

Общая характеристика металла
Бронза – это сплав меди в сочетании с оловом, реже в качестве дополнительного элемента используется кремний, свинец или алюминий. В зависимости от процентного соотношения металлов бронза приобретает различный цвет.

Базовые показатели этого материала обусловили его широкое применение в различных направлениях. Бронза отличается следующими свойствами:
- высокая прочность;
- износостойкость;
- низкий уровень коррозии;
- простота обработки;
- паростойкость;
- высокая тепло и электропроводность;
- устойчивость к различным повреждающим факторам. К ним относится и влияние окружающей среды.
По сравнению с другими аналогичными сплавами бронза отличается особой прочностью и стойкостью. Температура ее плавления 1000–1100 градусов.
Специалисты по работе с металлом используют два варианта бронзы: с содержанием олова и без него. Ко второй группе относятся такие типы бронзы:
- свинцовый – обладает высоким уровнем стойкости и устойчивости;
- бериллиевый – этот сплав характеризуется наибольшей стойкостью и прочностью, превосходя показатели стали;
- кремниецинковый – обладает наиболее высокой текучестью в расплавленном состоянии;
- алюминиевый – наиболее стоек перед различными раздражителями, особенно химическими.
Несмотря на хорошие показатели, оловянный тип бронзы получил самое широкое распространение. Особенностью бронзового литья является небольшой процент усадки, поэтому его часто используют для изготовления деталей, требующих точного соблюдения размера.
Поэтому такие изделия после отливки нуждаются в минимальной обработке, так как они имеют гладкую поверхность и четкие контуры. Это качество металла проявилось и в художественном литье, а также в отрасли машиностроения для изготовления различных деталей.
Подготовительные работы
Учитывая, что предстоит работа с высокими температурами, надо тщательно подготовиться. Убрать с рабочего места легковоспламеняющиеся предметы. Побеспокоиться заранее о том, чтобы ничто не отвлекало от процесса. Под рукой должны быть средства защиты (перчатки, фартук) и необходимые инструменты (щипцы и пинцет). Рабочая одежда из плотных материалов должна покрывать все тело. Лучше работать в специальных очках на резинке, которые плотно прилегают к лицу. Какая-нибудь случайно вылетевшая капелька расплавленного металла может вызвать серьезный ожог.
Понадобится огнеупорная посуда или тигель. Тигель — это специальная термоустойчивая емкость для плавления. Неудачно подобранная посуда для плавки может не выдержать нагрева или треснуть из-за перепада температур.
Такая ситуация может нанести вред здоровью. Лучше купить готовый тигель в магазине.
Виды и состав смесей
К формовочным смесям для литья предъявляются следующие требования:
- механическая прочность;
- теплопроводность;
- газовая проницаемость;
- огнестойкость;
- теплоемкость.
Формовочные и стержневые смеси обладают одинаковыми свойствами. Но к стержням предъявляются более высокие требования, потому что на него расплавленный металл оказывает более сильное давление.

Состав различных смесей
Формовочные смеси делятся на три типа:
- единые;
- облицовочные;
- наполнительные.
Единая смесь предназначается для наполнения всего объема литейной формы. В полном объеме используется при машинной формовке при выпуске отливок в большом количестве. Для ее приготовления используется большой объем еще неиспользовавшихся материалов.
Облицовочная смесь предназначена для получения слоя формы, контактирующего непосредственно с расплавом. Его толщина зависит от типа смеси и тяжести отливки и составляет 20-100 мм. Для того чтобы дополнить оставшийся объем используется наполнительная смесь.
Состав формовочной смеси напрямую зависит от формы и метода ее изготовления. Формирование песчано-глинистых форм происходит двумя способами, в результате которых получаются сухие и сырые формы. Для их податливости при формировании в смесь вводятся сгорающие наполнители – торф или древесные опилки. В состав подсушиваемых форм кроме глины и песка закладываются крепитель, измельченный асбест и барда.
Кроме них используются:
- быстро отверждающиеся;
- самостоятельно отверждающиеся;
- твердеющие при химическом преобразовании;
- жидкостекольные составы.
В быстро отверждающихся смесях связкой выступает жидкое стекло. Если для сушки жидкого стекла необходима теплая продувка, то в данном случае отвердение происходит за счет феррохромового шлака.

