

Применение
Метчики для нарезания резьб являются основным резьбонарезным инструментом для бытового, полупрофессионального и профессионального применения. Они могут быть использованы для подготовки, практически, всех видов резьб – метрической, дюймовой, трапециидальной и т. д.
Основные характеристики метчиков:
- Материал изготовления. Наилучший вариант – легированные стали обеспечивающие высокую долговечность инструмента.
- Способ нарезки – для ручного или машинно-ручного применения.
- Диаметр отверстия – определяется по соответствующей таблице.
- Параметры нарезаемой резьбы – метрическая, дюймовая, основной или мелкий шаг и т. д.
Как выбрать метчик для резьбы
Далее расскажем, как выбрать метчик для резьбы. В процессе учитывают основные характеристики:
- система измерения диаметра (дюймовая, метрическая);
- число заходов инструмента (один, два, три);
- форма профиля (прямоугольная, трапециевидная, треугольная);
- сторона, в которую вращается винт (левая, правая);
- размещение резьбы на детали (внутри, снаружи);
- форма детали (конусовидная, цилиндрическая).
Если для исправления сорванной резьбы в основном используют одиночные изделия, то для создания новой берут комплекты. В них виды метчиков для нарезания резьбы определяются как черновой, средний и чистовой.
Изображение № 3: Стандартный набор метчиков из трех инструментов
Первый предназначен для нарезания черновой резьбы, второй для ее углубления, третий — для доведения до конечного (чистового) вида
Чтобы отличить одно изделие от остальных в наборе, обратите внимание на форму рисок хвостовых частей
- Первый метчик имеет обрезанные верхушки зубьев, внешний диаметр меньше, чем у остальных инструментов в наборе.
- Второй с короткими зубными сегментами, имеет удлиненные гребни. Диаметр среднего метчика чуть больше, чем чистового.
- Третий имеет полный гребень зубцов и совпадает по диаметру с габаритами будущей резьбы.
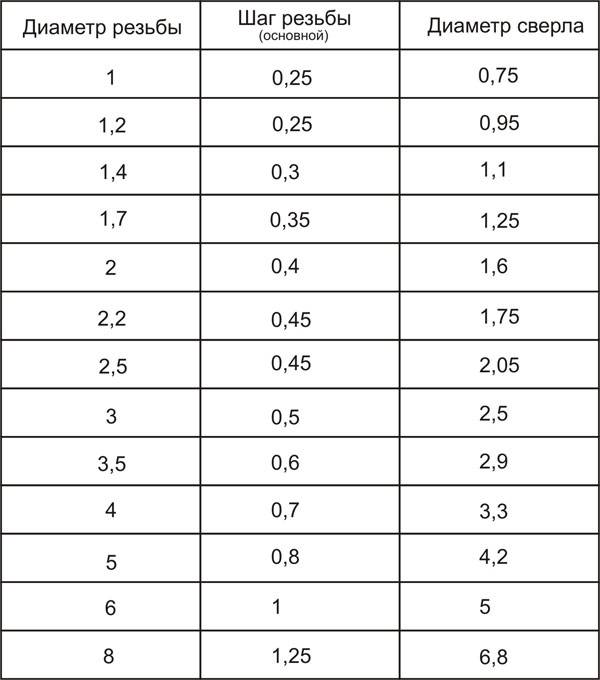
При вычислении будущего диаметра отверстия пригодится формула:
D отверстия = D метчика * 0,8
Далее при выборе ориентируйтесь на таблицу.
Таблица № 3: Соответствие диаметров резьбы и подготовительных отверстий
Лерка для нарезки резьбы. Раскрываем особенности работы

Классификация лерок
Лерки для нарезки резьбы различают по следующим признакам:
- По способу получения резьбы – машинному или вручную.
- По материалам, из которых изготавливается данная оснастка.
- По профилю резьбовой части на конечном изделии.
- По характеристикам нарезаемой резьбы: её диаметру и шагу.
Часто лерками называют и инструмент для получения внутренних резьб, но это неверно – такую оснастку именуют метчиками.
Лерка для нарезки резьбы всегда используется в паре с плашкодержателем – оснасткой, где производится закрепление резьбообразующего инструмента. Внешний вид таких приспособлений определяется конструкцией лерки.
В частности, для ручного нарезания резьбы плашкодержатели снабжаются ручкой и тремя-четырьмя фиксирующими лерку гужонами, которые равномерно распределяются по дуге посадочной поверхности.
При машинном формообразовании резьбовых профилей плашкодержатели имеют вид плоской призмы.

