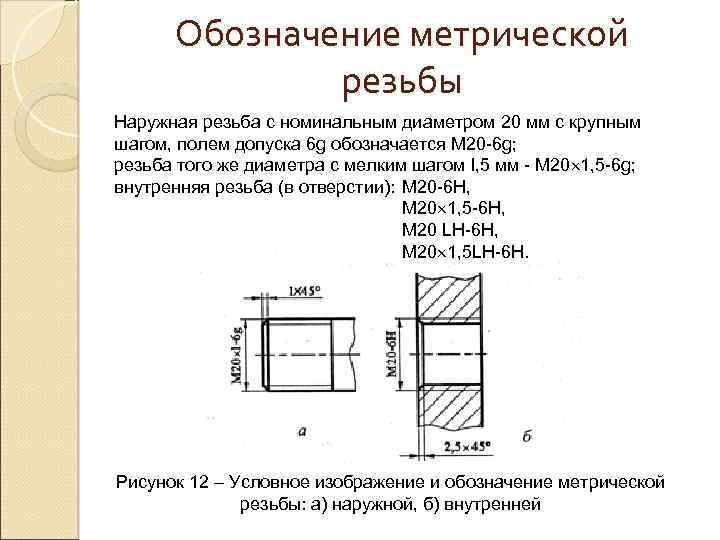
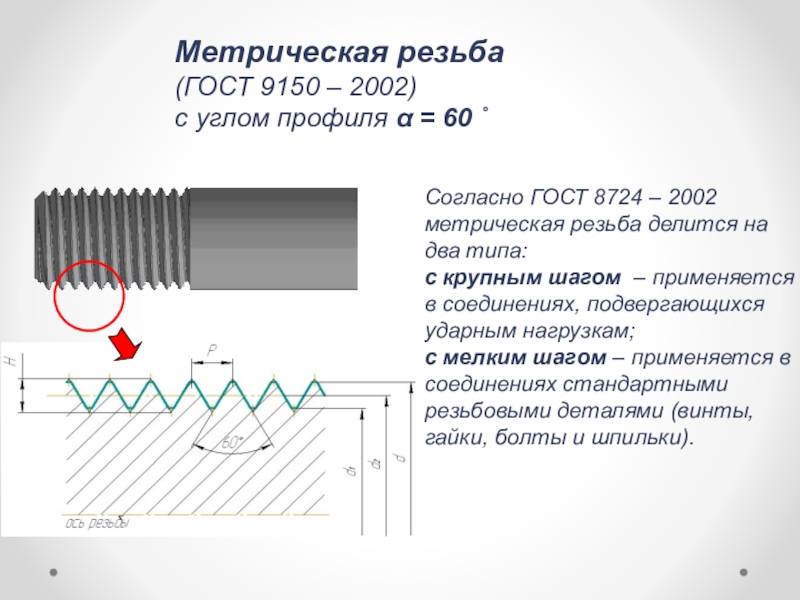
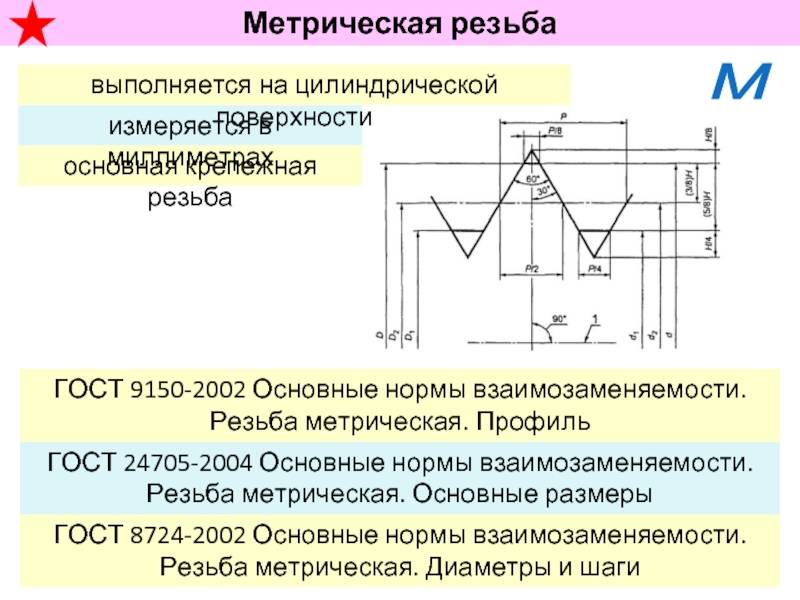
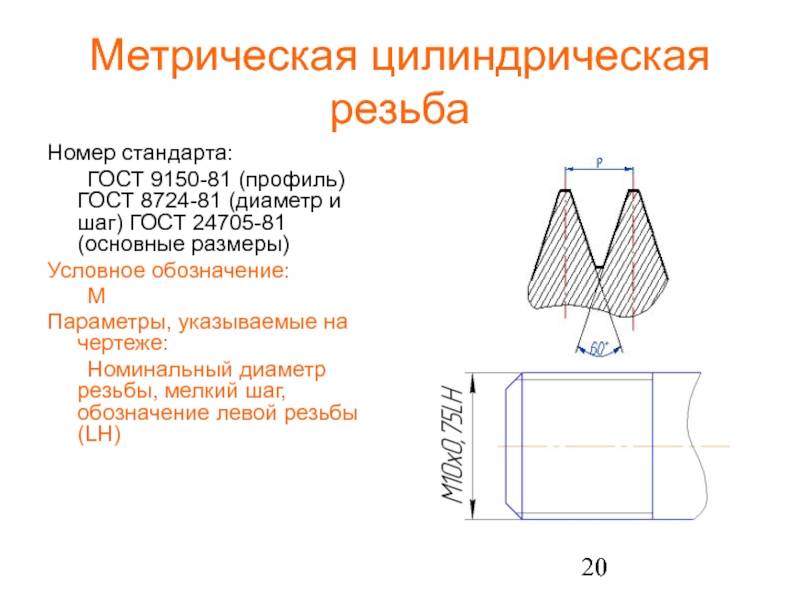
Резьба метрическая. Профиль.
Профиль метрической резьбы по ГОСТ 9150 (СТ СЭВ 180)
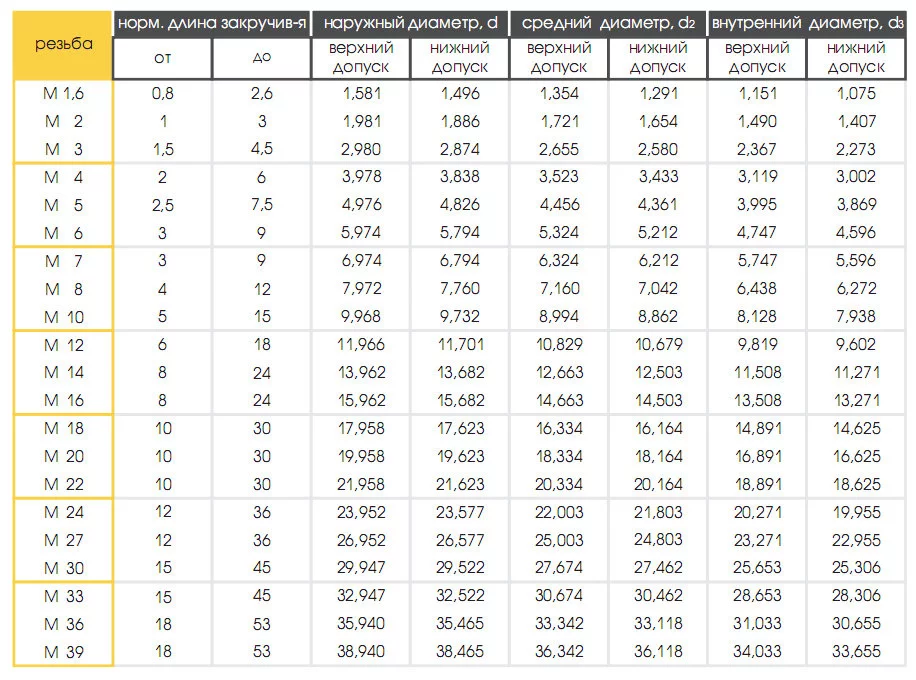
Номинальный профиль резьбы и размеры его элементов должны соответствовать указанным на рисунке и в таблице.
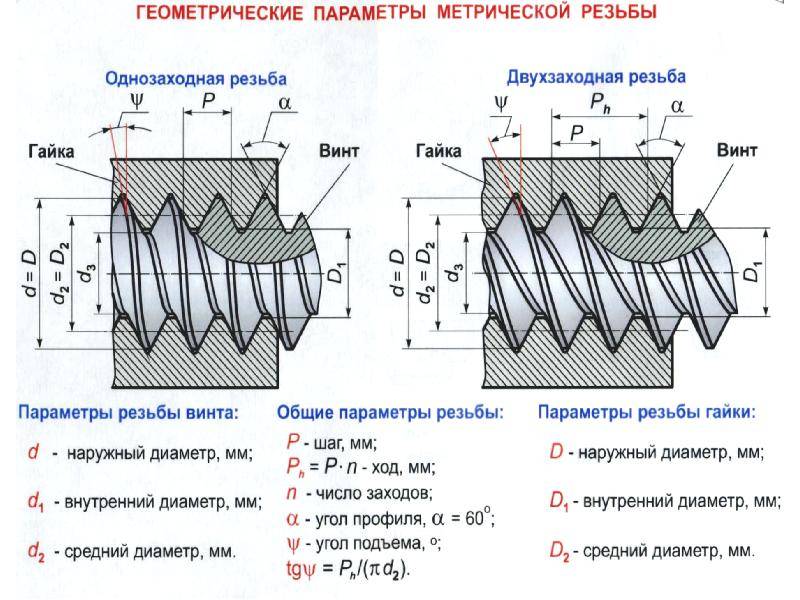
d — наружный диаметр наружной резьбы (болта); D — наружный диаметр внутреннего резьбы (гайки); d2 — средний диаметр болта; D2 — средний диаметр гайки; d1 — внутренний диаметр болта ; D1 — внутренний диаметр гайки ; Р — шаг резьбы; Н — высота исходного треугольника; R — номинальный радиус закругления впадины болта; Н1 — рабочая высота профиля.
Примечания:
- Форма впадины резьбы болта не регламентируется и может быть как закругленной, так и плоскосрезанной . Закругленная форма впадины является предпочтительной.
- Форма впадины резьбы гайки не регламентируется.
В таблице приведены размеры элементов профиля резьбы. Форма впадин резьбы винта стандартом не регламентируется; скругление впадин (радиусом R) уменьшает концентрацию напряжений и повышает прочность винта при циклическом нагружении.
По ГОСТ 24705 (СТ СЭВ 182) резьба метрическая, основные значения диаметров резьбы определяются по формулам:
где d3 — внутренний диаметр болта.
