

Особенности маркировки шлифовальных изделий
Производство кругов выполняется согласно ГОСТу, соответственно их маркировка также регулируется нормативными актами. Обычно основными критериями для маркировки абразивных кругов являются:
- Шлифматериал – это крошка особого материала, которая отличается высокой прочностью и хорошими шлифовочными свойствами.
- Величина диска – характеризирует диаметр круга.
- Размер зерен – от него напрямую зависит степень обработки. Чем зерна крупнее, тем интенсивнее и грубее стирается обрабатываемая поверхность. Крупная зернистость применяется, когда необходимо быстро снять большое количество материала и отрезать большой кусок от детали. Мелкая обычно используется для тонкой обработки, шлифовки и сглаживания углов.
- Тип диска – зависит от особенностей профиля нового наждачного круга. На сегодняшний день выделяют 39 различных видов профилей.
- Степень твердости – этот показатель никак не связан с твердостью абразивной крошки, он характеризирует способность связующего материала удерживать на своей поверхности зерна и препятствовать их отрыванию в процессе обработки.
- Связующее вещество – указывает на материал, выступающий в качестве основы круга. Связующее вещество необходимо для формирования круга из крошки.
- Класс неустойчивости – от него зависит точность обработки поверхности. Чем неустойчивость выше, тем ниже качество работы. Причиной этого чаще всего выступает неправильная форма круга, неравномерное распределения связующего материала и смещение посадочного места относительно геометрического центра круга.
- Структура – указывает на соотношение количества абразива и связующего материала, наличием пор в составе, характер расположения зерен и однородность их распределения.
- Оптимальная скорость вращения – рассчитывается зависимо от предназначения наждака, его структуры, особенностей используемого материала и формы. Ее рекомендуется придерживать для достижения оптимального результата.
Расшифровка маркировки
Если диски планируется применять в быту для выполнения простых задач, уметь расшифровывать маркировку необязательно. Достаточно лишь знать народные название разных видов.
Чаще всего можно встретить такую классификацию:
- Диски с липучкой – отличаются нанесением плотной, прочной ткани на бумагу. Очень распространены из-за низкой стоимости, но не отличаются долговечностью.
- Фибровые диски – производиться из бумаги, которая имеет множество слоев, в центре которой установлено крепление в виде опорной тарелки.
- Лепестковые круги – отличается особой структурой, отдельные сегменты налаживаются друг на друга, образовывая эффект веера. Основное назначение — это создание идеально ровной поверхности. Обычно применяются для постобработки.
- Алмазные диски – используются для финишной обработки и доводки материалов.
Но не всегда универсальные наждаки подходят. Иногда требуется высокая прочность, иногда наоборот, нужен мягкий абразив, которые будет стираться в процессе обработки. Для полировки часто нужен гибкий круг, который сможет приобрести форму округло поверхности.
Даже если требуется подобрать круг только определенного типа, помочь разобраться с обозначениями, указанными производителем, могут консультанты в специализированных магазинах, а также можно разобраться самостоятельно, просто изучив инструкцию, приложенную производителем.
Стоит отметить, иностранные производители могут придерживаться других принципов маркировки, и обозначать круги с помощью латинских букв и особых аббревиатур.
На производствах выбором дисков должен заниматься только технолог или инженер. Это обусловлено тем, что ошибочно подобранный диск может разлететься в процессе работы, повредив обрабатываемую поверхность. Также отдельные сегменты могут навредить работникам. Даже если круг практически полностью подходит, это не значит, что с его помощью получиться добиться желаемого результат. Даже малейшая неточность обработки может негативно повлиять на качество изделия.
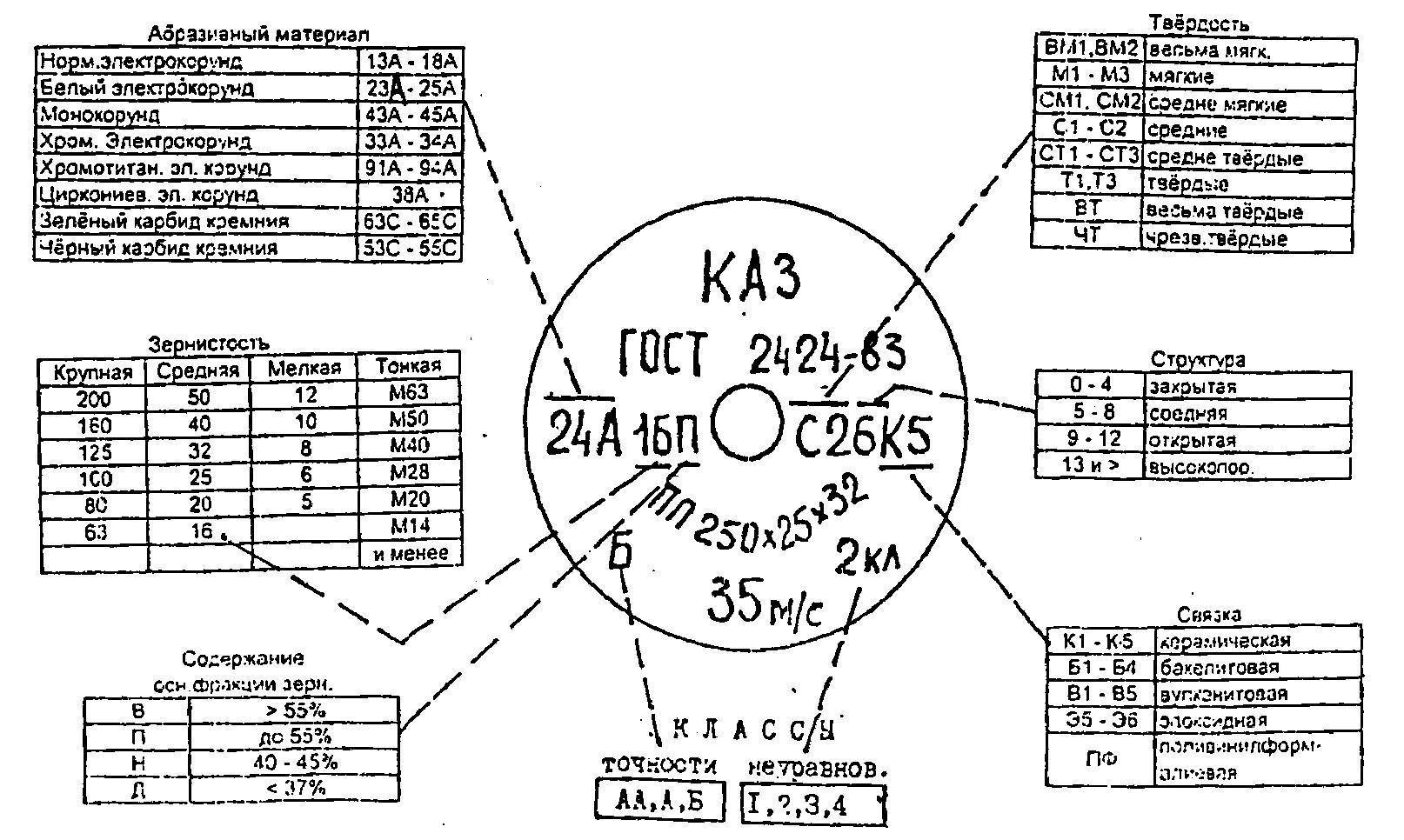
Твердость шлифовальных кругов
Твердость шлифовального круга определяет силу, с которой абразивные зерна круга удерживаются связкой. Согласно ГОСТ 3751—47 под твердостью абразивного инструмента понимается сопротивляемость связки вырыванию абразивных зерен с поверхности инструмента под влиянием внешних усилий. Чем тверже круг, тем больше усилий нужно, чтобы вырвать зерно из связки. Шкала твердости абразивного инструмента ПО ГОСТ указана в табл. 8.
