

Муфты зубчатые тип МЗ ГОСТ 5006-55 (50895-96)
Муфты зубчатые (МЗ) –представляют собой механический узел, который предназначен для компенсации разных типов смещений валов, а также для передачи энергии вращения от одного вала к другому. Такой результат возможен благодаря использованию зубчатого зацепления,имеющего боковой зазор, а также возможности смещения по своей оси сопряженных зубьев. При этом зубья имеют сферическую внешнюю поверхность и бочкобразную форму.
Функции зубчатых муфт частично такие же как у карданных передач, но муфта, обычно, может компенсировать не большие углы (4-5 градусов) смещения, по сравнению с передачейкарданной. Кроме этого, указанные муфты могут обеспечивать передачу большего вращающего момента чем карданные передачи, но при этом им присуща повышенная вибрация.
Для применения зубчатых муфт общего машиностроительного применения, которые изготавливаются с целью соединения угловых валов с соосными, существуют государственные стандарты, предусмотренные ГОСТом 5006-94 и ГОСТом Р 50895-96. Такой стандарт применяется только для муфт, что используются для компенсации осевых и радиальных смещений при передаче вращения в рамках 1000-63000 Н*м.
Практика эксплуатации муфт зубчатых показывает, что основной причиной выхода из строя таких узлов является износ зубьев.
Поэтому для увеличения износостойкости и получения их большей твердости зубья муфт подвергают термической обработки. Степень обработки зависит от функциональных особенностей составляющих частей муфты, а также ее назначения.
Копейский механический завод «Горняк» изготовляет муфты зубчатые, что характеризуются стойкостью к высоким нагрузкам, применяются в широких диапазонах вращающих моментов и угловых скоростей.
Производимые на КМЗ «Горняк» зубчатые муфты имеют максимальный допустимый перекос осей втулок, что не превышает 130º (при нулевом смещении осей)
Копейский механический завод «Горняк» также выпускает и другие типы муфт зубчатых, таких как МЗП и МУВП.
Муфты МЗП полностью соответствуют ГОСТу 50895-69.МЗПиспользуются в случае, когда предусмотрено наличие промежуточного вала, с целью соединения горизонтальных одноосных валов. Их отличием является то, что полумуфта,что состоит из втулки и зубчатой обоймы, заменена на фланцевую полумуфту с запрессованным валом.
Муфты МУВП полностью соответствуют ГОСТу 21424 и применяютсяприсоединенияходноосных валов. Они используются при необходимости передачивращающего момента в диапазоне 6,3 – 16000 Нхм. Благодаря таким муфтам уменьшаются динамические нагрузки, при радиальных, угловых и осевых смещениях валов.Подобные муфты имеют очень мягкий пуск, что обеспечивается прорезиненными пальцами. Кроме этого, МУВП муфты способны заменить муфты ЗМ в механических устройствах, которые предназначены для подъема и перемещенияразнообразныхгрузов.
Зубчатые муфты всех видов, производимые на КМЗ «Горняк», изготавливаются с высококачественного сырья и заготовок, поэтому мы наш завод гарантирует долгую и надежную работу наших изделий.
Чтобы заказать зубчатые муфты на нашем заводе или узнать более детальную информацию о нашей продукции, а также по вопросам доставки, звоните по телефону, указанному на сайте.
Муфты зубчатые тип МЗ ГОСТР 50895-96 (5006-83):
В продаже встречается просто огромное количество вариантов исполнения различных муфт, все они характеризуются своими определенными достоинствами и недостатками. Специфическим предложением можно назвать зубчатую муфту. Был разработан целый набор технической документации, который должен учитываться.

Основные элементы
Выделяют самые различные элементы технологической операции. Основными можно назвать следующие:
- Установка. Эта часть технологической операции, выполняемая при неизменном закреплении, проводится в самом начале. Ей уделяется также довольно много внимания, так как допущенные ошибки могут стать причиной смещения заготовки при ее обработке.
- Позиция. Законченная часть технологической операции, характеризуемая постоянством, должна проводится при фиксировании положения заготовки. Стоит учитывать, что на данном этапе может проводиться и сборка технологической оснастки, которая отвечает за непосредственную фиксацию заготовки.
- Технологический переход. Технологический процесс перехода могут осуществляться в рамках одной операции без изменения ранее установленных режимов работы. Он осуществляется в случае, когда обработка заготовки не может быть завершена по причине недостаточной функциональности оборудования. Количество переходов во многом зависит от того, насколько сложна заготовка. Нумерация переходов проводится с учетом последовательности механической обработки заготовки.
- Рабочий ход. Именно этот элемент технологической операции считается наиболее важным, так как он обеспечивает механическое удаление материала с поверхности для придания требуемой формы и размеров. Как правило, совершается перемещение инструмента относительно поверхности заготовки с заданными параметрами при определенном углублении режущей кромки в обрабатываемый материал. Также при рабочем ходе обеспечивается обработка поверхности для получения определенной шероховатости. Рабочий ход может быть продольным или поперечным, при этом определяется глубина и скорость резания, а также многие другие параметры. Как правило, он более продолжительный и точный, рассчитан на оказание серьезного механического воздействия на рабочий орган.
- Вспомогательный ход. Он также является неотъемлемой частью технологического процесса. Вспомогательный ход представлен однократным перемещением инструмента относительно заготовки, однако при этом не происходит изменение формы, размеров и других параметров заготовки. Применяется вспомогательный ход в большинстве случаев для смещения основных органов относительно заготовки. Примером можно назвать подвод инструмента в зону резания, а также фиксирующего элемента.
- Наладка. Перед непосредственным производством проводится наладка оборудования, а также применяемой оснастки. Наладка предусматривает установку всех приспособлений, выверку размера инструмента и их положения. Наладочному процессу уделяется довольно много внимания, так как неправильная фиксация инструмента может привести к весьма серьезным последствиям. Сложнее всего провести наладку станков с ЧПУ, так как они должны обеспечивать высокую точность обработки. Кроме этого, часто финишным этапом проводимой наладки становится контрольная обработка заготовки, в ходе которой определяется точность и другие моменты.
