

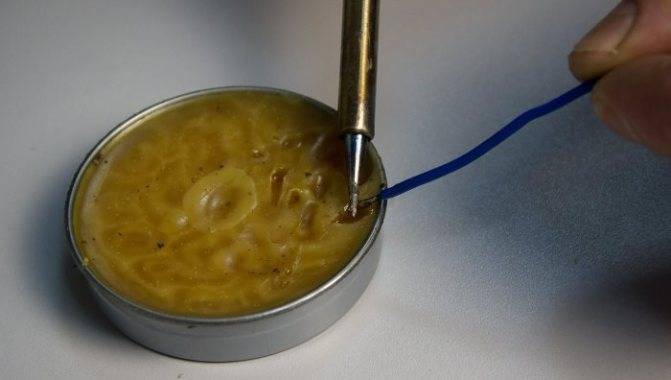
Лужение посредством окунания

Предварительную обработку проводов большого диаметра проводят иначе. Паяльником полного равномерного покрытия среза большого сечения добиться нелегко.
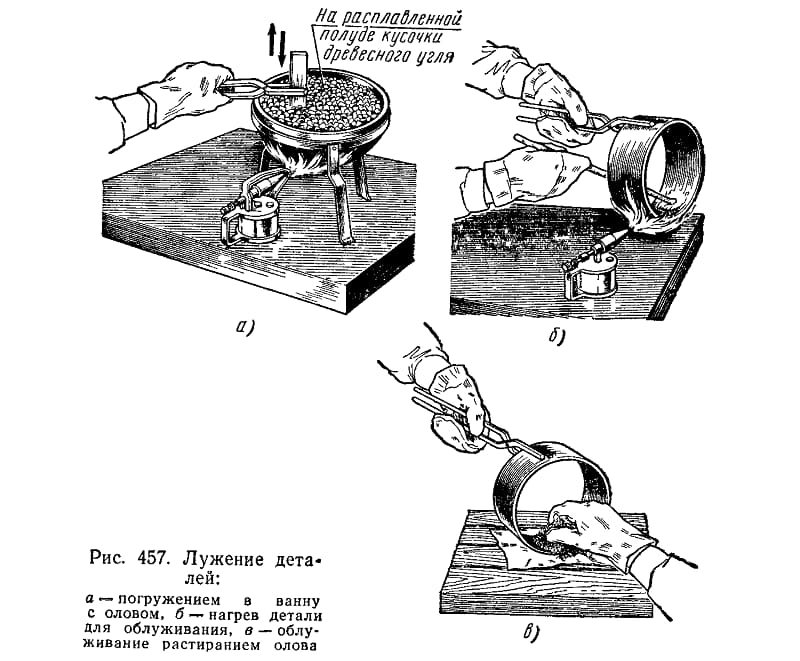
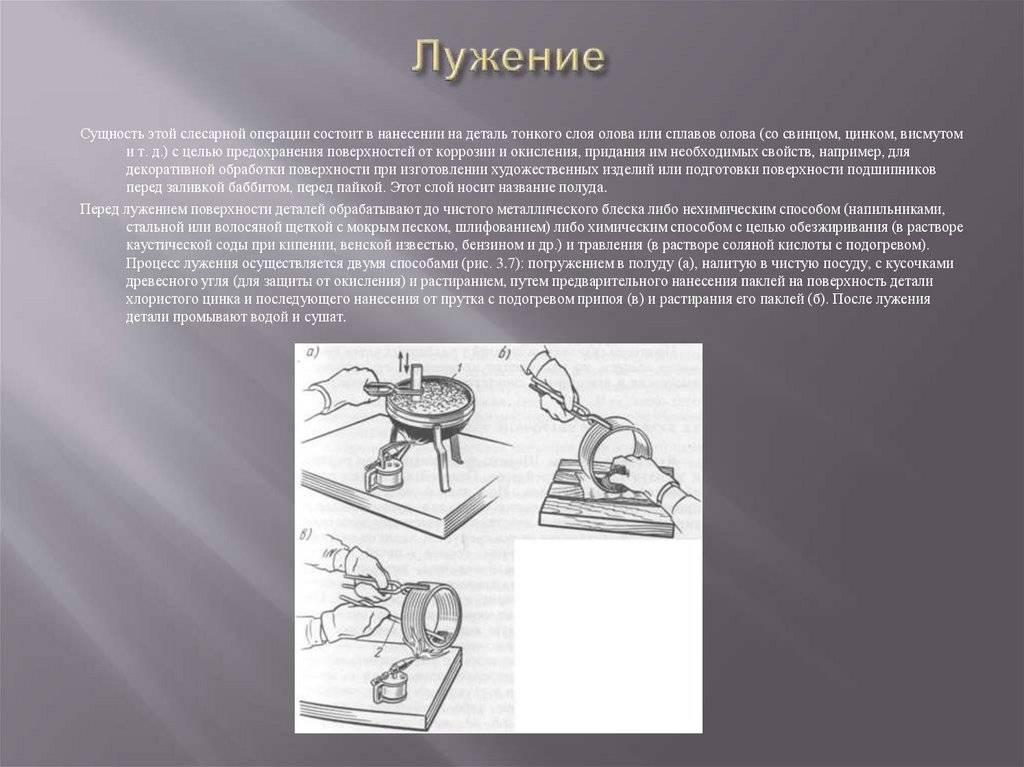
В специальный тигель кладут кусочки олова, разогревают, получая расплав металла. Конец кабеля сначала погружают в канифоль или другой флюс, а затем окунают во внутренность тигеля. В результате срез покрывается полностью защитным слоем.