Твердость абразивных инструментов
Обозначение Наименование – Группа твердости
М Мягкие – Ml; M2; М3
СМ Средней мягкости – СМ1; СМ2
С Средние – Cl; C2
СТ Средней твердости – СТ1; СТ2; СТ3
Т Твердые – Tl; T2
ВТ Весьма твердые – ВТ1; ВТ2
ЧТ Чрезвычайно твердые – ЧТ1; ЧТ2
Цифры 1, 2, 3 справа от буквенных обозначений характеризуют степень твердости инструмента в порядке ее возрастания.
На керамической и бакелитовой связке выпускаются инструменты всех твердостей, а на вулканитовой — только СМ1; СМ2; С1; С2; СТ1; СТ2; СТ3; Tl; T2.
Для обработки твердых материалов применяются более мягкие круги, для мягких материалов — более твердые.
Твердость шлифовальных кругов определяется тремя методами:
- 1) пескоструйным
- 2) вдавливанием шарика
- 3) высверливанием лунки
Пескоструйный метод состоит в том, что на поверхность испытываемого круга под давлением направляется струя кварцевого песка, который оставляет на поверхности лунки. По глубине лунок судят о твердости круга. Этот метод применяют для определения твердости кругов на керамической и бакелитовой связке зернистостью от № 10 до 100 по дюймовой системе (от 200 до 12 в сотых долях миллиметра).
Метод вдавливанием шарика состоит в том, что в поверхность круга под определенной нагрузкой вдавливается закаленный шарик. В мягком круге он оставляет более глубокую лунку, чем в твердом. По глубине лунки судят о твердости кругов. Этот метод применяется для кругов на бакелитовой и вулканитовой связке зернистостью от № 100 по дюймовой системе до М14 (от 12 в сотых долях миллиметра-до М14).
Метод высверливания лунки состоит в том, что специальным сверлом производят сверление лунки определенной глубины при постоянном давлении на сверло. По количеству оборотов сверла судят о твердости круга.
Этот метод применяют для кругов на вулканитовой связке зернистостью от № 24 до № 120 в дюймовой системе (от 80 до 10 в сотых долях миллиметра).
Как заточить кухонный нож – 7 шагов для новичков
Описать все нюансы того, как правильно точить ножи, в рамках одной статьи просто невозможно, однако это и не всегда нужно. Особенно, если в заточке нуждается обыкновенный кухонный нож или вы просто новичок, которому нужно с чего-то начать.
На самом деле, в домашних условиях заточить кухонный нож до остроты можно легко и быстро. Но сложность состоит в том, что сделать это нужно так, чтобы острота лезвия сохранилась надолго, и при этом с лезвия не было снято слишком много стали.
В этом материале мы попытаемся просто и наглядно рассказать о том, как правильно заточить нож бруском. Ведь именно этот способ является не только базовым и доступным каждому, но и самым эффективным. Кроме пошаговой инструкции по заточке и доводке, здесь вы найдете подборку обучающих видео и обзор альтернативных методов – начиная от заточных систем и заканчивая дном керамической тарелки.
Какие диски бывают по наружному и внутреннему диаметру
Не для кого не секрет, что болгарки отличаются по мощности и размеру. Для соответствующего типа инструмента применяются диски стандартных размеров по наружному и внутреннему диаметру. Производители выпускают отрезные круги для болгарок со следующими стандартами наружных размеров:
- 115 мм — подходят исключительно для маломощных бытовых электроинструментов
- 125 мм — подходят для бытовых и полупрофессиональных углошлифовальных машинок
- 150 мм — для среднемощных агрегатов профессионального назначения
- 180 мм — для средних и мощных УШМ
- 230 мм — для мощных болгарок профессионального назначения
Выпускаются также абразивные круги на инструменты с размерами свыше 300 мм, однако применяются они исключительно на спецтехнике и станках. Что касаемо внутренних диаметров отверстий, которые еще называются посадочными, то здесь разбег намного меньше. По размеру посадочных отверстий абразивные круги на болгарки бывают следующими:
- 22 мм
- 22,23 мм
- 32 мм
Наиболее популярными являются круги с размерностью 22,23 мм. Они подходят для углошлифовальных машинок с размерами посадочного вала 22 и 22,23 мм. Диски с 32 мм отверстием предназначаются для специальных станков. Есть также отрезные диски с отверстиями меньше 22 мм — это 10 мм, 13 мм и 16 мм. С такими маленькими отверстиями выпускаются круги, наружный диаметр которых не превышает 100 мм.
Структура шлифовального круга
Под структурой шлифовальных кругов понимают их внутреннее строение, т. е. количественное соотношение и взаимное расположение зерен, связки и пор в массе круга. Поры представляют собой маленькие пустоты в материале круга, которые служат для размещения в них отделяемой при шлифовании стружки. Стружка не должна задерживаться в порах, иначе круг потеряет режущую способность, произойдет засаливание круга.
На рис. 53 показаны структуры шлифовальных кругов одной зернистости и связки. Чем плотнее структура, тем больше зерен на единицу поверхности и меньше пор. В открытой структуре количество пор в круге больше и зерна располагаются на большем расстоянии друг от друга. В последнее время применяют структурные круги — круги с заданным расположением пор.
Шкала кругов с нормированной структурой состоит из 13 номеров. Каждый номер структуры характеризуется определенным соотношением и взаимным расположением зерен, связки и пор круга.
Так, структура 5 для круга твердости СМ1 характеризуется объемом зерен 52%, объемом связки 9%, объемом пор 39%. Структура 6 для круга той же твердости характеризуется объемом абразивных зерен 50%, Таблица 9 объемом связки 11%, объ
В табл. 9 указан объемный процент зерна в кругах различных структур.



В настоящее время начинают применять высокопористые шлифовальные круги, имеющие структуру от 13 до 18. Поверхность этих кругов напоминает губчатое тело. Такие круги значительно легче по удельному весу, чем структурные круги. Высокопористый круг засаливается меньше, и, кроме того, большие поры позволяют воздушному потоку, образующемуся при шлифовании, охлаждать режущие зерна и тем самым улучшать режущую способность круга. Такими кругами можно успешно обрабатывать вязкие материалы — медь, латунь, пластмассы, кожу и т. д.
При выборе круга по структуре руководствуются правилом: чем мягче обрабатываемый материал, тем больше номер структуры, и наоборот, чем тверже обрабатываемый материал, тем меньше номер структуры.
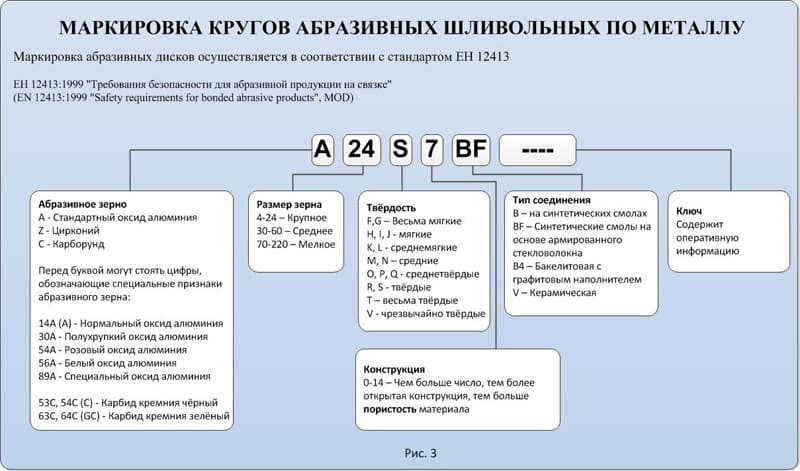
Маркировка шлифовальных кругов: старая и новая – после 2009 года
- С 2008 года вступила в действие новая редакция ГОСТ 2424.