- Подналадка. Еще одним вспомогательным процессом можно назвать подналадку, которую выделяют крайне редко. Она предусматривает регулировку технологического оборудования или применяемой технологической оснастки. В некоторых случаях только после того, как было налажено производство можно определить неправильное позиционирование инструмента и технологической оснастки.
- Технологическое оборудование. Также встречаются различные средства обеспечения проводимой процедуры. В эту категорию относят материалы и заготовки, а также требуемую оснастку. Встречается в продаже просто огромное количество различной оснастки, которая существенно упрощает поставленную задачу по обработке заготовки самой различной формы и размеров.
- Технологическая оснастка. Это определение применяется для определения технологического оснащения, без которого провести обработку заготовки практически невозможно. Она может быть самой различной, подбирается в зависимости от того, какая процедура проводится.
В целом можно сказать, что технологическая операция является сложной процедурой, которая состоит из довольно большого количества различных частей
Особенности установки
Технические требования к муфтам различаются в зависимости от предназначения устройств. Однако существуют и общие условия, выполнение которых обязательно в любом случае:
- герметичность соединения;
- влагоустойчивость материала и участков стыковки;
- высокая прочность, способность противостоять механическим нагрузкам;
- устойчивость корпуса к воздействию агрессивных внешних сред.
В наибольшей степени указанным требованиям соответствуют два типа муфт — термоусадочные и холодной усадки. Их характеризуют универсальность, совместимость с любыми видами изоляционных материалов. Поэтому в качестве примера далее будет рассмотрена установка термоусадочной муфты.






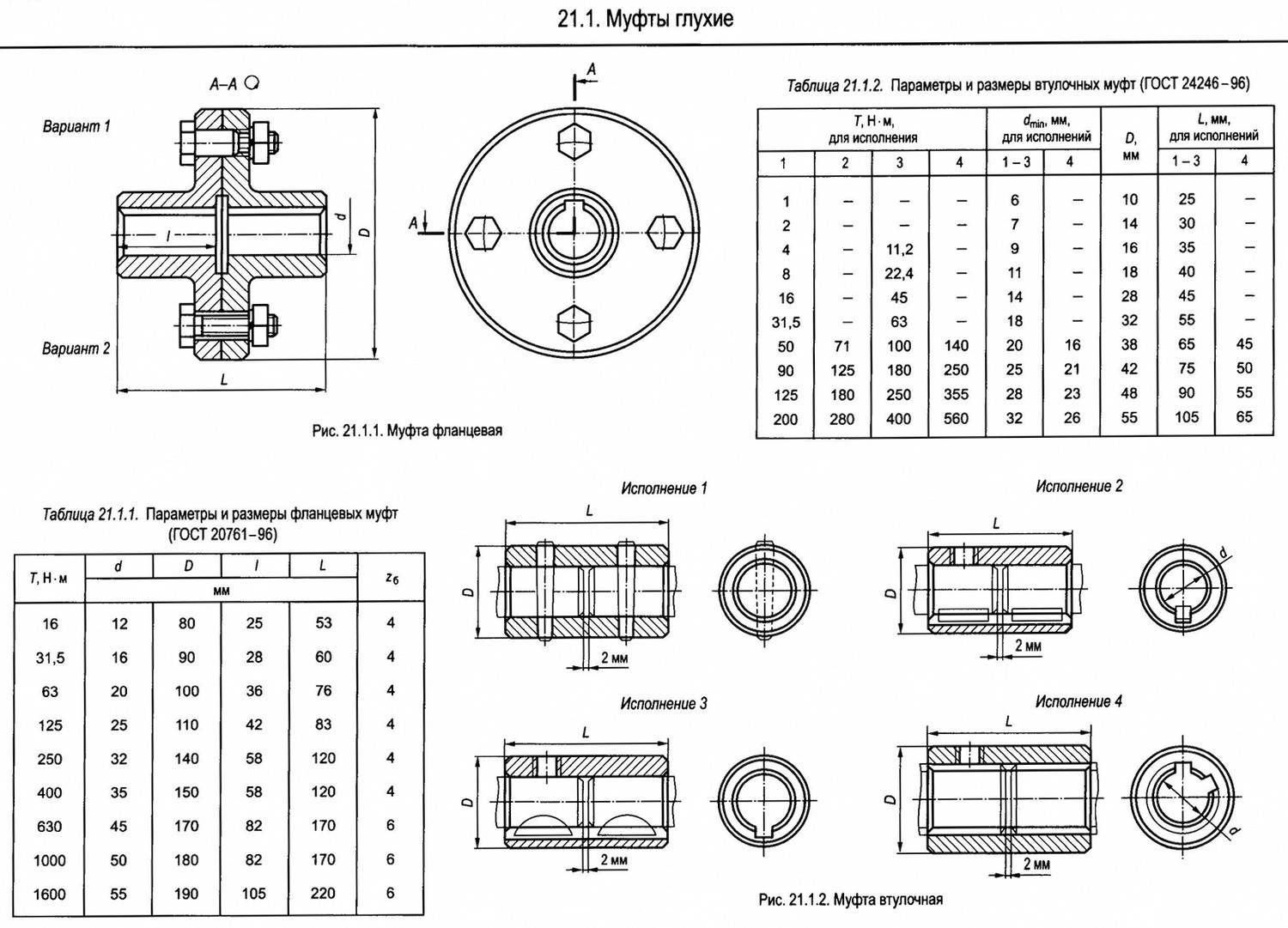
Втулочная
Такой вид оборудования призван, прежде всего, связывать соосные валы цилиндрического типа. При этом разброс вращающего момента на соединяемых частях может сильно отличаться. Главная особенность, однако, иная — никакого смягчения динамической нагрузки и никаких ограничений темпа вращения не наблюдается.
Втулочные муфты — простейшие из муфт жесткого типа. Предусматривается 3 исполнения:
- Модели с цилиндрическим отверстием под посадку могут оборудоваться коническими штифтами;
- Есть аналоги со шпонками в виде призмы или сегментов;
- И наконец, существует еще вариант, где ничего этого нет, а есть прямобочные шлицы.
