

Выбор готовых изделий
Найдется не очень много людей, которые знают, как выбрать ленточные пилы по дереву правильно. Поэтому тем, кто не в курсе дела, предлагается ознакомиться с основными рекомендациями и критериями. В процессе приобретения в первую очередь должны учитываться технические характеристики модели.
Общие моменты
Точность режима раскроя определяется скоростью подачи и резания. Существуют рекомендованные диапазоны, в которых должна осуществляться операция.
При повышении производительности снижается стойкость полотна. Это нужно брать в расчет при выборе.
Особое внимание следует обращать на производителя устройства. Если он имеет хорошую репутацию и достаточно долго ведет свою деятельность, то в большинстве случае его продукция оказывается качественной. Внимательно осматривать следует основные узлы: портал, перемещающий механизм, направляющие элементы, ролики и шкивы
Внимательно осматривать следует основные узлы: портал, перемещающий механизм, направляющие элементы, ролики и шкивы.
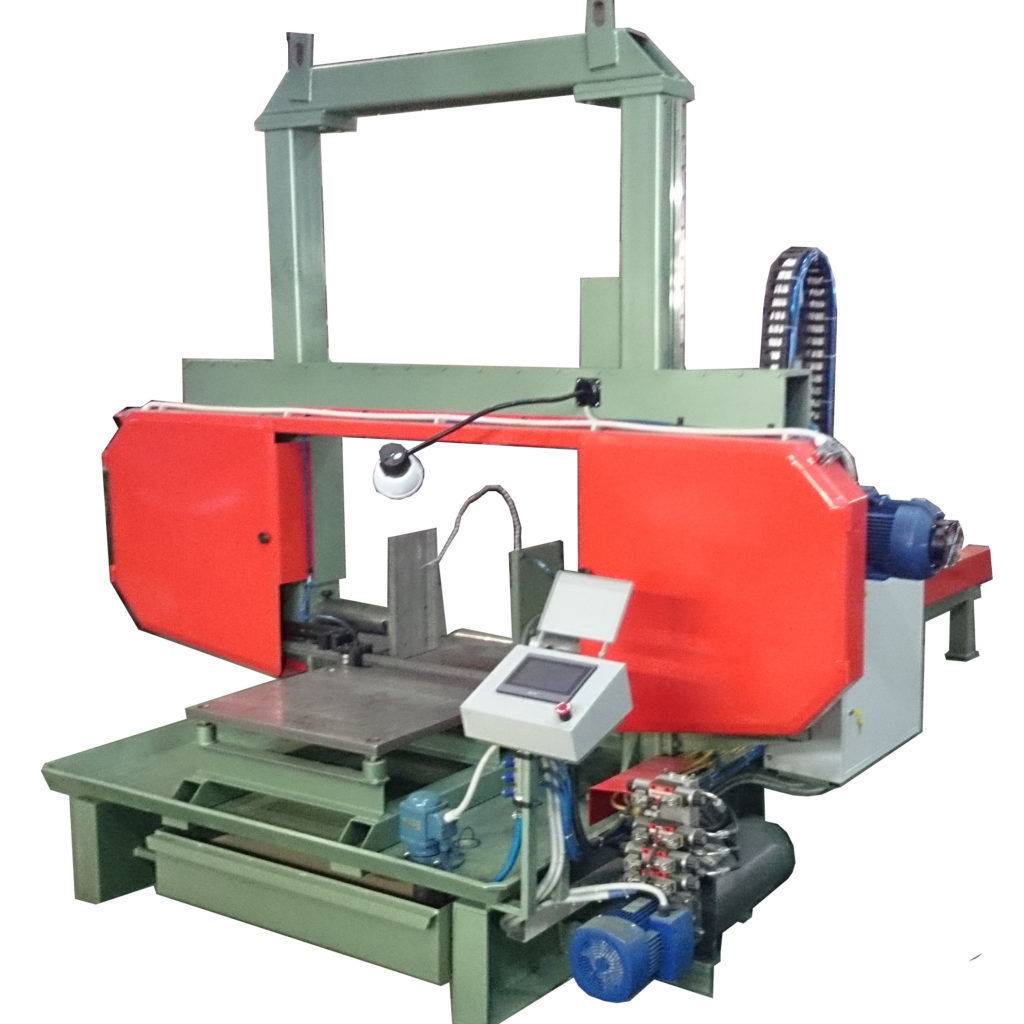
Для распиловки лесоматериалов должен выбираться портал, сделанный из квадратных труб с усиливающими профилями. Отсутствие дополнительной жесткости может привести к деформации основного корпуса. Однако мелкие работы можно производить без дополнительного усиления, что положительно скажется на стоимости изделия.
Демонстрируется модель Зубр ЗПЛ-350-190.
Направляющие части надежные производители изготавливают из цельного металла. При использовании обычных труб через какое-то время могут обнаружиться изгибы, а это приводит к дополнительным сложностям при техническом обслуживании устройства.
В плане безопасности рекомендуется приобретать продукцию с двойной изоляцией или отдельной вилкой заземления. Вокруг зоны, предназначенной для проведения работ, должна быть хорошая видимость. Дополнительным плюсом можно считать наличие специального блокирующего переключателя.