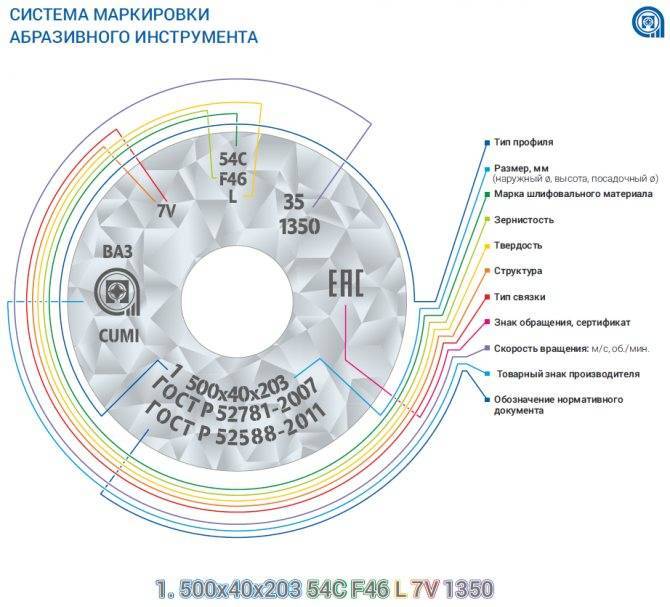
- В 2009 году началась маркировка абразивных кругов по-новому: вступили в силу современные нормы на условное обозначение твердости обрабатывающего инструмента (ГОСТ 52587-2006 взамен старого ГОСТ 18118, 19202, 21323), зернистости (ГОСТ 52381-2005 вместо ГОСТ 3647-80), связок (новый ГОСТ 52588-2006). Также современные показатели типов шлифкругов отличаются от принятых в СССР. Существующее обозначение шлифкругов следующее (в скобках указано ранее применяемое обозначение): – сечение круга прямого профиля (ПП). Подходит для универсального применения 5 – прямого профиля с односторонней выточкой (ПВ). Применяется для круглого шлифования. 7 – с двумя выточками (ПВД) 10 – со ступицей и двусторонней выточкой – кольцевой тип (К) 6 – цилиндрический чашечной формы (ЧЦ). Применяются для заточки инструмента. 36 – с крепежными элементами (ПН) 11 – конический чашечной формы (ЧК) 41 – отрезной тип диска 4 – с коническим профилем двустороннего типа (2П) – тип с коническим профилем (3П) 12,14 – тарелчатый (Т,1Т).
Рубикон ООО
Связанные ссылки. Дополнительная информация
Вид абразивного материала
На данное время при изготовлении наждаков применятся большое количество самых разных материалов. Это дает возможность добиться оптимальных параметров диска, достичь его исключительной прочности, долговечности или точности обработки.
Очень часто можно повстречать такие материалы:
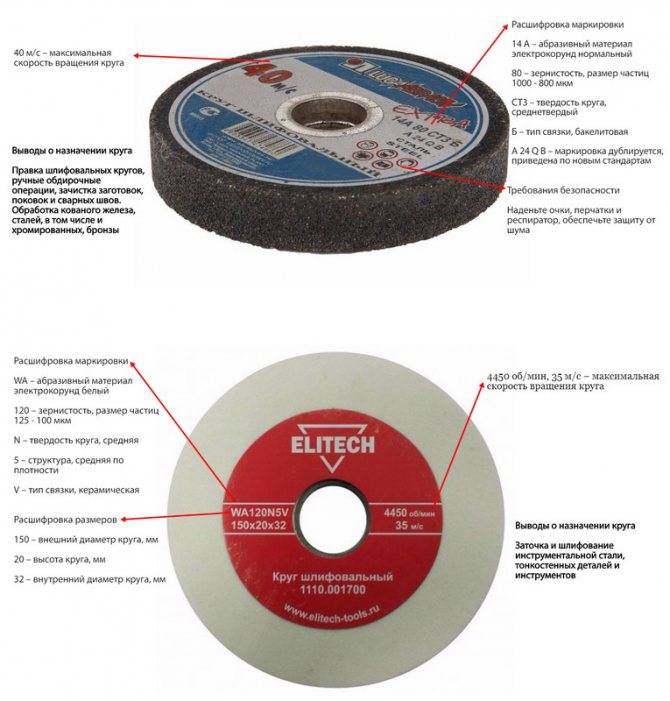
- Электрокорунд – применяется при работе с изделиями из металла, в большинстве случаев кованого железа. Он выделяется высокой теплостойкостью, полезным свойством сцепляемости со связкой. Абразивный материал достаточно прочный и выделяется большой долговечностью. Самый популярный электрокорунд обычный.Также распространен электрокорунд белый. Абразивный материал более одинаковый, имеет острые кромки, которые самозатачиваются. Из-за собственных параметров он применяется для окончательной обработки, деталей из очень качественных сталей.Редко можно повстречать хромистый, титанистый и циркониевый электрокорунд. Чем выше цифра маркировки, тем выше крепость круга.
- Карбид кремния – выделяется очень высокой прочностью и в то же время существенной хрупкостью. Он отмечается как 52-55С, применяется при работе с фарфором, гранитом, керамикой, стеклом и большим количеством иных качественных материалов.
- Эльбор – очень твёрдый материал, почти что не уступающий алмазу, но более непрочный. Такие круги имеют маркировку CBN, КНБ.
- Алмаз – достаточно прочный настоящий материала, выделяется невысокой хрупкостью. Такие диски применяется при обработки механическим способом сплавов на основе железа, стекла, керамики и кремния.


Алмазные диски разделяют на несколько типов:
- обыкновенной прочности (АС2);
- очень высокой (АС4);
- высокой (АС6);
- монокристаллы (АС32).
Какая нужна зернистость для заточки ножей
Определившись с типом материала изготовления бруска, важно правильно подобрать его гритность. Чем меньше зернистость брусков для заточки ножей, тем более агрессивно они воздействуют на металл, то есть тем крупнее абразив и тем глубже он оставляет царапины
Соответственно, самые крупноабразивные бруски применяют при работе с заготовками при создании клинков, самые мелкоабразивные используют для полировки, финишной обработки лезвия для придания ему зеркальной гладкости. Среднезернистые абразивы используют для главной цели – придать лезвию остроту.
Производители указывают на изделиях гритность финишной обработки лезвия. Соответственно, для полного цикла заточки ножа требуется как минимум два вида абразивной поверхности. Это могут быть разные камни или комбинированная модель, на каждой стороне которой нанесен определенный абразив. Ориентироваться можно на следующую таблицу зернистости камней: Зернистость брусков для заточки ножей — таблица
| № | Зернистость, grit | Назначение |
| 1 | #220 | Ремонт клинка, черновая заточка |
| 2 | #800-3000 | Чистовая заточка и доводка |
| 3 | #6000 | Правка и полировка |
| 4 | #220/#800 | Комбинированный: ремонт и заточка |
Итак, чтобы понять, какой зернистости нужен камень для заточки ножей, изучите технику работы с ними:
- Ремонт клинка. При наличии сколов и трещин возникает необходимость реконструкции режущей кромки. То есть снимают большой слой металла, фактически формируя новую режущую кромку. В этом случае нужен крупноабразивный брусок зернистостью от #220.
