

Как натянуть цепь
Перед началом работ на выяснить, как натянуть правильно цепь на бензопилы. Прежде чем произвести натяжку на технике Штиль, обязательно наденьте защитные перчатки. Это предотвратит порезы и загрязнения рук от машинного масла.
Проведем проверку натяжения:
- При провисании полотна видно внутренние зубцы, необходимо затянуть его, т.к. в неактивном режиме деталь повредит шину и пила придет в негодность.
- В случае если тормоз отпущен, а цепь в неподвижном состоянии — требуется ослабить натяжку.
Компанией Штиль разработано два способа натяжки — быстрый и фронтальный.
Фронтальный способ:
- Открутите гайки, поднимите за край шину, удерживающую пилющий комплект.
- До получения нужной степени натяжки затяните отверткой болт, находящийся с правой стороны.
- Передвиньте шину еще выше и закрутите гайки.
Быстрый способ:
- Поднимите ручку барашковой гайки и ослабьте.
- Поверните до упора в правую сторону колесо натяжки, которое расположено сверху.
- После манипуляций гайка затянется, ручка опустится в прежнее положение.
Некоторые модели пил Stihl отличаются правилами натяжки. Пользуйтесь инструкцией.
Станочная заточка цепей бензопил
Прежде чем приобретать станок для заточки цепи, необходимо разобраться, как выбрать станок для заточки цепей бензопил, потому что цена на отдельные модели довольно высокая, а покупка дорогостоящего агрегата вслепую явно не оправдывает себя.
Для заточки используют три типа станочных агрегатов:
- Мини-станки и приспособления малого класса, рассчитанные на очень небольшую производительность;
- Легкие настольные системы;
- Стационарные заточные станки.
Все три категории позволяют избавиться от эффекта «играющего» напильника и выполнить заточку с приемлемым качеством, но все же существуют определенные нюансы в использовании станков и приспособлений.
Легкие ручные станки для заточки цепей бензопил
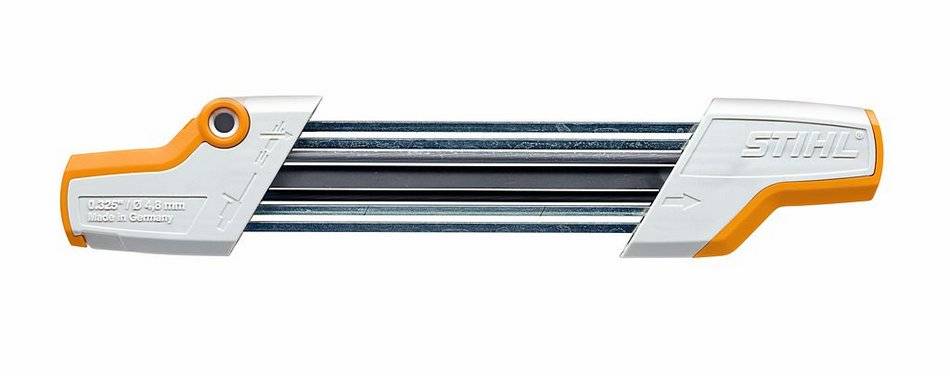
Приспособления для затачивания зубьев цепи на первый взгляд мало чем отличаются от ручного точения напильником. Основу мини-станка составляет струбцина и два винтовых регулятора. Приспособление устанавливается непосредственно на шину, и с помощью винтов выставляются значения переднего и бокового углов заточки. Остается только вставить заточной напильник в направляющую люнету и поочередно заточить зубья.
Для цепей с крючковыми зубьями выпускается специальное приспособление, позволяющее выполнить заточку с помощью секторного абразивного бруска, уложенного внутри пластикового корпуса.
В крючковых цепях для бензопил, в отличие от обычной схемы, режущая кромка расположена горизонтально на верхней плоскости или спинке зуба. Такие кромки можно затачивать с помощью насадки или обычным плоским надфилем. Чтобы выполнить заточку с помощью насадки, достаточно просто одеть корпус на шину, захлопнуть, закрыть его на защелку, запустить бензопилу и нажать боковой рычаг на торце.
Настольные и стационарные заточные системы
Среди наиболее продаваемых станков можно назвать продукцию трех ведущих производителей оборудования для бензопил – «Oregon», «Sadko» и «Makita».
Из оборудования компании «Oregon» можно посоветовать профессиональную модель 519789. Мощная станина и высокий подъем абразивного диска позволяют выполнять работы любой сложности. Вес агрегата -6 кг, потребляемая мощность электродвигателя составляет 214 Вт. Диапазон заточки переднего угла – от 0-40 о , бокового 0-10 о . Станок рассчитан на большую нагрузку, поэтому даже после затачивания нескольких сотен цепей точность позиционирования останется неизменной.