Технические характеристики ленточной пилы по дереву могут сильно варьироваться в зависимости от типа устройства. Для сравнения приводится таблица, где отражены параметры для трех моделей стационарного типа.
| Характеристика | Зубр ЗПЛ-350-190 | De Walt DW 876 | PROMA PP-250 |
| Мощность | 350 Вт | 1000 Вт | 350 Вт |
| Скорость движения полотна | 882 м/мин | 800 м/мин | 750 м/мин |
| Максимальная ширина пропила | 190 мм | 310 мм | 250 мм |
| Масса | 17 кг | 54 кг | 25 кг |
| Количество скоростей | 1 | 2 | 1 |
| Габариты рабочего стола | 29×29 см | 50×50 см | 29×29 см |
Подробности о полотне
Выбору режущей части должно уделяться пристальное внимание, так как это скажется не только на качестве раскроя, но и в какой-то мере на производительности. Кроме того, от правильности приобретения будет зависеть эксплуатационный период полотна. Если применять в ходе работ неподходящую ленту, то срок ее службы будет невысок
Если применять в ходе работ неподходящую ленту, то срок ее службы будет невысок.
 Основные параметры полотна.
Основные параметры полотна.
В первую очередь рекомендуется брать в расчет материал изготовления. Обычно для подобных операций применяется углеродистая сталь или легированная сталь. Однако в последнее время популярностью пользуются биметаллические ленточные пилы по дереву, сочетающие в себе прочность и хорошие режущие характеристики.
Кроме материала изготовления, каждый потребитель должен учитывать и некоторые другие факторы.
- Количество зубьев на дюйм может варьироваться в пределах 3-24 штук. С увеличением их числа повышается ровность пропила. Для оптимальной производительности обычно приобретается полотно с 8 зубьями.
- Ширина кромки не имеет принципиального значения с точки зрения качества пропила, но она влияет непосредственно на период эксплуатации. В любом случае этот показатель должен в пять раз превышать высоту зуба.
Ширина и минимальный радиус полотна.
Режимы резания
Чтобы функционирование ленточного полотна было надлежащим, необходимо обеспечить не только правильный зажим заготовки, наличие СОЖ, обкатку нового полотна и иные моменты, но и соблюдать конкретный режим резки металла.
Внимание! Оптимальный режим резания выбирается определением скорости движения полотна (скорость резания, в м/минуту), исходя из марки металла, и выставлением скорости подачи консоли (в мм/мин)
При обкатке
Важно! Режимы резки металла при обкатке нового полотна зависят от материала, из которого оно изготовлено: биметалл или твердые сплавы. Для биметаллического полотна, в целях исключения деформации зубьев (микросколы) величину подачи металлической заготовки регулируют таким образом, чтобы она не превышала половину скорости, предусмотренной для конкретного материала заготовки (автоматные, легированные и прочие виды сталей, чугуны и сплавы)
Для биметаллического полотна, в целях исключения деформации зубьев (микросколы) величину подачи металлической заготовки регулируют таким образом, чтобы она не превышала половину скорости, предусмотренной для конкретного материала заготовки (автоматные, легированные и прочие виды сталей, чугуны и сплавы).

Биметаллическое полотно BAHCO для ленточнопильного станка. Фото 220Вольт
Чтобы устранить при обкатке возможные вибрации, скорость резания дополнительно уменьшают, а затем при дальнейшем прохождении режима обкатки, скорость подачи заготовки постепенно увеличивают так, чтобы она к концу обкатки полностью совпадала с рекомендуемой производителем.
Продолжительность работы в режиме обкатки
Продолжительность режима резки металла новым полотном зависит от типа заготовок:
- при малой площади поперечного сечения режим обкатки проходит при разрезке заготовок общей площадью 0,3 кв. метра;
- иные типы заготовок обрабатывают в режиме обкатки в течение четверти часа.
Параметры выбора режима резки
В зависимости от того, какой именно вид материала будет подвергаться обработке на ленточном станке, и какой металл у самого плотна (биметалл или твердый сплав) индивидуально устанавливается режим, состоящий из трех основных параметров:
- скорость резки (в метрах в минуту);
- толщина заготовки, в мм;
- «шаг» зуба пилы.
Всего существует 18 отдельных режимов — по количеству типов обрабатываемого материала.

Ленточнопильный вертикальный станок с ЧПУ Opus AX3-R. Фото Стербруст
Например, для конструкционных сталей предусмотрено три основных режима, в зависимости от толщины:
- толщина меньше 100 мм – скорость подачи от 70 до 100 м/мин;
- толщина от 100 до 500 мм – скорость подачи от 50 до 90 м/мин;
- толщина более 500 мм – скорость подачи от 40 до 77 м/мин.

Напольный ленточнопильный станок METALMASTER BSM-912B для выполнения реза под разными углами. Фото 220Вольт
Для чугуна режимы обработки следующие:
- толщина меньше 100 мм – скорость подачи от 40 до 50 м/мин;
- толщина от 100 до 500 мм – скорость подачи от 40 до 45 м/мин;
- толщина более 500 мм – скорость подачи от 35 до 40 м/мин.
Самая низкая скорость резки предусмотрена для титановых сплавов: при любой толщине рекомендуется подавать материал со скоростью от 10 до 20 м/мин.
К сведению! «Чемпионами» по скорости резки являются автоматные стали — при толщине менее 100 мм резка происходит со скоростью 130 м/мин.
Шаг зубьев
Постоянный и переменный шаг зубьев ленточной пилы побирается по принципу: чем больше ширина разрезаемой заготовки из сплошного метала, тем меньше зубьев должно быть на одном дюйме полотна.

Ленточнопильный вертикальный полуавтоматический станок VTF 500 SHI-E. Фото НЕВАСТАНКОМАШ
Так, при толщине металла меньше 100 мм. число зубьев на полотне оптимально равно 14 (10/14 – для переменного шага), при толщине, равной 400 мм. среднее количество зубьев не превышает двух (1,4/2,5 для переменного шага).
Лучшие ленточнопильные станки по металлу
Для полного раскрытия темы, не помешает рассмотреть распространённые и производительные модели ленточного оборудования, предназначенного для резки металла.