- Грубая заточка. При сильном затуплении лезвия, но без повреждений режущей кромки, требуется основательная заточка. Подходящая зернистость для заточки кухонных ножей — #1000-#3000. Для рабочего инструмента величина может быть и ниже.
- Чистовая заточка. Этот этап необязателен, однако если лезвие было слишком затуплено, после основной заточки может потребоваться дополнительная с применением чуть более зернистого абразива.
- Финишная заточка. На заключительном этапе заточенное лезвие шлифуют и полируют. Потребуется мелкозернистый камень с гритностью, соответствующей изначальной, заявленной производителем. Чаще всего это #3000 — #6000. У некоторых японских ножей режущая кромка очень острая, показатель может достигать #8000.
Задумываясь о том, какую зернистость выбрать для заточки ножа, определитесь подходящим видом абразива, а также учтите степень затупления лезвия. Натуральные и искусственные водные камни оптимально подходят для заточки лезвий разного типа, отличаются долгим сроком службы и высокой износостойкостью. В каталоге нашего магазина вы найдете подходящий точильный инструмент для любого поварского клинка.
Производители алмазных дисков
- Bosch. Немецкий лидер в производстве электроинструмента и сопутствующих материалов.
- FIT. Канадская фирма производит инструмент для профессионального и бытового пользования.
- Dremel. Американская компания, производящая электроинструменты высокого качества.
- Husqvarna. Швейцарская компания, которая известна своими высокими производительностью и уровнем прочности.
- MESSER. Корейский производитель, выпускающий широкий ассортимент насадок для болгарок.
- Zubr. Российская компания, производящая электроинструменты и оборудование для резки.
- Hitachi Power Tools, Luga Abrasiv Extra. Имеет прекрасное соотношение цены и качества.
Связки для алмазных шлифовальных кругов
Бакелит имеет низкую теплопроводность, поэтому инструмент на бакелитовых связках при отсутствии подачи СОЖ работает при температурах не выше 200÷250 °C. Алмазные круги такого типа обычно применяют для чистовой шлифовки и доводки лезвий твердосплавного инструмента.
Рабочие слои на металлических связках лучше всего подходят для срезания значительных слоев припуска, предварительной шлифовки, профильной обработки, заточки твердосплавных и металлокерамических пластин. Гальваническая связка представляет собой один или несколько слоев никеля, осажденного на металлический корпус, покрытый алмазным порошком.
Инструмент такого типа используется для резки и шлифовки кремния, стекла, минералов, а также при изготовлении алмазных головок, притиров и финишной обработки матриц и пуансонов.
Что такое наждачка
Шлифовальная бумага – это комбинированный материал, который составляют:
- Основа наждачки чаще всего – бумага, ткань.
- Абразив – зерно, которое наносят на основу с помощью клея или смолы.
Изготовление
Производство наждачной бумаги впервые было запущено в Китае, в 13 веке. Мастера приклеивали к пергаменту речной песок разной крупности, измельченный ракушечник, семена растений с помощью клея из агар-агара или крахмала. Позже придумали в качестве абразива использовать измельченное стекло, откуда пошел вид «стеклянной бумаги».
Серийное производство наждачной бумаги началось в Лондоне в 1833 году, затем стало распространяться по миру, технологии совершенствовались, и сегодня мы наблюдаем самые разные виды этого изделия.
- Бумажную основу или ткань пропитывают полимерами, чаще латексом из каучука.
- На подготовленную основу наносят клей, разогретый до 30…50 0 С.
- Насыпным методом наносят абразив нужной фракции.
- Отправляют полуфабрикат на сушку в печь. Температурный режим зависит от типа клея, фракции зерна и других факторов.
Таким образом можно изготавливать наждачку невысокого качества в домашних условиях, используя плотный картон, крошку от абразивного круга или растолченное стекло, песок.
Форма выпуска
Готовые изделия складируют, складывая листы стопками или скатывая их в рулоны. Листовые полотна обладают достаточной жесткостью, поэтому сложно изгибаются. Наждачная бумага в рулонах более компактная в хранении, ее фракция и размер зерна меньше, чем у листовой.
Другие формы выпуска:
- Абразивная сетка представляет собой разреженное полотно с закрепленным зерном. При шлифовании даже самые мелкие частицы пыли проходят сквозь материал, не забиваются в порах. Этот метод работы называется «шлифовка без пыли».
- Абразивные круги – мелкозернистая наждачная бумага, вырезанная по форме насадки на механические устройства. Её назначение – очистка поверхности металла от ржавчины и удаления старого покрытия.
- Наждачная бумага разной зернистости, вырезанная по форме насадки на электрические инструменты с креплением на липучке или на проделанные отверстия.
- Шлифовальные ленты, предназначенные для заправки в циклёвочные машины и станки.
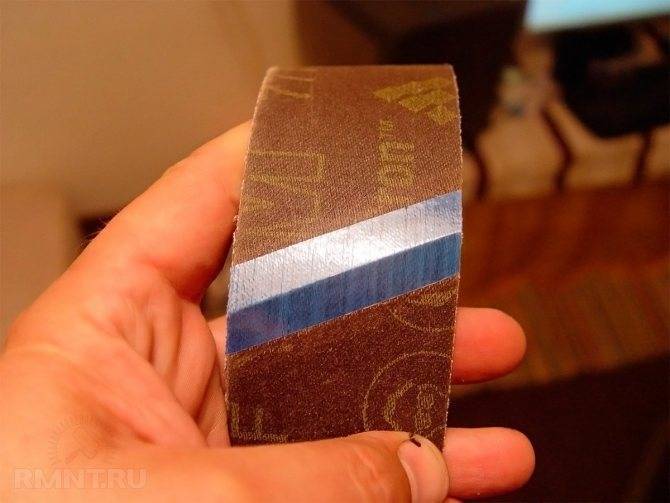
Маркировка
Маркировка наждачной бумаги указывает на фракцию и концентрацию абразива. Отечественный ГОСТ 3647-80 определяет количество зерен разного размера на 1 квадратную единицу, но данная классификация считается устаревшей. Сегодня шкурка шлифовальная соответствует международным стандартам ISO, именно это обозначение можно встретить на обратной стороне изделия. Следует отметить, что данные старого ГОСТа и значения международных стандартов перекликаются между собой. Их соответствие можно проследить в таблице.
Основная разница старого и нового стандартов заключается в разном движении номеров в маркировке:
- В ГОСТ 3647-80 значения крупности и плотности зерен уменьшаются, что вполне логично;
- В новом стандарте ISO 6344 (ГОСТ 52318-2005) номер изделия увеличивается с уменьшением значения в маркировке.
Расшифровка зернистости
Буква «Р» в обозначении указывает на зернистость. Чем больше значение, стоящее за буквой, тем мельче фракция шкурки. Р400 – известная нулёвка. Р600…Р2500 имеют мелкие фракции и почти гладкую поверхность, их зернистость не так ощутима наощупь. Такую наждачку используют для финишной полировки в промышленности.
В старом ГОСТе дела обстояли иначе. На примере 10-Н: первая цифра означает, что на поверхность изделия нанесен абразив крупностью, соответствующей ситу с ячейкой 100 мкм. Чем меньше показатель, тем меньше размер просева.
Другие обозначения
Виды наждачной бумаги различаются по составу основы и свойствам зерен. Эту информацию также отражают в маркировке изделия.
- Литера «Л» указывает на листовую форму выпуска изделия. Рулонная не обозначается никак.