Монтаж термоусадочной муфты
Вначале следует подготовить кабель. С его концов удаляют изолирующую бронированную оболочку — вплоть до токопроводящих элементов. С жил изоляцию на этом этапе не снимают. Протяженность разделки кабеля определяют несколькими факторами:
- марка кабеля;
- сечение, материал токопроводящей жилы;
- количество жил, а также другие параметры, указанные в справочниках.
Далее готовят к установке муфту:
- Надевают на конец кабеля термоусадочную трубку.
- Провод заземления на соединительных и концевых муфтах закрепляют специальным контактом (без дальнейшей пайки).
- Места соединения перемычки с бронированной оболочкой заворачивают в герметизирующую ленту.
- Для заземлительных перемычек применяют медные проводники с 16-миллиметровым сечением. Если сечение жил составляет 120–240 кв. мм, ставят 25-миллиметровую перемычку.
- Надевают термоусадочные трубки на окончания оставшихся проводов кабеля.
- Соединяют фазные проводники и нейтраль. Соединение выполняют обжимными гильзами или болтами со съемной головкой.
- Провода кладут в ячейки каркасной кассеты и закрывают.
Кассету стыкуют с внешней термоусадочной трубкой. Происходит нагрев, в результате чего наступает полная усадка. Все соединительные элементы имеются в муфтовых комплектах.
Как соединить валы механизмов?
Для передачи осевого вращения применяются валы, на котором могут крепится различные шестерни и звездочки. Соединение проводится при применении различных методов, к примеру, используются муфты для соединения валов. К их особенностям относятся нижеприведенные моменты:
- Есть возможность выполнять демонтаж.
- Существенно упрощается сбор и производство конечного изделия.
- Многие типы изделий позволяют компенсировать различного рода смещения, которые могут возникать при работе устройства.
- Устройство может выдерживать существенную нагрузку.
Сегодня детали соединяются между собой при применении технологи сварки крайне редко. Это связано с тем, что вибрация и другое воздействие может стать причиной появления трещин и других дефектов.
Неправильная фиксация может привести к поломке устройства. Изделие выбирается в зависимости от эксплуатационных условий. К примеру, валы могут смещаться в самых различных направлениях.
Классификация муфт

Существует классификация муфт по конструкции:
- управляемые;
- неуправляемые.
Интересное: Виды и оборудование продольной резки металла
А также по назначению:
- глухие (жесткие);
- компенсирующие;
- упругие;
- сцепные;
- автоматические;
- магнитного и электромагнитного принципа действия.
Каждая разновидность применяется исходя из особенности эксплуатации узла.
Разновидности по конструкции
Особенности конструктивного исполнения выделяют следующие виды муфт:
- Пружинная. Иное название – муфта со змеевидной пружиной. Устройство хорошо компенсирует резко возникающие динамические нагрузки. Является предохранительным элементом, то есть может разрушиться при избыточной нагрузке на одном из валов.
- Втулочная муфта. Жесткая или глухая втулка, соединяющая два конца валов. Минимально компенсирует несоосность, имеет высокую прочность и небольшой показатель передаваемого крутящего момента.
- Муфта фланцевая. Соединительный элемент выполнен из двух деталей в виде фланцев, насаживаемых на хвостовики валов. Собирается на болты, для предохранения от перегрузок могут быть установлены болты из мягких сортов стали, срезаемые при перегрузке на приводе. Передает высокий крутящий момент.
- Муфта упругая со звездой. Конструктивное решение представляет разновидность кулачково-дискового механизма. Рабочие плоскости кулачков делятся упругой звездочкой.
- Муфта упругая втулочно пальцевая. Конструкция этой муфты выполнена в виде двух полумуфт и статичных пальцев в одной из них. На пальцах располагаются резиновые втулки, являющиеся зоной контакта пальцев со второй полумуфтой.
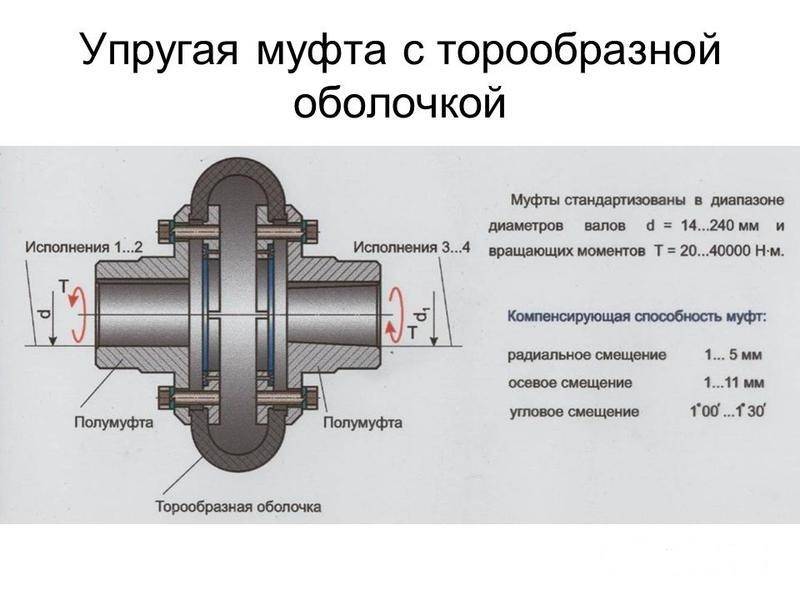
- Муфта с торообразной оболочкой. Главное предназначение устройства – узлы и агрегаты с высоким уровнем вибрации, ударов в процессе эксплуатации. Отлично компенсирует радиальное смещение осей валов до 5 мм.
Механическая муфта имеет большой ресурс при отсутствии пиковых нагрузок у оборудования. Она не требует технического обслуживания. Перед началом работ проводят ревизионный осмотр основных соединительных муфт главных производственных приводов.
По демпфирующим способностям
Демпфирующие механизмы позволяют проще преодолевать резонансный момент механического привода. Чаще всего это устройства с упругими элементами в конструкции. Например:
- фланцевый тип – упругие втулки;
- кулачковый – звезда или зубчатое колесо из плотного пластмасса;
- пружинный тип – конструкция в виде витка пружины усиленного сечения.