Подобным способом делают полностью луженые провода. Погружение при этом имеет другие масштабы, выполняется в заводских условиях.
Катушку с намотанным проводом водружают на механизм, посредством которого будут обслуживать процесс. Сначала всю медь поверхности механически обрабатывают щетками, предварительно обработанными раствором хлористого цинка. Получают растворенный флюс из цинка и технической соляной кислоты.

Затем проволоку из мотка, постепенно раскручивают, окунают в ванну с расплавленным оловом. Равномерность покрытия, отсутствие наплывов обеспечивает последующая обработка проволочного материала резиновыми щетками. Проволоку охлаждают окунанием в холодную воду, еще раз обрабатывают щетками, заново сматывают и упаковывают.
Луженая медная проволочная продукция имеет защитный оловянный слой, толщина которого варьируется от 1 мкр до 20 мкр.
Правильный порядок действий
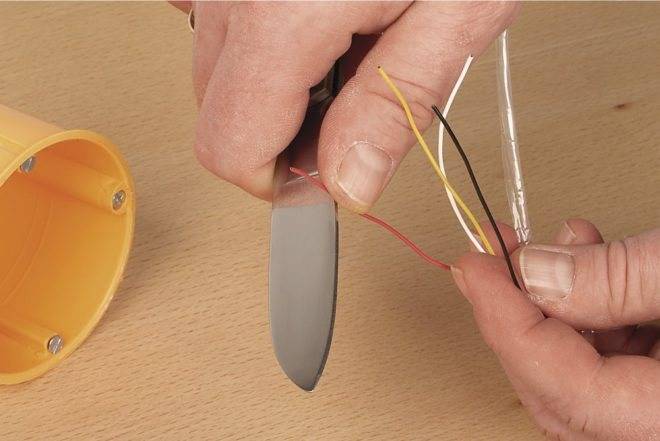
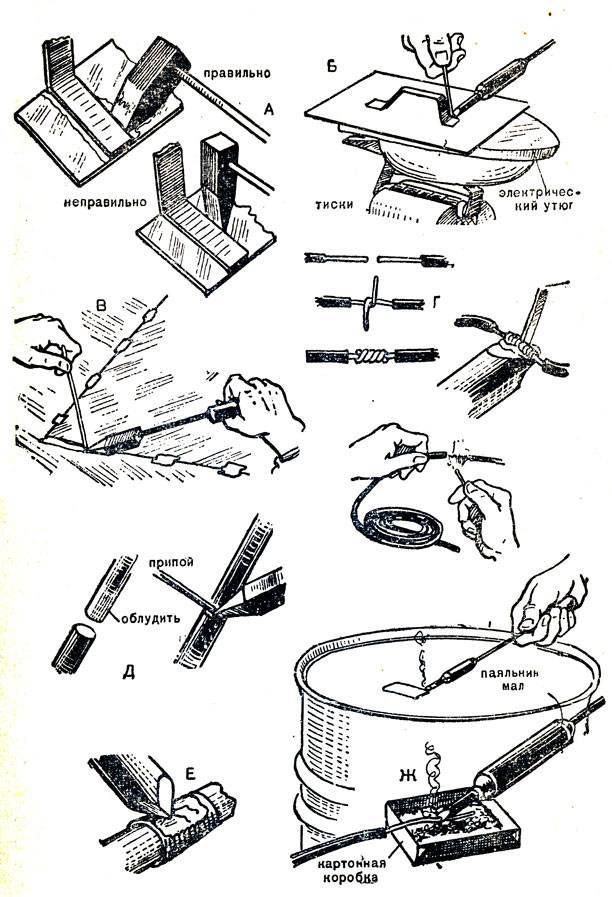
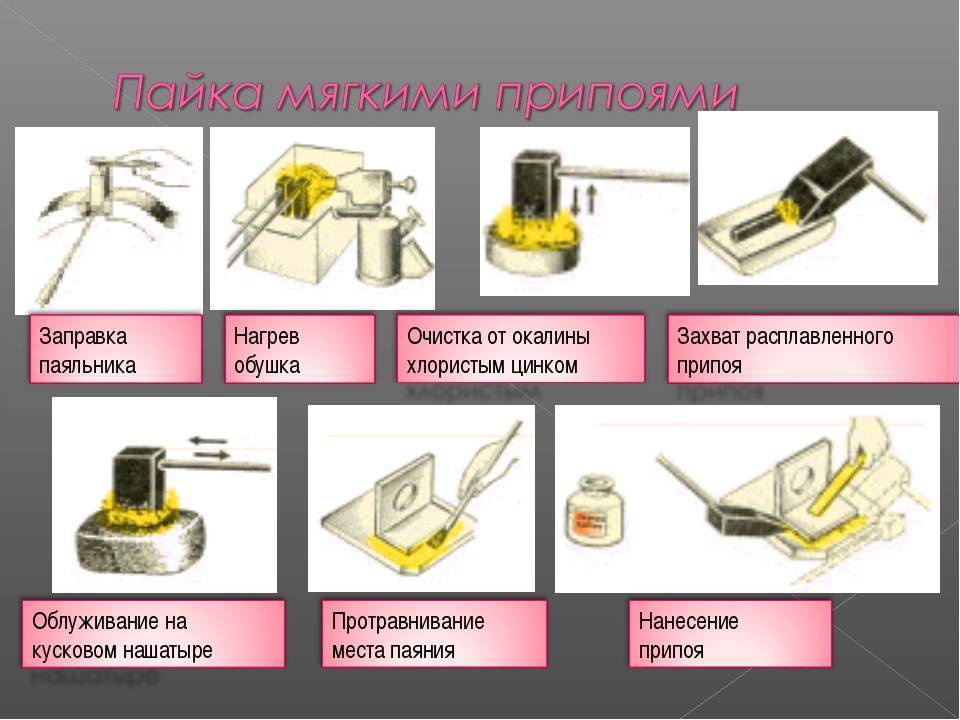
Облуживать провода посредством паяльника следует в соответствии с алгоритмом, выверенным многолетней практикой. У проводов в самом начале работы нужно тщательно снять ножом или клещами наружный изолирующий слой. Желательно освободить от полимерного покрытия минимум 10 мм, максимум – 50 мм с каждого соединяемого конца. После этого тем же ножом поверхность зачищают до блестящего состояния. Это исключит наличие остатков изолирующей оболочки, удалит с проводов оксидный налет.