Для универсализации конструкций плашкодержателей инструментальные предприятия, которые производят лерки, выполняют их внешнюю поверхность одинаковой для смежной группы резьб (например, М10 и М12). Также унифицируются по своим посадочным местам лерки, предназначенные для получения резьбы с одним диаметром, но разному шагу резьбы.
Стандартная маркировка лерки включает в своё обозначение букву, определяющую вид резьбы – дюймовая (Д) или метрическая (М). Редко, но применяются также лерки с левым направлением резьбы (например, в посадочных местах приспособлений для стяжки грузовых тросов и канатов, в радиаторах отопления и пр.). Тогда к обозначению лерки добавляют латинские буквы LН.
Для лерок, формирующих резьбу на трубах, к обозначению добавляют букву G. Такие лерки могут иметь конический профиль резьбообразующей части, и используются при получении резьбовых частей на трубах, в частности, на сгонах, переходниках и т. д.
Параметры и характеристики лерок отечественного производства регламентируются требованиями ГОСТ 9740.

Лерки для ручного нарезания резьбы
При ручном нарезании резьбы заготовка (стержень, труба) неподвижна, а вращается сам инструмент. Окружная скорость скольжения при этом отсутствует, поэтому лерки для нарезки резьбы практически не нагреваются до высоких температур.
Для снижения механического износа резьбообразующего профиля, и уменьшения усилия необходимый под нарезку участок заготовки смазывают.
При больших разницах между диаметром исходной заготовки и диаметром резьбы смазывать необходимо и внутреннюю поверхность лерки.
| Диаметр нарезаемой резьбы | М6 | М8 | М10 | М12 | М16 | М20 |
| Диаметр исходного стержня (или трубчатой заготовки),мм | 5,80…5,95 | 7,75…7,90 | 9,70…9,95 | 11,80…11,95 | 15,80…15,95 | 19,80…19,95 |
Примечание. Приведённые в таблице данные могут использоваться также и для определения диаметра исходной заготовки под последующее формообразование резьбы на автоматах с плоскими плашками.

Важным элементом для правильного выбора лерки является материал, из которого она изготовлена.
Особенность процесса резьбонарезания – постепенное нарастание усилия, с резким его снижением к концу процесса – предопределяет повышенную вязкость материала лерки, в противном случае резьбовый профиль интенсивно выкрашивается.
Поэтому оптимальным выбором будут лерки из легированной инструментальной стали Х12Ф1 или 9ХС, при твёрдости 59…61HRC. Для нарезания резьб на жаропрочных и легированных сталях подойдёт инструмент из быстрорежущей стали марок Р6М5 или Р9К6, с твёрдостью 60…63 HRC.
Цена таких лерок будет высокой, поэтому их использование оправдано лишь при больших объёмах производства резьбовых деталей. Для бытовых целей вполне допустимо использовать лерки, изготовленные из углеродистых инструментальных сталей У10 или У12.
Наиболее высокий рейтинг из предприятий, которые производят подобную инструментальную оснастку, имеют предприятия Ижевска, Челябинска, Владивостока, Самары, Брянска, Нижнего Новгорода (Россия), Орши, Минска (Белоруссия), Львова (Украина). В эксплуатации отлично зарекомендовали себя лерки зарубежного производства от UFC (Италия) и CM Tools (Финляндия).
Как вручную нарезать резьбу. Метчиком, плашкой. Видео
В процессе постройки радиоуправляемых моделей, особенно кораблей, практически всегда приходится нарезать резьбу, так как используется довольно большое количество разъемных соединений.

Сегодня хочу рассказать и показать, на примерах, как это делается. Для начала надо сказать, что резьба бывает правая и левая, имеет диаметр и шаг, у правой винтовая линия поднимается против часовой стрелки, а у левой по часовой стрелке. Из этого следует, что название соответствует направлению закручивания изделия. Метрическая резьба обозначается буквой «М», затем идет цифра, указывающая ee диаметр, а значение после знака «x» указывает шаг, если он не указан, то подразумевается основной шаг, который является предпочтительным для каждого диаметра.