Интересное: Дюралюминий — что это за сплав, его состав и температура плавления
По компенсирующим способностям
К компенсирующим звеньям относятся упругие и жесткие разновидности. Цель применения – устранение несоосности валов, а упругие дополнительно сглаживают резкие нагрузки при запуске. Примерами выступают наиболее распространенные:
- кулачковые;
- зубчатые.
Разновидности по материалу
В применении на трубопроводных линиях муфты выступают в роли ремонтных и монтажных элементов. Различаются по материалу:
- Для стальных труб применяются модели без резьбы и с резьбой. Резьбовые соединения разборные и подлежат ремонту. Потребуется наличие резьбы на двух соединяемых трубах. Дополнительное уплотнение производится при помощи подмотки, герметика, контргайки. Элементы без резьбы предполагают установку неразъемного плана методом сварки.
- Для медных труб применяются обжимные резьбовые муфты и под пайку. Паяные соединения выдерживают высокое давление и не меняют своих характеристик при расширении металла от нагрева. В работе применяется специальный флюс, припой, горелка. Обжимные муфты монтируются быстрее, но из-за мягкости меди как цветного металла могут со временем ослабевать.
- Для чугунных труб широкое применение получили обжимные муфты с прокладками. Устройства состоят из двух элементов, стягиваемых болтами. Для установки на ремонтируемый участок не требуется сварки, пайки, особых навыков. Подбор происходит под конкретный диаметр трубопровода, возможна небольшая несоосность двух концов трубы.
- Для пластиковых и полимерных труб применяют муфты из аналогичных материалов. Монтаж зависит от конкретной модели и предполагает пайку, обжим, стягивание по типу муфт для чугуна. Для канализационных труб из пластика муфты одеваются с уплотнением без дополнительного крепления.
Общая классификация и устройство механической муфты для электродвигателя
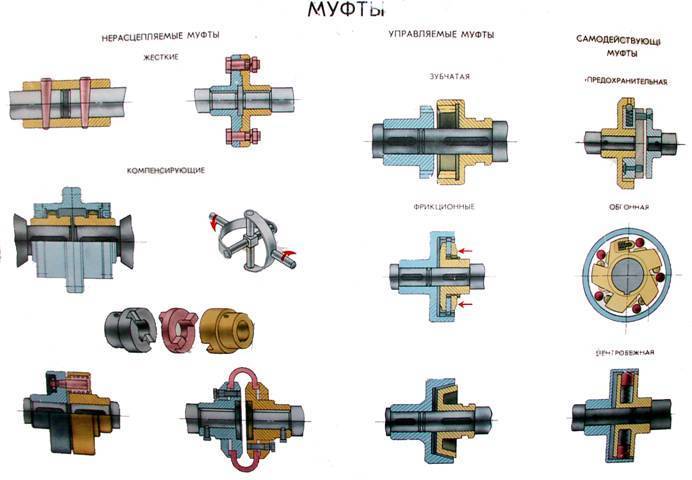
Различают множество типов муфт, которые отличаются назначением, конструкцией, принципом действия. Наиболее распространенные типы стандартизованы по паспортным данным. Основная паспортная характеристика – величина вращающего момента, который муфта может передавать.









По принципу действия муфты делятся на механические, электромагнитные, гидравлические. По типу соединения валов – на постоянные (неуправляемые), управляемые и автоматические (самоуправляемые).
Механические муфты объединены в два больших класса: глухие (жесткие) и подвижные.
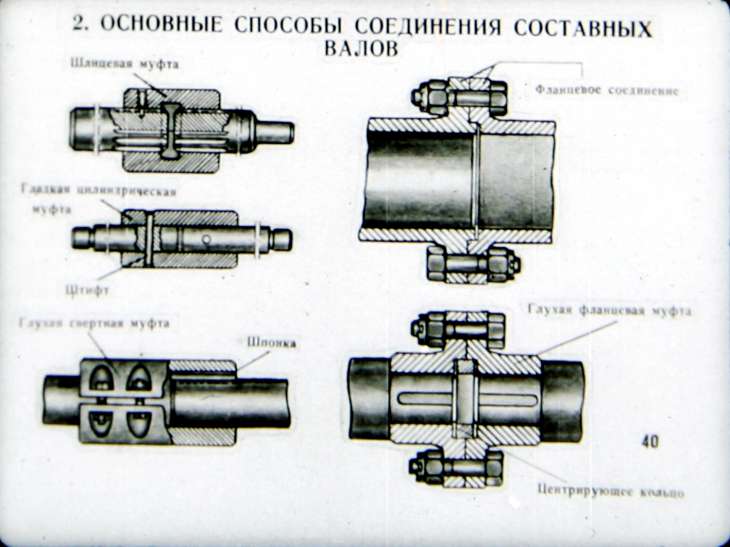
Глухие образуют жесткое соединение двух валов. Монтаж выполняют на общей площадке, конструкция требует точной центровки валов электродвигателя и установки. Глухая муфта –это два диска (полумуфты), соединенные болтами. Они расположены на концах валов электродвигателя и рабочей машины. Применяется для тихоходных двигателей.