Классификация формовочных смесей
Самостоятельно отверждающиеся составы в первоначальном состоянии жидкие. Затем в них вводятся ПАВ и песочный наполнитель. Такой состав сохраняет текучесть не более 10 минут. Поэтому они приготавливаются на формовочных участках.
Химически отверждающиеся смеси имеют малый срок жизни. В следствие чего в смесь добавляется едкий натр.
Жидкостекольные разновидности после формирования подвергаются сушке продуванием углекислым газом. В процессе сушки протекают химические реакции: образование кремниевой кислоты и углекислого натрия.
Температура плавления цветных металлов значительно ниже, чем у сталей и чугунов. Из-за чего формовочные смеси имеют меньшую огнеупорность. Для литья бронзы и медных сплавов формовочные составы готовят при использовании глинистого песка П класса. Такие наполнители как борная кислота, серный цвет или фтористая присадка используются для литья алюминия. Они препятствуют активному окислению расплава.
Этапы художественного литья из бронзы
Для того чтобы качественно выполнить литье из такого металла, как бронза, необходимо придерживаться определенной последовательности действий. В первую очередь следует отразить в эскизе форму изделия, которое планируется отлить из бронзы. На базе эскиза, над созданием которого на современных предприятиях работают профессиональные художники и дизайнеры, специалисты создают чертеж, в котором точно отражены все размеры будущей отливки. Именно чертеж является базой для изготовления точной модели, которую используют для производства литейной формы.
Для создания модели изделия, которое будет в дальнейшем изготавливаться из бронзы методом литья, могут использоваться различные материалы, в частности:
- слоновая кость;
- древесина (при этом преимущество отдается таким сортам данного материала, как сосна, ольха, бук, липа);
- гипс;
- различные виды полимерных материалов.
Полости восковой модели будущей статуэтки заполняются глиной, которая будет удаляться после отливки
Чтобы поверхность модели была максимально гладкой, ее грунтуют, шпаклюют и покрывают несколькими слоями лака. При изготовлении литейной модели могут быть использованы не только разные материалы, но и различные конструктивные подходы. Так, модели могут быть:










- разъемными (это сложные конструкции, состоящие из нескольких составных элементов, которые могут соединяться между собой по плоским или сложным поверхностям);
- неразъемными (модели монолитного, наиболее простого типа, чаще всего используемые для выполнения литья в домашних условиях);
- специальными (сюда относятся скелетные или формовочные шаблоны, используемые в тех случаях, когда необходимо сделать литейную форму для изготовления предметов, отличающихся сложной конфигурацией).
Наиболее продолжительной стадией литья из бронзы является формовка – изготовление литейной формы
В таком технологическом процессе, как литье, выполняемое из бронзы и любого другого металла, литейная форма играет решающую роль. Именно в такую форму, внутренняя полость которой должна в точности повторять отливаемое изделие, заливается расплавленный металл, в ней же он и остывает, формируя готовую отливку. Литейные формы, применяемые как в производственных, так и в домашних условиях, могут быть одно- или многоразовыми, что определяется не только материалом, из которого они изготовлены, но и особенностями их конструктивного исполнения.
Для того чтобы спрессованная и застывшая смесь, из которой изготавливается литейная форма, не разрушилась в тот момент, когда на нее начинает воздействовать расплавленный металл, ее помещают в специальные приспособления, которые называются опоки.
Опоку часто делают из фанеры или древесины
Размер таких опок, которые также могут быть одно- и многоразовыми, целиком и полностью зависит от геометрических параметров будущего изделия. В опоках, которые обычно изготавливают из металла, проходит как создание литейной формы, так и само литье.
Используемые материалы
«Семёркой древних» называют перечень из железа, меди, олова, свинца, серебра, золота и ртути — с ними человечество знакомо не одну тысячу лет. Драгоценные металлы использовались для изготовления ювелирных изделий, а основным материалом для художественного литья в прошлом были сплавы на основе меди. В новое время к ним добавились чугун и алюминий.
Художники на протяжении всей истории не ограничивали себя ассортиментом материалов для плавки. Например, в XIX веке в Европе и России были популярны изделия из цинка и свинца, а современные скульпторы нередко обращаются к нержавеющей стали. Но классическими материалами для художественного литья даже на сегодняшний день являются бронза и чугун.
https://youtube.com/watch?v=GHBak_el3CU
Бронзовые сплавы
Сплавы меди с некоторыми цветными металлами (свинцом, оловом, алюминием, бериллием) без присутствия цинка и никеля называют бронзой. Медь с большими примесями цинка — это латунь. Последнюю применяют в основном для изготовления кабинетной скульптуры и дорогой мебельной и интерьерной фурнитуры. Главным материалом для художественного литья больших и малых форм оставалась несменной на протяжении веков оловянная бронза. Её преимущества:
- ничтожная усадка;
- высокая текучесть;
- не подверженность пористости при остывании;
- высокая теплопроводность;
- прочность;
- коррозионная стойкость;
- упругость;
- свариваемость.