Если необходимо нарезать резьбу в отверстии, то для выполнения этих работ используется метчики.

Они бывают универсальными или комплектными, которые представляют комплект из двух или трех инструментов, которыми работают поочередно: сначала — черновым, а затем — чистовым.

Универсальным метчиком вся работа выполняется за один проход. Предварительно, в месте, где необходимо выполнить внутреннюю нарезку сверлится отверстие. Его диаметр выбирается согласно таблице.









Если отверстие просверлить больше, то соединение не будет иметь полного профиля и получится не качественным. Если диаметр взять меньше, то ход метчика будет затруднен и это может привести к его заклиниванию и поломке, особенно в твердых материалах. После сверления квадратный хвостовик надежно закрепляется в воротке и хорошо смазав, например, солидолом вставляется в отверстие. Затем, плавно вращая вороток, делая два оборота вперед и пол-оборота назад, производится нарезка. Через каждые 4-5 оборотов метчик вынимается, с него удаляется стружка, и после смазки действия повторяются.

Иногда требуется восстановить или нарезать резьбу на стержне, шпильке, болте или валу. Для этого используется плашка. В отличие от нарезки в отверстии, на стержне вся работа делается в один проход.

Один конец стержня хорошо фиксируется, например, в тисках. На второй в виде конуса и хорошо смазанный, можно солидолом, устанавливается плашка, зажатая в вороток. Затем плавными движениями вращается вороток, причем, после каждых пол-оборота желательно немного повернуть инструмент назад, для удаления стружки. Хорошая смазка обеспечивает легкость хода и предотвращение преждевременного затупления рабочих поверхностей инструмента.
Для нарезки резьбы на валах используется вот такая «приспособа».

Она работает как направляющая, так как точно установить плашку, даже на конус, и нарезать резьбу строго по центру довольно сложно. В тонкой части «приспособы» просверлено отверстие диаметром вала, в нашем случае 2 мм. В толстой части закрепляется инструмент под М2. При работе, тонкая часть надевается на вал и далее производится нарезка. Эта направляющая позволяет двигаться плашке строго по центру вала. Делается такая деталь, на токарном станке, индивидуально под каждое сечение вала.
Нарезка резьбы вручную