Толстый провод удерживать и очищать проще. Если кабель включает в себя несколько тонких жил, их желательно растрепать, разъединить, зачистить со всех сторон, а потом скрутить заново.
Затем можно разогревать паяльник, предварительно проверив степень чистоты жала. Поверхность будет хорошо облуживаться только абсолютно чистым жалом паяльника.
Нагретым паяльником следует разогреть подготовленные, тщательно зачищенные концы проводов, опустив их в канифоль. Надо чтоб канифоль хорошо обволокла провод.
Жалом паяльника нужно взять припой и равномерно распределить смесь по срезу проводков, которые зафиксированы пинцетом или обычными плоскогубцами. Для обеспечения полноты нанесения массы из расплавленных расходных материалов, провода следует проворачивать вокруг собственной оси.
Медный провод можно обрабатывать не только канифолью, но и кислым флюсом. Некоторые предпочитают использовать готовую паяльную кислоту, всегда имеющуюся в продаже. Для лужения алюминиевых проводов предусмотрен свой специальный флюс.
Выбор оборудования и материалов
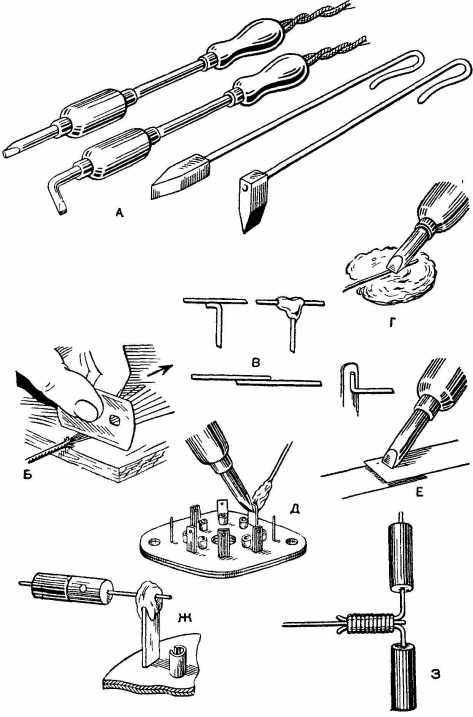
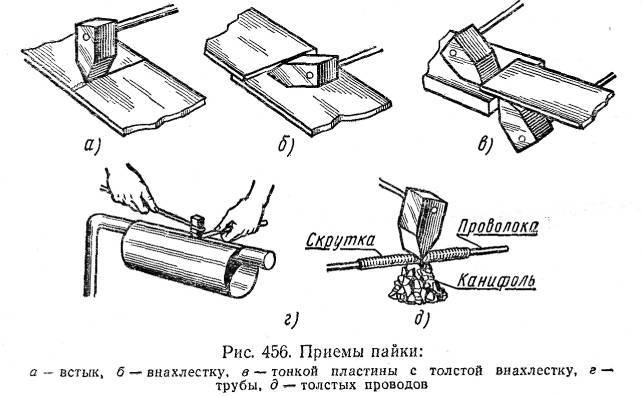
Существенное значение при покупке комплекта оборудования имеют характеристики работ, их объем. Если предполагается пайка стандартной электропроводки, скруток толстых проводов, понадобится довольно сильный нагрев крупных элементов (рис. выше). Демонтаж микросхемы из платы будет выполнен безупречно при наличии определенных навыков, с применением специальной оснастки.
Чтобы научиться, начать нужно с простого набора инструментов:
- Паяльник мощностью до 40 Вт с медным жалом. Им не сложно пользоваться. Без защитной оболочки жало будет выгорать, поэтому придется поправлять его форму напильником. Но на чистой медной поверхности хорошо удерживается припой.
- С канифолью можно решать много практических задач. Но, если предполагается соединение скруток из алюминия, крепежных деталей плат из нержавеющей стали, понадобится удаление с поверхностей более стойких окислов. Нужно приобрести универсальный флюс, который пригодится на практике.
- Как правило, используют припой «низкотемпературного типа» марок ПОС 30 (40, 61).
- Чтобы работать с электропаяльником было удобно, понадобится специальная подставка, рассчитанная на высокую температуру. Ее можно купить, либо изготовить самому из толстой проволоки, иных подручных материалов.
- Тиски пригодятся для фиксации плат, иных деталей в нужном положении в процессе пайки.
- Нужно подготовить также металлическую стружку, кусочек поролоновой губки. Такие приспособления используют, чтобы оперативно убирать лишний припой с жала электропаяльника.

Металлическая стружка для удаления припоя
Минусы соединения методом пайки
Несмотря на весомые достоинства, способ имеет и отрицательные особенности:
- Недостаточная технологичность. Перед выполнением самой пайки нужно сделать много подготовительных операций.
- Высокая трудоёмкость, вследствие чего метод не подходит для применения в промышленных масштабах. На качественный электромонтаж уходит достаточно много времени, поэтому при больших объёмах работ значительно проще выполнить опрессовку.