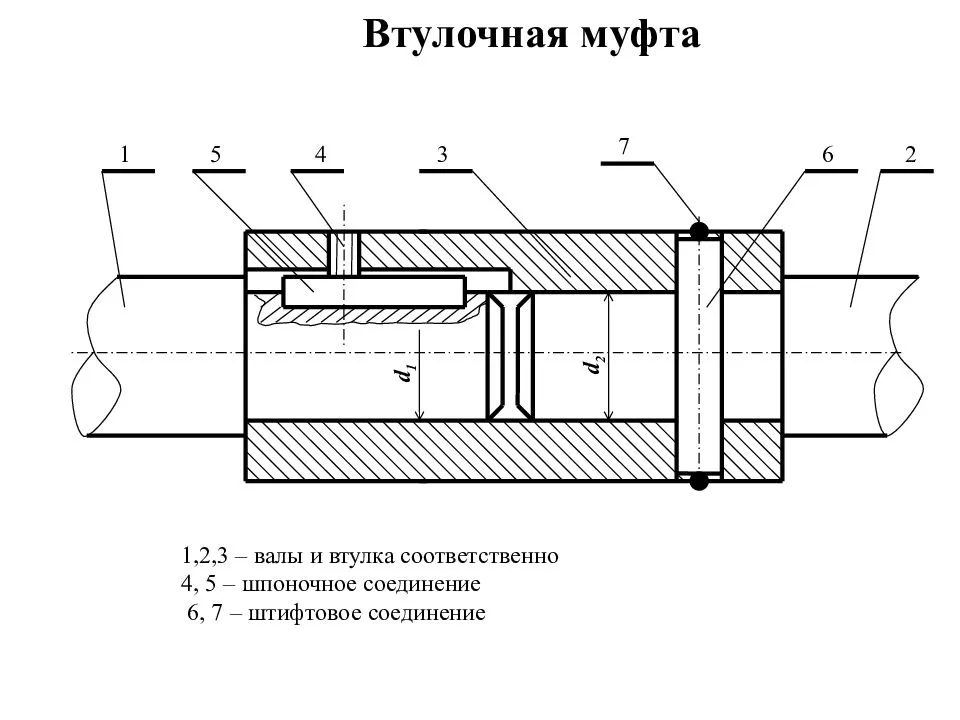
Самая простая конструкция у глухой втулочной муфты. Ее достоинства: простота и малые радиальные размеры. Она представляет собой втулку со штифтами, шпонками или шлицами. Предназначена для передачи небольших нагрузок валами диаметром до 70 мм.
Конструкция других видов глухих муфт принципиально не отличается от базовой. Добавляются функциональные элементы: стопорные винты, пальцы-болты с упругими манжетами или шайбами, металлические пружины, резиновый диск. Эти детали устраняют или компенсируют осевые и радиальные смещения.
Монтаж фрикционной муфты на быстроходный вал
При необходимости провести монтаж фрикционной муфты можно самостоятельно при наличии небольшого комплекта инструмента. Для получения качественного результата нужно соблюдать распространенные рекомендации:
- Перед началом проведения работы следует удостовериться, что конструкция не имеет существенных дефектов. Даже незначительные дефекты становятся причиной снижения прочности соединения.
- Довольно большое распространение получили упругие муфты. Их особенность заключается в наличии специального элемента, за счет которого происходит компенсация смещений. На момент монтажа нужно быть осторожным, так как слишком большое усилие может стать причиной повреждения активного элемента. Это же следует учитывать, когда устанавливаются предохранительные муфты.
- В большинстве случаев фиксация проводится за счет запресовывания механизма. Исключить вероятность прокручивания устройства можно за счет применения шпонки.
На момент установки не рекомендуется применять кустарный метод фиксации, так как это может стать причиной повреждения конструкции. Примером можно назвать изменение формы и появление вмятин, трещин, снижение прочности и многие другие моменты.
Полужесткое соединение валов
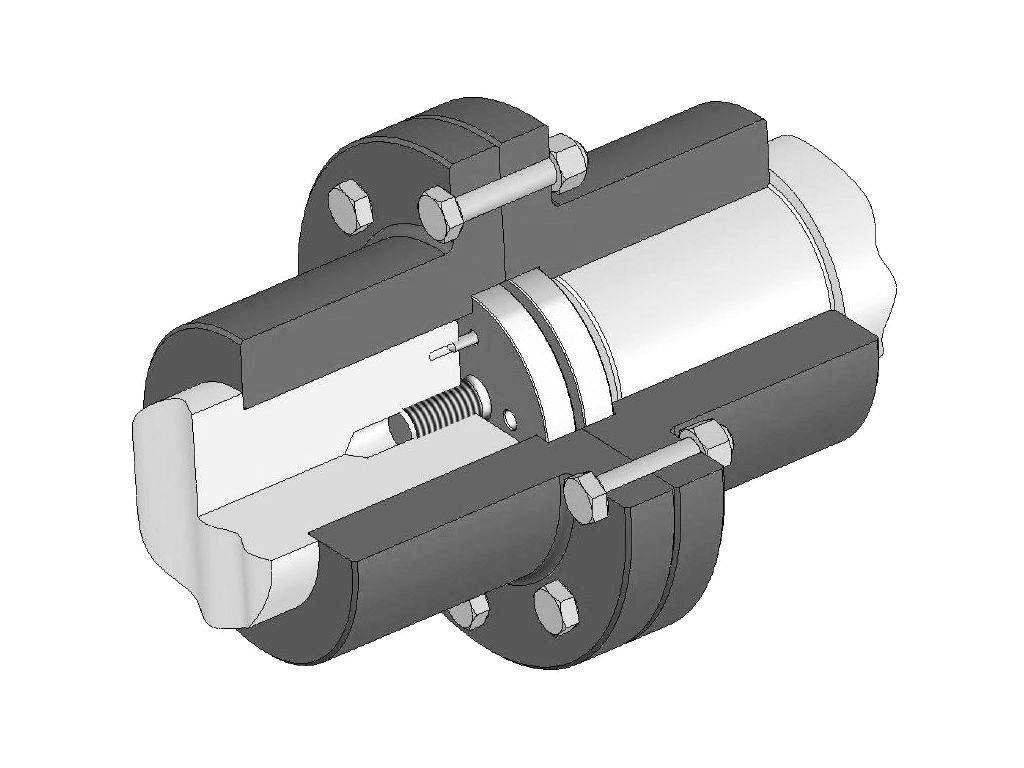
Определенными особенностями характеризуется полужесткий тип соединения. Примером можно назвать случай соединения вала турбогенератора с паровой турбиной. В большинстве случаев на вал электродвигателя надевается полужесткая зубчато-пружинная муфта.
Рассматриваемый вариант исполнения соединительного элемента характеризуется следующими особенностями:
- Конструкция состоит из двух полумуфт, которые фиксируются на обоих деталях. Подобным образом проводится монтаж устройства.
- Фиксация одного элемента относительно другого проводится за счет упругой волнообразной ленточной пружины, который зачастую называется компенсатором.
Для обеспечения требуемого уровня защиты используется кожух, который изготавливается из самых различных материалов, устойчивых к воздействию окружающей среды. Несущественное изменение положения двух соединяемых элементов компенсируется за счет специального элемента.