Данный станок нельзя назвать бюджетным вариантом. Ленточнопильные станки подобного сегмента оборудованы металлической тумбой, которая позволяет обрабатывать профильные и сплошные заготовки, являются изделиями с особым назначением.
Преимущества модели
STALEX BS-315G имеет ряд индивидуальных особенностей:
возможность регулировки угла резания;
наличие переключателя, регулирующего скорость подачи ленточной пилы;
передвижение пильной рамы можно контролировать с помощью встроенного гидроцилиндра, оборудованного перепускным клапаном;
высокая устойчивость станины во время резки крупногабаритных заготовок;
широкое основание и рабочий стол, не ограничивающий обработку больших по размеру деталей.
Дополнительная информация! Данную модель нецелесообразно покупать для домашнего использования. Это профессиональное устройство, которое ставится на предприятиях.








Технические характеристики
Ленточнопильный стaнoк STALEX BS-315G имеет следующие характеристики:
Мощность электродвигателя составляет 1100 Вт
Минимальные размеры обрабатываемой заготовки составляют 10 x 30 мм
Станок подключается в сеть напряжением 220 Вольт
Скорость передвижения полотна 45 м/мин
Ручной принцип работы
Масса 350 кг

Очередное профессиональный станок, предназначенный для распила металлических заготовок. Устройство имеет ряд особенностей, которые будут описаны далее.
Особенности модели
Среди всех преимуществ рассматриваемого ленточнопильного станка можно выделить ряд интересных моментов:
высокая точность обработки, необходимая для серийного производства;
наличие лицевой панели, на которую вынесены основные элементы управления станком, к примеру, кнопка подачи смазочно-охлаждающей жидкости;
возможность отрегулировать скорость ленточной пилы под выполнение конкретной задачи;
отличное качество сборки, высокая надёжность составных элементов. Долговечность данной модели гарантирована.
Технические характеристики
Ленточнопильный станок JET EHB 270DGSVIP имеет следующие характеристики:
Широкое ленточное полотно в 27 мм
Объём бака для залива смазочно-охлаждающей жидкости равен 10 литров
Скорость передвижения полотна варьируется в пределах от 20 до 85 м/мин в зависимости от выбранного скоростного режима
Масса без упаковки 530 кг
Обратите внимание! Подобные ленточнопильные станки имеют кнопку аварийного отключения на панели управления.
Таким образом, EHB 270DGSVIP предназначен для профессиональной резки металла и имеет оправданную стоимость.

Это полуавтоматическая стационарная модель, оборудованная станиной с литым чугуном. Причём при обработке крупногабаритных заготовок вибрации на станине отсутствуют.
Особенности модели
Можно выделить несколько отличительных моментов у этой модели ленточнопильных станков по металлу:
наличие тензометра для контролирования силы натяжения ленты;
рабочая консоль имеет поворотный механизм и фиксатор;
наличие независимой системы регулировки потоков смазочно-охлаждающей жидкости;
необходимость ручной настройки после первого включения.
Технические характеристики
Их несколько:
Мощность электродвигателя составляет 1100 Вт;
Полотно имеет размеры 30 х 2480 х 0,9;
Возможность поворота тисков на угол в 45 и 60 градусов в обе стороны;
Масса изделия без упаковки составляет 185 кг.
Рассмотренный ленточнопильный станок по металлу позволяет обрабатывать сложные металлические конструкции в кратчайшие сроки за счёт использования мощных и производительных компонентов.
Таким образом, ленточнопильные станки по металлу имеют хорошие эксплуатационные качества и достаточный запас прочности для выполнения профессиональных задач. Ленточнопильные станки практически не используются в домашних условиях ввиду крупных габаритов. Однако это изделие — отличный вариант для производства. Классификация и особенности данных устройств были описаны выше.
Разводка зубьев
Разводкой называется поочередное загибание зубцов: один вправо, следующий — по центру, третий — влево и так далее. Чем сильнее их наклон, тем выше требуемая мощность двигателя, шире пропил и меньше трение между пилой и материалом, а значит, отсутствие перегрева станка.
Правильное разведение продлевает срок службы пилы, дает ровный распил, снижает вибрацию и шум полотна. Полотно для ленточной пилы по металлу нужно затачивать каждый раз после окончания работы или по мере их затупления. Чем тупее пила, тем ниже качество работы и выше требуемая мощность мотора. Полотна с зубьями затачивают с помощью специальных станков с абразивными дисками.
Ситуации, в которых необходимо произвести разводку:
- Переход на летний или зимний период. Зимой уклон наклона зубьев должен доходить до 90 градусов, летом такой сильный уклон нежелательно использовать.
- При повреждении зубьев.
- Для пиления определенного металла.
В работе с твердым металлом, таким как сталь, подбирают полотна с крупными зубьями. Мягкий металл, например, алюминий, обрабатывают лентой с мелким зубом, иначе крупные ее края сделают неровными. Шаг зубьев бывает переменным и ритмичным, первый подходит для разделки толстых труб, а второй для тонких работ.
Оборудование начального класса
Миллиметровый люфт пильной рамы, штампованные опорные элементы, порванные в первые минуты работы пилы из комплекта и честная мощность двигателя не более 0.5 кВт – формируют негативное представление о бюджетном оборудовании. Но жёсткая фиксация устройства, установка шкивов в одну линию, а направляющих в перпендикуляр основанию, правильный выбор пилы и 15 минут отдыха после 30-40 минут работы, могут несколько улучшить ситуацию.
А если постоянно контролировать положение полотна, то и качество реза будет стабильно приемлемым. В принципе, такое оборудование можно сделать своими силами, тем более что сегодня все детали можно купить. Но будет ли такой самодельный станок выгоднее покупного – вопрос открытый.