- Буквой «М» обозначается водостойкая наждачная бумага.
- Изделие с маркировкой «П» предназначено для шлифовки сухих изделий без контакта с влагой.
- «1» – абразив для мягких поверхностей, «2» – для жестких.
Читать также: Какое масло заливать в мотоблок зимой
Чтобы подобрать наждак для определенного вида работ, следует учитывать не только основную классификацию, но и приведенную информацию, которая содержится на обороте листа.
Шкурки по типу основы
Даже в небольшом городе, пройдясь по хозяйственным магазинам, можно найти несколько десятков разных образцов наждачной бумаги. Они будут отличаться не только по зернистости, но и по способу нанесения абразивного материала, типу насыпки и связующего, а также используемому абразивному материалу или смеси таковых. Однако на практике первоочередное значение имеет тип основы, на которую абразив нанесён.
Читать также: Деревообрабатывающий станок могилев мдс 1 05 отзывы
На бумажной основе изготавливается наиболее дешёвая и быстро расходуемая наждачная шкурка. Преимуществ у неё немного: помимо низкой цены бумага удобна, если нужно быстро оторвать свежий лоскуток для работы. Абразив с такой шкурки осыпается довольно быстро, особенно в местах излома, однако бумажная основа позволяет с большей лёгкостью обрабатывать рельефные поверхности.





Шкурка на тканевой основе имеет несколько более высокую стоимость, но гораздо долговечней. Во многих домашних хозяйствах можно найти с полдюжины завалявшихся лоскутков тканевой наждачки, которые успешно используются время от времени по нескольку лет и при этом не потеряли абразивные качества. Не обходится и без недостатков: ткань с эпоксидной пропиткой грубая, под ней хуже чувствуется обрабатываемая поверхность. Также тканевые шлифовальные ленты имеют свойство растягиваться, хотя это касается в основном лишь расходников для машинной обработки.

Наконец, имеется третий тип шлифовальной бумаги — на мягкой основе. Сюда относится поролоновая или полиуретановая шкурка, используемая для финальной обработки рельефных деревянных и гипсовых деталей, и фибровая наждачная бумага. Последняя, хотя и имеет схожие свойства в качестве прижатия к детали, используется для крепления на рабочий орган с липучкой, например на роторные шлифмашины.
Лепестковые торцевые керамические круги Orientcraft по нержавеющей стали
Особенности керамических кругов для шлифования