Более простая и дешевая модель станка «Sadko SCS-85 PRO» позволяет затачивать большинство размеров цепей бензиновых пил с передним углом до 30 о . Вес агрегата составляет всего 2,5кг. В отличие от предыдущей модели, это скорее компактная, чем профессиональная модель, но в своем классе «Sadko» не уступает продукции других компаний.
Обе модели оснащены автоматическим устройством центрирования цепи при зажиме его в тиски.
На что следует обратить внимание при выборе станка
Во-первых , станина станка должна обязательно изготавливаться из металла. Процесс заточки даже малых поверхностей зуба связан с приложением нагрузки и возникновением вибраций. Металл хорошо справляется с гашением колебаний, пластиковые детали со временем деформируются, и точность заточки падает.









Во-вторых , наиболее нагруженный узел — шарнир поворота заточной консоли, тоже должен быть металлическим. Большинство отечественных и китайских фирм для удешевления используют пластиковые шарниры достаточно большой ширины. На практике модели, изготовленные даже из ударопрочного и износостойкого пластика, не позволяют добиться необходимого качества заточки.
В- третьих , диапазоны устанавливаемых углов затачивания должны быть как у модели 519789. Мировой лидер в производстве шин и цепей к бензиновым пилам выбрал параметры 0-40 о не просто так, а чтобы увеличить точность хода настроечного винта. Большинство дешевых станков ограничивают величину заточки переднего угла 30 о и меньше. Это значит, что нормально заточить цепь можно будет только после 3-4 переточки с помощью напильника или на других приспособлениях, когда размеры кромки будут выработаны на 15-20%.
Кроме того, немаловажным фактором является мощность привода станка. Чем быстрее выполняется процесс затачивания кромки зуба, тем меньше риск самоотпускания закалки металла. При правильной настройке станка процесс должен занимать не более секунды на зуб.
Отдельно следует упомянуть размеры нониусов или шкал, по которым выставляются углы заточки зуба. Деления и размерность шкалы должны позволять читать величину угла не менее чем в половину градуса.
Последовательность операций при заточке
Качественная заточка зубьев предполагает строгое соблюдение следующих правил:
- Напильник для заточки бензопилы следует размещать строго перпендикулярно направлению перемещения зубьев пилы в вертикальном направлении, и под углом 15…20 0 – в горизонтальном. Последнее контролируется при помощи державки.
- Круглый напильник в зеве зуба должен обязательно располагаться несколько выше его кромки (для напильника №5 это примерно 1…1.5 мм).
- На зуб устанавливается державка, линии которой покажут точное направление перемещения напильника в горизонтальной плоскости.
- После нескольких движений напильника поверхность заточки покрывается намагниченной стружкой, которую следует тут же снимать крючком.
- Заточку начинают в направлении от себя, не применяя при этом излишних усилий: насечки должны мягко входить в металл зуба. Рекомендуется сделать несколько движений, после чего повернуть напильник на 20…30 0 , с тем, чтобы износ насечек происходил более равномерно.
- Заточку рекомендуется выполнять «через зуб»: вначале заточить зубья одного направления, а затем – другого.
- Давление на напильник в ходе заточки должно быть постоянным, как и количество возвратно-поступательных движений по затачиваемому зубу.
При заточке ограничителя глубины поступают следующим образом. На ограничитель накладывается шаблон. Когда прорезь ограничителя войдёт в паз шаблона, устанавливают высоту изношенного участка, которую и снимают при помощи плоского напильника. Шаблон устанавливают одной из двух сторон — Hard или Soft, что соответствует твёрдой, либо мягкой древесине.
Заточка будет идти легче, если шину бензопилы зажать в слесарные тиски. Интервалы между заточками можно увеличить, если своевременно контролировать правильность натяжения цепи, следить за состоянием ограничителя, регулярно смазывать все подвижные элементы, и периодически заменять ведущую звёздочку.
«Лесорубу, работающему тупым топором, посоветовали: — Наточи топор.
Он ответил: — Времени нет. Лес валить надо. »
Всем читателям большой привет!
Сегодня решил поведать об инструменте, без которого, как мне кажется, сегодня просто нельзя. Хороший инструмент должен хорошо работать, а это во многом зависит от его хозяина.
Уборка в осеннем саду, заготовка дровишек к зиме, строительство бани, ремонт деревянного забора потребуют не только время и желания, но и готовности «режущего» инструмента. Если это бензопила, то она должна быть правильно заточенной.
Конечно, есть платные специалисты, а у Вас, например, есть лишние деньги… Но мы знаем, что такая процедура выполняется периодически и поэтому возникает естественный вопрос: как наточить цепь бензопилы в домашних условиях? Про то и расскажу. Поехали!
Из этой статьи вы узнаете:
Как выяснить, когда нужна заточка?