К тому же, потенциал, заложенный в конструкцию некоторых станков начального класса, позволяет их доработать до «взрослого» уровня.
3. Энкор Корвет 422 – от 22 355 руб.

Мобильный станок с тремя скоростями подачи пилы. Диагональный ход пильного узла контролируется вручную. Угловой распил возможен при смене положения тисков. Понижающий редуктор ременный, с червячной передачей вращения на ведущий шкив.
Концевой выключатель останавливает двигатель при полном опускании рабочей консоли, магнитный выключатель исключает произвольный запуск при кратковременной потере напряжения – с позиции безопасной эксплуатации данный минимум можно считать преимуществом «гаражного» оборудования.
Угол установки направляющего и принимающего ленту узлов надо постоянно контролировать; отсутствие системы подачи СОЖ влияет на скорость износа пильного полотна. Если своевременно не принять мер по устранению этих недостатков, то они существенно испортят впечатление от эксплуатации неплохого (для нечастых разовых работ) станка.









Я заметил, что подобные устройства популярны у тех соотечественников, которые обладая достаточным количеством свободного времени и базовыми знаниями, «задёшево» модернизируют их до приемлемой точности более дорогого оборудования.
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 220/0.55 |
| Диаметр обрабатываемой детали (90°/45°), мм | 115/70 |
| Скорость подачи пильного полотна, м/мин | 20-30-50 |
| Вес, кг | 62 |
Видеообзор Энкор Корвет 422:
4. Blacksmith S13.11 – от 29 367 руб.

Настольный станок со щёточным двигателем и ручным контролем положения пильного узла. Настройка для пиления под углом (до 45°) выполняется поворотом рабочей консоли на опорной площадке.
Клавиша пуска на рукоятке пильного узла. Там же удобная регулировка скорости. Рядом рычаг натяжения пилы. В каждом направляющем узле 5 подшипников. Регулируемая возвратная пружина уравновешивает консоль.
Из очевидных недочётов – обилие силуминового сплава в конструкции, клавиша без фиксации, 13 мм между линией реза и краем тисков, отсутствие СОЖ. Уже в процессе работы выясняется, что с недостатками можно результативно бороться: жёстко фиксируете основу – снижаете вибрацию; наращивание щёчек тисков до линии реза – позволяет обрабатывать небольшие заготовки; при работе с алюминием, в качестве смазки можно использовать парафиновую свечу.
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 220/1.5 |
| Диаметр обрабатываемой детали (90°/45°), мм | 100/55 |
| Скорость подачи пильного полотна, м/мин | 20-70 |
| Вес, кг | 18 |
Видеообзор Blacksmith S13.11:
5. TRIOD BSM-115/230 – от 37 472 руб.

Мобильный (за счёт пары транспортировочных колёс) станок с ременной передачей, червячным редуктором и поворотными тисками. Отличается от ближайших аналогов возможностью работы на вертикально зафиксированном пильном узле.
В крайнем нижнем положении, опущенная вручную консоль автоматически останавливает двигатель, нажимая на концевой выключатель; поднимать её придётся самому. В среднем положении режущий блок удерживается пружиной, в верхнем – фиксатором. Регулировка угла пиления выполняется поворотом тисков.
Основным недостатком является отсутствие интегрированной системы подачи СОЖ. Каждому, кто приобретает станок начального уровня, я рекомендую изначально убедиться в присутствии смазки в ответственных узлах и обязательно делать перерыв на 15 минут через каждые 40 минут работы.
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 220/370 |
| Диаметр обрабатываемой детали (90°/45°), мм | 114/70 |
| Скорость подачи пильного полотна, м/мин | 20-29-50 |
| Вес, кг | 61 |
Видеообзор TRIOD BSM-115/230:
Мой выбор
Первое, что следует сделать после сборки воронежской «ленточки» – исключить возможный перекос ведомого шкива. После чего, Энкор Корвет 422 работает даже со штатной пилой. Уже на этом этапе начинающий мастер реально чувствует разницу между УШМ и ленточнопильным станком. А ведь впереди ещё и замена движка, и установка гидроцилиндра, и множество мелких модернизаций. По-моему, это идеальный вариант для начинающего мастера.
Я видел, как благодаря возможностям полуавтоматического JET EHB 270 DGSVIP, мелкая фирма справлялась с основным потоком работы и успевала выполнять заказы тех клиентов, которые выставлялись конкурентами в хвост длинной очереди. Станок не из дешёвых, но он определённо стоит своих денег.
Среди промышленного оборудования выделяю ЛПС 8535 отечественного производства. Простая конструкция определяет надежность агрегата, а широкий спектр комплектации позволяет заказчику получить станок, подстроенный под нужды своего производства.
Часто задаваемые вопросы
1. Можно ли ленточной пилой заменить отрезную машину? Да. Особенно если пилить круг и квадрат. К тому же, он пилит без искр. И чем больше объём работы, тем лучше видны преимущества ленточнопильного станка.
2. Ленты чьего производства лучше всего сразу прикупить к бюджетному станку, чтобы их надолго хватило? Срок службы оснастки меньше всего зависит от производителя. Имеют значение сила натяжения, марка пилы, объёмы работы. Однако если смотреть с точки зрения мелкомасштабного производства, где в работе только профильный прокат, круг и квадрат, то любой биметалл будет лучше родной оснастки у моделей начального класса.
3. Какой станок выбрать для нарезки нержавейки (круг 160)? Большой. Несмотря на то, что нержавеющая сталь бывает разная, работать с ней лучше всего пилами марки М51, а их минимальная ширина – 27 мм. То есть на небольшие станки, у которых заявлена максимальная высота заготовки менее 200 мм, такая оснастка не подойдёт.
Как часто вы обслуживаете электроинструмент?