2.1.3. СТАНДАРТНЫЕ РЕЗЬБЫ
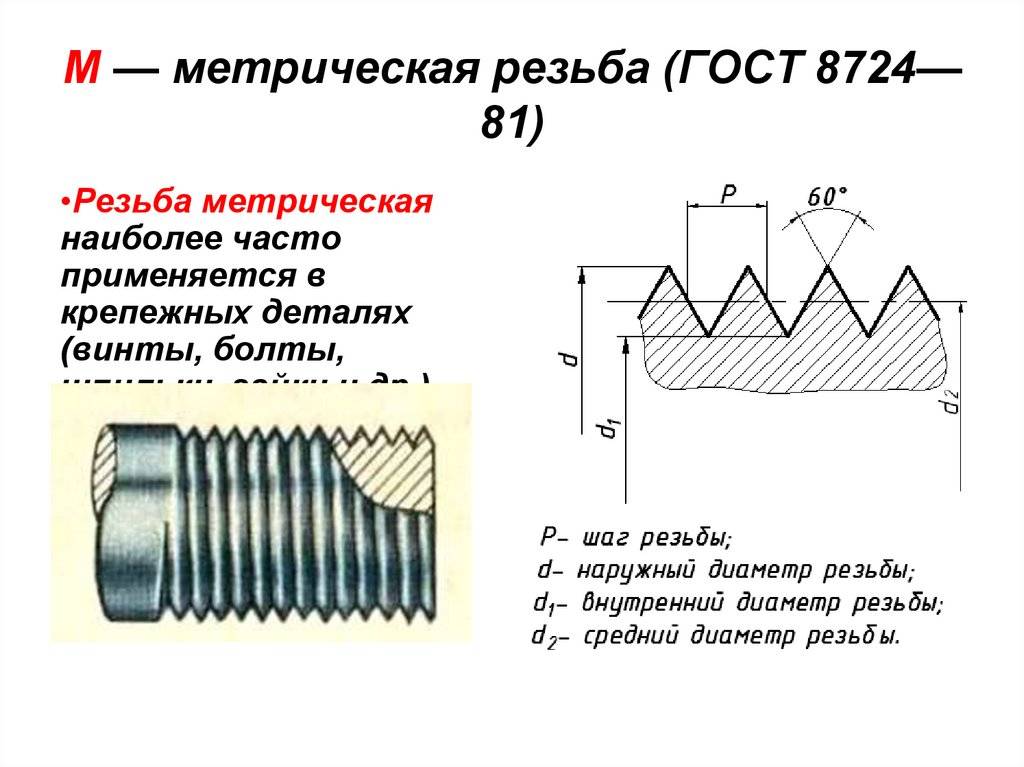
РЕЗЬБА МЕТРИЧЕСКАЯ
Номинальный профиль резьбы определяется основным профилем (гост 9150-2002) и дополнительными
требованиями к форме впадины резьбы по ГОСТ 9000-81 (для резьб диаметром менее 1 мм) и по ГОСТ 16093-2004
(для резьб диаметром от 1 мм
и более).
Здесь d –
номинальный наружный диаметр наружной резьбы;
D
– номинальный наружный
диаметр внутренней резьбы;
P – шаг резьбы.
Размеры в мм
Номинальн. диаметр резьбы d | Шаг Р | |||
1 ряд | 2 ряд | 3 ряд | крупный | мелкий |
…2 | – | – | 0,40 | 0,25 |
– | 2,2 | – | 0,45 | 0,25 |
2,5 | – | – | 0,45 | 0,35 |
3 | – | – | 0,50 | 0,35 |
– | 3,5 | – | 0,60 | 0,35 |
4 | – | – | 0,70 | 0,5 |
– | 4,5 | – | 0,75 | 0,5 |
5 | – | – | 0,80 | 0,5 |
– | – | 5,5 | – | 0,5 |
6 | – | – | 1,0 | 0,75;0,5 |
– | – | 7,0 | 1,0 | 0,75;0,5 |
8 | – | – | 1,25 | 1,0;0,75;0,5 |
– | – | 9,0 | 1,25 | 1,0;0,75;0,5 |
10 | – | – | 1,50 | 1,25;1,0;0,75;0,5 |
– | – | 11,0 | 1,50 | 1,0;0,75;0,5 |
12 | – | – | 1,75 | 1,5;1,25;1,0;0,75;0,5 |
– | 14,0 | – | 2,0 | 1,5;1,25;1,0;0,75;0,5 |
– | – | 15,0 | – | 1,5;1,0 |
16 | – | – | 2,0 | 1,5;1,0;0,75;0,5 |
– | – | 17,0 | – | 1,5;1,0 |
– | 18 | – | 2,5 | 2,0;1,5;1,0;0,75;0,5 |
20 | – | – | 2,5 | 2,0;1,5;1,0;0,75;0,5 |
– | 22 | – | 2,5 | 2,0;1,5;1,0;0,75;0,5 |
24 | – | – | 3,0 | 2,0;1,5;1,0;0,75 |
– | – | 25 | – | 2,0;1,5;1,0 |
– | – | 26 | – | 1,5 |
– | 27 | – | 3,0 | 2,0;1,5;1,0;0,75 |
– | – | 28 | – | 2,0;1,5;1,0 |
30 | – | – | 3,5 | (3,0);2,0;1,5;1,0;0,75 |
– | – | 32 | – | 2,0;1,5 |
– | 33 | – | 3,5 | (3,0);2,0;1,5;1,0;0,75 |
– | – | 35 | – | 1,5 |
36 | – | – | 4,0 | 3,0;2,0;1,5;1,0 |
– | – | 38 | – | 1,5 |
– | 39 | – | 4,0 | 3,0;2,0;1,5;1,0 |
– | – | 40 | – | 3,0;2,0;1,5 |
42 | – | – | 4,5 | 4,0;3,0;2,0;1,5;1,0 |
– | 45 | – | 4,5 | 4,0;3,0;2,0;1,5;1,0 |
48 | – | – | 5,0 | 4,0;3,0;2,0;1,5;1,0 |
– | – | 50 | – | 3,0;2,0;1,5 |
– | 52 | – | 5,0 | 4,0;3,0;2,0;1,5;1,0 |
– | – | 55 | – | 4,0;3,0;2,0;1,5 |
56 | – | – | 5,5 | 4,0;3,0;2,0;1,5;1,0 |
– | – | 58 | – | 4,0;3,0;2,0;1,5 |
– | 60 | – | 5,5 | 4,0;3,0;2,0;1,5;1,0 |
– | – | 62 | – | 4,0;3,0;2,0;1,5 |
64 | – | – | 6,0 | 4,0;3,0;2,0;1,5;1,0 |
– | – | 65… | – | 4,0; 3,0;2,0;1,5 |
– | 68 | – | 6 | 4,0;3,0;2,0;1,5; 1,0 |
– | – | 70 | – | 6,0; 4,0;3,0;2,0;1,5 |
72 | – | – | – | 6,0; 4,0;3,0;2,0;1,5; 1,0 |
– | – | 75 | – | 4,0;3,0;2,0;1,5 |
– | 76 | – | – | 6,0; 4,0;3,0;2,0;1,5; 1,0 |
– | – | 78 | – | 2,0 |
80 | – | – | – | 6,0; 4,0;3,0;2,0;1,5; 1,0 |
– | – | 82 | – | 2,0 |
90 | – | – | – | 6,0; 4,0;3,0;2,0;1,5 |
– | 95 | – | – | 6,0; 4,0;3,0;2,0;1,5 |
100 | – | – | – | 6,0; 4,0;3,0;2,0;1,5 |
Стандартом
предусматриваются диаметры резьбы d = 0,25…600 мм и шаги P от 0,075
до 8 мм.
При
выборе диаметра резьбы 1-й ряд следует предпочитать 2-му, а 2-й ряд – 3-му.
Шаги,
указанные в скобках, рекомендуется по возможности не применять.
Примеры условного обозначения:
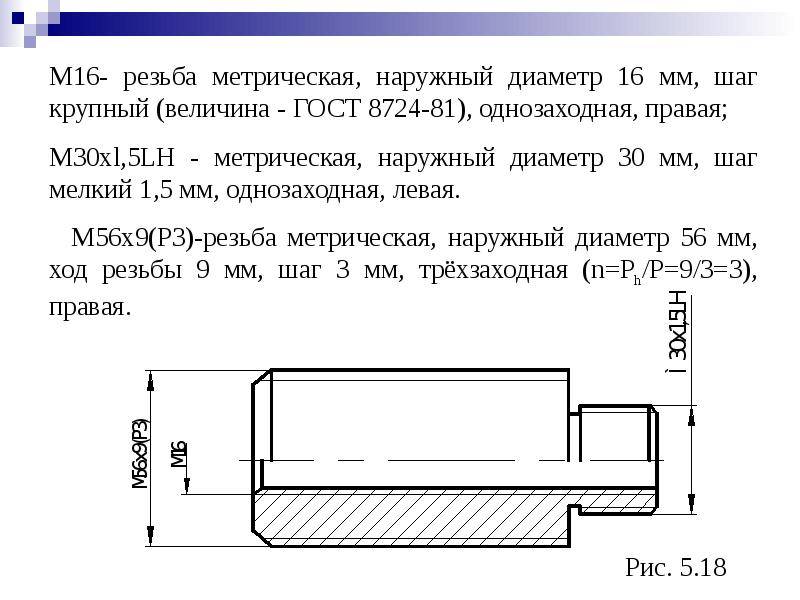
1.Резьба
метрическая с номинальным диаметром d = 24 мм,
шагом P = 3 мм, однозаходная, правая: M24´3.

2.Резьба
метрическая с номинальным диаметром d = 16 мм,
шагом P = 1 мм,
трехзаходная, левая:M16´Ph3P1-LH.
3.Шаги, указанные
в скобках, рекомендуется по возможности не применять.
Здесь d – наружный диаметр наружной резьбы;
D – наружный диаметр
внутренней резьбы;
P – шаг резьбы.
Примечания:
1. Стандарт предусматривает резьбы с обозначением размера резьбы 1/16…6.
2. 1-й ряд следует предпочитать 2-му.
Пример условного
обозначения.
Резьба трубная цилиндрическая с условным проходом
трубы в 1 дюйм
(1²= 25,4 мм), правая: G1.
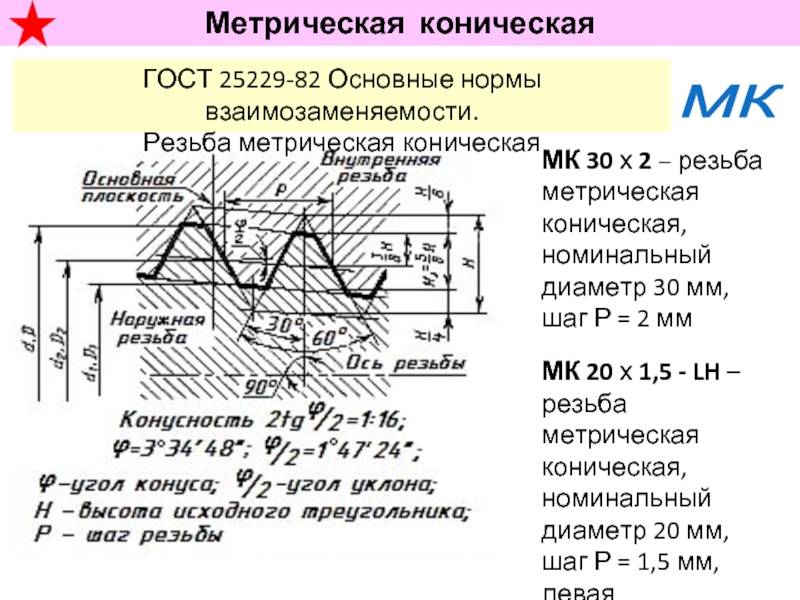
Здесь d – наружный диаметр наружной конической резьбы;
D – наружный
диаметр внутренней конической резьбы;
P – шаг резьбы;
j/2 =1°47°24²; конусность 1:16
Примеры условного
обозначения:
1. Наружная трубная коническая резьба 11/2дюйма:R11/2.