Торцевые лепестковые круги производства Orientcraft занимают лидирующие позиции среди абразивной продукции благодаря высокой производительности, агрессивности изделия и длительному сроку службы. Каждое изделие представляет собой тарельчатую основу из стекловолокна с размещенными по краям веерным способом ламелями. Покрытие последних напрямую влияет на технические характеристики круга в целом. Керамическое зерно обладает микрокристаллической структурой и по мере стачивания образует новые режущие грани, благодаря чему существенно увеличивается срок эксплуатации. Информация об агрессивности абразива, материалах обрабатываемых поверхностей и максимальной скорости вращения размещается на изделии
Важно, чтобы последний параметр соответствовал частоте вращения станка, электроинструмента
Керамические торцевые круги представлены в нашем онлайн-каталоге популярными диаметрами 125×22 мм в нескольких вариантах зернистости (от 24 до 120) и подходят для использования на стандартных углошлифовальных машинках.
В зависимости от силы прижима с помощью керамических абразивов можно выполнить различные шлифовальные работы на поверхности из нержавеющей стали:
- легкую очистку;
- устранение сварных швов, окалин;
- удаление заусенец, снятие фасок.
За счет простоты применения современного шлифовального инструмента происходит повышение контроля над обработкой даже самой сложной поверхности.
Как купить керамические круги Orientcraft выгодно?
Производитель обращает особое внимание на надежность и безопасность изделий, наделяя их высокой производительностью, агрессивностью и длительным рабочим ресурсом. Все это способствует снижению затрат на абразивную обработку
В нашем каталоге вы найдете большой выбор качественной абразивной продукции с большим гарантийным сроком для шлифования нержавеющей стали в промышленном или бытовом масштабе. Выбрав необходимую модель инструмента, поместите ее в корзину. Через короткое время наш специалист свяжется с вами для уточнения данных и оформления доставки. Вы также можете позвонить нам в офис для получения консультационной помощи по телефону +7 (926) 301-14-53.
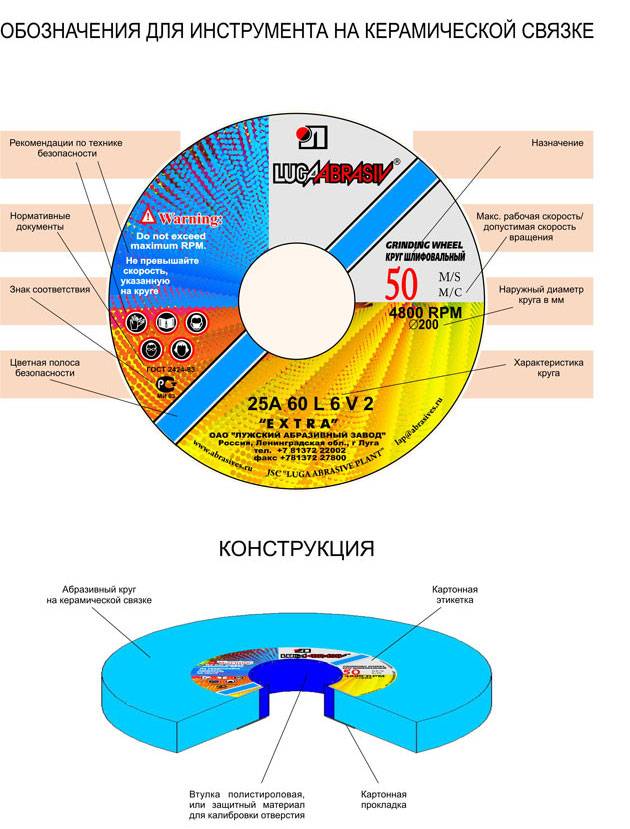
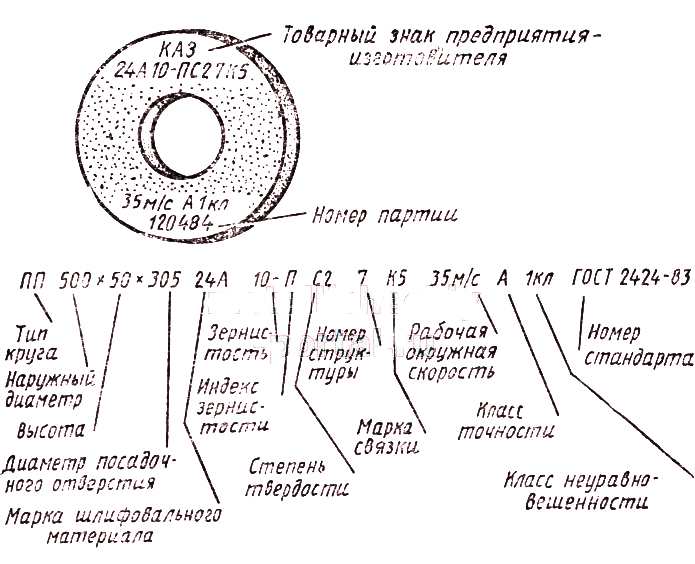
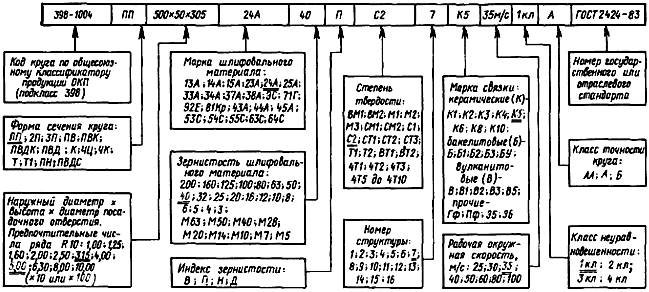
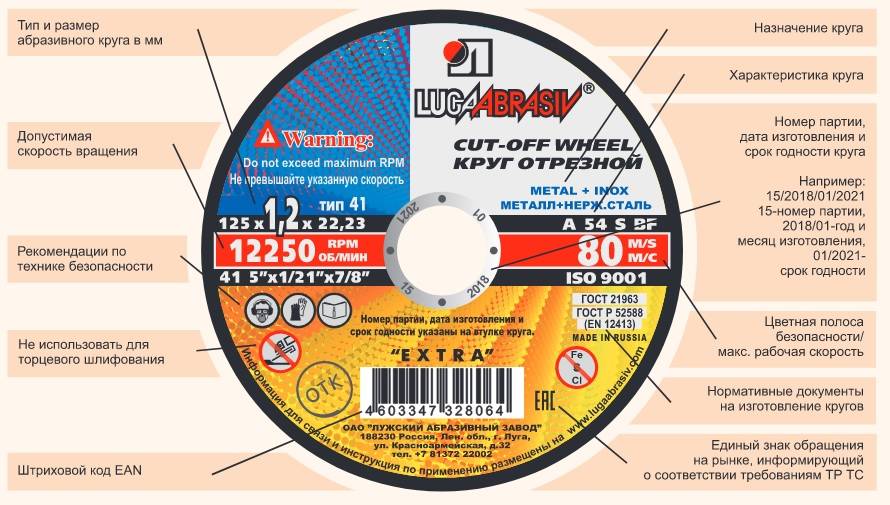
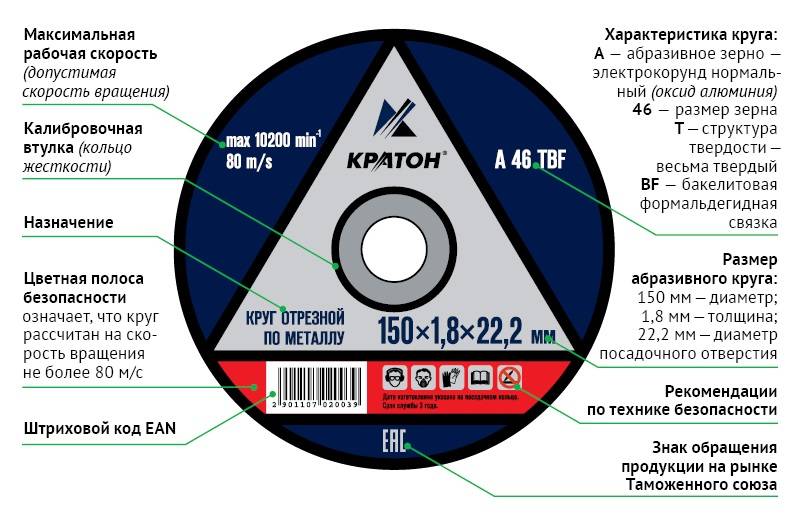
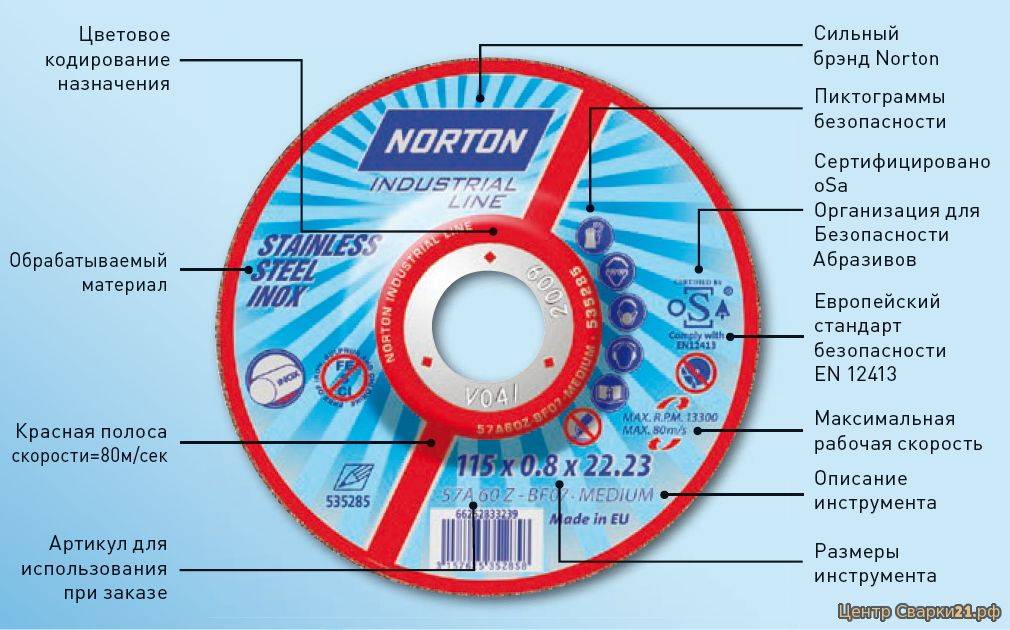
Маркировка – условные обозначения
Абразивные круги имеют специальную маркировку в виде надписей и/или цветных меток и содержит:
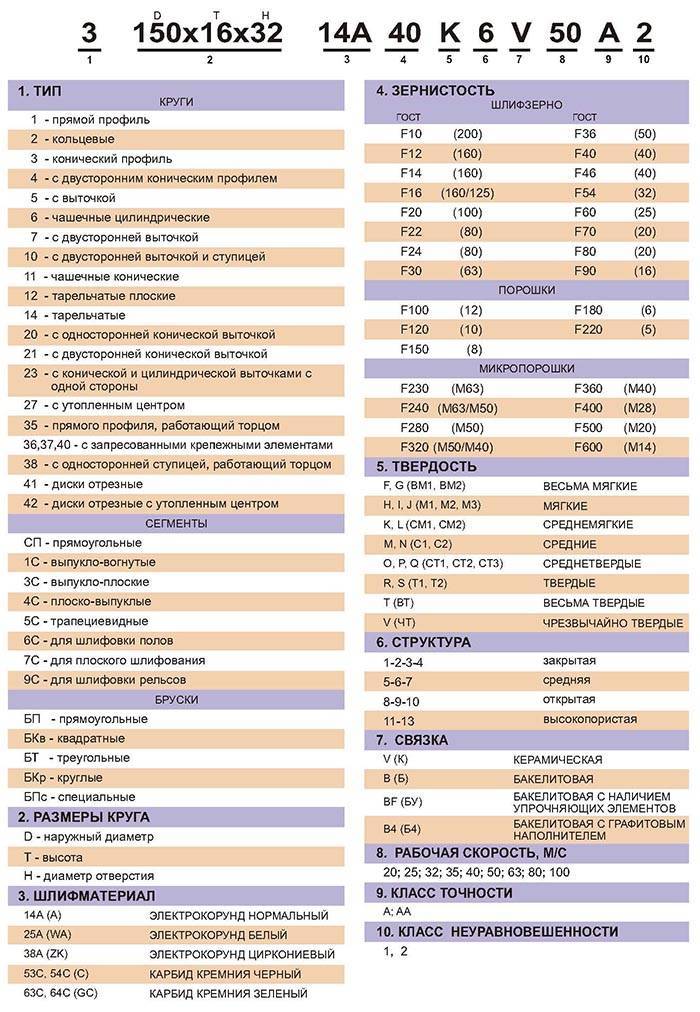
1. Тип круга
В теории должно быть цифровое обозначение:
1- прямой профиль,
41 – диски отрезные,
42 – диски с утопленным центром.