Литьё из бронзы — одно из старейших искусств. Применение её в разных частях древнего мира было повсеместным: люди готовили в бронзовой посуде, носили бронзовые украшения, пользовались бронзовыми инструментами, застёгивали одежду на бронзовые пуговицы. Эта эпоха известна по удивительно высокому качеству исполнения и небывалой художественной силы скульптурам, сохранившимся до наших дней. С тех времён берёт начало литейная бронзовая традиция, надолго пережившая свой век с одноимённым названием. Безусловно, сплавы совершенствовались на всём протяжении истории, но большая часть технологических процессов художественного литья оставались неизменными.
Серый чугун
Бронза и железо, пожалуй, самые важные материалы в истории человечества. Недаром они дали названия двум эпохам технологической эволюции — бронзовому и железному векам. Поскольку для железного литья требовались более высокие температуры и сложные печи, плавку железа человечество освоило несколько позже бронзы. По некоторым сведениям, чугун лили в Китае ещё 2 тыс. лет назад. Первыми массовыми изделиями из него в Европе и России были стволы пушек и ядра к ним в XV веке.
Эволюция печей и энергоёмкого топлива для них быстро сделала высокие температуры доступными не только для военной промышленности. Художественное применение литейного железа началось приблизительно в 1500 г. с производства плитки для печей, памятников и фонтанов. Мощным толчком для популяризации чугуна в искусстве было бурное развитие металлургических технологий во второй половине девятнадцатого века и последующая за этими событиями индустриализация.
Для приготовления скульптуры используют серый чугун с высоким содержанием фосфора как самый недорогой и приспособленный для литья сплав железа с углеродом. Фосфор улучшает текучесть — это помогает металлу полностью заполнять форму. Свойство фосфора повышать хрупкость железа для художественного литья значения не имеет, как и присущая серому чугуну пористость. Материал обладает ещё одним важным свойством — привлекательностью внешнего вида готового изделия.
Операции получения отливки
Существуют особенности литья по выплавляемым моделям при производстве подобных изделий. К ним относятся:
Расплавленный металл заливается равномерно и постепенно. Это даёт возможность сделать выплавляемые детали с гладким и точным покрытием, которое не будет нуждаться в механической доработке.
Литьё должно иметь необходимую температуру, для каждого материала она разная.
Время заливки расплавленного состава будет зависеть от сложности будущей конструкции
Важно это делать постепенно, однако не затягивать процесс слишком долго.
Чтобы выплавить качественное изделие необходимо осознавать, что тонкие детали кристаллизуются и остывают быстрее чем массивные элементы.
Чтобы литьё остывало равномерно, форму оснащают специальным теплообменником в виде элементов с повышенной проводимостью тепла. Это может быть чугун либо графит.
При охлаждении литьё передает свою температуру на форму неравномерно, на ее внутренней стороне температура не отличается от остывающей заготовки.
Выбивка выплавляемой продукции производится после окончания процесса кристаллизации и полного остывания
Спешка может негативно сказаться на качестве изделия.
Благодаря выплавляемым моделям есть возможность сделать своими силами деталь любой сложности. Это дает возможность усовершенствовать производство необходимых предметов.
Переплавка в домашних условиях
Для того чтобы плавка прошла правильно, нужно предварительно сделать определенную работу. Нужно изготовить самостоятельно или приобрести тигель (емкость для плавления). Еще понадобятся газовая или бензиновая горелка, жаропрочные щипцы, весы, форма для заливки жидкого серебра.
Подготовка шихты
 Шихта — это смесь переплавляемого металла и буры. Для того чтобы ускорить процесс перехода материала из твердого состояния в жидкое, нужно предварительно разломать серебряные изделия на мелкие кусочки с помощью пассатижей. Затем приготовить шихту в правильном соотношении между металлом и бурой. На 10 весовых частей шихты должна приходиться 1 часть буры.