- Требования к навыкам и знаниям специалиста. Необходимо разбираться, как и с помощью каких расходных материалов оптимально соединять тот или иной тип проводов.
- Необходимость применения паяльника достаточной мощности. Соединить толстые провода маломощным паяльником обычно не получается. Высокомощные продаются в магазинах радиодеталей, но их стоимость немного выше обычных бытовых моделей.
- Использовать можно только нейтральные флюсы. Иногда с ними работать сложнее, что опять же требует наличия высокой квалификации.
Чтобы качественно выполнить монтаж, исполнитель должен хорошо разбираться в самой технологии, понимать физические и химические особенности разных металлов
К примеру, при креплении многожильных проводов важно качественно обработать флюсом и залудить каждую жилу
Особая внимательность требуется при работе с алюминием. Такие провода соединять значительно сложнее из-за оксидной плёнки. Последнюю нужно удалить с проводника перед лужением. Для этого нужно использовать специальные флюсы, не содержащие кислот.
Пошаговая инструкция
Итак, чтобы Вам было понятно, как правильно лудить провода, предоставляем пошаговую инструкцию в картинках:
- Подготовьте нужный инструмент: острый нож, пинцет либо пассатижи, паяльник, припой и флюс (в нашем случае канифоль).
- Снимите ПВХ изоляцию с проводника. Для этого лучше всего использовать инструмент для снятия изоляции, но если такого нет – нож в помощь. Зачистить изолирующий слой нужно на 10-20 мм.
- Аккуратно, с помощью того же ножа зачистите жилу до металлического блеска. Если провод, который Вам нужно лудить, многожильный – распушите все проводки и очень аккуратно зачистите их ножом.
- Подключите паяльник к сети и подождите, пока он нагреется. Кстати, перед лужением нужно очистить жало паяльника от мусора и старого припоя. Для этого рекомендуем использовать напильник.
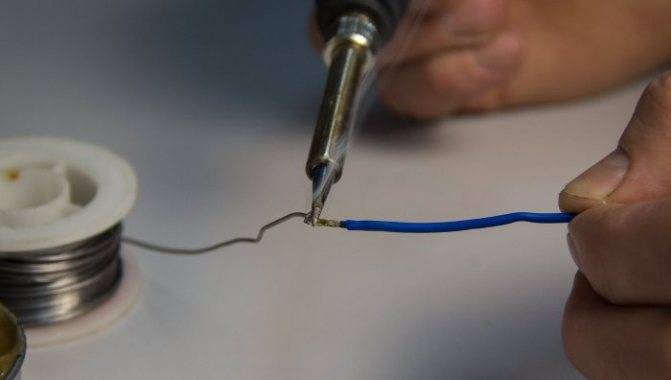
- Проведите разогретым жалом по кончику провода, который Вы собрались лудить.
Прикоснитесь жалом паяльника к канифоли, а после этого сразу же к припою. Рабочая поверхность паяльника должна равномерно покрыться оловом.
-
- Прикоснитесь жалом к медному проводу. Припой должен равномерно распределиться по медной жиле. Для лучшего лужения рекомендуем взять проводник пассатижами либо пинцетом, после чего залудить кончик со всех сторон, самостоятельно прокручивая провод.
Визуально просмотрите, насколько хорошо у Вас получилось залудить кабель. На фото ниже пример отлично проделанной работы. Если не вся рабочая поверхность покрыта припоем, повторите пункты 6 и 7.




Вот таким способом Вы сможете качественно и быстро лудить провода в домашних условиях
Обращаем Ваше внимание на то, что лужение тонких проводов от наушников (либо микрофона) нужно выполнять немного по-другому. Так как проводки эмалированные (вскрыты лаком), сначала Вы должны аккуратно счистить эмаль острым ножом
После этого уже необходимо выполнить лужение паяльником
После этого уже необходимо выполнить лужение паяльником.
Видео уроки по теме:
Вы можете лудить провода и без канифоли – используя специальную паяльную кислоту. В этом случае сначала нужно обработать рабочие поверхности (жало и кончик проводка) кисточкой, смоченной в кислоту, после чего уже наносить припой. И тот и другой способ можно использовать, не опасаясь за качество будущего соединения. Что касается толстого провода, облудить его проще, чем очень тонкого. Немного сноровки и еще меньше времени на это потребуется, главное – не забудьте зачистить поверхность жилы ножом.
Обязательно прочтите:
Описание продукта
Паста для пайки оловом Wurth Sabesto – бессвинцовая, с содержанием олова до 70%. Она имеет низкую вязкость и отличные капиллярные свойства. Полностью готова к применению – не требует смешивания и проведения каких-либо дополнительных манипуляций перед пайкой.
Состав легко и просто наносится, не прилипает к шпателю, хорошо разравнивается. Обеспечивает равномерность лужения, создает гладкий слой без шероховатостей. Плавится при рабочей температуре +230…+250оС.
После лужения также не требует дополнительных манипуляций, выравнивания поверхности и т.д. Остатки флюса легко удаляются мягким материалом или щеткой, поверхность получается гладкая и красивая.
Тип флюса соответствует DIN EN 29454–1. Распространяется продукт в жестяных банках массой 1 кг.
Подготовка изделий
Чем чище будет поверхность металла, тем прочнее к ней прикрепится припой. Поэтому в зависимости от требований к самой заготовке используются разные способы подготовки к лужению металла.
 Первый способ – это очистка поверхности металла щетками. Обычно таким инструментом снимается окалина и ржавчина. Сначала изделие промывается водой, а затем щеткой вычищается. Нередко на этой стадии применяют известь, песок, пемзу.