Как соединить валы механизмов
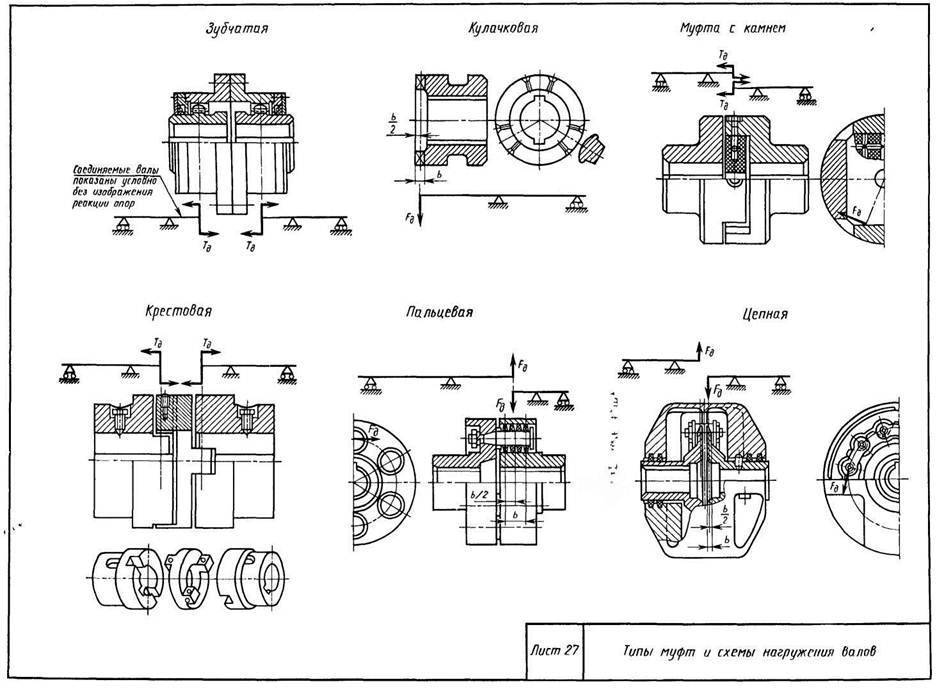
Муфты предназначаются для соединения валов или других вращающихся деталей, для передачи крутящего момента. Они используются для передачи вращения от двигателя к механизму, его включению и выключению, переключения скоростей и для выполнения других функций.
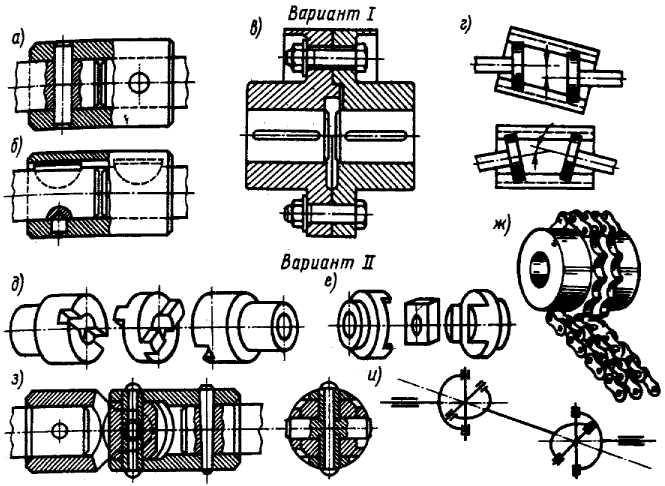
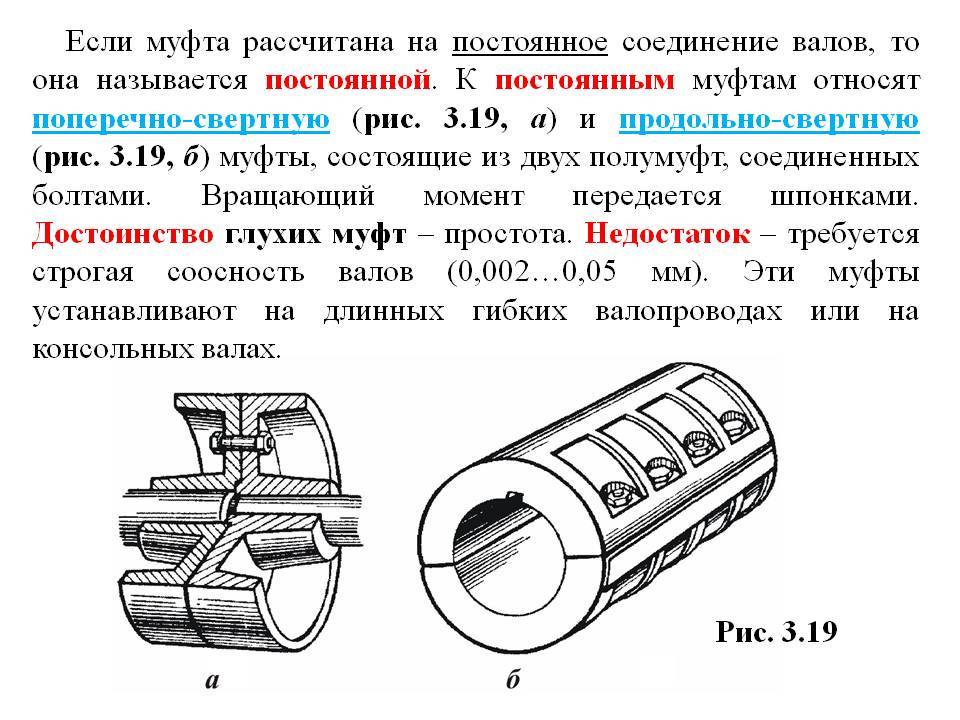
По назначению, конструкции и условиям работы муфты делятся на постоянные (соединительные) и сцепные (управляемые и самоуправляющиеся). В данной статье поговорим только о соединительных муфтах. При выборе конструкции муфты необходимо учитывать ее назначение, особенности компоновки и сборки, величину и характер действия нагрузки и условия эксплуатации. 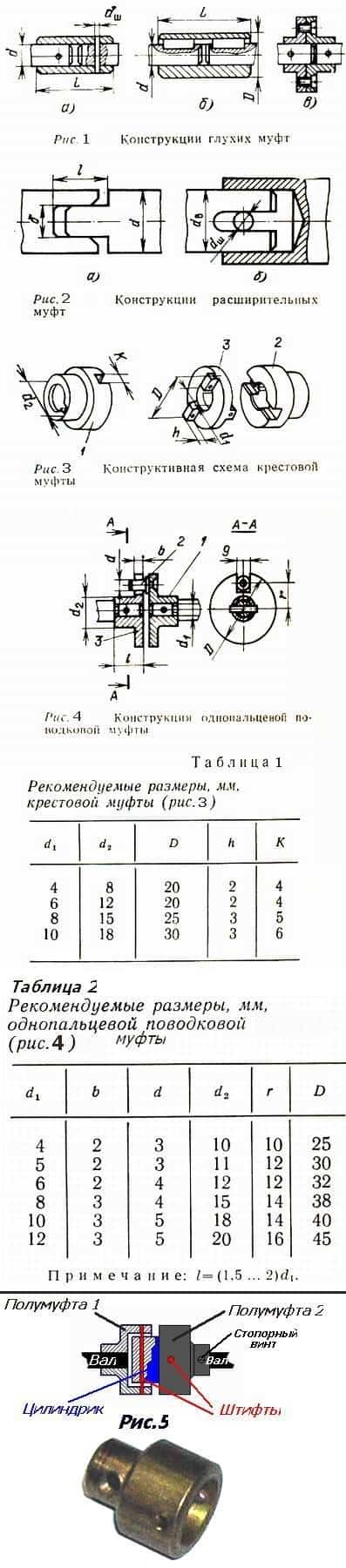 Соединительные муфты предназначаются для постоянного соединения вращающихся деталей. Делятся они на две группы: глухие, жестко соединяющие валы, и подвижные, допускающие некоторую неточность сборки. Для валов, передающих незначительные крутящие моменты, применяют глухую муфту, соединяемую коническими штифтами (рис. 1,а). Для передач значительных крутящих моментов применяют глухую со шпонками (рис. 1,6) или дисковую муфту (рис. 1,в). Штифты располагают под углом 90° друг к другу. Втулка может быть изготовлена из любых материалов. Ориентировочные размеры: L=(3…5) d; D=1,5d; dm=(0,25…0,3) d. Втулку рассчитывают на кручение, а соединения штифтами или шпонками — на срез и смятие.
Соединительные муфты предназначаются для постоянного соединения вращающихся деталей. Делятся они на две группы: глухие, жестко соединяющие валы, и подвижные, допускающие некоторую неточность сборки. Для валов, передающих незначительные крутящие моменты, применяют глухую муфту, соединяемую коническими штифтами (рис. 1,а). Для передач значительных крутящих моментов применяют глухую со шпонками (рис. 1,6) или дисковую муфту (рис. 1,в). Штифты располагают под углом 90° друг к другу. Втулка может быть изготовлена из любых материалов. Ориентировочные размеры: L=(3…5) d; D=1,5d; dm=(0,25…0,3) d. Втулку рассчитывают на кручение, а соединения штифтами или шпонками — на срез и смятие.
Недостатком этих муфт является требование строгой соосности соединяемых валов. Смещение и перекос валов вызывает дополнительные деформации изгиба у них и повышает давление на опоры. Подвижные муфты разделяются на расширительные, допускающие осевое смещение вала; крестовые, допускающие радиальное смещение вала; поводковые; мембранные и упругие, допускающие осевое и радиальное смещение валов. На рис. 2,а показана торцевая расширительная муфта, на 2,6 — муфта с ведущим штифтом. Размеры муфт выбирают исходя из условий смятия соприкасающихся