Шихта — это смесь переплавляемого металла и буры. Для того чтобы ускорить процесс перехода материала из твердого состояния в жидкое, нужно предварительно разломать серебряные изделия на мелкие кусочки с помощью пассатижей. Затем приготовить шихту в правильном соотношении между металлом и бурой. На 10 весовых частей шихты должна приходиться 1 часть буры.
Это вещество необходимо для предохранения расплава от примесей оксидов других металлов и от окисления кислородом. Кроме того, бура улучшает скольжение жидкости по стенкам тигля.
https://youtube.com/watch?v=kaQyvRGtyqc
Процесс плавки
В домашних условиях особенно важно обеспечить безопасность. На рабочем месте не должно быть горючих веществ и легковоспламеняющихся предметов. И также необходимо обеспечить эффективную вентиляцию
Глаза должны быть защищены специальными очками, руки — толстыми перчатками. И вот почему
И также необходимо обеспечить эффективную вентиляцию. Глаза должны быть защищены специальными очками, руки — толстыми перчатками. И вот почему.
Серебро в расплавленном состоянии очень сильно поглощает кислород. На каждую единицу объема металла приходится 20 единиц объема кислорода. Когда расплав начинает застывать, растворенный в нем газ бурно выделяется наружу, разрывает образовавшуюся на поверхности твердую корку и разбрызгивается вокруг красивыми и чрезвычайно опасными высокотемпературными струями и каплями.
Приготовленная шихта загружается в хорошо нагретый тигель и потом с помощью горелки накаляется до полного перехода в жидкость. В этом состоянии поверхность расплавленного металла должна быть блестящей, как ртуть. Если поверхность не блестит, значит, серебро еще не полностью расплавилось.
Получение отливок
 Жидкий металл можно оставить застывать в тигле, тогда после затвердевания получится слиток в форме внутренней поверхности сосуда. Если нужна какая-то определенная конфигурация отливки, то перед тем, как расплавить серебро, необходимо изготовить форму. В нее следует залить содержимое из тигля.
Жидкий металл можно оставить застывать в тигле, тогда после затвердевания получится слиток в форме внутренней поверхности сосуда. Если нужна какая-то определенная конфигурация отливки, то перед тем, как расплавить серебро, необходимо изготовить форму. В нее следует залить содержимое из тигля.
Чем более навороченный профиль литья, тем сложнее изготовить для него форму. Для этого необходимы специальные знания и опыт. Если запас эрудиции можно пополнить из разных источников (учебники, справочники, Интернет), то нужные навыки приобретаются только в практических действиях.
Переплавить серебро дома можно, но результат будет зависеть от того, насколько сложной должна быть отливка










11.2. Формовка в твердой постели
Технология формовки в мягкой постели исключает получение крупных и высоких отливок из-за возможного возникновения газовых раковин, подутия и других дефектов. Для изготовления таких отливок применяют формовку в твердой постели.
На рис. 25. показана твердая постель, подготовленная к формовке.
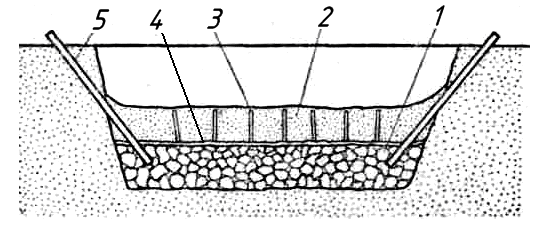
Рис. 25. Твердая постель, подготовленная к формовке: 1 – слой кокса; 2 – формовочная смесь; 3 – вентиляционный канал; 4 – мешковина; 5 – труба
В полу литейного цеха выкапывают яму, глубина которой превышает высоту модели на 300… 500 мм. Дно и стены ямы тщательно утрамбовывают, на дно засыпают слой кокса 1 и утрамбовывают его. Этот слой является твердой постелью. По стенкам ямы укладывают трубы 4 так, чтобы нижний их конец соприкасался со слоем кокса, а верхний – находился выше уровня пола. На слой кокса настилают мешковину 5, далее засыпают формовочную смесь 2. Слой формовочной смеси тщательно утрамбовывают сначала набойками, а затем формовочными трамбовками и при помощи вентиляционных игл накалывают вентиляционные каналы 3. Вентиляционные каналы, слой кокса и трубы служат для отвода газов, которые образуются при нагреве формы расплавленным металлом. Газы, выходящие из трубы после заливки металла в форму, поджигают. Лучшая газопроницаемость и высокая прочность коксового слоя достигаются, если размеры кусков кокса находятся в пределе 50…70 мм;
В подготовленной твердой постели осуществляют формовку: устанавливают модель, слегка осаживают ее и заполняют свободные места формовочной смесью, которую уплотняют. Как правило, формовка в твердой постели выполняется с верхней опокой. На рис. 26 показана формовка конической детали.