2. Внутренняя трубная коническая резьба 11/2дюйма:Rc11/2.
Здесь D, d – номинальный диаметр резьбы;
P – шаг резьбы.
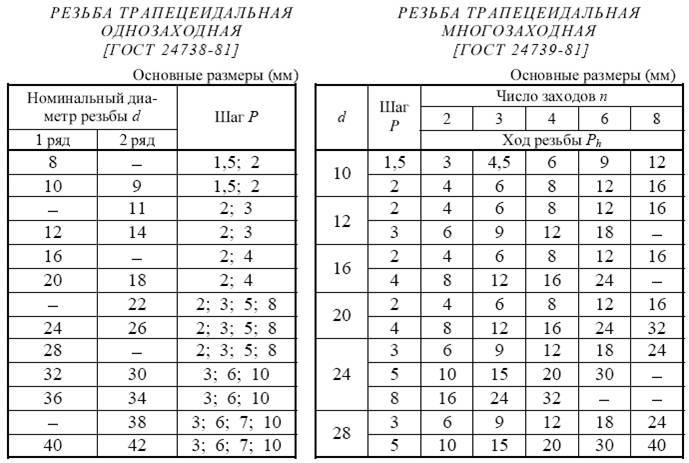
1. ГОСТ
24738-81 предусматриваются диаметры резьбы d до 640 мм.
2. При
выборе диаметров 1-й ряд следует предпочитать 2-му.
3. ГОСТ
24739-81 предусматриваются диаметры резьбы dдо 140 мм.
Примеры условного обозначения:
1.Трапецеидальная резьба с номинальным диаметром d= 40 мм,
шагом P = 6 мм,
однозаходная, левая: Tr 40×6 LH.
2.Трапецеидальная резьба с номинальным диаметром d= 16 мм,
шагом P = 4 мм,
двухзаходная, с ходом 8, правая: Tr 16×8 (P4).
Здесь D, d – номинальный диаметр резьбы;
P – шаг резьбы.
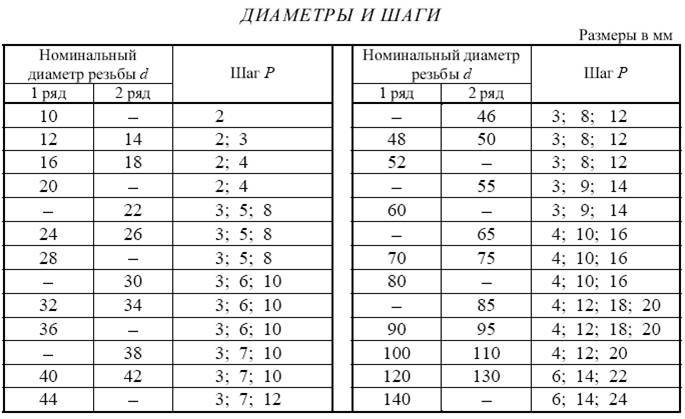
1.
Стандартом предусматриваются диаметры резьбы d до 200 мм.
2. При
выборе диаметров 1-й ряд следует предпочитать 2-му.
Пример
условного обозначения:
1. Резьба упорная диаметром 12 мм, с шагом 4 мм, однозаходная, правая:
S12×4.
2. Резьба
упорная диаметром 28 мм,
с шагом 5 мм,
двухзаходная, с ходом 10, левая (LH):
S28×10(P5)LH.
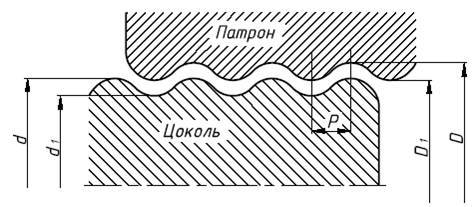

2.
Радиус закругления выступов и впадин профиля у резьбы для металлических цоколей
(патронов) одинаков.
Резьба метрическая. Профиль.
Профиль метрической резьбы по ГОСТ 9150 (СТ СЭВ 180)
Номинальный профиль резьбы и размеры его элементов должны соответствовать указанным на рисунке и в таблице.
d — наружный диаметр наружной резьбы (болта); D — наружный диаметр внутреннего резьбы (гайки); d2 — средний диаметр болта; D2 — средний диаметр гайки; d1 — внутренний диаметр болта ; D1 — внутренний диаметр гайки ; Р — шаг резьбы; Н — высота исходного треугольника; R — номинальный радиус закругления впадины болта; Н1 — рабочая высота профиля.
Примечания:
- Форма впадины резьбы болта не регламентируется и может быть как закругленной, так и плоскосрезанной . Закругленная форма впадины является предпочтительной.
- Форма впадины резьбы гайки не регламентируется.
В таблице приведены размеры элементов профиля резьбы. Форма впадин резьбы винта стандартом не регламентируется; скругление впадин (радиусом R) уменьшает концентрацию напряжений и повышает прочность винта при циклическом нагружении.
По ГОСТ 24705 (СТ СЭВ 182) резьба метрическая, основные значения диаметров резьбы определяются по формулам:
где d3 — внутренний диаметр болта.
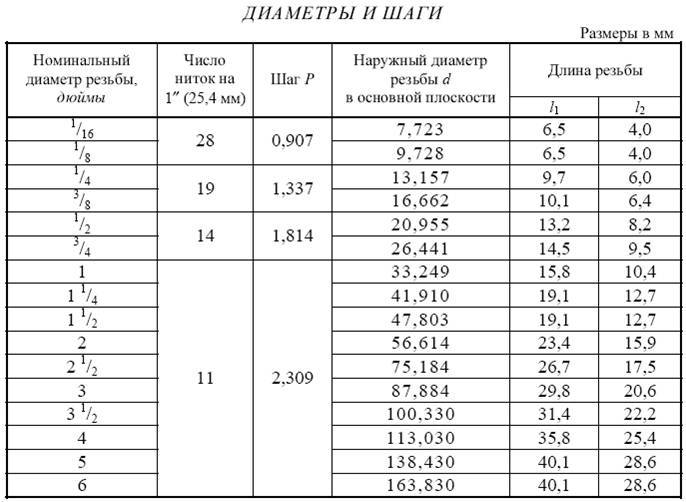
Дюймовые резьбы
В Россию и страны СНГ поступают изделия из США и Великобритании. Поэтому приходится сталкиваться с деталями, где применяется дюймовая резьба. Еще недавно самолетостроение было в дюймовом исполнении. Только недавно многие узлы самолетов начали выпускать с метрическими стандартами. Но еще довольно много изделий выполнено в дюймовом исполнении. В таблице 2 приведены параметры резьб, с которыми возможно придется столкнуться.
Угол при вершине винтовых линий дюймовой резьбы составляет 55⁰. Шаг Р задают редко, пользуются им только для справки. Важнее количество ниток на дюйм резьбовой части изделия.
Ниже показана таблица дюймовых резьб с диаметрами и шагом.
Таблица 2: Размеры резьбы и шаг винтовой линии
| Номинальный диаметр в дюймах | Номинальный диаметр в мм | Число ниток на дюйм | Шаг резьбы, мм | ||||||
| нормальная резьба | мелкая первая | мелкая вторая | мелкая третья | нормальная резьба | мелкая первая | мелкая вторая | мелкая третья | ||
| 1/16 « | 1,588 | 36 | 48 | 54 | 64 | 0,706 | 0,529 | 0,470 | 0,397 |
| 1/8 « | 3,175 | 36 | 48 | 54 | 72 | 0,706 | 0,529 | 0,470 | 0,353 |
| 3/16 « | 4,763 | 24 | 36 | 48 | 54 | 1,058 | 0,706 | 0,529 | 0,470 |
| 1/4 « | 6,350 | 20 | 24 | 30 | 36 | 1,270 | 1,058 | 0,847 | 0,706 |
| 5/16 « | 7,938 | 18 | 20 | 24 | 30 | 1,411 | 1,270 | 1,058 | 0,847 |
| 3/8 « | 9,525 | 16 | 18 | 20 | 24 | 1,588 | 1,411 | 1,270 | 1,058 |
| 7/16 « | 11,113 | 14 | 16 | 18 | 20 | 1,814 | 1,588 | 1,411 | 1,270 |
| 1/2 « | 12,700 | 12 | 14 | 16 | 20 | 2,117 | 1,814 | 1,588 | 1,270 |
| 9/16 « | 14,288 | 12 | 14 | 18 | 24 | 2,117 | 1,814 | 1,411 | 1,058 |
| 5/8 « | 15,875 | 11 | 12 | 14 | 16 | 2,309 | 2,117 | 1,814 | 1,588 |
| 3/4 « | 19,050 | 10 | 12 | 16 | 20 | 2,540 | 2,117 | 1,588 | 1,270 |
| 7/8 « | 22,225 | 9 | 10 | 12 | 16 | 2,822 | 2,540 | 2,117 | 1,588 |
| 1 « | 25,400 | 8 | 10 | 16 | 18 | 3,175 | 2,540 | 1,588 | 1,411 |
| 1 1/8 « | 28,575 | 7 | 8 | 10 | 12 | 3,629 | 3,175 | 2,540 | 2,117 |
| 1 1/4 « | 31,750 | 7 | 8 | 9 | 10 | 3,629 | 3,175 | 2,822 | 2,540 |
| 1 3/8 « | 34,925 | 6 | 8 | 10 | 12 | 4,233 | 3,175 | 2,540 | 2,117 |
| 1 1/2 « | 38,100 | 6 | 9 | 12 | 16 | 4,233 | 2,822 | 2,117 | 1,588 |
| 1 5/8 « | 41,275 | 5 | 6 | 8 | 10 | 5,080 | 4,233 | 3,175 | 2,540 |
| 1 3/4 « | 44,450 | 5 | 6 | 10 | 12 | 5,080 | 4,233 | 2,540 | 2,117 |
| 1 7/8 « | 47,625 | 5 | 6 | 7 | 8 | 5,080 | 4,233 | 3,629 | 3,175 |
| 2 « | 50,800 | 5 | 8 | 10 | 12 | 5,080 | 3,175 | 2,540 | 2,117 |
| 2 1/4 « | 57,150 | 5 | 8 | 10 | 12 | 5,080 | 3,175 | 2,540 | 2,117 |
| 2 1/2 « | 63,500 | 4 | 5 | 6 | 8 | 6,350 | 5,080 | 4,233 | 3,175 |
| 2 3/4 « | 69,850 | 4 | 5 | 6 | 8 | 6,350 | 5,080 | 4,233 | 3,175 |
| 3 « | 76,200 | 3 | 4 | 6 | 10 | 8,467 | 6,350 | 4,233 | 2,540 |
Для проектирования дюймовых резьб задаются не значением конкретного шага, а количеством витков самой резьбовой канавки. Поэтому шаг нужен только для контроля. Обычно задаются количеством ниток. Отмеряют длину и считают, сколько ниток приходится на длине в 1 дюйм. Определить расстояние легко, достаточно разделить число 25,4 на число канавок.