Найти, сточились ли зубья цепи по другому нет, конечно по неким соответствующим признакам. Это, здесь тут все зависит насколько активно употребляется бензопила. Стоит приглядеться для того, какую стружку она оставляет. Ее однородность и квадратные формы указывают на острые зубья. Когда цепь сточилась, то она обычно оставляет за собой древесную пыль, а сами опилки походят на иголки, которые «производит» ручная ножовка.
Если скорость распила снижена, то это тоже считается признаком затупления цепи. Ощущается повышение нагрузки на сам инструмент и возникновение вибрации. Новеньким не каждый раз удается увидеть некие из этих признаков









Потому им стоит чем просто обратить особое внимание на качество стружки. Время от времени она бывает кофейного колера, что уже гарантированно показывает на то, что пора точить цепь
Дополнительно: Не заводится штиль 180 искра есть, stihl ms 180 заливает свечу
Особенности заточки пильных цепей
Пильная цепь представляет собой набор связанных между собой с помощью шарниров режущих зубьев сложной конфигурации. При обработке цепи необходимо обеспечить равномерность и одинаковость заточки всех зубьев, выдержать правильный угол режущей кромки, сохранить нужную конфигурацию зуба. Для решения этих задач существует несколько способов заточки, а также много разных инструментов и приспособлений.

Бензопила ФОТО: spila.ru
Пилу надо точить вовремя, иначе можно получить много неприятностей – снижение производительности, ухудшение качества реза, ускоренный износ механизма, даже травму.
Конфигурация зуба и угол заточки цепи бензопилы
Зуб бензопилы имеет сложную конфигурацию, которая зависит от направления движения цепи. У зуба две рабочие кромки: боковая, расположенная перпендикулярно оси перемещения звеньев, и верхняя, которая находится под определённым углом к направлению движения цепи. Каждый зуб имеет ограничитель глубины реза. Он определяет высоту снимаемой стружки. Главное усилие при резе приходится на рабочую кромку. Угол заточки зуба определяет качество работы инструмента.
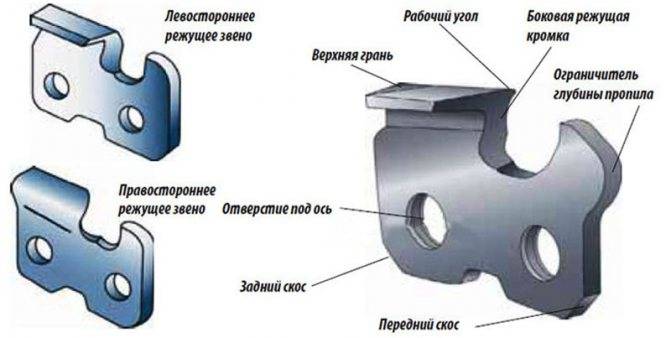
Функциональные части зуба бензопилы и их вид ФОТО: proinstrumentinfo.ru
Каждая модель пилы имеет свой шаг режущих кромок, значение которого для бытовых и полупрофессиональных моделей связано с мощностью агрегата и крутящим моментом привода. Для продольного пиления шаг принимают меньше (например, 0,325 дюйма). Производительность работы при этом снизится, но требуемое усилие тоже уменьшится. При валке деревьев с большим диаметром ствола мощность двигателя не превышает 2500 Вт. Толщина режущей кромки у большинства бензопил устанавливается равной 1,3 мм.
Высота цепного профиля либо 0,625 мм, либо 0,762 мм, причём для бытовых пил применяется низкий профиль. При этом, немного возрастает вибрация пилы.
Кромка зуба для продольного распила должна быть очень острой и иметь угол в диапазоне 6º…12º, для поперечного – до 25º…30º.
В первом случае заточка должна производиться чаще, поскольку недопустимо малый угол наклона зуба способствует его быстрому выкрашиванию. Это особенно заметно у звеньев, которые изготовлены из конструкционных легированных сталей, содержащих кремний и марганец, например, 40ХГС или 35ХГСА.
Шаблоны и приспособления для заточки цепи бензопилы
Гораздо легче работать, имея большую уверенность получить правильный результат, в том случае, если мастер обеспечил себя набором вспомогательных приспособлений, в который входит шаблон. С его помощью выдерживаются правильные значения всех углов заточки зуба. Угол передней кромки записан в инструкции, обычно его значение 65º — 80º. Оценку значения заднего угла верхнего лезвия можно выполнить только по шаблону. Его величина должна быть в диапазоне от 50º до 60º.
Задний угол заточки пилы уменьшается с увеличением твёрдости древесины. Оптимальным при продольном распиле считается значением угла 10º…12º, и 25º…30º – при поперечном распиле.