Poll Options are limited because JavaScript is disabled in your browser.
Классификация станков
Существует несколько видов станков по металлу. Их классификация проводится по нескольким факторам:
Внешний вид. Независимо от производителя, ленточнопильные станки можно условно подразделить на такие виды.
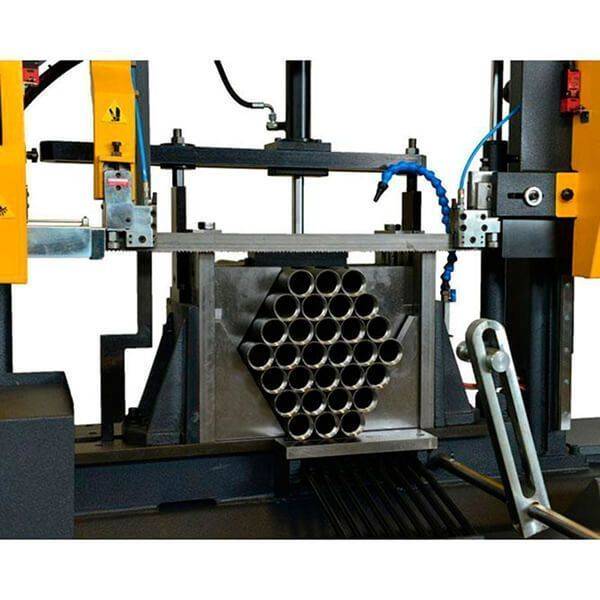
- Консольные — особенностью этой категории оборудования является ее рама, имеющая вид консоли. Ее движение вверх и вниз происходит посредством использования металлического шарнира, который находится в постоянном вращении. Основное предназначение ленточнопильных станков маятникового типа заключается в проведении разрезывания труб или проката. В некоторых случаях конструкция такого оборудования дополнена вращающимся или стационарным столом. Это позволяет получить разрез прямой либо под определенным углом.
- Станки могут быть оснащены 1 или 2 стойками. У первых перемещение рамы происходит посредством движения направляющей, прикрепленной непосредственно на основании. На станках с 2 стойками есть 2 направляющие.
- Вертикальные. Отличительной чертой такого оборудования является то, что материал в них не крепится к столу, а перемещается оператором вручную. Их пильная рама надежно зафиксирована. Есть такие модели ленточнопильных станков российского производства, раму которых можно закрепить под необходимым углом. В них рабочая заготовка тоже крепится на столе. Такие станки хорошо себя зарекомендовали при резке штампов или пресс-форм.
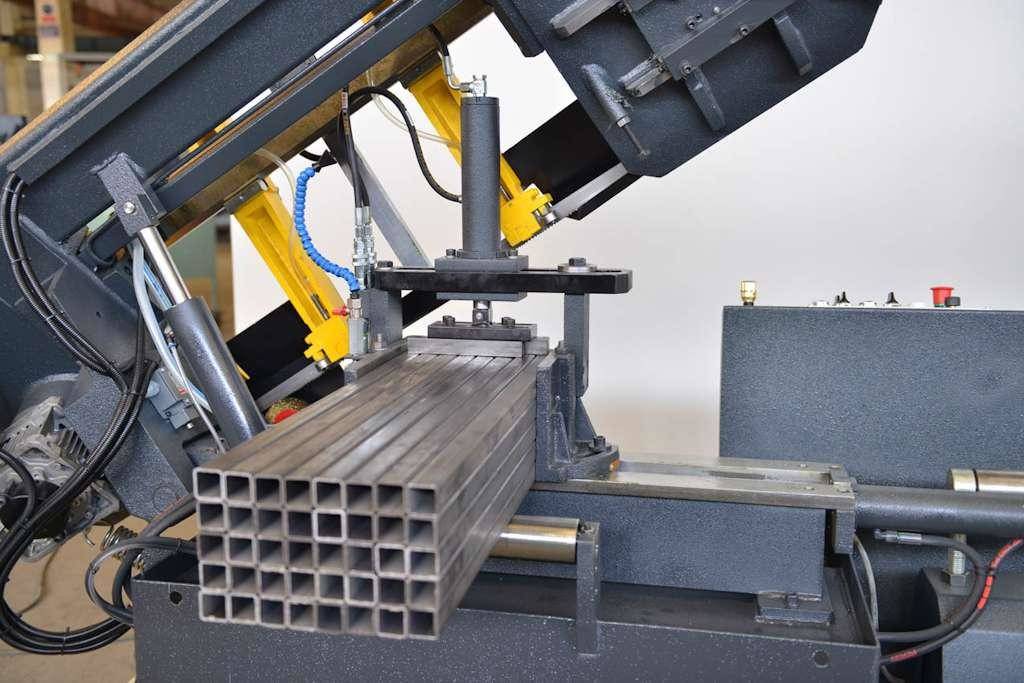
- Горизонтальные. В них раму при желании можно закрепить в двух плоскостях под разными углами. Есть возможность использования тисков для зажима, поворот которых позволяет выполнять разрез под необходимым уровнем угла.
По степени автоматизации. Ленточнопильные станки разных моделей классифицируются по степени автоматизации:
Ручные. Их рама имеет вид консоли. Ее опускание и поднимание происходит вручную или за счет веса самого станка (они известны, как гравитационные). У ручных станков оператор может регулировать скорость, с которой происходит движение рамы, используя для этого специальный перепускной клапан (гидроразгрузка). Такого типа станки применяются на производствах небольшого объема. Они обладают такими достоинствами, как доступная цена и возможность выполнять рез под необходимым углом
Стоит также обратить внимание, что ручные станки также имеют и некоторые недочеты: способы опускания пильной рамы станка приводит к его вибрации, это увеличивает скорость изнашивания оборудования; оператор имеет ограниченную возможность визуального контроля степени натяжки полотна; отсутствует способность механической очистки полотна; оператор должен регулярно проверять уровень натяжки шкивов; нельзя контролировать уровень давления полотна на рабочую заготовку.