Первый способ – это очистка поверхности металла щетками. Обычно таким инструментом снимается окалина и ржавчина. Сначала изделие промывается водой, а затем щеткой вычищается. Нередко на этой стадии применяют известь, песок, пемзу.
Следующий способ подготовки к лужению заключается в шлифовании металла шкурками и дисками. Этот этап является доработкой изделия, то есть, доведение его поверхности до максимальной ровности.
Применяют обезжиривание с помощью натриевых составов: едкий натр – 10-15%, фосфорнокислый натрий – 10-15%, углекислый натрий – 10-15%-ный раствор. Добавим, что химические растворы перед использованием надо нагреть до 50-80С.
Применяют также травление. Для этого используют серную кислоту.
Металлы и сплавы для лужения
Технология обработки металлических поверхностей зависит от типа базового материала. Например, лужение алюминия выполняется чистым оловом, без посторонних примесей. Металл необходимо предварительно нагреть до 180 °C, после чего приступают к покрытию изделия. Для обработки алюминиевых элементов запрещено применять какие-либо флюсы.
Для лужения применяют следующие металлы и сплавы:
- Олово и оловянные сплавы. В природе отсутствует олово в чистом виде. Оно встречается в виде соединений с серой, сурьмой, медью, железом и прочими элементами, которые влияют на технические характеристики элемента. Мышьяк или сурьма делают олово хрупким, а высокое содержание меди повышает твердость, но снижает пластичность. Существует несколько сплавов, применяемых при выполнении работ. Они отличаются сферой использования. Сплавом, который содержит олово, никель и железо, покрывают продукцию для пищевой промышленности. Комбинацией олова, свинца и цинка лудят заготовки из металла или стали. Для декоративной обработки применяют смесь олова и висмута. Данный сплав придает поверхности яркий блеск.
- Хлористый цинк. Применяют в качестве флюса при лужении и пайке. Он выпускается в виде кусков или брусков небольшой величины. В промышленных масштабах хлористый цинк получают путем обработки чистого металла соляной кислотой.
- Двухлористое олово. Является базовым компонентом при лужении электрохимическим методом.
Основные способы лужения
Существуют два метода нанесения защитного покрытия:
- горячий;
- гальванический.
Рассмотрим их подробнее.
Горячее лужение

Горячее лужение считают классическим способом, поскольку именно с него начиналось развитие технологии. В зависимости от условий выполнения работ защитный слой может быть нанесен двумя методами:
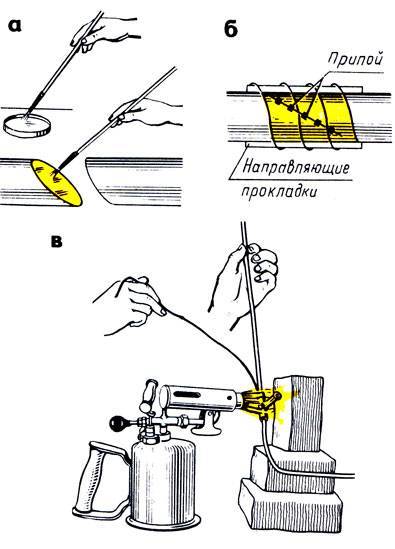
- Погружение. Заготовку опускают в резервуар с оловом, нагретым до рабочей температуры.
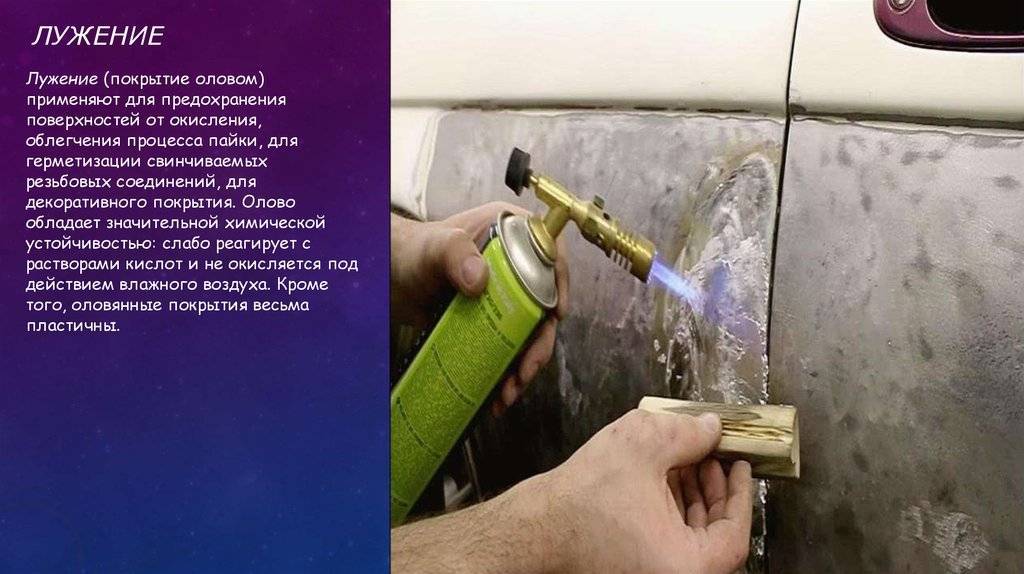
- Растирание. Сплав наносят непосредственно на подготовленную деталь, после чего равномерно распределяют по всей поверхности.
Горячий способ отличается своей простотой. Для выполнения работ не нужно приобретать специального инструмента или обладать профессиональными знаниями. Основной недостаток – неравномерное покрытие заготовки. Это справедливо как для погружения, так и для растирания. Особенно ярко он проявляется при обработке деталей со сложной криволинейной поверхностью.