Штуцер для соединения трубопроводов разных диаметров
Как определить шаг резьбы. Метрическая и дюймовая резьба. Статьи компании «Крепсила»
Существуют различные типы резьбы: от художественной до машиностроительной. Последняя представляет собой винтовую нарезку, нанесенную по спирали на стержень с круглым сечением или на поверхность отверстия. В современном строительстве, машиностроении и даже быту наиболее распространенными считаются две резьбовые системы — метрическую и дюймовую.
На самом деле в международной системе существует огромное количество различных стандартов. Но в русскоязычных странах принято использовать стандарт метрической резьбы ISO DIN 13:1988 с углом наклона вершины профиля. Отечественные стандарты, определяющие данный тип резьбы, — ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2019.
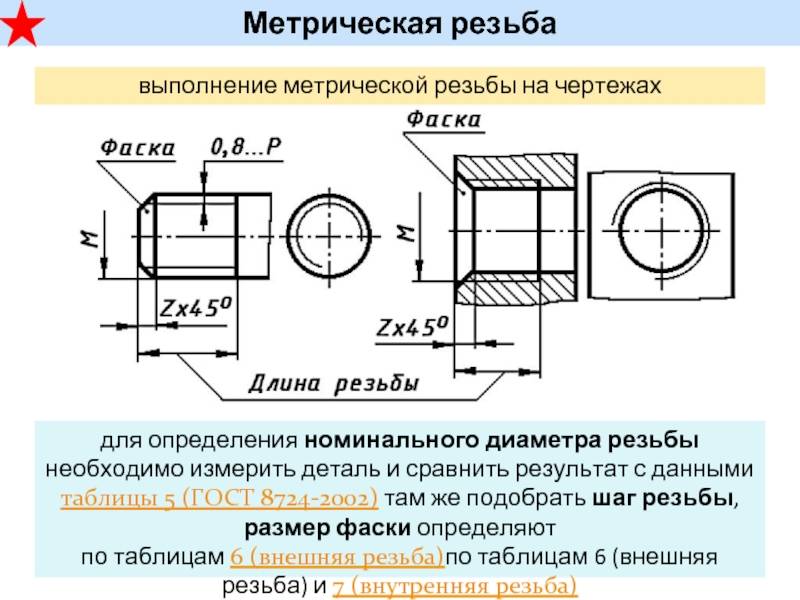
Метрическая резьба
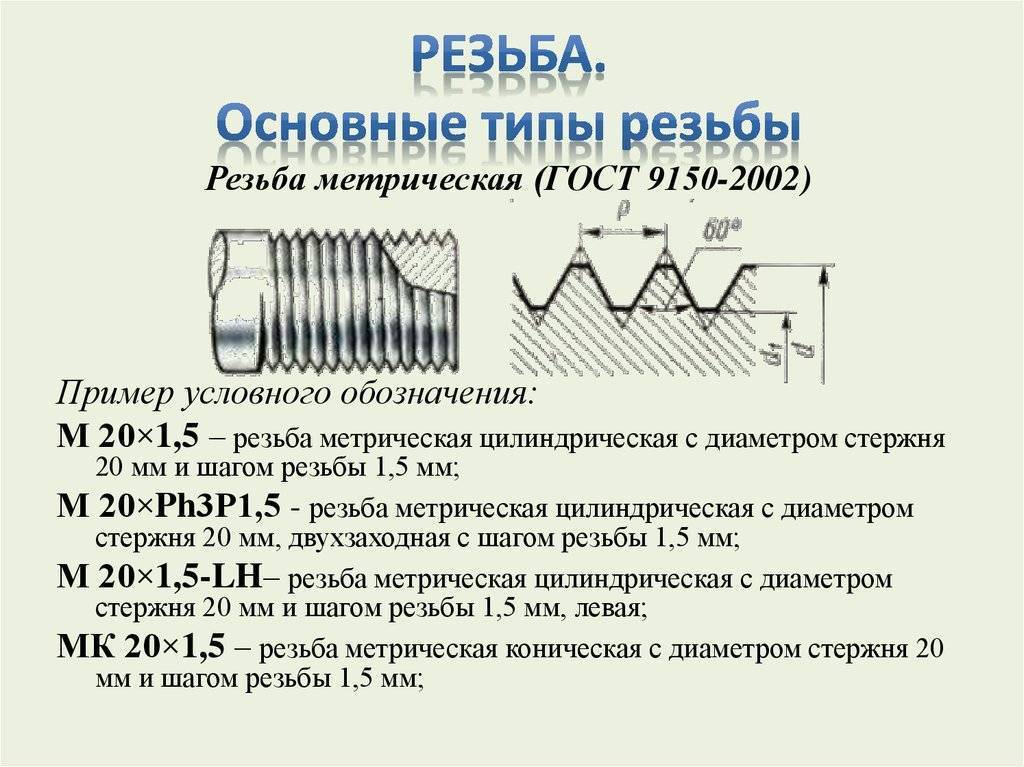
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Виды метрической резьбы
- Левая, правая.
- Однозаходная, двухзаходная, трехзаходная.
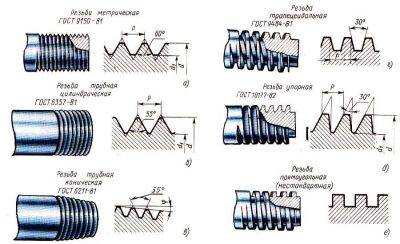
- Трапециодальная (классическая и упорная), прямоугольная, треугольная, круглая, цилиндрическая (трубная, коническая).
- Ленточная, модульная, питчевая и пр.
Левая и правая метрическая резьба
Виды метрической резьбы
Дюймовая резьба
Дюймовая резьба имеет угол профиля 55°. Главной единицей измерения дюймовой (имперской) системы, как не трудно догадаться, является дюйм. На письме он обозначается верхней кавычкой, стоящей без пробела сразу после числа: 2″.
Самыми известными стандартами дюймовой резьбы называют UNC и UNF.
Как определить шаг резьбы
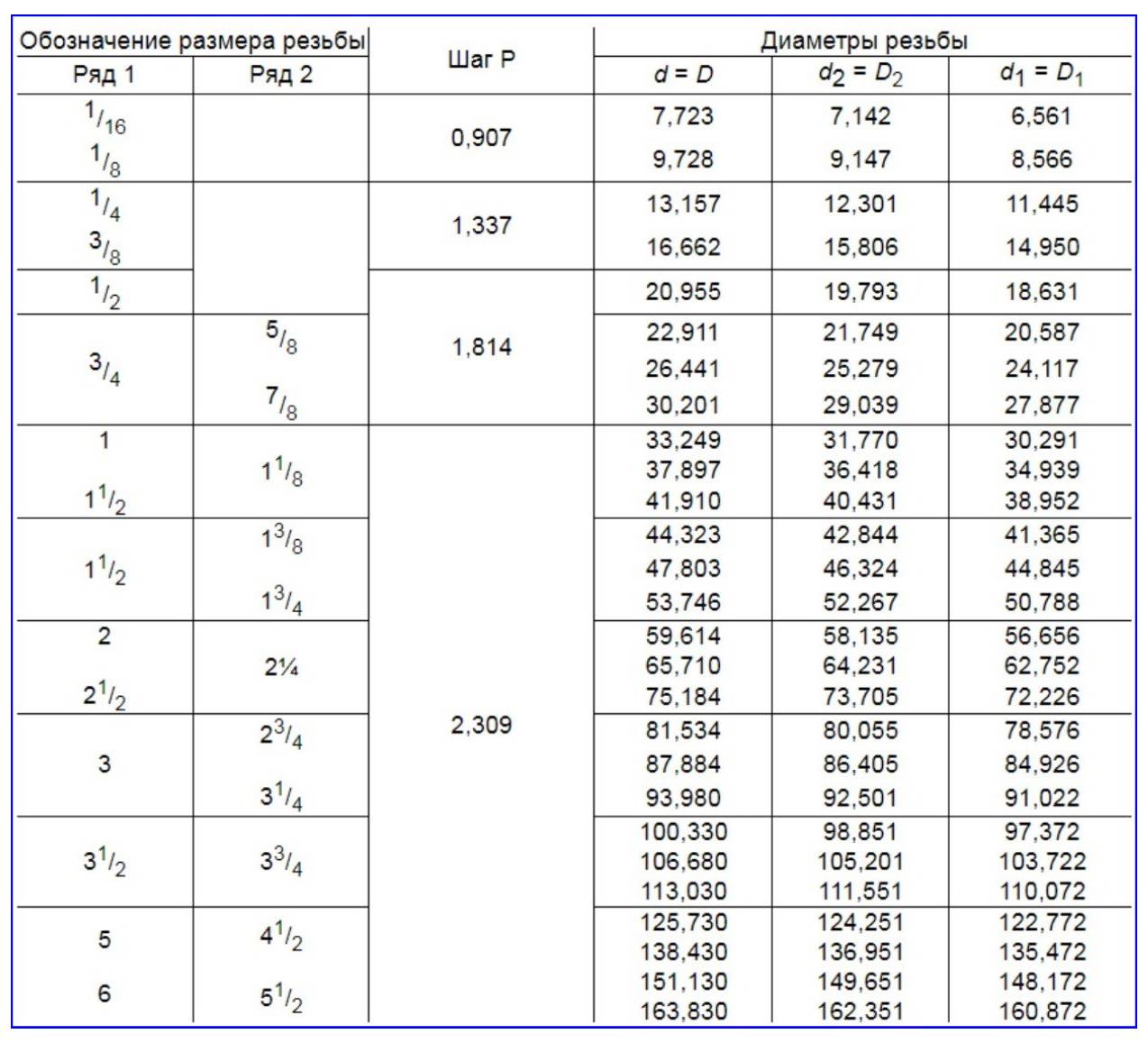
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
Определение шага резьбы с помощью резьбомера (шаблона)
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.
Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.
Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей — ответ и будет полученным значением шага резьбы.
Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, — а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
Таблица соответствия диаметром и шагов метрической резьбы
| Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм UNF | Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 | — | 1/8″ | — | — | — |
| 9,3-9,7 | 8,5-8,9 | 27 | — | — | — | — | 1/8″ |
| 9,7-9,9 | 8,2-8,6 | — | 1,5 | — | M10x1,5 | — | — |
| 10,9-11,1 | 9,7-10,0 | 20 | — | — | — | 7/16″-20 | — |
| 11,6-11,9 | 10,2-10,6 | — | 1,5 | — | M12x1,5 | — | — |
| 12,4-12,7 | 11,3-11,6 | — | — | — | — |
Классификация резьбы
Виды резьбы, как конструктивный элемент детали, подлежат классификации. Т.е., всё многообразие видов резьбы можно сгруппировать по сходным классификационным признакам.
