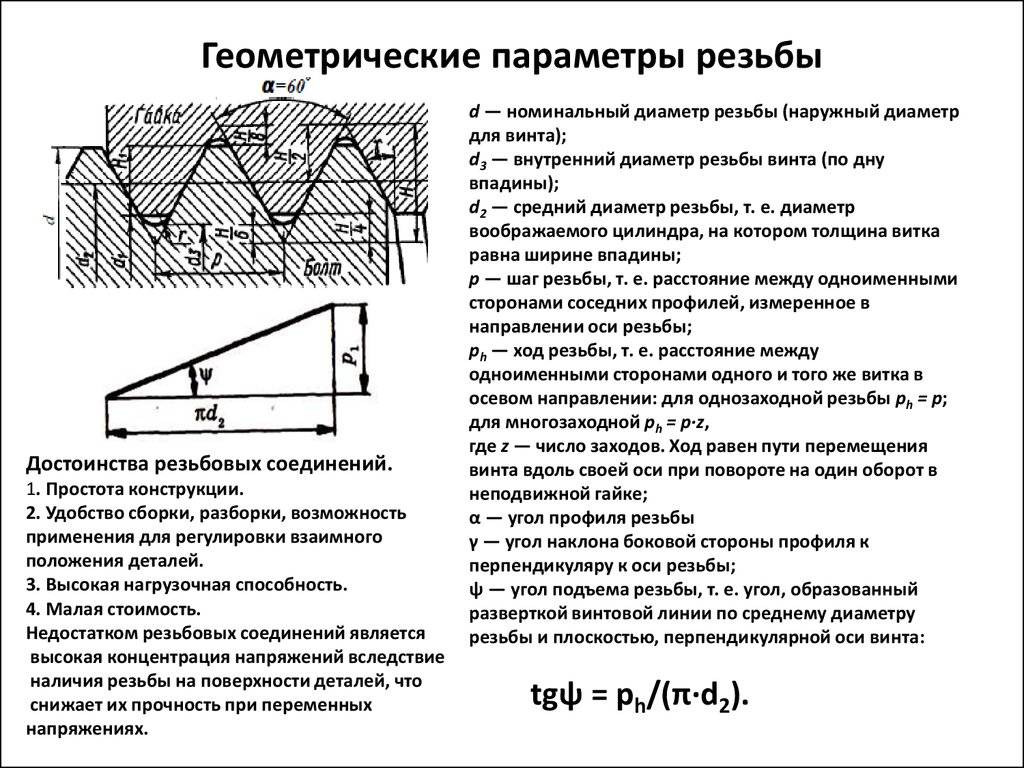
Угол подъёма резьбы (винтовой линии)
Для многозаходных резьб в числителе этой формулы следует подставлять вместо Р произведение n0P, где n0 — число заходов.
Длина свинчивания (высота гайки Н) — длина (высота) соприкосновения поверхностей болта и гайки, измеренная вдоль оси.
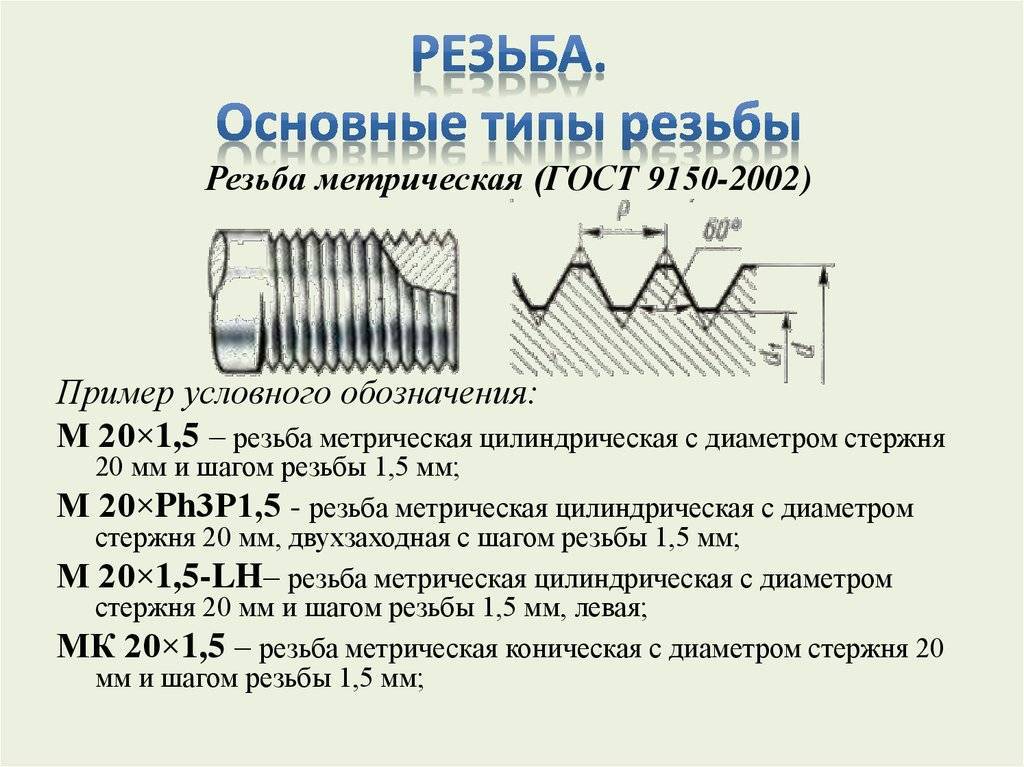
Обозначается метрическая резьба буквой M (от англ. metric system, метрическая система мер). Резьба с номинальным диаметром 32 мм с крупным шагом обозначается как М32; резьба с номинальным диаметром 16 мм с мелким шагом – М16×1,5; для обозначения левой резьбы в конце добавляются буквы LH.