Кроме того, данный способ особенно требователен к чистоте рабочего сплава. Чужеродные элементы, попадающие в рабочую смесь, удалить практически невозможно.
Гальваническая обработка
Гальваническое лужение – современный способ нанесения покрытия. Раствор при гальванической обработке может иметь щелочную или кислотную основу. Независимо от типа электролита катализатором процесса является электрический ток, который активизирует рабочий процесс. К положительным сторонам рассматриваемого метода относят:
- равномерное распределение сплава по всей плоскости;
- толщина слоя регулируется с помощью изменения параметров тока;
- отсутствуют ограничения по сложности поверхности обрабатываемых изделий;
- экономный расход смеси;
- защитный слой обладает лучшими параметрами.
Единственный минус данного способа – высокая себестоимость, поскольку рабочий процесс сопровождается большим расходом энергии, а для контроля необходимо постоянное присутствие специалиста высокой квалификации.
Правила безопасности труда при лужении
Основные правила безопасного проведения лужения металла:
- К работам допускаются совершеннолетние лица, обученные и прошедшие инструктаж по безопасности.
- В ходе работ могут возникнуть такие вредные и опасные факторы, как выделение паров, разбрызгивание флюсов и припоев, повышенная температура, может повыситься взрыво- и пожароопасность среды. Поэтому работники обеспечиваются респираторами, спецодеждой, защитными очками.
- В помещениях необходима общеобменная и местная вентиляция. Освещенность должна соответствовать категории выполняемых работ.
- Выполнение работ разрешается только при наличии исправного инструмента и оснастки, а также качественных материалов.
При лужении в домашних условиях обязательно выполнять такие требования:
- Не вдыхать пары нашатыря и кислот. При возможности использовать респиратор.
- Избегать попадания кислот на одежду и кожу.
- Работать в защитных перчатках.
- Для работы с нагретыми элементами пользоваться клещами.
Таким образом, лужение – доступный способ защитить металлические изделия от коррозии или подготовить их к пайке. Несмотря на затратность и трудоемкость, выполнение операций лужения доступно в домашних условиях.
Пассивация луженой жести

Жесть после пассивации
Этот процесс необходим, чтобы стабилизировать поверхность тонколистового металла, повышая ее адгезию к лакам. Дополнительно, процедура затормаживает образование оксидов олова, приводящих к изменению цвета белой жести. Пассивация производится двумя способами:
- химический – лента пропускается через специальный раствор;
- электрохимический – аналогичен предыдущей процедуре, но проводится ввод дополнительным воздействием электрического тока.
Результатом пассивации оказывается образование тонкой пленки хрома и его соединений. Она отличается высокой прочностью и предохраняет поверхность металла от царапин в ходе дальнейших технологических процессов.
Материалы и инструменты
Материалами служат олово и флюсы.
- Олово и сплавы. При лужении используется олово марки 01 (Sn 99,1 %, примеси 0,1 %) и марки 02 (Sn 99,5 %, примеси 0,5 %). Чистое олово служит основой защитного покрытия для посуды.В качестве припоя при пайке олово не применяется, потому что при низкой температуре оно становится хрупкими. Долговечность обеспечивается добавлением к олову других компонентов, в основном свинца. Используются сплавы олова со свинцом: ПОС-18, ПОС-30, ПОС-50, ПОС-90. Цифра в обозначении показывает содержание олова в процентах.
- Флюсы. Облегчают очистку поверхностей от загрязнений, жиров и окислов, снижают температуру плавления. Самые распространенные флюсы – нашатырь (хлористый аммоний) и паяльная кислота (хлористый цинк). Часто при паянии меди и сталей используется их смесь.
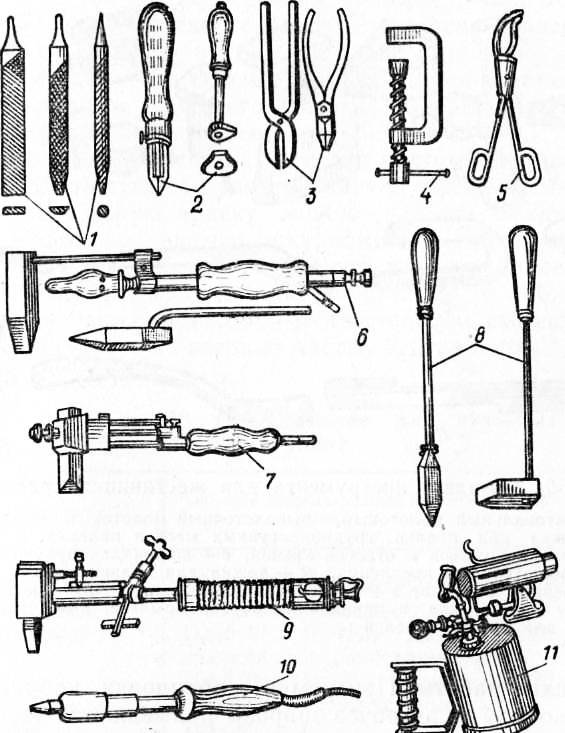
В качестве инструментов применяются:
- измерительные приборы (линейка, рулетки, штангенциркуль);
- лудильные клещи для поддерживания и перемещения деталей;
- шаберы для соскабливания загрязнений с покрываемых поверхностей;
- кисти для нанесения смазки и очистки поверхностей;
- паяльные лампы для нагрева изделий перед нанесением полуды.
Выбор технологической оснастки определяется методом лужения и пайки. Применяется вспомогательное и основное оборудование:
- Ванны для гальванического лужения:
- стационарные;
- вращающиеся ванны-колоколы.