Такими признаками, например, являются:
- Размещение по поверхности детали – внешняя резьба или внутренняя резьба.
- Функциональное назначение – для соединения деталей, для передачи движения, для передачи усилий.
- Размеры – диаметр изделия, шаг резьбы.
- Система единиц измерения параметров резьбы – метрическая (измерения в миллиметрах), дюймовая (измерения ведутся в долях дюйма), питчевая (измерения параметров резьбы ведётся в питчах).
- Форма зуба – треугольная, прямоугольная, трапецеидальная и другие.
- Количество заходов резьбы – однозаходная резьба (это одна выступающая линия на поверхности цилиндра), многозаходная (это несколько параллельных линий с одинаковыми параметрами).
- Способ изготовления резьбы на изделии – резание лезвием, резание абразивом, накатка, прессование, литьё, электрохимические технологии.
В каждой из обозначенных классификационных групп существуют более конкретные признаки, описывающие особенности резьбы. По этим признакам осуществляется более подробная классификация резьбы.
Дюймовая резьба
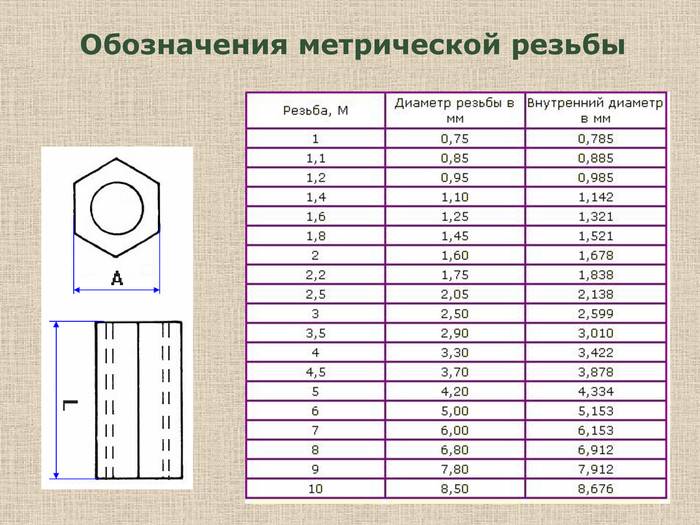
Диаметр резьбы
Условный параметр, которым обозначают резьбу на чертежах и в справочных таблицах, называют номинальным диаметром.
Если вокруг выступов наружной резьбы и впадин внутренней описать воображаемый цилиндр, то его диаметр будет называться наружным. А обозначение на чертежах: D – для внутренней; d – для наружной.
Внутренний диаметр представляет собой размер вписанного цилиндра в углубления наружной резьбы и по точкам вершин внутренней, обозначается: D1 и d1 для внутренней и наружной соответственно.
Средний диаметр – параметр воображаемого цилиндра, у которого отрезки равны ½ шага резьбы. Обозначается: D2 и d2.
Величину внутреннего диаметра болта используют для расчетов напряжения в креплении. Его значение можно взять из таблицы с диаметрами, либо рассчитать самостоятельно, исходя из номинального.
ДОПУСКИ
3.1. Осевое смещение основной плоскости наружной и внутренней резьб (черт.4) относительно расположения не должно превышать величин, указанных в табл.2.
Черт.4. Осевое смещение основной плоскости наружной и внутренней резьб
Черт.4
Примечание. В основной плоскости средний диаметр имеет номинальное значение.
Таблица 2
мм
| Номинальный диаметр резьбы | |||
| до 10 | 1 | ±0,9 | ±1,2 |
| » 24 | 1,5 | ±1,1 | ±1,5 |
| » 24 » 60 | 2 | ±1,4 | ±1,8 |
Примечание. Предельные отклонения и не распространяются на резьбы с длинами, меньшими указанных в табл.1.
Смещение основной плоскости является суммарным, включающим отклонения среднего диаметра, шага, угла наклона боковой стороны профиля и угла конуса.
3.2. Предельные отклонения среза вершин и впадин (размеров и ), угла наклона боковой стороны профиля , шага резьбы и угла конуса (разность средних диаметров на длине ) должны соответствовать указанным на черт.5 и в табл.3.
Черт.5. Предельные отклонения
Черт.5
Таблица 3
Размеры в мм
| Номинальный диаметр резьбы | Предельные отклонения резьбы | Разность средних диаметров резьбы на длине | |||||||||
| Шага на длине | Номин. | Пред. откл. | |||||||||
| наруж- ной | внут- ренней | наруж- ной | внут- ренней | наруж- ной | внутрен- ней | ||||||
| до 10 | 1 | +0,032 | ±0,030 | +0,050 | ±0,03 | 0,344 | +0,038 | +0,019 | |||
| +0,015 | -0,019 | -0,038 | |||||||||
| » 24 | 1,5 | +0,048 | ±0,040 | +0,065 | ±0,04 | ±45′ | ±0,04 | ±0,07 | 0,469 | +0,052 | +0,026 |
| +0,020 | -0,026 | -0,052 | |||||||||
| » 24 » 60 | 2 | +0,064 | ±0,050 | +0,085 | ±0,05 | 0,688 | +0,077 | +0,038 | |||
| +0,030 | -0,038 | -0,077 |
Примечание. Предельные отклонения не подлежат обязательному контролю, если это не указано особо.
3.3. Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093-81.
3.4. Предельные отклонения внутреннего диаметра и среза впадин внутренней цилиндрической резьбы (размеры и черт.6) должны соответствовать указанным в табл.4.
Виды метрических резьб
Под метрическими резьбами также понимают все виды с различными профилями, измеряемые миллиметрами. К ним относятся:
- резьба треугольная;
- трапециевидная;
- прямоугольная;
- круглая.
Кроме метрической системы измерения параметров используются:
- дюймовая;
- модульная, где модуль представляет собой отношение длины, выраженной в миллиметрах к числу π;
- питчевая, основная единица – питч – отношение числа π к длине, выраженной в дюймах.
Модульная резьба применятся для червячной передачи в машиностроении, как и питчевая. Дюймовая и метрическая – это крепежные типы резьб, но могут использоваться для передачи.
По месту нахождения различают:
- внутреннюю;
- наружную.
Внутренняя резьба находится в отверстии, ее получают метчиком, специализированным инструментом, представляющим собой стержень с режущими кромками.
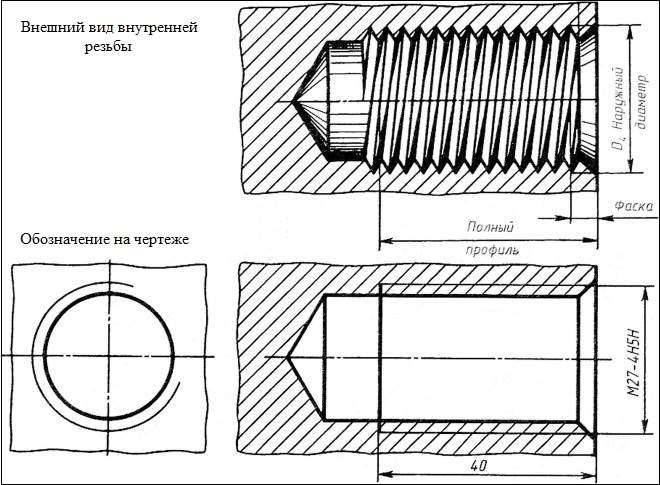
Внутренняя метрическая резьба
Наружная резьба выполняется резцом или плашкой на стержне. А также получают накатом на соответствующем оборудовании.
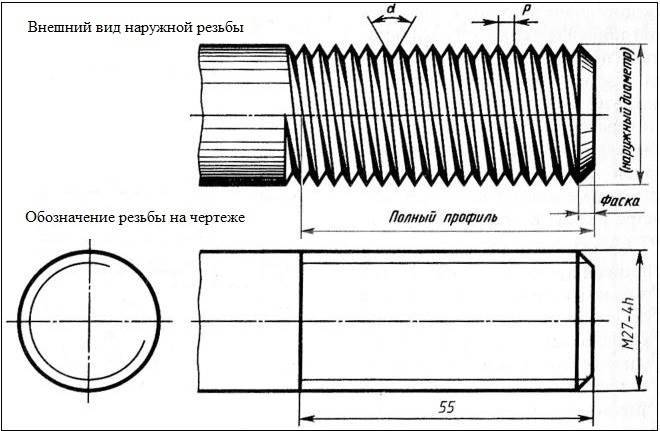
Наружная метрическая резьба
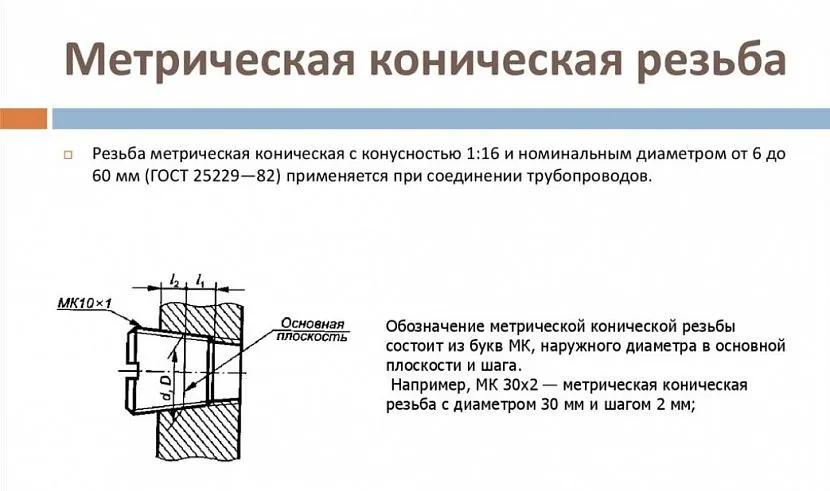
По форме поверхности может быть цилиндрической и конической.
Резьба метрическая коническая используется для монтажа трубопроводов. Ее выполняют на поверхностях, где больший диаметр превышает малый в 16 раз. Диаметры варьируются от 6 до 60 мм.
Также подразделяют по направлению витков на правую и левую. Для определения направление резьбы необходимо деталь расположить так, чтобы ее ось располагалась от наблюдателя. Тогда, правая резьба образуется окружностью, вращающейся слева направо с поступательным движением вдоль оси, а левая резьба, соответственно, против часовой стрелки.