Вся работа производится плашкой или леркой. Это тождественные понятия и являются синонимами. В зависимости от конструкции они могут быть:
- Регулируемые или раздвижные. Обычно в них присутствует несколько резцов, расстояние между которыми может быть изменено. Особенно полезны они бывают в тех случаях, когда профиль трубы неравномерный вследствие деформации или заводского брака, но все равно требуется нарезать резьбу. Чаще всего они устанавливаются в клуппы, которые обеспечивают им хорошую фиксацию. При помощи таких изделий резьбу можно нарезать за несколько проходов, что увеличивает ее точность и качество.
- Монолитные. Представляют собой небольшой цилиндр с отверстием в середине. Такой инструмент зажимается в специальный плашкодержатель. Обычно фиксируется одним или несколькими болтами. Таким инструментом изготавливается нарезка за один проход.
- Конусные. Предназначены для нарезания соответствующих резьб, о которых говорилось выше.
 Выравнивается торец Лерка подбирается в зависимости от того, какой диаметр обрабатываемой трубы, также от того, какое должно быть направление резьбы — правое или левое. Все обозначения наносятся на упаковку или непосредственно на сам инструмент. Весь процесс будет сводиться к следующим действиям:
Выравнивается торец Лерка подбирается в зависимости от того, какой диаметр обрабатываемой трубы, также от того, какое должно быть направление резьбы — правое или левое. Все обозначения наносятся на упаковку или непосредственно на сам инструмент. Весь процесс будет сводиться к следующим действиям:
Обрабатываемая деталь фиксируется. Если она не закреплена ни в какой системе, тогда она зажимается в тиски. В случае когда нарезка будет делаться на водопроводной трубе или трубе отопления, необходимо сделать подкладки, чтобы обездвижить ее.
Торец подготовленного отрезка трубы смазывается машинным маслом или солидолом. Если этих составляющих нет, тогда можно использовать то, что есть под рукой, – даже сало.
Смазке также подвергается поверхность резцов инструмента.
Плашкодержатель с леркой подносятся к торцу трубы. Сделать это нужно точно под прямым углом. Сделать это намного проще плашкодержателем с направляющей.
Одновременно необходимо вращать инструмент для нарезания резьбы и придавливать его к патрубку. Должно произойти сцепление
Таким образом важно нарезать первые 2 витка.
Если не пользоваться плашкодержателем с направляющей, то потребуется постоянно следить за тем, чтобы угол оставался 90°. Если не соблюдать это требование, тогда может пойти перекос
Это грозит тем, что резьба будет сорвана, инструмент испорчен, или не будет соблюден требуемый шаг.
Не стоит осуществлять нарезку непрерывным проходом. В процессе будет образовываться металлическая стружка. Для того чтобы удалить ее, необходимо делать один оборот по направлению движения и половину оборота обратно. Именно благодаря этому и будут удаляться накопившиеся отходы.
По ходу продвижения также надо добавлять смазку.
После завершения необходимо выкрутить лерку и пройтись ей еще раз, чтобы произвести финишную подводку.
 Плашки для нарезки резьбы
Плашки для нарезки резьбы
 Набор клуппов
Набор клуппов
Нарезание резьбы при помощи клуппа происходит по такому же механизму. В дополнение ко всему в некоторых изделиях есть возможность не только сдвигать резцы, но и разворачивать их. При таком раскладе можно одним и тем же инструментом выполнить и чистовой и черновой проход. При использовании такого агрегат необходимо быть очень внимательным во время начального этапа. Связано это с тем, что благодаря рукоятке с трещоткой можно приложить большее усилие, чем в случае с обычным держателем лерки. Если в самом начале не выставить правильно угол, тогда можно испортить всю заготовку и не заметить этого. Клупп неудобно применять в тех случаях, когда труба уже установлена и находится близко к стене. Ее нужно будет либо отогнуть при помощи клина или выдолбить часть штукатурки, чтобы насадка хорошо зашла и не смещалась.
Как нарезается с помощью лерки резьба
Прежде чем приступить собственно к нарезанию резьбы, на торце заготовки следует снять фаску под углом 45 градусов. Это облегчит накатку первых витков благодаря возможности расположить плашку так, чтобы ее ось была строго параллельной оси обрабатываемой детали. Затем следует выполнить следующие действия:
заготовка закрепляется в слесарных тисках. При этом нужно контролировать, чтобы ее ось была ориентирована строго вертикально;
инструмент и заготовка смазываются техническим маслом;
плашка прикладывается к торцу прута строго горизонтально;
далее проделываются несколько начальных вращений этого инструмента;
если на первых кругах замечается явный перекос, следует снять лерку, обстучать обрабатываемый пруток и начать работу заново;
вращение инструмента в начале процедуры нарезки должно сопровождаться равномерным нажатием на ручки плашкодержателя;
создав несколько первых витков, следует проконтролировать горизонтальность лерки и воротка. Для этого нужно использовать уровень. Если инструмент ориентирован в пространстве правильно, нарезание резьбы продолжается на всю длину заготовки;
сделав один-два витка, чтобы удалить стружку, нужно провернуть лерку в обратном направлении на пол-оборота;
когда будет достигнута примерно середина отрезка заготовки, на котором нарезается резьба, усилие нажатия можно ослабить по причине начала процесса самозатягивания;
завершив нарезку, инструмент следует просто вернуть в исходное положение по проделанной резьбе и снять его с заготовки.
Проверка правильности выполненной работы осуществляется с помощью специальных шаблонов, штангенциркуля либо путем накручивания гайки соответствующего размера.
Разновидности и сферы применения метчиков
По способу привода разграничивают на:
Ручные – они имеют хвостик квадратного сечения, который вставляется в – вороток. Есть две ручки, за которые удобно поворачивать изделие
Важно не допускать перекос. Такой результат можно будет исправить только рассверливанием и нарезанием большего диаметра.
Машинные – применяются на металлорежущих станках
Они крепко фиксируются в держателе, точные, не предполагают отклонений.
По способу нарезки:
- Универсальные. Их конструкцию можно назвать классической. Инструмент с ходовой частью (ее длина определяет глубину вхождения винта впоследствии, если отверстие не сквозное), которая разделена на участки. Каждый из них имеет определенные геометрические параметры – угол, направление, расстояние, шаг. Обычно их три, каждый предназначен для черновой металлообработки, промежуточной и финишной. Таким образом, можно одним движением добиться максимально точного результата.
- Комплектные. Название говорит само за себя. Потребуется комплект из 3 метчиков, так как сделать внутреннюю резьбу нужно с высокой точностью. Сперва используется наиболее грубый инструмент, затем более тонкий, а в конце – со шлифовкой и оттачиванием самых мелких углов. Покупать набор дороже, но результат намного более высокого качества.
По типу отверстия:
Для сквозных. Они отличаются длинной рабочей частью. Она постепенно расширяется, переходя в рабочий участок, который и отвечает за точную нарезку.
Для глухих. На нарезающем отрезке сразу начинаются калибрующие витки
Поэтому их очень важно затачивать или своевременно менять набор по мере износа.
По конструкции канавок:
- прямые – прекрасно работаю с мягкими сплавами;
- винтовые, их рабочий участок располагается в шахматном порядке, они могут с легкостью пройти даже через чугун;
- укороченные – хорошо отводят стружки.
По форме изделие напоминает конус (полный или усеченный) или цилиндр. Также все они различаются по диаметру.
Конструктивные особенности инструмента
Если необходимо нарезать резьбу, перед этим нужно разобраться с тем, какие виды метчиков могут встретиться в строительном магазине:
- Выделяются прямые, винтовые приспособления. Отдельной группой являются стержни цилиндрической формы, на которых нарезаются специальные канавки для вывода металлической стружки из отверстия.
- Еще одно разделение по конструкции — универсальные, комплектные инструменты. Первые вариант представляет собой метчики, рабочая часть которых разделена на три зоны. Они нужны для последовательного проведения грубой, средней, финишной обработки внутренней части отверстия. Второй вариант представляет собой комплекты металлических цилиндров, каждый из которых отвечает за свой тип нарезания резьбы.
Как нарезать резьбу вручную
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.