- Лудильные аппараты и установки. Это сложные системы, состоящие из последовательно соединенных ванн для подготовки и лужения. Обычно они помещаются в кожух, оснащенный аспирационными зонтами, что улучшает условия труда.
- Верстаки для лужения и выполнения вспомогательных работ.< Верстаки бывают деревянные со столешницами из листовой стали или досок. Обязательно в столешнице должны быть отверстия для стекания жидкостей, используемых при лужении. Под верстаком устанавливают ванну для сбора жидкости.
- Ванны для обезжиривания. Для химического обезжиривания поверхности используют различные емкости. Это может быть котел с крышкой или металлическая ванна, оснащенная змеевиком для подогрева раствора. Обязательное условие – вся применяемая посуда должна содержаться в чистоте.
- Ванны для промывки поверхности. Рекомендуется промывать изделия перед и после процесса лужения. Ванны могут быть выполнены из металла или дерева. Следует обеспечить в них непрерывное горячее и холодное водоснабжение.
Применение луженой жести

Продукция из белой жести
Естественно, основная область использования материала – изготовление консервных банок, которое берет начало еще с XIX века. Современная сфера реализации жестяной продукции включает ряд альтернативных направлений. Из белой жести производятся:
- трубы;
- кровельные материалы – навесы, козырьки, прочие строительные элементы;
- хозяйственные товары – крышки для банок, ведра, терки и другое;
- специализированная тара под лакокрасочные материалы и нефтепродукты;
- дорожные знаки и информационные указатели.

Проволока из луженой стали
Условную конкуренцию жестяной продукции составляет листовая сталь пружинная луженая, однако области применения этих разновидностей проката особо не пересекаются.
Преимущества и недостатки пайки
Главными преимуществами пайки остается дешевизна и простота технологического процесса. Главное – иметь в доме паяльник, а сами материалы, такие как канифоль и припой, стоят совсем недорого, а их расход совсем небольшой. Она способна соединить различные виды металлов с прочими материалами: металл с керамикой, стеклом, резиной. Потому как непосредственная пайка металлов с неметаллами невозможна. Первым делом на их поверхность нужно нанести слой меди, серебра, никеля, таким способом они надежно крепятся к неметаллам и обеспечивают надежную пайку с металлом. Дополнительного обслуживания соединение не требует. Электропаяльником можно паять провода разные по сечению, одножильные с многожильными. С его помощью можно даже одновременно припаять более двух проводов. Основным недостатком является небольшая прочность паяного шва механическая и термическая. А также для более качественно проделанной работы нужна высокая точность обработки поверхностей, сборка и фиксация деталей под пайку.
Лужение и пайка
Лужение поверхности позволяет выполнить пайку и существенно упростить данный процесс. Для выполнения работ необходимо подготовить следующие инструменты:
- Горелка или другой источник огня.
- Паяльник.
- Расходные материалы.
Расходными материалами для выполнения работ является флюс, припой и канифоль. Лужение паяльником выполняют путем расплавления припоя горячим наконечником инструмента. Благодаря физическим свойствам олова для этого не требуется интенсивной обработки. Под действием температуры припой становится жидким, стекая на рабочую поверхность, образуя паяльную ванну. Распространение рабочего состава регулируется движением паяльника.
После использования всего состава рабочую плоскость протирают ветошью. Это необходимо сделать сразу же, пока поверхность еще горячая. Данная процедура поможет равномерно распределить состав.
Пример ремонта простой деформации кузовной панели
Рассмотрим схематическое изображение простой деформации кузовной панели. Пунктиром показана оригинальная форма панели. Рихтовка производится в последовательности, противоположной возникновению повреждений.
Правильный порядок ремонта повреждения. Сначала ослабляются заломы, которые были созданы последними после удара.






Так как залом Х создан в повреждении последним, то эта область должна выправляться первой. На эту зону помещается плоская кузовная ложка и простукивается молотком, направляя удары прямо на край залома (рис. №2). Это ослабит возвышенность и сдвинет её в изначальную позицию. Далее простукивается угол фланца Z, ослабив напряжение в этой области. Области металла между 0 и Y и Y и Z теперь ослаблены и готовы к возвращению в оригинальную позицию при помощи небольшого усилия. Это усилие создаётся при помощи средневыпуклой поддержки, выправляя неровности двумя-тремя несильными ударами с обратной стороны с 0 по Y (рис. №3). Это ослабит напряжение металла с обратной стороны (отрезок 0Y). Процедура повторяется от Y до Z, восстанавливая металл до оригинальной формы №4.
Вторая иллюстрация (см. ниже) показывает ошибку черновой правки такого же повреждения. Здесь не было произведено первоначального ослабления напряжённых мест. На рис. №1, опущенный металл был выправлен ударами с обратной стороны до точки Y при помощи поддержки. Это подняло большую площадь вмятины практически до оригинальной позиции. Однако напряжение в точке X не было ослаблено. Напряжённый залом не опустился на своё нормальное место, вместо этого этот залом тянет панель вниз в зоне H. Так происходит, потому что напряжённый край X усиливает металл с обратной стороны. Таким образом, когда усилие прилагается сверху на Y, залом действует как опорный центр, утягивая металл вниз на H, когда прилагается усилие вверх на Y.
Не правильная последовательность ремонта. Вмятины были выправлены без предварительного ослабления напряжённых зон панели. В итоге металл растянут и требует дополнительной правки.