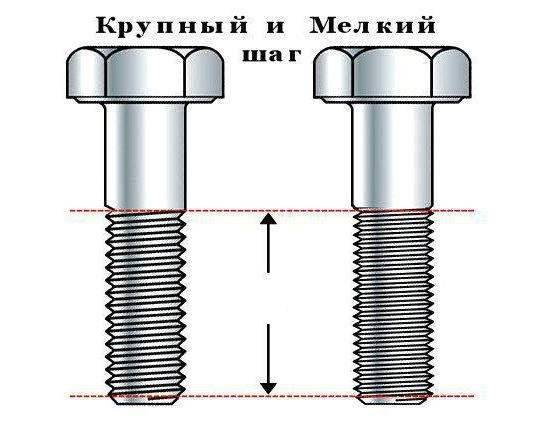
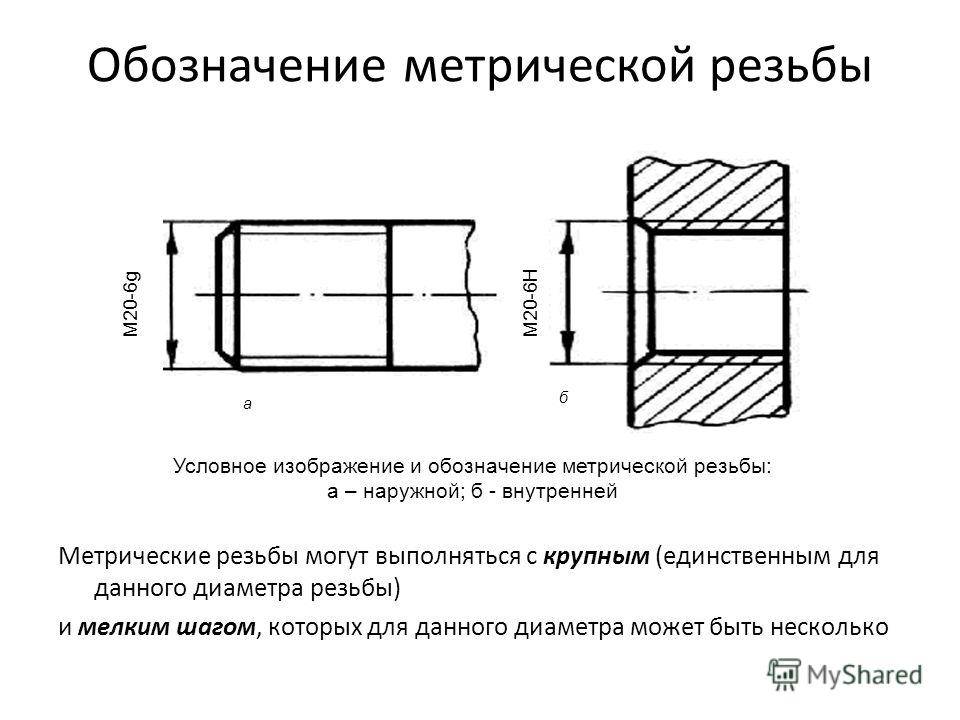
Виды по размеру шага бывают:
- крупная (с основным, крупным шагом);
- мелкая (с малым);
- специальная.
Крупный шаг считается нормальным, подойдет для любых материалов, в том числе и непрочных. Мелкий позволяет выдерживать большие нагрузки, но материалы должны быть определенных прочностных характеристик. Мелкий и специальный используют редко.

Крупный и мелкий шаг резьбы
Место перехода от гладкой поверхности к винтовой называют заходом. По их количеству делят на: одно- и многозаходные. Последние подразделяют также по количеству заходов: двух-, трех- и многозаходные.
Еще одна классификация – по применению. Они бывают:
- крепежные и упорно-крепежные;
- кинематические или ходовые;
- специального назначения.
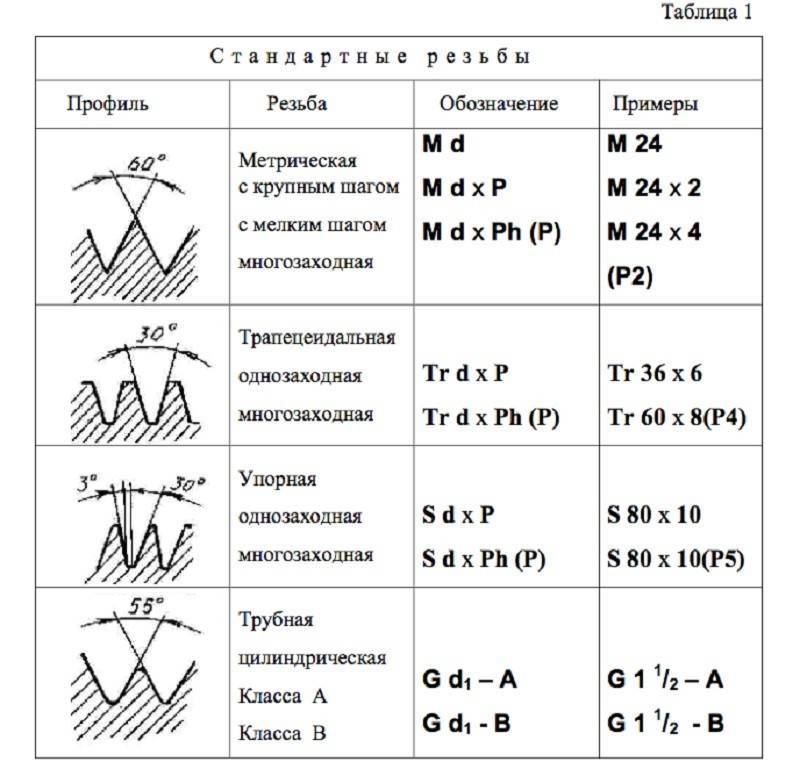
Ниже представлены основные виды резьб метрических и их буквенные обозначения:
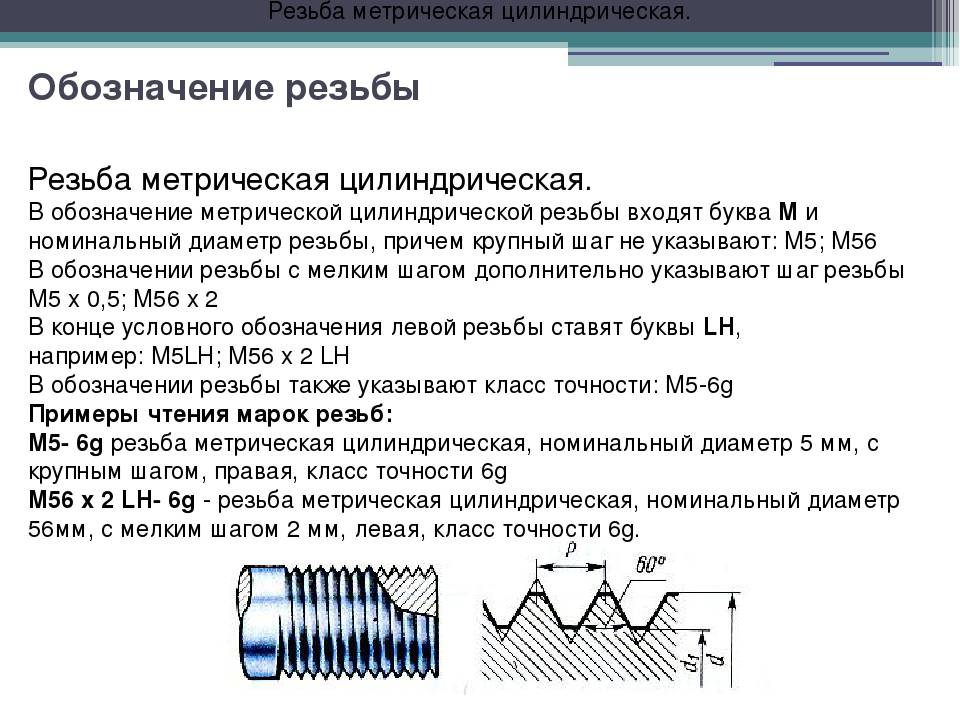
- заглавная буква «М» символизирует метрический вид,
- если она выполнена на поверхности в виде конуса, то «МК»;
- для условий, где необходимы термостойкостью и прочность используют метрическую цилиндрическую «МJ»;
- по ISO – «EG-M»;
- трапецеидальная – «Tr»;
- упорная с углом наклона одной стороны 30º– «S»;
- упорная усиленная — «S45», где число – угол наклона одной из сторон.
Другие ГОСТы
ГОСТ 25347-2013 Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Ряды допусков, предельные отклонения отверстий и валов ГОСТ Р 53090-2008 Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Требования максимума материала, минимума материала и взаимодействия ГОСТ Р 53442-2015 Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Установление геометрических допусков. Допуски формы, ориентации, месторасположения и биения ГОСТ Р 53089-2008 Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Установление позиционных допусков ГОСТ Р 50536-93 Основные нормы взаимозаменяемости. Шпонки клиновые низкие с головкой и без головки и шпоночные пазы. Размеры и допуски ГОСТ 29175-91 Основные нормы взаимозаменяемости. Шпонки призматические низкие и шпоночные пазы. Размеры и допуски ГОСТ 16093-2004 Основные нормы взаимозаменяемости.Резьба метрическая. Допуски. Посадки с зазором ГОСТ Р ИСО 12494-2016 Основы проектирования строительных конструкций. Определение гололедных нагрузок ГОСТ Р ИСО 3898-2016 Основы проектирования строительных конструкций. Наименования и обозначения физических величин ГОСТ 33542-2015 Основополагающие принципы и принципы безопасности для интерфейса человек-машина, выполнение и идентификация. Идентификация выводов электрооборудования, концов проводников и проводников ГОСТ 17064-71 Основные функциональные узлы, принадлежности и вспомогательные устройства гамма-аппаратов. Термины и определения ГОСТ 9330-2016 Основные соединения деталей из древесины и древесных материалов. Типы и размеры ГОСТ 30391-95 Основные принципы безопасности электрического оборудования, применяемого в медицинской практике ГОСТ Р 50326-92 Основные принципы безопасности электрического оборудования, применяемого в медицинской практике
Виды резьбомеров и их особенности
В силу того, что существует два основных вида резьбы — дюймовая и метрическая, то не сложно догадаться, что инструменты для ее определения бывают двух типов:
Метрический — предназначен исключительно для работы с заготовками, имеющие метрическую резьбу. Прибором выполняется измерение шага и профиля нарезки, диаметр которой составляет от 1 до 600 миллиметров. В конструкции инструмента присутствует до 20 гребенок, которые представляют собой стальные пластины с зубьями. При помощи этих пластин можно определить шаг нарезки от 0,4 до 7 мм. Называется такой прибор метрическим резьбомером, так как с его помощью осуществляется определение шага и профиля уже имеющейся на заготовках метрической резьбы. Приборы позволяют оценить правильность изготовления таких креплений, как гайки, болты, шпильки и т.п. Отличаются метрические приборы простой конструкцией изготовления, высокой прочностью, а также соответствующей маркировкой на корпусе в виде «М60». Сфера применения инструмента — машиностроение, приборостроение и т.п.
Дюймовый — предназначен только для работы с дюймовыми типами нарезок. Применяется прибор в сфере радиоэлектроники, авиастроении, сантехнике, а также при производстве различных станков. В наборе дюймового резьбомера присутствует 17 пластин с соответствующими зубьями, которые отличаются от метрического прибора углом расположения. Самая маленькая гребенка оснащена 28 витками, а самая большая имеет 4 грани. Определение шага осуществляется по количеству нитей на 1 дюйм. Отличительная особенность дюймового инструмента в том, что на корпусе присутствует маркировка в виде «Д55». В домашнем хозяйстве дюймовые резьбомеры применяются при работе с сантехническими приборами
Трапецеидальный — специальный прибор, предназначенный для работы с трапецеидальными типами нарезок. Другое название этого прибора Т-резьбомер
Универсальные — приборы, на которых присутствуют пластины для калибровки дюймовой и метрической резьбы. Такие приборы позволяют одновременно работать с разными типами нарезок, что особенно актуально в слесарном деле
Когда известно, какие виды резьбомеров бывают, остается разобраться в вопросе их правильного применения. Если не знаете, как пользоваться резьбомером, тогда разберемся в порядке определения шага резьбы детально.