поверхностей. Обычно 1=d, 6=(0,25…0,3) d, dm =(0,25…0,3) dв. Расширительные муфты применяют лишь при передаче небольших нагрузок и малых угловых скоростях ввиду интенсивного износа рабочих поверхностей. Крестовые муфты (рис.3) состоят из двух неподвижных фланцев с вырезами или выступами 1 и 2, закрепляемых на соединяемых валах. Между этими фланцами помещается подвижная часть 3 с выступами или вырезами. Перпендикулярное расположение пазов позволяет компенсировать несоосность валов за счет скольжения выступов креста в пазах полумуфт. Для повышения КПД требуется смазка трущихся поверхностей и их точная приработка. Детали муфт изготовляются обычно из стали. Выступы креста и пазы полумуфт цементируются. Если валы должны быть электрически изолированы друг от друга, то крестовину делают из электроизоляционного материала. В табл.1 приведены основные размеры муфт.
Недостатком крестовых муфт является увеличение мертвого хода по мере износа выступов. В тех случаях, когда мертвый ход (МРХ) недо¬пустим, применяют беззазорные конструкции крестовых муфт с прижимным устройством. Поводковые муфты (рис.4) состоят из двух дисков со ступицами, жестко укрепленными на концах валиков. На диске 1 одной полумуфты закреплен палец 2, который входит со скользящей посадкой в радиальный паз второй полумуфты 3.
Недостатком поводковых муфт является наличие МРХ за счет посадки пальца в пазу; величина МРХ увеличивается по мере износа трущихся поверхностей паза и пальца и определяется размером образующегося зазора. Для улучшения условий работы поводковой муфты предпочтительно применять поводки с двумя пальцами. В этом случае уменьшается износ трущихся частей муфты, а также устраняется радиальное давление на валик, наблюдаемое в однопальцевых поводках. Однако двупальцевые поводки сложнее в изготовлении и, кроме того, требуют полной соосности соединяемых валов, что затрудняет сборку механизма. В табл.2 приведены размеры однопальцевых поводковых муфт.
В школьные годы я занимался в судомодельном кружке, так вот там мы вал двигателя с гребным валом модели судна соединяли с помощью шарнира показанного на рисунке 5. Это соединение напоминает карданную передачу автомобиля. Я дума устройство этого соединения понятно из рисунка. Чем ближе друг к другу полумуфты, тем дольше хранится в них смазка, но при этом должна быть соответствующая соосность валов. На фото внизу показана одна из полумуфт, каким то чудом сохранившаяся у меня с тех времен, а это почти пятьдесят лет. Еще есть соединение с помощью пружинки, я его не нарисовал. Короче, если валы имеют одинаковые диаметры, а усилия минимальны, то на валы просто одевается подходящая пружинка. Ее можно закрепить просто пайкой или поверх пружинки одеть втулку с зажимным винтом.