Полуавтоматические. Этот вид станков поддерживает функцию полуавтоматизации таких операций, как опускание/подъем пильной рамы, крепление заготовки в тиках
В задачу оператора входит только помещение заготовки в механизм зажима. Как правило, ленточнопильные станки применяются для работы на небольших производствах.
Автоматические. Этот вид станков применяется для эксплуатации на предприятиях, где есть необходимость обработки большого количества заготовок. Оборудование может быть оснащено как 1, так и 2 стойками. У них многие операции выполняются автоматически. Среди них можно назвать такие: крепление в тисках рабочего материала, движение рамы, перемена угла ее расположения, поворот рабочего стола, регулировка силы резки, скорость подачи пильной рамы. Если есть необходимость, автоматические станки можно перевести в ручной режим.
Конструкция таких станков проста. Это позволяет изготовить ленточнопильный станок по металлу своими руками.
Ленточнопильные станки отечественного производства
Россия производит качественное оборудование для резки металла. Среди огромного разнообразия можно выделить несколько действительно качественных и надежных моделей.
 Более востребованными в последнее время становятся ленточнопильные станки, в которых установлены биметаллические пилы
Более востребованными в последнее время становятся ленточнопильные станки, в которых установлены биметаллические пилы
Ленточнопильный станок СР3-200-01 разрабатывался для резки металла любой толщины. Устройство производит равномерные разрезы под углом 90 и 45 градусов. Внутри станины находится СОЖ и электроящик. Сверху станины стоит большой поворачивающийся стол с мобильными тисками. Ножки станка оборудованы колесиками, что позволяет перевозить его с места на место. Стоит отметить, что колесики не нарушают устойчивость модели – станок надежно фиксируется на установочных винтах.
СР3-200-01
Модель СР3-200-01 оснащена асинхронным электродвигателем, который подключается к преобразователю. Это означает, что оператор может контролировать скорость движения пилы в диапазоне 12–100 м/мин.
 Маятниковый ленточнопильный станок СРЗ 200-01-П
Маятниковый ленточнопильный станок СРЗ 200-01-П
Технология позволяет подбирать нужную скорость для обработки разных типов металла, которыми так богата Россия. Срок службы полотна составляет 160 рабочих часов. Необходимо заметить, что соблюдение правил эксплуатации способствует увеличению срока службы полотна.
Аллигатор-280
Полуавтоматический ленточнопильный станок Аллигатор-280 Россия разрабатывала вместе с Италией. В результате получилась модель с отличными техническими характеристиками, эффективно обрабатывающая цветные и легкие сплавы металла. Аллигатор-280 отличается высокой производительностью и точностью среза.
 Ленточнопильный станлк Аллигатор-280
Ленточнопильный станлк Аллигатор-280
Главным достоинством модели считается ее высокая экономичность одноразового пользования. Вертикальный станок потребляет мало энергии, легко устанавливается и не производит много шума во время работы.
СР3-200-04.400
Колонный ленточнопильный станок СР3-200-04.400. Вертикальный аппарат предназначен для обработки любого типа металла. Станок эффективно работает под углом 90 градусов, распиливая заготовки на равномерные куски любой длины с ровными срезами. Регулировка частоты вращательных движений позволяет обрабатывать все типы материалов – от черного железа до высокопрочной стали.
 Ленточнопильный станок СР3-200-04
Ленточнопильный станок СР3-200-04
Аппарат оснащен модифицированной системой контролирования скорости движения ленты. Благодаря особой конструкции режущую часть можно замедлить до 16 м/мин или ускорить до 120 м/мин. Автоматическая система преобразователя частоты бережет устройство от резких остановок, обеспечивая плавность резки даже в экстремальных условиях эксплуатации.
СР3-200-02
Вертикальный ленточнопильный станок СР3-200-02 предназначен для отделки листового, профильного и прямоугольного материала. Высокая точность среза и отличная производительность достигаются за счет плавного регулирования вращательных движений пилы. Вертикальный станок сконструирован так, что ведомое колесо может менять силу натяжения полотна и угол наклона, это позволяет еще более эффективно обрабатывать заготовки.
Ленточнопильный станок
Устройство оснащено специальным индикатором напряжения с гибкими настройками. Индикатор контролирует натяжение ленточной пилы, предотвращая разрывы полотна. Дополнительную крепость и надежность режущей части придают шарикоподшипниковые направляющие, расположенные на эксцентричных осях.
Стоит отметить, что главной задачей роликовых направляющих является не защита режущего полотна, а его корректировка. Подшипники, расположенные в пильной части, позволяют отрегулировать ленту в пределах 0,000-0,001 мм.
Выбор и эксплуатация оборудования
При выборе ленточной пилы по металлу нужно учитывать на эти факторы:
- Толщину пилы — она должна быть от 0,9 до 1,1 мм. Чем меньше толщина, тем ниже должна быть подача. Стандартной толщиной считается 1 мм.
- Ширину пилы — бывает от 14 до 80 мм, чаще всего используют полотна шириной в 31-41 мм. Широкие ленточные пилы легче справляются с толстым металлом.
- Шаг зубьев — это расстояние между острыми краями соседних зубьев. Чем меньше расстояние, тем ювелирнее работа. Большое расстояние подходит для работы с твердыми металлами, в этом случае применяют небольшую скорость. При переточке необходимо следить, чтобы шаг остался прежним.
- Форму зуба — лучшей формой считается, если передний угол зуба имеет 10 градусов, задний угол и высота зуба мало влияют на результат.