Как самостоятельно измерить шаг резьбы?
Иногда возникает необходимость измерения шага резьбы у имеющихся резьбовых соединений. Приходится использовать самые разные приспособления для выполнения подобной операции со специальным приспособлением и без резьбомера. Способов узнать значение шага несколько, освоить их несложно.
Здесь показаны способы измерений шага резьбы:



Использование линейки
- Нужно взять линейку.
- Положить болт (винт).
- Померить расстояние между пятью (десятью) витками.
- Разделить на количество канавок.
- Полученный результат нужно округлить до ближайшего стандартного.
Если для наружных резьб подобный способ подходит, то для внутренних может оказаться сложным вставить линейку внутрь отверстия. Поэтому приходится предпринять дополнительные действия.
Пластилиновый слепок
- Из пластилина (воска, парафина, стеарина) нужно скатать колбаску, которая будет соответствовать отверстию.
- Охладить заготовку. При наличии холодильника задача упрощается. Если нет, то на некоторое время оставить в тени, чтобы заготовка приобрела твердость.
- Ввернуть колбаску в резьбу. Стараться сильно не согревать дыханием и пальцами.
- Вывернуть наружу. Теперь на руках появилось «зеркальное» отражение резьбы. Остается измерить стержень так, как описано выше.
Использование бумаги
Бывает так, что сама резьба довольно загрязнена. Поэтому разглядеть, сколько витков, сложно. Поэтому используют метод «бумаги».
- Небольшой фрагмент бумажки берется в руки.
- По резьбе проводится так, словно заворачивается или отворачивается предмет.
- На листе остаётся оттиск.
- Нужно посчитать количество витков и замерить расстояние штангенциркулем или линейкой.
Использование резьбомера
В специализированных магазинах можно приобрести резьбомер. Количество измерительных пластин у этого устройства может быть различным. Чем больше, тем удобнее использовать резьбомер.
Остается только прислонять разные пластинки, подбирая наиболее подходящий образец.
Пример определения размера шага резьбы резьбомером
Когда возникает вопрос о том, какая нужна или имеется резьба, начинать желательно с производителя. Если США и Великобритания, то можно предполагать наличие дюймовых резьб. Для отечественных европейских и китайских изделий используют метрические резьбы.
Разновидности дюймовых резьб
Существует множество видов резьбовых соединений, размерностью которых являются дюймы, но среди них в России выделяют следующие основные виды:
- Трубная цилиндрическая
- Трубная коническая
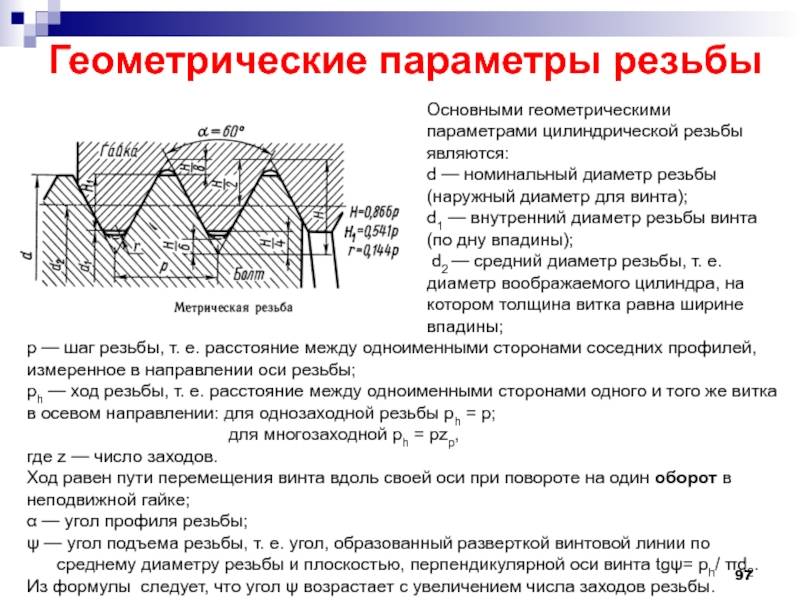
Каждая категории обладает своими особенностями. Цилиндрическая трубная резьба регулируется ГОСТом 6357-81. Размеры резьбы стандартизированы и занесены в специальную таблицу. Данные дюймовые резьбы, в первую очередь, отличаются более мелким шагом, что означает меньшее количество витков на один дюйм.
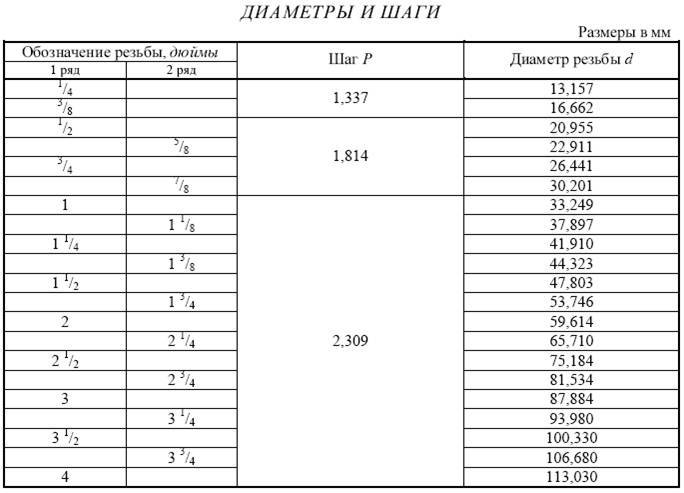
Таблица. Трубная цилиндрическая резьба. ГОСТ 6357-81.
| Обозначение резьбы | Число шагов z на длине 25,4 мм | Шаг P | Диаметр резьбы | Рабочая высота профиля H1 | Радиус закругления R | H | H/6 | |||
| 1-й ряд | 2-й ряд | наружный d = D | средний d2 = D2 | внут-ренний d1 = D1 | ||||||
| 1/16″1/8″ | – | 28 | 0,907 | 7,723 | 7,142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″3/8″ | – | 19 | 1,337 | 13,157 | 12,301 | 11,445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 16,662 | 15,806 | 14,950 | ||||||||
| 1/2″3/4″ | 5/8″7/8″ | 14 | 1,814 | 20,955 | 19,793 | 18,631 | 1,161553 | 0,249115 | 1,742331 | 0,290389 |
| 22,911 | 21,749 | 20,587 | ||||||||
| 26,441 | 25,279 | 24,117 | ||||||||
| 30,201 | 29,039 | 27,877 | ||||||||
| 1″1 1/4″1 1/2″2″ | 1 1/8″1 3/8″1 3/4″ | 11 | 2,309 | 33,249 | 31,770 | 30,291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 |
| 37,897 | 36,418 | 34,939 | ||||||||
| 41,910 | 40,431 | 38,952 | ||||||||
| 44,323 | 42,844 | 41,365 | ||||||||
| 47,803 | 46,324 | 44,845 | ||||||||
| 53,746 | 52,267 | 50,788 | ||||||||
| 59,614 | 58,135 | 56,656 | ||||||||
| 2 1/2″3″3 1/2″ | 2 1/4″2 3/4″3 1/4″3 3/4″ | 65,710 | 64,231 | 62,752 | ||||||
| 75,184 | 73,705 | 72,226 | ||||||||
| 81,534 | 80,055 | 78,576 | ||||||||
| 87,884 | 86,405 | 84,926 | ||||||||
| 93,980 | 92,501 | 91,022 | ||||||||
| 100,330 | 98,851 | 97.372 | ||||||||
| 106,680 | 105,201 | 103,722 | ||||||||
| 4″5″6″ | 4 1/2″5 1/2″ | 113,030 | 111,551 | 110.072 | ||||||
| 125,730 | 124,251 | 122,772 | ||||||||
| 138,430 | 136,951 | 135,472 | ||||||||
| 151,130 | 149,651 | 148,172 | ||||||||
| 163,830 | 162,351 | 160,872 | ||||||||
| При выборе размеров резьб 1-й ряд следует предпочитать 2-му. |
Вторым ее отличием является более скругленный профиль. Он способствует более плотному контакту витков друг к другу, что уменьшает вероятность образования течи при транспортировке жидкости через данное резьбовое соединение.
Нарезку трубной цилиндрической резьбы производят на трубах, диаметр которых не превышает 6 единиц дюйма. При величине труб свыше данного размера требуется применение высокоточного оборудования, что повышает производственные издержки. В этом случае эффективнее как с технологической, так и с финансовой точки зрения произвести крепеж труб методом сварки.
Трубная коническая резьба представлена ГОСТом 6211-81. Таблица размеров, пределы отклонений и величина нагрузок описаны данным стандартом. По типу профиля витков коническая резьба схожа с дюймовой, но имеет 2 довольно важных отличия.
Трубная коническая резьба. ГОСТ 6211-81.
| Обозна-чение размера резьбы | Шаг P | Число шагов на длине25,4 мм | H | H1 | C | R | Диаметры резьбы в основной плоскости | Длина резьбы | |||
| d = D | d2 = D2 | d1 = D1 | l1 | l2 | |||||||
| 1/16″ | 0,907 | 28 | 0,870935 | 0,580777 | 0,145079 | 0,124511 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″ | 1,337 | 19 | 1,283837 | 0,856117 | 0,213860 | 0,183541 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8″ | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||||||
| 1/2″ | 1,814 | 14 | 1,741870 | 1,161553 | 0,290158 | 0,249022 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4″ | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 | ||||||
| 1″ | 2,309 | 11 | 2,217187 | 1,478515 | 0,369336 | 0,316975 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 1 1/4″ | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | ||||||
| 1 1/2″ | 47,803 | 46,324 | 44,845 | ||||||||
| 2″ | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | ||||||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | ||||||
| 3″ | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | ||||||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | ||||||
| 4″ | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | ||||||
| 5″ | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||||||
| 6″ | 163,830 | 162,351 | 160,872 |
Прежде всего это то, что существует два типа углов профиля: 55 и 60 градусов. Второе различие – резьба нарезается по конусу, благодаря чему конические резьбы обладают таким качеством как самоуплотняемость (таблица со значениями конусности указана в справочной литературе). Поэтому крепежные соединения с помощью них не требуют использования дополнительных уплотняющих элементов: льняная нить, пряжа с суриком и прочее.
Поля допусков
Посадка наружного профиля во внутренний зависит от рабочей высоты – максимальной величины соприкосновения сторон профилей соединительных элементов. Выражают ее через поля допусков резьбы.
Допуски на размеры метрических резьб обозначают через значения двух диаметров: среднего и диметра выступов.