В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Материал изготовления
В качестве сырья для производства плашек используются стали следующих марок:
легированная специализированная инструментальная 9XC;
легированная инструментальная XBCГФ;
быстрорежущая инструментальная P18;
вольфраммолибденовая быстрорежущая инструментальная P6M5 и Р6М5К5;
самозакаливающаяся инструментальная быстрорежущая молибденкобальтсодержащая Р6М5Ф2К8
Изготавливаться лерки могут также из твердых сплавов, утвержденных ГОСТом 3882-74. Их перечень содержится в таблице.
Группа | Марка металла | Физико-механические характеристики | ||
Твердость НRА, не меньше | Плотность, г/см3 | Предел прочности при воздействии на изгиб кгс/мм2, не меньше | ||
Титано-тантало-вольфрамовая | T8K7 | 90,5 | 12,8-13,1 | 155 |
TT20K9 | 91,0 | 12,0-12,5 | 150 | |
TT10K8Б | 80,9 | 13,5-13,8 | 165 | |
TT8K6 | 90,5 | 12,8-13,3 | 135 | |
TT7K12 | 87,0 | 13,0-13,3 | 170 | |
Титано-вольфрамовая | T5K10 | 88,5 | 12,5-13,1 | 145 |
T14K8 | 89,5 | 11,2-11,6 | 130 | |
T15K6 | 90,0 | 11,1-11,6 | 120 | |
T30K4 | 92,0 | 9,2-9,8 | 100 | |
Вольфрамовая | BK20-KC | 82,0 | 13,4-13,7 | 215 |
BK15 | 86,0 | 13,9-14,4 | 190 | |
BK11-BK | 87,0 | 14,1-14,4 | ||
BK20 | 84,0 | 13,4-13,7 | 210 | |
BK10-KC | 85,0 | 14,2-14,6 | 190 | |
BK11-B | 86,0 | 14,1-14,4 | 200 | |
BK4-B | 88,0 | 14,9-15,2 | 150 | |
BK10-XOM | 89,0 | 14,3-14,7 | ||
BK10 | 87,0 | 14,2-14,6 | 180 | |
BK8-BK | 87,5 | 14,5-14,8 | ||
BK8-B | 86,5 | 14,4-14,8 | 185 | |
BK8 | 88,0 | 14,5-14,8 | 170 | |
BK6-B | 87,5 | 14,6-15,0 | 170 | |
BK6-OM | 90,5 | 14,7-15,0 | 130 | |
BK6-M | 90,0 | 14,8-15,1 | 145 | |
BK3-M | 91,0 | 15,0-15,3 | 120 | |
BK6 | 88,5 | 14,6-15,0 | 155 | |
BK3 | 89,5 | 15,0-15,3 | 120 |
Плашки, режущие кромки которых выполнены из этих твердых сплавов, способны наносить резьбу на стержни из высоколегированной стали. Они хорошо подходят для применения в промышленных условиях.