Заключение
Метрическая резьба является наиболее распространённой в виду широкой стандартизации метрической системы мер.
Получив доступ к данной странице, Вы автоматически принимаете Пользовательское соглашение.
Достоинства и недостатки резьбовых соединений
Соединения, получаемые с ее помощью, пожалуй, самые распространенные среди разъемных. В отличие от прочих видов разъемных соединений они обладают следующими достоинствами:
- надежностью;
- простотой монтажа и демонтажа;
- низкой стоимостью, которая обусловлена унификацией и массовым изготовлением крепежных деталей. Для производства применяют как точение, так и накатку.
Это соответственно снижает прочностные параметры соединения. Довольно, часто, в узлах, где использована резьба, приходится применять дополнительные устройства для предотвращения самораскручивания. Разумеется, средства стопорения применяют исходя из назначения узла, например, колесо автомобиля.
Пошаговая инструкция по определению резьбы:
| Ø | Дюйм Десятичный | BSW | UNC | UNF | UNEF | BSF | сердечник-Ø | конус-Ø | резьба-Ø |
| резьба про 1″ | резьба про 1″ | резьба про 1″ | резьба про 1″ | резьба про 1″ | |||||
| номер 0 | 0,0598 | 80 | 1,2 | 1,49 | 1,52 | ||||
| номер 1 | 0,0728 | 64 | 72 | 1,5 | 1,79 | 1,85 | |||
| номер 2 | 0,0858 | 56 | 64 | 1,8 | 2,1 | 2,18 | |||
| номер 3 | 0,0992 | 48 | 56 | 2,1 | 2,41 | 2,52 | |||
| номер 4 | 0,1122 | 40 | 48 | 2,4 | 2,77 | 2,85 | |||
| номер 5 | 0,1248 | 40 | 44 | 2,6 | 3,09 | 3,17 | |||
| номер 6 | 0,1378 | 32 | 40 | 2,9 | 3,41 | 3,5 | |||
| номер 8 | 0,1638 | 32 | 36 | 3,5 | 4,02 | 4,16 | |||
| номер 10 | 0,1902 | 24 | 32 | 4 | 4,71 | 4,83 | |||
| номер 12 | 0,2161 | 24 | 28 | 32 | 4,6 | 5,37 | 5,49 | ||
| 1/16″ | 0,0625 | 60 | 1,2 | 1,55 | 1587 | ||||
| 3/32″ | 0,0937 | 48 | 1,9 | 2,3 | 2381 | ||||
| 1/8″ | 0,125 | 40 | 2,6 | 3,09 | 3175 | ||||
| 5/32″ | 0,1563 | 32 | 3,2 | 3,88 | 3969 | ||||
| 3/16″ | 0,1875 | 24 | 32 | 3,8 | 4,61 | 4762 | |||
| 7/32″ | 0,2187 | 24 | 28 | 4,6 | 5,43 | 5556 | |||
| 1/4″ | 0,25 | 20 | 20 | 28 | 32 | 26 | 5,1 | 6,17 | 6,35 |
| 5/16″ | 0,3125 | 18 | 18 | 24 | 32 | 22 | 6,5 | 7,76 | 7938 |
| 3/8″ | 0,375 | 16 | 16 | 24 | 32 | 20 | 7,9 | 9,3 | 9 525 |
| 7/16″ | 0,4375 | 14 | 14 | 20 | 28 | 18 | 9,3 | 10,9 | 11 113 |
| 1/2″ | 0,5 | 12 | 13 | 20 | 28 | 16 | 10,5 | 12,44 | 12,7 |
| 9/16″ | 0,5625 | 12 | 18 | 24 | 16 | 12,3 | 13,9 | 14 288 | |
| 5/8″ | 0,625 | 11 | 11 | 18 | 24 | 14 | 13,5 | 14,82 | 15 876 |
| 11/16″ | 0,6875 | 24 | 14 | 16,5 | 17,05 | 17 463 | |||
| 3/4″ | 0,75 | 10 | 10 | 16 | 20 | 12 | 16,5 | 18,76 | 19 051 |
| 13/16″ | 0,8125 | 20 | 12 | 19,5 | 20,33 | 20 638 | |||