Когда черновое выравнивание было начато без ослабления напряжённой области, металл должен быть растянут для того, чтобы возвратиться в свою оригинальную позицию, как показано пунктиром. Теперь требуется значительное усилие, чтобы возвратить его вверх и это вызовет появление дополнительных повреждений на металле во время удара поддержкой, как показано на рис. №2. Выправление этих повреждений добавит работы. На рис. №3, вмятина была выправлена и молоток и поддержка на своём месте, чтобы начать выравнивание. На рис. №4, вмятина восстановлена до нормального состояния. Однако это уже получилась новая форма с растянутым металлом. Таким образом, работа сделана, но было потеряно время на незапланированную рихтовку, и металл был растянут. Пунктиром показан оригинальный контур панели.
Приведённые примеры показывают, что одну и ту же работу можно сделать по-разному, потратив разное количество усилий. При вдумчивом предварительном анализе повреждения можно значительно сократить время ремонта, его качество и уменьшить количество шпаклёвки или вовсе её исключить. Кроме того, правильно выполненная рихтовка принесёт удовлетворение от конечного результата.
Читайте также по теме:
- Рихтовка вмятин. Применение молотка, гладилки, поддержки.
- Теория выправления вмятин. Подробно о рихтовке.
- Рихтовка, инструменты для рихтования.
Канифоль и флюсы
Флюс – это жидкое или твердое вещество, которое связывает припой с металлической поверхностью проводов. Также он помогает обезжирить поверхность проводов, а саму припайку спасает от окисления. ЛТИ 120 является наиболее популярной маркой флюса. Данное вещество можно сделать самостоятельно, для этого необходимо канифоль растворить в спирте, в соотношении 60 % на 40 %, тщательно взболтав смесь. Канифоль – это смесь смоляных кислот и их изомеров, на вид оно хрупкое, прозрачное, светло-желтого или темно-красного цвета. Начинающим проще работать с канифолью, так как он более удобен при пайке. Ее цена невысокая, поэтому она становиться удобным расходным материалом. Абсолютно нерастворима в воде, но растворяется в спирте и ацетоне. В зависимости от сорта, расплавляется при температуре не ниже 66-69 ºС. Чаще канифоль используют при пайке медных деталей, а когда процесс более сложный применяют флюс, который подходит ко всем материалам.
Лужение
Лужение – это процесс покрытия тонким слоем припоя поверхности припоя – может быть как самостоятельной, конечной операцией, так и подготовительным и промежуточным этапом пайки. Когда это подготовительный этап, в большинстве случаев успешное лужение детали означает, что самая трудоемкая часть паяльной работы (соединение с металлом припоя) выполнена, припаять друг к другу облаженные детали, как правило, не составляет особого труда.
Лужение кончиков электрических проводов является одной из самых частых процедур. Ее производят перед припайкой к контактам проводов, между собой спаиванием или для того чтобы обеспечить более лучший контакт с клеммами при подсоединении при помощи болтов. Из многожильного облуженного провода сделать удобно колечко, которое обеспечивает удобство при креплении к клемме, а также отличный контакт. Провода могут быть алюминиевыми и медными, одножильными и многожильными, лаком покрытыми или нет, новыми и чистыми или старыми закисленными. В зависимости от данных особенностей их обслуживание и различается.
Проще всего будет лудить медный одножильный провод. Если новый он, то окислами не покрыт и даже без зачистки лудится, нужно просто флюс нанести на поверхность провода, нанести припой на прогретый паяльник и по проводу проводить паяльником, пи этом слегка поворачивая провод. Лужение, как правило, осуществляется без проблем. Если же не хочет лудиться проводник – из-за наличия лака (эмали), то вам поможет обыкновенный аспирин. Знание о том, как паяльником паять при помощи таблетки аспирина (ацетилсалициловая кислота) может оказаться в некоторых случаях очень полезным. Необходимо ее положить на дощечку, к ней прижать проводник и паяльником прогреть его в течение нескольких секунд. При этом плавиться начинает таблетка, и разрушает лат образующаяся кислота. Провод после этого легко лудиться.
Если аспирина нет, то с поверхности проводника убрать мешающий лужению лак также помогает и хлорвиниловая изоляция от электропроводов, которая выделяет при нагревании вещества, разрушающие лаковое покрытие. Необходимо к кусочку изоляции прижать паяльником проводок и протащить несколько раз его между паяльником и изоляцией. После чего в обычном порядке облудить провод. При зачистке от лака с помощью ножа и наждачной бумаги нередки надрезы и обрывы тонких жил провода. При зачистке с помощью обжига, провод потерять может прочность, и сломаться легко. Следует также учитывать, что расплавленный аспирин и поливинилхлорид в воздух выделяют для здоровья человека вредные вещества. Еще, для проводов покрытых лаком (эмалью) можно будет купить специальный флюс, который удаляет лак.
Новый медный многожильный провод также легко лудиться, как и одножильный. Состоит единственная особенность в том, чтобы его вращать в ту сторону, при которой скручиваться будут проводки, а не раскручиваться. Могут быть старые провода покрыты окислами, которые препятствуют лужению. Поможет с ними справиться та же таблетка аспирина. Необходимо проводник расплести, его положить на аспирин и паяльником прогреть несколько секунд, проводником двигая взад-вперед и исчезнет ваша проблема облужения. Потребуется для лужения алюминиевого провода специальный флюс – к примеру, тот, который и именуется так «флюс для пайки алюминия». Является универсальным данный флюс и также подходит для пайки металлов с химически стойкой окисной пленкой – в частности нержавеющей стали. Необходимо при его использовании только не забыть про то, что следует после очистить соединение от всех остатков флюса, чтобы избежать коррозии. Если образовался избыток прибоя на них при лужении проводов, то его можно убрать, расположив вертикально провод концом вниз и к его концу прижав нагретый паяльник. С провода на паяльник стечет лишний припой.