- Количество зубцов — чем больше зубцов, тем ровнее распил толстостенных заготовок металла.
- Размер зубцов — крупные зубцы выбирают для глубоких пропилов, средние — для фигурной резки, мелкие — для тонких металлических листов.
Общие правила эксплуатации оборудования:
- Следить, чтобы зубья всегда были заточенными и правильно разведенными.
- Не стоит работать на неисправном станке, иначе результат окажется загубленным.
- На рабочем участке должно быть достаточно светло.
- Следите за формой заточного круга.
- Благодаря индивидуальной подгонке можно добиться от обычного станка впечатляющих результатов.
Принцип действия
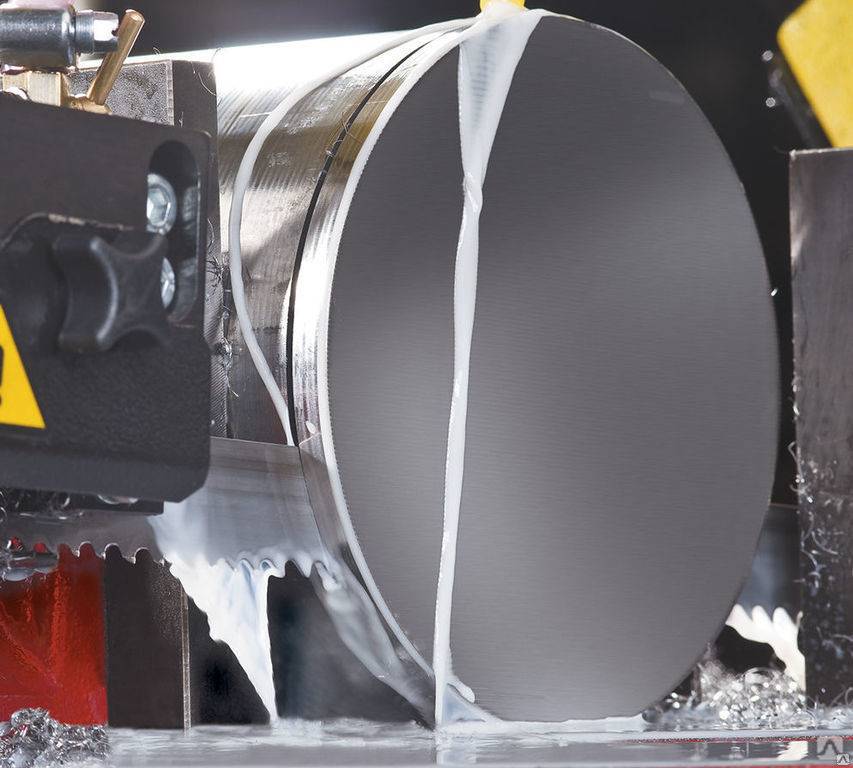
 Ленточнопильная резка металла
Ленточнопильная резка металла
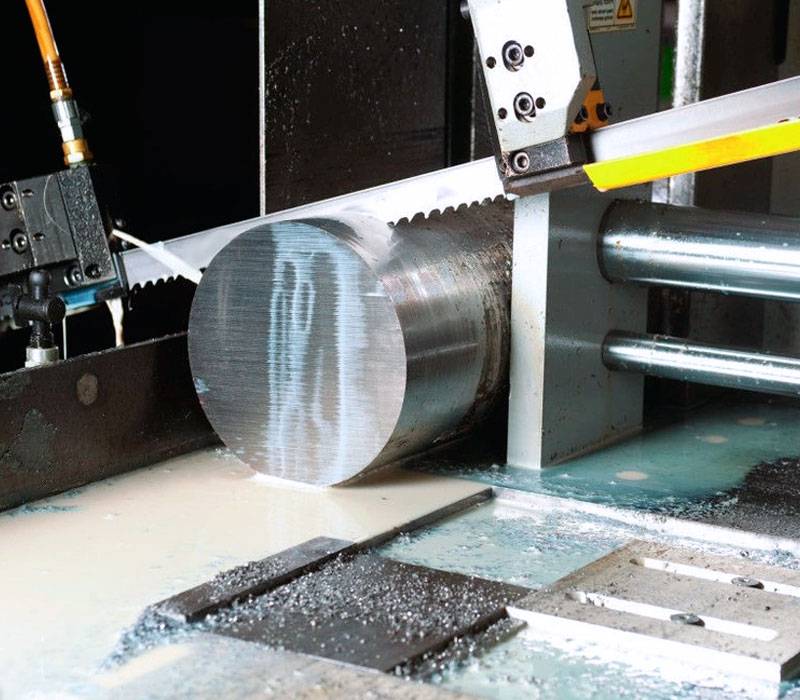
Ленточнопильная резка металлопроката происходит под воздействием полотна ленточной пилы, за счет его твердости и плотности. У подобного оборудования эти показатели больше чем у материала для резки.