| 7/8″ | 0,875 | 9 | 9 | 14 | 20 | 11 | 19,5 | 21,9 | 22 226 |
| 15/16″ | 0,9375 | 20 | 11 | 22,5 | 23,49 | 23 813 | |||
| 1″ | 1 | 8 | 8 | 12 | 20 | 10 | 22 | 25,08 | 25,4 |
| 1 1/16″ | 1,0625 | 18 | 25,5 | 26,63 | 26 988 | ||||
| 1 1/8″ | 1125 | 7 | 7 | 12 | 18 | 9 | 25 | 28,11 | 28 576 |
| 1 3/16″ | 1,1875 | 18 | 28,7 | 29,75 | 30 163 | ||||
| 1 1/4″ | 1,25 | 7 | 7 | 12 | 18 | 9 | 28 | 31,35 | 31 751 |
| 1 5/16″ | 1,3125 | 18 | 32 | 32,9 | 33 338 | ||||
| 1 3/8″ | 1375 | 6 | 6 | 12 | 18 | 8 | 30,5 | 34,49 | 34 926 |
| 1 7/16″ | 1,4375 | 18 | 35 | 36,2 | 36 512 | ||||
| 1 1/2″ | 1,5 | 6 | 6 | 12 | 18 | 8 | 33,5 | 37,67 | 38 101 |
| 1 5/8″ | 1625 | 5 | 5 | 18 | 8 | 35,5 | 41 | 41 277 | |
| 1 3/4″ | 1,75 | 5 | 5 | 18 | 7 | 39 | 44 | 44 452 | |
| 1 7/8″ | 1875 | 4,5 | 4,5 | 18 | 41,5 | 47,22 | 47 627 | ||
| 2 „ | 2 | 4,5 | 4,5 | 18 | 7 | 44,5 | 50,3 | 50,8 | |
| 2 1/4″ | 2,25 | 4 | 4,5 | 50,8 | 56,75 | 57 152 | |||
| 2 1/2″ | 2,5 | 4 | 4 | 57,15 | 63,05 | 63 502 | |||
| 2 3/4″ | 2,75 | 3,5 | 4 | 62 | 69,25 | 69 853 | |||
| 3″ | 3 | 3,5 | 4 | 68,95 | 75,75 | 76 203 |
Таблица сравнения резьб
Приборы контроля резьбы
Для вычисления характеристик метрической разновидности резьбы при помощи комплексного метода контроля используются калибры в виде колец и скобы. Измерения проводятся в соответствии с ГОСТом 17763. Контроль внутреннего нарезания производится калибрами-пробками. Контроль нарезки с углом профиля 55° осуществляется при помощи микрометра со специальными вставки. На измерительный прибор устанавливается 5 комплектов вставок, размер которых определяется шагом резьбы. Существует 2 основных вида вставок:
- призматическая: устанавливается на место пятки микрометра;
- конусная: ставится в отверстие винта микрометра.
Работники ОТК для контроля угла профиля резьбы используют приспособления со встроенными индикаторами: микроскопы и проекторы. Они могут быть оснащены раздвижными вставками и наконечниками в виде шариков. Конструкция приборов с индикаторами представляет собой упорную планку, держатель и индикаторы. Главным преимуществом индикаторных приспособлений является их универсальность. С их помощью можно проводить измерительные работы как при расточке, так и при обточке детали. Они обеспечивают высокую точность измерений за короткий временной промежуток.
Сотрудники фабрик и заводов во время контроля резьбы применяют штангенциркуль и штихмассы, производящие замеры линейных единиц измерения. Они помогают определить размер резца, с помощью которого производится снятие необходимого количества стружки с заготовки. Эти измерительные приборы позволяют сэкономить время обработки отверстий средней и наибольшей степени точности.