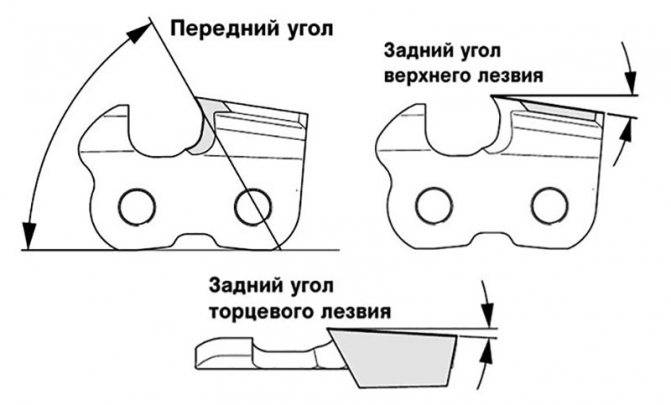
Шаблон конфигурации зуба пилы ФОТО: proinstrumentinfo.ru
Периодичность заточки цепей бензопилы
Решение о заточке цепей пилы принимается не по календарю, а по оценке её работы. В первую очередь, следует осмотреть опилки. Если они имеют вид мелкой пыли, то цепь требует заточки. В противном случае, можно перегреть двигатель, что приведёт к образованию задиров на цилиндре. У тупой пилы повышенная вибрация и затруднённый заход гарнитуры в каждый новый пропил, что существенно снижает производительность распиловочных работ.
Внешние признаки затупления зуба бензопилы
Среди популярных бензопил реально находятся инструменты австрийской фирмы Stihl, например, Штиль-180 (если точно, то Stihl MS-180-14’’). Такой бензопилой есть вариант не сучья обрезать, не со средними по диаметру ветками справиться – мощность в одна тысяча пятьсот Вт вполне это позволяет. Несмотря на качественную сталь, которую указанная торговая марка (китайские подделки не рассматриваем!) использует для изготовления зубьев, самостоятельная заточка потребует сноровки не времени.
Необходимо выяснить на следующие внешние признаки затупления режущей цепи:
- На рабочем угле зуба появился конический участок.
- При переходе от рабочего угла к верхней грани визуально различается радиусное закругление.
- В момент начальной подачи даже при сравнительно малой её интенсивности, внедрение рабочей кромки зуба в толщу древесины выполняется с большим сопротивлением.
- В ходе установившегося реза цепь бензопилы начинает вибрировать, а уровень шума бензопилы заметно возрастает.
- При пилении продольно поверхность реза имеет грубые вырывы не сколы древесины. Сама стружка становится значительно меньше по своим размерам.
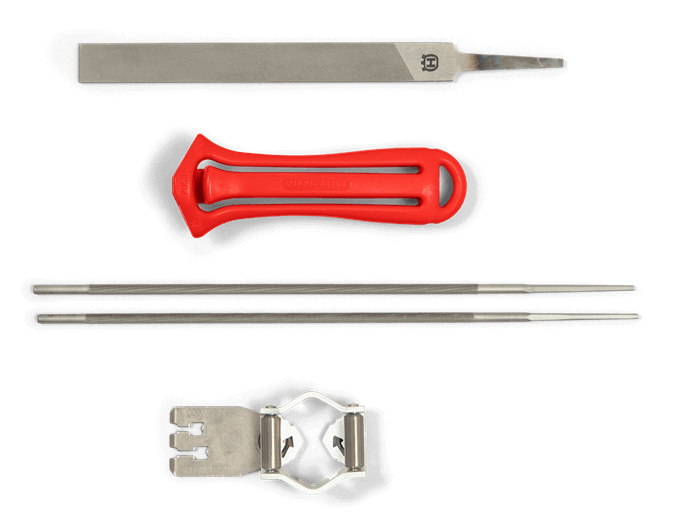
Пробный тест проводят на сухостое, не не на древесине с повышенной влажностью. Статья расскажет как правильно выбрать напильник для заточки пильной цепи. Также даны рекомендации по процессу заточки. Набор из инструментов, необходимых для заточки верный угол заточки цепи бензопилы. Частота заточки зависит от основного направления пиления. Если оно выполняется преимущественно в осевом направлении, то заточку придётся выполнять значительно чаще.







Правила хранения
Напильники производятся из твердой, но достаточно хрупкой инструментальной стали. Хранение и перевозка нескольких экземпляров в одной коробке может отразиться на их рабочих параметрах.
В составе заводских комплектов напильникам обеспечены оптимальные условия хранения. Набор из нескольких отдельных инструментов рекомендуется держать в секционном чехле типа патронташа.
Работоспособность напильников с загрязненной или замасленной насечкой можно восстановить очисткой жесткой щеткой и промывкой в растворе средства для удаления жира с посуды, ацетоне или неэтилированном бензине.