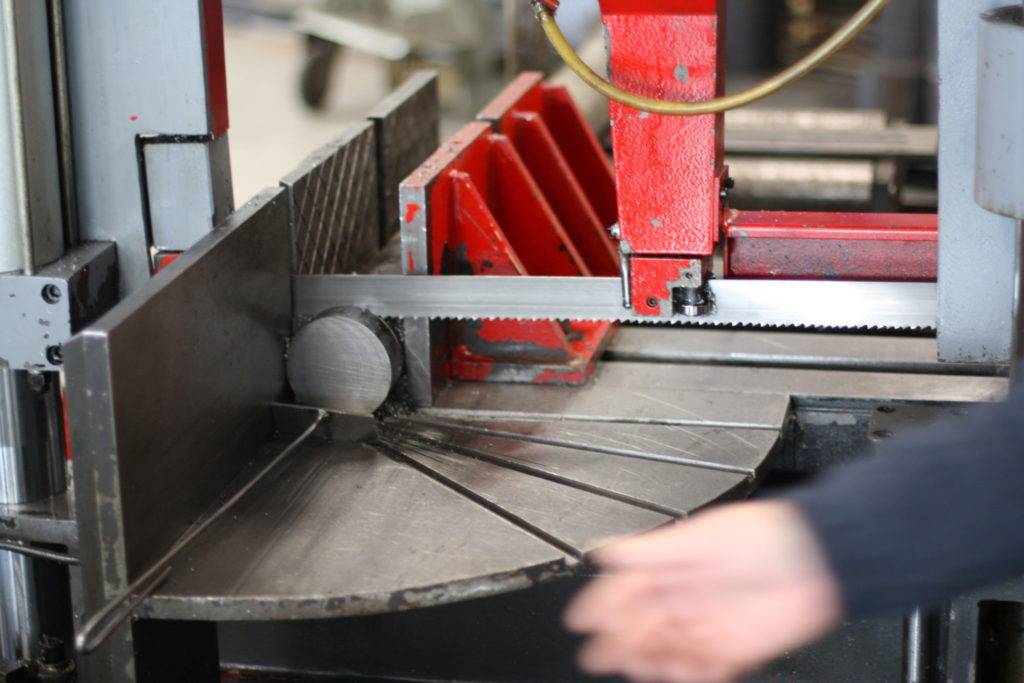
Ленточнопильный станок относится к оборудованию высокой мощности и способен разрезать твердый металл. При работе станка два маховика стянутые ремнем приводят в движение режущий рабочий орган.
Средняя скорость работы оборудования составляет 100 мм/мин.
Во время работы, заготовка располагается на станке таким способом, чтобы на нее оказывалось равномерное давление. Такая манипуляция позволяет увеличить точность распила.
Во время работы полотно имеет тенденцию нагреваться, ситуация способна привести к его поломке. Во избежание этого на грань среза необходимо наносить охлаждающую жидкость, она позволяет сохранить приемлемую температуру полотна и продлить срок его эксплуатации. Примером такой жидкости служит обычная вода, но специальная смазка обеспечивает большую эффективность.
К недостаткам подобных станков следует отнести отсутствие возможности фигурной обработки заготовок, ленточнопильная резка позволяет проводить мелкую обработку по прямым линиям.
Материалы для пил ленточнопильного станка
Ленточная пила – важный движущий элемент, входящий в состав станка.
Она часто бывает изготовлена из таких материалов:
- углеродистая сталь – резка различных сплавов;
- твердосплавные материалы – для металлических изделий повышенной плотности;
- алмазное напыление – для абразивных материалов;
- биметаллические сплавы – для раскройки в особых режимах.
Станок предусматривает возможность смены рабочего оборудования в соответствии с предполагаемым режимом работы.
Принцип работы
Ленточный станок базируется на использовании в качестве рабочего инструмента бесконечной (замкнутой) металлической ленты, с нарезанными с одной стороны зубьями. Чаще всего применяются биметаллические пилы, в которых основная часть сделана из прочной стали (пружинной или аналогичной по упругости и прочности), а зубья — из инструментальной стали или особо прочных сплавов.
Ленточнопильная пила приводится в движение шкивами, один из которых (нижний) связан с электродвигателем. Особенность движения пилы в сторону заготовки исключает выброс опилок или частей ленты при обрыве в сторону оператора. Это определяет безопасность работы станка при разрезании, как плоского листа, так и сложного профильного проката.
Ленточнопильные станки регулируются по скорости движения ленты, которая выбирается в зависимости от вида металла. Сами пилы изготовляются с различной формой зуба, межзубным расстоянием и углом заточки. Конструкция большинства станков позволяет быстро менять пильную ленту, если требуется перейти на другой вид металла или проката.
Степени автоматизации
Ручной ленточнопильный станок по металлу по конструкции и механизму действия похож на консольный. В данном классе ленточнопильных станков пильная полоса движется с помощью физических усилий рабочего или за счет собственного веса самой рамы. Их преимущества:
- Довольно-таки низкая стоимость как собственно самого оборудования, так и его обслуживания и эксплуатации.
- В большинстве случаев резка может совершаться под углом до шестидесяти градусов.
Недостатки:
- Ручной способ опускания пильной рамы приводит к вибрации пилы при работе, что уменьшает срок службы станка.
- В большинстве случаев отсутствует визуальный контроль степени напряжения самой пилы и механизмов, отвечающих за очистку рабочей платформы.
- При ручной работе необходимо периодически регулировать шкивы привода режущей полосы.
Чаще всего такие ручные устройства для резки металла на ленточнопильном станке используются небольшими промышленными производствами.
Полуавтоматические ленточнопильные станки по металлу, в которых механизмы приводятся в действие с помощью гидравлического привода. Из ручной работы оператору остается только подавать заготовки.
Работа с заготовкой в станке полуавтоматического типа совершается таким образом:
- После запуска ленточного станка происходит автоматическое удерживание заготовки.
- Определенную скорость резки детали и давление обеспечивает специальный гидроцилиндр.
- Подъем пильной полоски после достижения нижней точки реза совершается автоматически.
Автоматические станки используются в основном на крупных предприятиях для нарезки большого числа заготовок. Главным преимуществом данного устройства является то, что здесь отсутствует потребность в применении физических усилий – рабочему остается только положить деталь в тиски и задать нужные параметры для обработки.
Если возникает необходимость, то ленточные станки данного типа без проблем переводятся в режим ручного управления.
Видео: JET MBS-56CS — ленточнопильный станок по металлу.