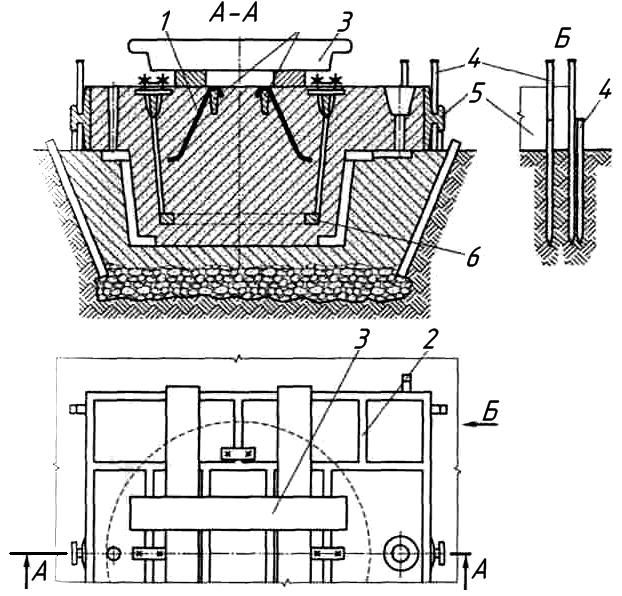
Рис. 26 Формовка конической детали: 1 – проволочный крючок; 2 – крестовины опоки; 3 – груз; 4 – клинья; 5 – опока; 6 – каркас
Поверхность лада твердой постели посыпают раздельным песком, устанавливают опоку 5 и центруют ее при помощи клиньев 4, забивая их в соответствии с видом Б, показанным на рис. 26. Точность такого центрирования оказывается достаточной и не приводит к большим перекосам и сдвигу формы при сборке. Затем устанавливают модели литниковой системы и заформовывают верхнюю опоку. При малой высоте опоки и больших размерах в свету, значительно превышающих ее высоту, возможно вываливание смеси из опоки при проведении сборочных операций под действием собственного веса или ее выдавливание при выполнении операции заливки смеси под действием давления заливаемого металла. Поэтому в таких случаях применяют опоки с крестовинами 2, которые удерживают смесь. Кроме того, на крестовины навешивают проволочные крючки 1, которые также служат для удержания смеси. Для лучшего сцепления со смесью крючки смачивают жидким раствором глины или сульфитной бардой.
Для удержания больших выступающих частей («болванов») придания им прочности применяют каркасы 6, которые соединяют с крестовинами болтами. Заформованную верхнюю опоку снимают и извлекают модели, отделывают и окрашивают полость формы. После установки верхней полуформы на нее накладывают грузы 3, которые предотвращают ее подъем при заливе металла в форму. Грузы следует накладывать так, чтобы они опирались на опоку, в противном случае может произойти выдавливание формы.
К достоинствам формовки в твердой постели следует отнести возможность получения отливок больших размеров и удовлетворительного качества, простоту оборудования, доступность материалов.
Просмотров:
3 950
Технология литья серебра
Литье серебра в заводских условиях осуществляется с применением индустриальных технологий, требующих дорогостоящего оборудования, значительных энергозатрат и использования редких и опасных компонентов. Традиционные технологии, проверенные тысячелетиями больше подходят для литья серебра на дому или в мастерской.
Наиболее распространенные из них — это литье по выплавляемым моделям. Популярно также применение специального воска для моделирования в качестве материала модели. В качестве материала для создания формы используется гипс или глиняно-песчаные смеси.

Слитки серебра для литья
Серебро для литья можно приобрести в сбербанке или в ювелирном магазине в виде слитков. В этом случае состав его точно известен и выбит в качестве пробы. Если вы решили использовать бабушкины ложки или лом изделий из серебра — будьте готовы к тому, что придется провести операцию по очистке лома от примесей. Например, от примесей неблагородных металлов, таких, как свинец, медь и других, серебро очищается путем переплавки в тигле с добавлением селитры, буры и соды. Селитра связывает неблагородные металлы, окисляя их. Сода и бура переводят эти окислы в раствор, образуя жидкий шлак. Серебро остается на дне тигля в виде слитка.