Но на практике это будет надпись на русском и/или английском языках: “cut-off wheel”-отрезной круг, grinding wheel – шлифовальный круг, лепестковый круг.
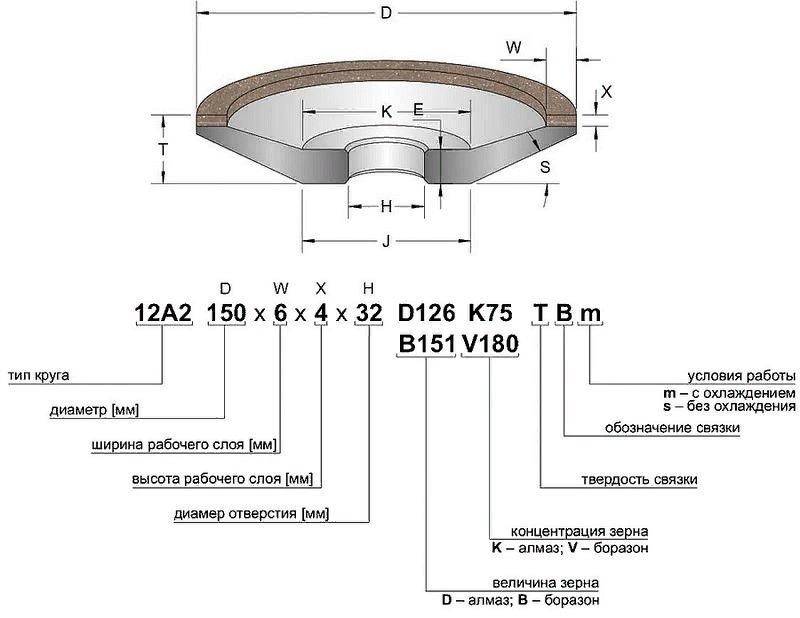
2. Размеры круга
На сайте производителя(см. таблицу ниже) указано так:
D – наружный диаметр,
T – высота,
H – диаметр отверстия.
Однако на практике как правило будет следующий формат: наружний диаметр х толщина х внутренний диаметр.
Или даже как то так:
3. Материал для обработки которого предназначен диск
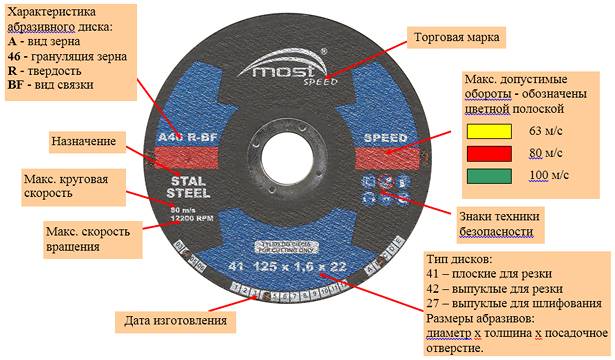
Обозначается надписью на круге («metal» или «steel» – для обработки металла, «concrete» – для работы с бетоном), цветной меткой (синий – сталь, зеленый – бетон).
Также иногда дополнительно наносится графическое изображение материала, которое избавляет нас от необходимости лишний раз вчитываться в надписи.
На круге показанном картинке выше надпись metal и изображение листового металла, металлической трубы, кровельного металлического листа и швеллера наглядно демонстрируют материал, который допустимо обрабатывать.
5. Зернистость. Размеры абразивных частиц
Данный параметр указывается на круге в условных единицах и обозначает фракцию абразива исходя из международных стандартов маркировки.
Также здесь возможны вариации от одной редакции ГОСТа к другой.
7. Тип связки
В качестве связующего компонента используется бакелит, керамика или синтетический каучук.
7.1. Керамическая связка
V (К – старое обозначение) . В случае с керамической основой инструменту присуще высокие огнеупорные, водостойкие и химические характеристики, качественно сберегающие рабочую кромку. Однако такой диск для болгарки чувствителен к механическим ударам и изгибающим нагрузкам. Круги с керамической связкой используются практически для всех типов шлифовки, кроме обдирки.
7.2. Бакелитовая связка
B (Б – старое обозначение). Рассматривая бакелитовую основу, хочется отметить, что такие круги для болгарки обладают более высокими показателями эластичности и упругости чем керамические аналоги. Недостатком такой связки является низкая стойкость к щелочным компонентам, входящим в жидкости для охлаждения.



Помимо этого круги на основе бакелита слабее керамических аналогов по сцеплению абразивного зерна а, следовательно, в основном могут применяться для плоского типа шлифовки. Диски для болгарок на бакелитовой связке применяются при ручных работах по грубой обдирке или на подвесных стеновых поверхностях.
При этом бакелитовые круги обладают полирующим эффектом. С целью резки стальных изделий используется мягкая связка и тонкий абразив. В свою очередь для цветных металлов целесообразно использовать твердую связку с грубым абразивом.
7.3. Вулканитовая связка
Это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В). Данный вариант экзотика и встречается крайне редко.
8. Мах. число оборотов при которых можно использовать диск
Диапазон варьируется в пределах от 6 600 до 13 300 оборотов в минуту. Важный параметр! Если им пренебречь, то круг во время работы может разлететься на отдельные фрагменты.
9. Класс точности
АА, А и Б. АА – высокая точность геометрических параметров А – Промежуточный вариант. Б- для менее ответственных операций.
11. Срок годности
Срок годности наносится производителем на металлическую часть посадочного отверстия с внешней стороны. Дата истечения – это дата изготовления плюс 3 года. Квартал указывается буквой V. Число указывает на месяц.
12. Пиктограммы безопасности
Догадываюсь, что до них никому нет дела, однако помимо банального “надевайте наушники” может быть нанесено что-нибудь действительно стоящее. Например – не использовать для торцевого шлифования.
Отрезной круг размером 125мм, толщиной 2мм, посадочным отверстием 22,23мм, изготовлен с использованием шлифовального зерна электрокорунда нормального, зернистость Р36. На бакелитовой связке с наличием упрочняющих элементов.
Маркировка зернистости шлифовальных кругов
При маркировке шлифовальных кругов производители указывают только его ширину (МКМ или F с числовым показателем величины зерна). Размер зерна не только показывает износостойкость абразива, но также играет важную роль при шлифовке той или иной поверхности.
Размер зернистости круга влияет на качество и чистоту обработки поверхности. Учитывайте материал, с которым работаете. Чтобы получить максимально чистую поверхность, следует купить круг с самым маленьким показателем зернистости. Однако человек, работающий с таким кругом, должен понимать, что он быстро засаливается, часто происходит прижог обрабатываемого материала.
Согласно ГОСТу от 1980 г., для измерения зернистости кругов используют единицы, равные 10 мкм. В современном варианте ГОСТа Р 52381-2005 круги маркируются буквой F с определенной цифрой (при увеличении числа степень зернистости понижается).
Например, номер зернистости по старому ГОСТу (М40-М5) и по новому (F280, F320, F360, F400-F600, F800). Для расшифровки: такой диск применяют при окончательной доводке и хонинговании деталей с точностью 3-5 мкм и менее, а также суперфинишировании. Или размер 40, 32 по старому ГОСТу и F40, F46 по новому: круги с такой зернистостью применяются для предварительной и окончательной шлифовки деталей с шероховатостью поверхностей 7-9 классов чистоты, а также для заточки режущих инструментов.