Предохранительные и обгонные муфты
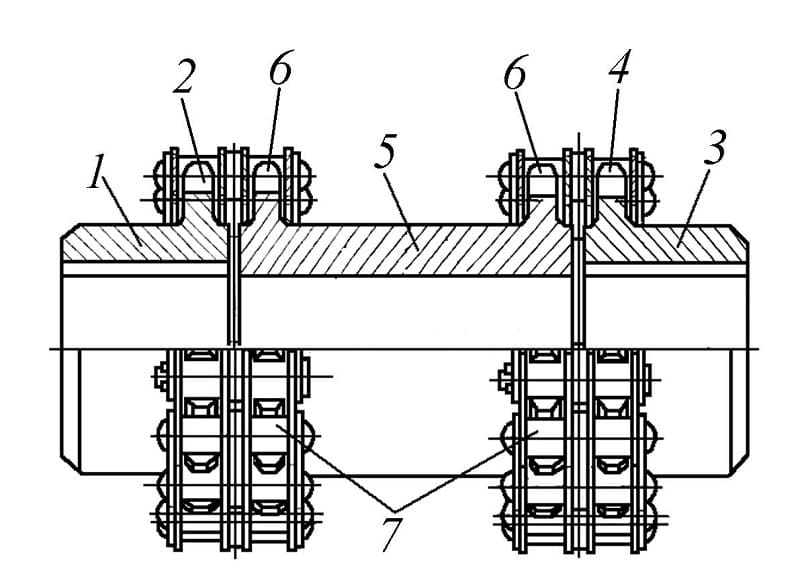
Для избежания поломки при неправильной эксплуатации оборудования или аварийной перегрузке, используют предохранительные муфты. Такие как sitex или серво муфты. К предохранительным муфтам так же можно отнести цепную муфту и МУВП, ведь в случае перегруза ломается защитный элемент. Если перегрузки надо контролировать постоянно можно использовать специальные ограничители крутящего момента, на которых можно регулировать максимально допустимый крутящий момент.
Если движение и момент должны передаваться только в одном направлении, используют обгонные муфты. Такой тип часто применяют на нориях и элеваторах.
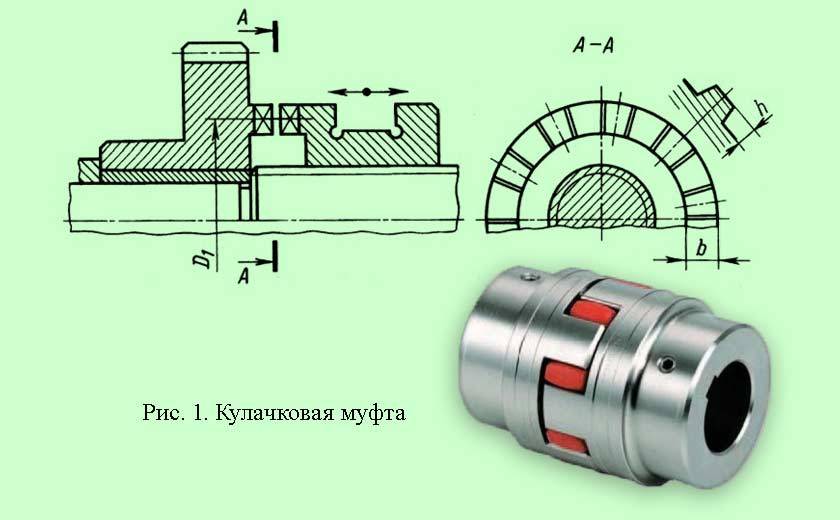
Кулачковая – дисковая
Подобное приспособление рассчитано на передачу значительного крутящего момента. Могут сказать, что-то же самое обещают и относительно других муфтовых агрегатов. Это верно, однако кулачковый-дисковый блок обладает неоспоримым преимуществом: он отлично справляется, когда соединять/разъединять сборку приходится относительно редко.

Фото: дисковая муфта Rexnord
При этом требуется близкое совпадение темпа вращения валов. Опционально достижимо обеспечение их строгой соосности. Звездочку всегда изготавливают из материала, отличающегося высокой упругостью и эластичностью. Профили зубцов и кулачков соответствуют эвольвенте.






Механический агрегат подключают вручную. Передача усилия идет при помощи системы рычагов. От операторов требуется только перемещение рычага либо прокручивание рукояти. Она связывается с необходимой деталью за счет червячного либо кривошипного привода. Это решение технически просто и надежно, но сотрудникам придется тратить много сил.
Схема прямоугольник отличается высокой контактно-поперечной площадью. Потому передача очень высокой мощности облегчается. Минус — необходимо особо точное позиционирование полумуфт. В противном случае они будут гораздо хуже входить в зацепление. У формы симметричной трапеции такого требования нет. Зазоры в боковой плоскости гасятся за счет изменения глубины посадки кулачка.
Муфта соединительная для труб
Чтобы объединить в магистраль трубопроводы из армированного пластика, используют фитинги. Они представлены в различной конфигурации: традиционная прямая и угловая, тройник для примыкания боковой ветви или разводки на несколько источников.
Муфты соединительные из полиэтилена предназначены для монтажа трубопроводов методом термической сварки. Стыкуются сопряженные детали в раструб. На место соединения накладывается нагревательный элемент, точно повторяющий его конфигурацию. Под действием электричества он расплавляет материал, стык сваривается и надежно герметизируется. Такое соединение применяют при снабжении холодной и горячей водой жилых помещений, административных и хозяйственных зданий и построек. Его еще используют в пневмопроводах и магистралях при транспортировке веществ не агрессивных к полиэтилену.
Также выпускаются переходные и разнообразные комбинированные муфты. Это необходимо при состыковке разнородных материалов, участков магистрали с несовпадающими диаметрами или запорной арматуры с другим типом резьбы.