Литье по выплавляемым моделям. Эта технология литья из серебра наиболее доступна для освоения начинающими мастерами. Модель изготавливается из материала, температура плавления которого ниже, чем у заливаемого расплава. Вокруг модели заливается или формуется форма из гипса или песчано-глиняной смеси.

Литье по выплавляемым моделям
Наиболее распространенными материалами для выплавляемых моделей являются воск и парафин. Когда расплав заливается в форму, материал модели плавится и вытесняется из формы через специально предусмотренное отверстие. Место модели постепенно занимает серебро. Есть вари ант этого метода, при котором восковая модель выжигается путем нагрева формы до высокой температуры, а серебро для литья заливают в уже пустую форму.
Как сделать копию ювелирного изделия из серебра?
Для этого вам необходимо выбранное изделие подготовить – покрыть слоем вазелина, чтобы защитить уже образовавшуюся патину. Вазелин создаст тонкую пленку жира, которая предупредит прилипание резины в процессе создания модели. Далее необходимо найти подходящий кусок резины, которая поможет в создании копии. Кусок резины должен соответствовать размерам исходного изделия. Понадобиться два одинаковых кусочка, суммарной толщиной порядка 16 мм. На ровность кусочков можно не обращать особого внимания, так как при нагревании резина расширится и заполнит все оставшиеся полости. Изделие помещаем на одну полоску резины, плотно придавливаем и покрываем вторым кусочком.
ВАЖНО: выбирая резину в магазине, крайне важно выбирать ту, температура вулканизации которой составляет 90 градусов. Далее добиваемся в вулканизаторе температуры в 90 градусов и ожидаем час для того, чтобы резина приобрела необходимые свойства
Она становится похожа на ластик. Далее получившийся резиновый кубик необходимо разрезать на две части. Резать лучше зигзагообразно, чтобы половинки не смещались одна относительно другой. Как только увидите заготовку, то работать нужно с еще большей аккуратностью. Разрезать необходимо четко по краю изделия. Если все сделали правильно, то получаются две формы, которые идеально совмещаются между собой
Далее добиваемся в вулканизаторе температуры в 90 градусов и ожидаем час для того, чтобы резина приобрела необходимые свойства. Она становится похожа на ластик. Далее получившийся резиновый кубик необходимо разрезать на две части. Резать лучше зигзагообразно, чтобы половинки не смещались одна относительно другой. Как только увидите заготовку, то работать нужно с еще большей аккуратностью. Разрезать необходимо четко по краю изделия. Если все сделали правильно, то получаются две формы, которые идеально совмещаются между собой.

В получившейся заготовке необходимо сделать каналы, через которые будет выходить воздух, иначе модель из воска получится с пузырями.
Сам воск легко плавится в любой самодельной нагревалке при достижении температуры в 68 градусов. Расплавленный воск необходимо залить в получившуюся форму, для этого можно воспользоваться обычным шприцом. Через минуту воск полностью застынет, и можно будет разобрать форму. Вы получите восковую модель своего изделия.
Далее переходим к самой плавке серебра. После чего помещаем нужное количество металла в опоку и начинаем ее нагревать, периодически присыпая бурой. Затем всю конструкцию отправляем в центробежную машину. После остывания остается только очистить заготовку от опоки и гипса. Часто после этого процесса серебро выглядит грязным, придать ему блеск можно с помощью лимонной кислоты. Достаточно поместить изделие в раствор лимонной кислоты на 10 минут.









Все появившиеся дефекты можно убрать с помощью механической обработку остроконечной насадкой или бормашиной. Дополнительно можно нанести патину с помощью серной мази, как описано выше. Через несколько часов после нанесения можно протереть изделие мягкой тряпочкой.
Вот так просто можно в домашних условиях отлить изделие из серебра.
Источник
Общие характеристики металла
Бронза не относится к однородным металлам, а представляет собой сплав на основе меди, усиленный легирующими добавками алюминия, бериллия, свинца, кремния, олова. На основе количества и типа дополнительных компонентов, кроме латуни, бронзовый сплав приобретает определенную расцветку, ряд химических и физических характеристик.