Особенности выбора
Выбирая клупп для работы, нужно учитывать такие факторы:
- Материал, из которого изготавливаются резцы.
- Наличие в комплекте насадок разного диаметра.
- Вид инструмента.
Для дома достаточно приобрести ручной клупп разного диаметра. Если планируется заниматься профессионально установкой трубопроводов отопления или водопровода, то не обойтись без электрического инструмента.
Особое внимание нужно уделить трубным клуппам российского производства марки «Зубр». Стоимость таковых изделий составляет от 500 до 1000 рублей за штуку в зависимости от диаметра
Модели импортного производства обойдутся в несколько раз дороже, но они ничем не уступают изделиям марки «Зубр».
Имея в комплекте рассматриваемый инструмент разного диаметра, можно быть уверенными в том, что удастся быстро соединить трубки различных диаметров, не прибегая к помощи сварочного аппарата.
Разновидности инструмента
Мастера нарезают резьбовые соединения с использованием ручных инструментов, промышленного оборудования. Разрезание стали производиться с помощью метчиков, которые закрепляются на специальных ручках или шпинделях станков. Чтобы наносить резьбу на внутреннюю сторону разного диаметра, требуется выбирать плашки нужных размеров. Они разделяются по разным факторам, к которым относятся:
- По способу использования — ручные, машинные. Первый вариант комплектуется воротком, ручкой для удержания. Второй вариант представляет собой инструменты, которые закрепляются в патронах промышленного оборудования.
- По методу нарезания внутренних витков на металле, выделяются комплектные, универсальные метчики. Первый представляют собой инструменты, рабочая часть которых разделена на 3 зоны. Первая делают грубую обработку, вторая растачивает канавки, третья доводит поверхности до финишного состояния. Второй вариант представляет собой набор отдельных метчиков, каждый из которых предназначен для отдельных видов обработки.
- Разделение по типу отверстий. Бывают инструменты для работы с глухими, сквозными отверстиями. У первого варианта длинный стержень, который имеет продолговатую конусную форму, называемую заходом.
Метчики разделяются по конструкции. Они могут быть прямыми, винтовыми, с нарезанными канавками удаления металлической стружки.
Классификация
В строительных магазинах можно увидеть инструменты разных видов. Оборудование классифицируется по таким критериям:
- конструкции корпуса;
- способу создания витков на поверхности заготовки;
- форме оснастки.
Если говорить о классификации по форме, можно выделить следующие виды инструментов:
- круглые плашки;
- трубчатая оснастка;
- квадратные плашки;
- оснастка в форме многогранника.
Говоря о конструкции инструмента, можно выделить следующие группы:
- Цельная оснастка. Самый популярный вариант. Представляет собой круглую литую форму, у которой нельзя разобрать корпус. Она имеет несколько отверстий для закрепления воротка. Популярность этот вид инструмента получил благодаря простоте использования, надёжности, долговечности. Заточка резцов сохраняется длительное время.
- Разрезные инструменты. Специальные приспособления, которые имеет определённые особенности конструкции. Благодаря этому процесс создания резьбы упрощается.
- Раздвижные конструкции. Представляют собой современные приспособления, которые можно раздвигать до необходимого диаметра. Это дорогие модели.
Ещё одна классификация касается предназначения оснастки. Выделяется 3 группы:
- изготовление круглой резьбы;
- создания цилиндрического резьбового соединения;
- изготовление конической резьбы.
Приспособления делаются на заводах с соблюдением ряда стандартов, указанных в государственных документах ГОСТах.