Из чего изготавливается абразивный диск на болгарку
УШМ или углошлифовальная машинка — это уникальный инструмент, способный заменить множество ручных приборов, как например, ножовки по дереву и металлу. Многофункциональность болгарки достигается за счет применения расходных материалов — отрезные, шлифовочные, полировочные, зачистные и тому подобное. Самыми популярными являются отрезные диски по металлу. Меньшей популярностью пользуются насадки для пиления древесины, так как болгарка — это далеко не самый подходящий инструмент для работы с этим материалом.
Абразивный диск состоит из двух основных составляющих — это армирующий слой, который находится в толще насадки, а также электрокорунд или карбид-кремния. Электрокорунд или карбид-кремния применяется в виде зерен (мелких и крупных), которые методом спекания соединяются с армирующим слоем. В качестве армирующего слоя используется бакелит или вулканит. Чем отличаются бакелитовые и вулканитовые круги по металлу, их достоинства и недостатки, выясним далее.
https://youtube.com/watch?v=f62j0b7TCyE
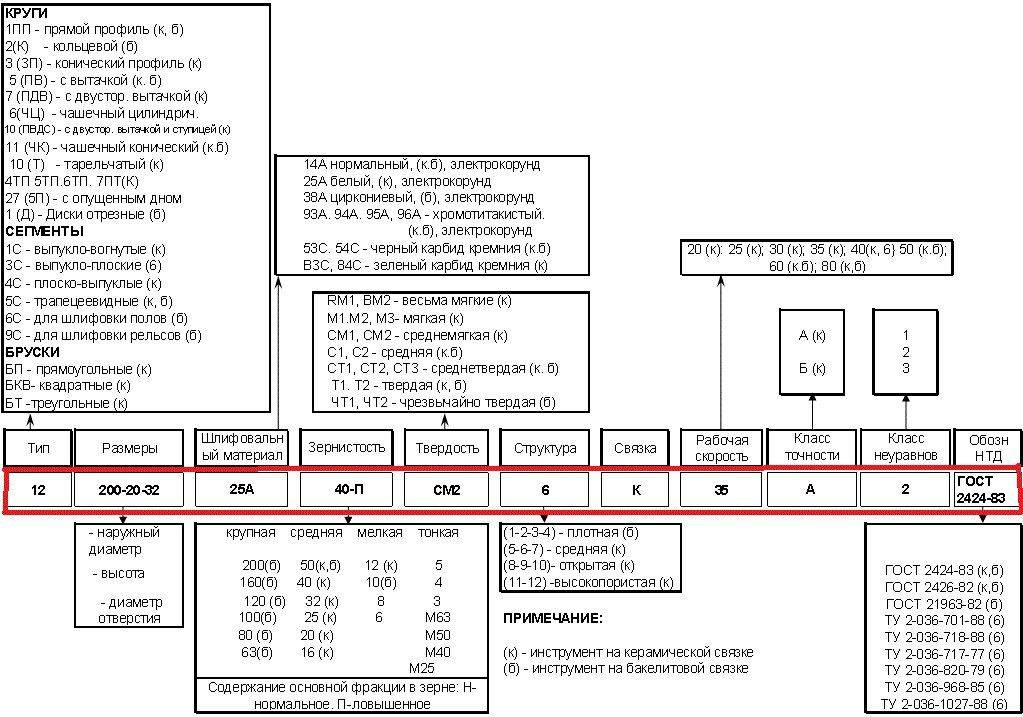
Маркировка кругов

Шлифовальные круги классифицируются с учетом определенных параметров. Это:
- степень зернистости;
- тип связки;
- класс точности;
- соотношение между абразивным материалом, связкой и порами;
- тип абразива;
- размеры;
- геометрическая форма;
- коэффициент твердости;
- предельная скорость.
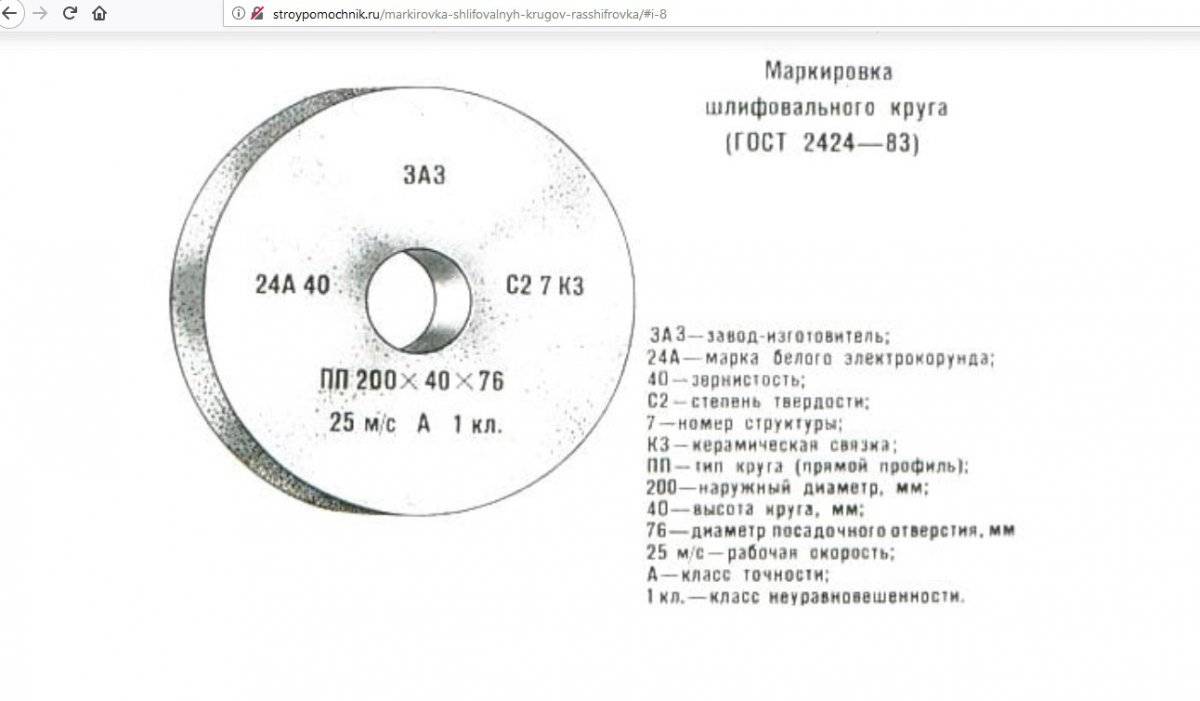
Довольно распространенной практикой среди поставщиков абразивных кругов является их изготовление с использованием своей маркировки. Если перед вами абразивный круг, который имеет маркировку 25А25СМ26КБ3, то о нем можно сказать, что он был изготовлен с применением белого электрокорунда. Степень зернистости имеет размер 315-250, тогда как средняя структура обозначается цифрой 6. Относится это изделие к категории средних по мягкости кругов. В роли связки выступает керамическая составляющая, а класс точности обозначается буквой «Б».
Маркировка абразивных кругов предусматривает наличие обозначения, которое говорит о зернистости. Этот параметр является одним из ключевых. Эта характеристика оказывает влияние на чистоту поверхности, которой вы сможете добиться после обработки. Дополнительно от неё зависят определенные характеристики, среди них:
- степень износа изделия;
- доля содержания металла, снимаемого за один проход;
- коэффициент производительности процедуры.