Формируя метрическую резьбу данные берут из соответствующих таблиц (ГОСТ 16093-2004). Выбор полей допусков осуществляют по правилам очередности:
- первая очередь – значения, указанные жирным шрифтом;
- вторая – обычным шрифтом;
- третья – значения, взятые в круглые скобки;
- внеочередные – значения в квадратных скобках (для специальных изделий).
Возможно использовать допуски, не указанные в таблицах, а сформированные из соотношений существующих стандартных диаметров.
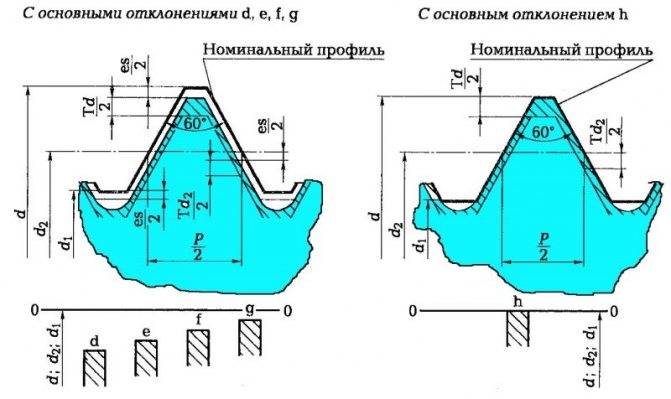
Поля допусков наружной резьбы
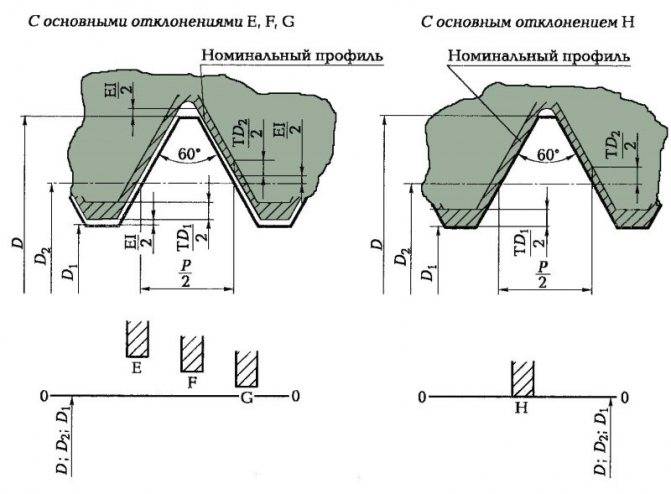
Поля допусков внутренней резьбы
Важно, чтобы защитные покрытия деталей по своим геометрическим параметрам не превышали значение номинального профиля, потому в таких случаях допуски используют еще до нанесения защитного слоя
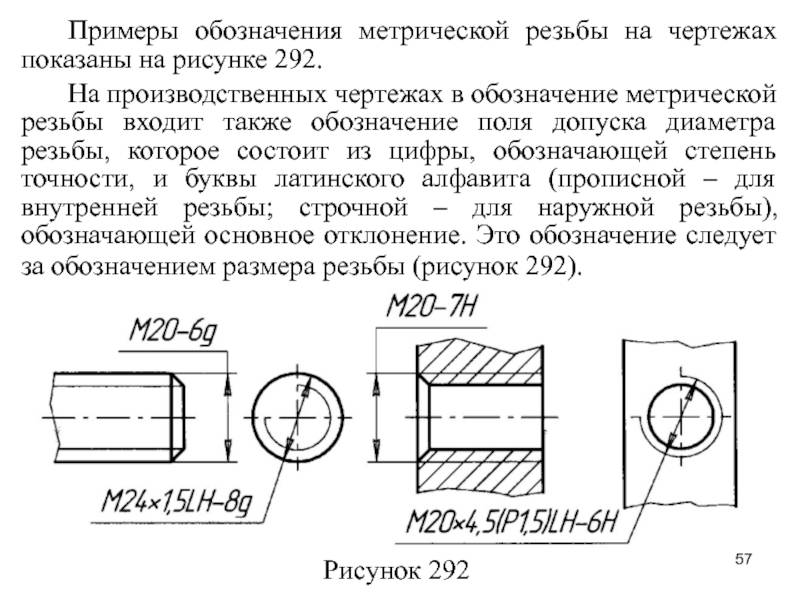
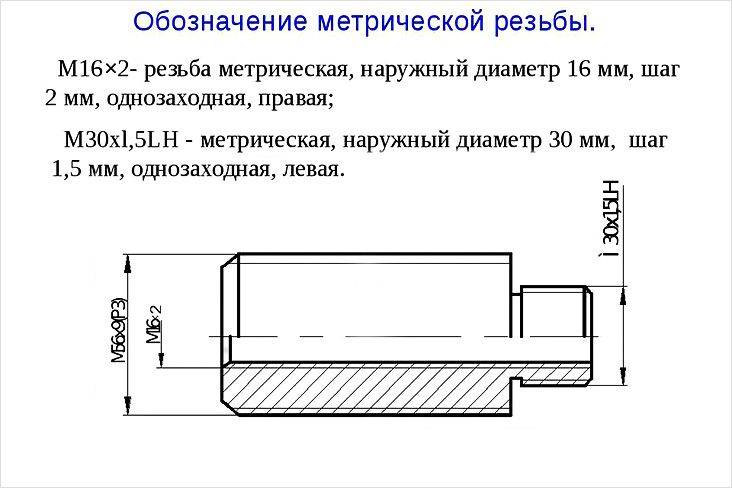
Обозначение
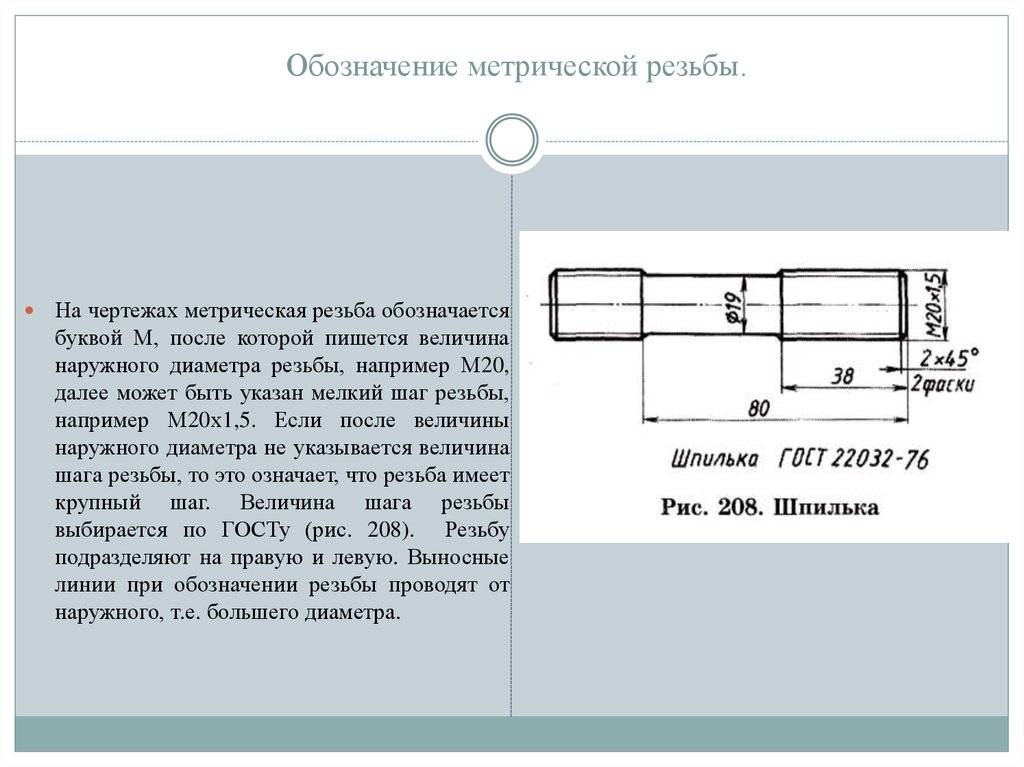
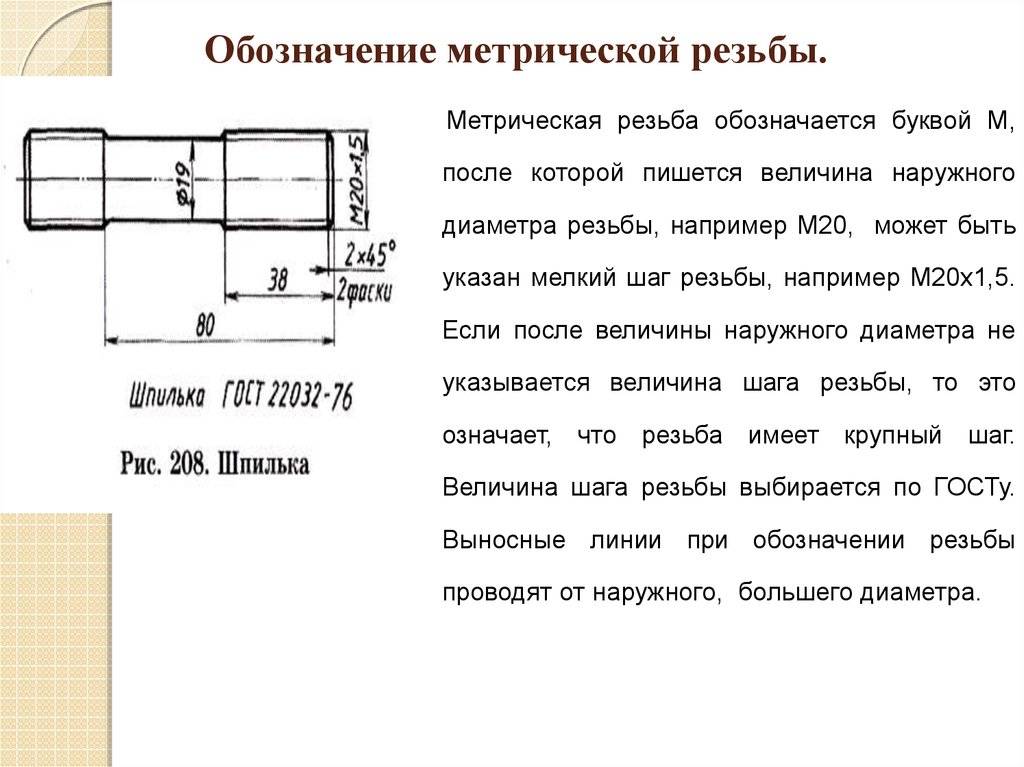
Маркировка метрической резьбы определяет все необходимые характеристики. Она включает:
- Заглавную букву М и, при необходимости, дополнительную. Например: МК – метрическая коническая.
- Числовое значение номинального диаметра в мм., например М22.
- Значение шага при его отличиях от стандартного. Маркируется цифровым значением в миллиметрах через знак умножения, например М18х1,5.
- Для многозаходных резьб через знак умножения добавляется количество хода, а шаг указывается в скобках с литерой Р, например М18х3(Р1)
- Для левых резьб применяется обозначение «LH» которое расположено после основной маркировки.