Виды плашек для нарезки резьбы
Устройство лерки для нарезания трубной резьбы
Металлический диск с отверстием, соответствующий одному из диаметров трубы – это лерка — самый распространенный инструмент для нарезания резьбы. Внутренняя часть – это режущие кромки, идущие по спирали, с расстоянием, соответствующим шагу резьбы. Накручивая плашку на трубу или пруток, получаем резьбу нужного размера. На наружной поверхности расположены круглые углубления для закрепления инструмента в леркодержатель.
Плашки, в зависимости от ширины, имеют до 8 режущих граней. Это предусмотрено ГОСТом 9740 от 1971 года. Изготавливаются из легированной инструментальной стали. При этом для нарезки резьбы на деталях, изготовленных из аналогичных марок стали, такие лерки не используют. ХСС, 9ХС, и конечно, самая распространенная инструментальная сталь Р6М5.
До 1991 года выпускались плашки из стали Р18. сейчас это большая редкость. Хотя резьбу нарезать таким инструментом легко. Все современные лерки с таким обозначением некачественные подделки. Покупать их не стоит.
Диаметр заготовки для нарезания резьбы должен соответствовать внутреннему размеру плашки. На краю режущей части сделана фаска для начала нарезания ниток. Для труб применяется дюймовая трубная резьба.
Основные размеры:
• полудюймовая труба – диаметр 15 мм;
• труба ¾ — 20 мм;
• дюймовая труба – 25 мм;
• дюйм с четвертью – диаметр 32 мм.
Важно. Даны размеры внутреннего диаметра труб, для определения наружного нужно добавить толщину 2=х стенок труб
На корпусе плашки обозначены следующие значения:
• размер трубы обозначен значениями ½, ¾, 1, и.т. д;
• обозначение типа резьбы;
• Обозначается вид лерки:
1. К – коническая;
2. G – цилиндрическая;
3. R – коническая трубная плашка.
Для выполнения работы по нарезанию трубной резьбы необходимо использовать не только плашку, но и другие приспособления и материалы.
Знакомимся с процессом нарезания резьбы метчиками и плашками
Сложно представить себе механический рабочий инструмент или функциональную деталь, которая бы не работала за счет использования резьбовых соединений. Автомобили, ручные инструменты, бытовая техника, сантехника – это только малый перечень оборудования, которое не смогло бы функционировать без современной резьбы.
Набор плашек для нарезки резьбы
Неудивительно, что так часто человеку приходиться затачивать резьбу на деталях самостоятельно. К счастью, делать это довольно легко. В работе вам потребуется небольшой набор базовых инструментов, метчиков и плашек.
Так как же выполнять нарезку резьбу правильно? Сейчас разберемся.
Резьбонакатная плашка – краткая характеристика
Сегодня лидирующее место в данном типе работ занимает плашка, лерка когда-то также была отдельным часто используемым инструментом. Но в последнее время эта два инструмента объединили, и все называют одним словом – плашка. По внешнему виду они напоминают закаленные гайки, где имеются осевые отверстия, они же и образуют острые режущие кромки. Обычно почти на всех приспособлениях имеются стружечные отверстия в количестве от 3 до 6. Они необходимы, чтобы отводить стружки в сторону.
Стандартные плашки имеют толщину от 8 до 10 витков. Основная режущая часть всегда выполнена в виде внутреннего конуса. Заборная часть имеет от 2 до 3 витков. Для выполнения данного приспособления используется прочная легированная сталь марки 9 ХС, но иногда они сделаны и из других видов стали. Каждый инструмент имеет маркировку и свое обозначение










При покупке надо обращать внимание, чтобы указывалась степень точности, которая будет при нарезании резьбы
Виды плашек подразделяют в зависимости от нескольких показателей. Главный критерий – конструкция, по этому признаку выделяют цельные (нетрудно догадаться об их внешнем виде), разрезные и раздвижные (по-другому – клупповые). По своей же геометрической форме плашки могут быть круглыми (это и есть лерки), квадратными, шестигранными, призматическими. Существуют еще и деревянные плашки, но это не нарезной инструмент, а просто срез ствола дерева, эдакая болванка-кругляш, иногда они обладают даже лечебными свойствами. Естественно, о них говорить здесь мы не будем. А для более широкого понимания особенностей всех моделей описанного выше инструмента, скажем несколько слов о каждой из них.