Бронзу относят к особо прочным и стойким сплавам, температура ее плавления составляет 900–1100 градусов. С учетом базовых показателей материала, его применяют на производстве, а также для получения художественного литья благодаря обилию полезных свойств:
- высокой прочности, износостойкости;
- исключительно низкому уровню коррозии;
- простоте обработки, паростойкости;
- способности проводить ток и тепло;
- устойчивости к внешним повреждениям.
С точки зрения химического состава, бронза может быть двух вариантов – безоловянные и оловянные сплавы. Сочетание олова с медью наделяет конечный материал крепостью, но понижает температуру плавления и теплопроводность. В качестве примера бронзово-оловянного сплава можно назвать колокольную бронзу, но изделия из нее приобретают повышенную хрупкость.

Бронзы без олова
К материалам без содержания олова относят следующие виды:
- особо стойкая свинцовая с широким спектром антифрикционных свойств, тугоплавкая;
- бериллиевая – самая прочная и пластичная после закаливания;
- кремниецинковая с высоким показателем текучести при расплавлении;
- алюминиевая – стойкая к агрессии химических элементов, окружающей среды.
В составе многокомпонентного сплава без присутствия олова содержится 2,5 % легирующих элементов, значительно улучшающих набор полезных качеств бронзового металла. Наличие железных примесей способствует улучшению структуры и прочностных характеристик сплава. Для маркирования бронзы применяют сочетание букв «Бр», после которых следует первые буквы названия добавки (алюминий, бериллий, свинец и т.д.) и процент ее содержания в сплаве.
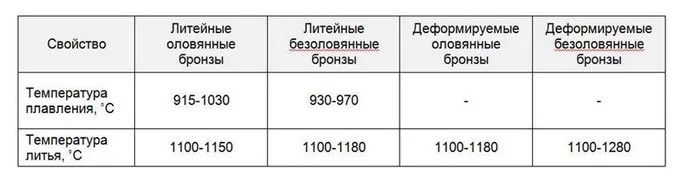
Температура плавления
Сведения о температурах плавления и литья отдельных видов бронзы приведены в таблице ниже:
По технологическим характеристикам бронзы бывают двух типов:
- деформируемый вид, отлично выдерживающий механическую обработку, используют для штамповки, изготовления проволоки, производства листов;
- литейную разновидность стойкую к высоким температурам, используют для отливки изделий больших габаритов с особо сложной конфигурацией.
Основные этапы
Чтобы получить качественные литые изделия требуется строгое соблюдение технологической последовательности. Процесс литья выглядит следующим образом:
- Изготовление модели или копии по эскизу, чертежу. Материалы для модели –легко плавящиеся при невысоких температурах: стеарин, парафин, воск и прочие. Способность полного заполнения объема внутреннего пространства в форме сделало эти материалы широко используемыми.
- Примыкание к модели литниковой системы производится приклеиванием, спаиванием или механическим креплением. Таким образом, формируют питатели, каналы, выпоры и другие элементы.
- Изготовление литьевой формы производится из огнеупорной смеси. В основной состав смесей водит глина шамотная или глиноземная и кварцевый песок.
- Освобождение формы от модельного состава производится путем нагревания паром или погружением в нагретую воду.
- Обыкновенно литье бронзы производится свободной заливкой с использованием центробежных машин, избыточного или недостаточного давления (вакуума).
- Охлаждение производится на воздухе или с использованием термостата.
- После остывания, модельная форма разрушается. Производится обрубка литниковой системы. Заготовка отправляется на чистку с помощью промывки или химическими составами.
Преимущества и недостатки литья в оболочковые формы
Как и любой другой производственный процесс, этот имеет свои положительные и отрицательные качества. Если сравнивать данный способ литья, к примеру, с литьем в обычные песчаные формы, то можно выделить несколько следующих преимуществ:
- Первое и довольно существенное отличие — это класс точности, который равен 7-9. Кроме того, улучшается чистота поверхности полученной детали до 3-6. К тому же уменьшаются припуски, которые допускаются на последующую механическую обработку полученной детали после литья.
- Один из больших плюсов — это существенное уменьшение затрат труда на изготовление отливок.
- Такой метод литья позволяет сократить расход формовочных материалов, а также количество металла благодаря тому, что уменьшаются размеры литниковых каналов.
- Существенно уменьшается количество брака на выходе.
Однако существуют и некоторые недостатки литья в оболочковые формы. К ним можно отнести:
- Срок службы оболочковой формы — 1 литье.
- Стоимость формовочной смеси довольно высока.
- Высокий процент выделения вредных газов.





