

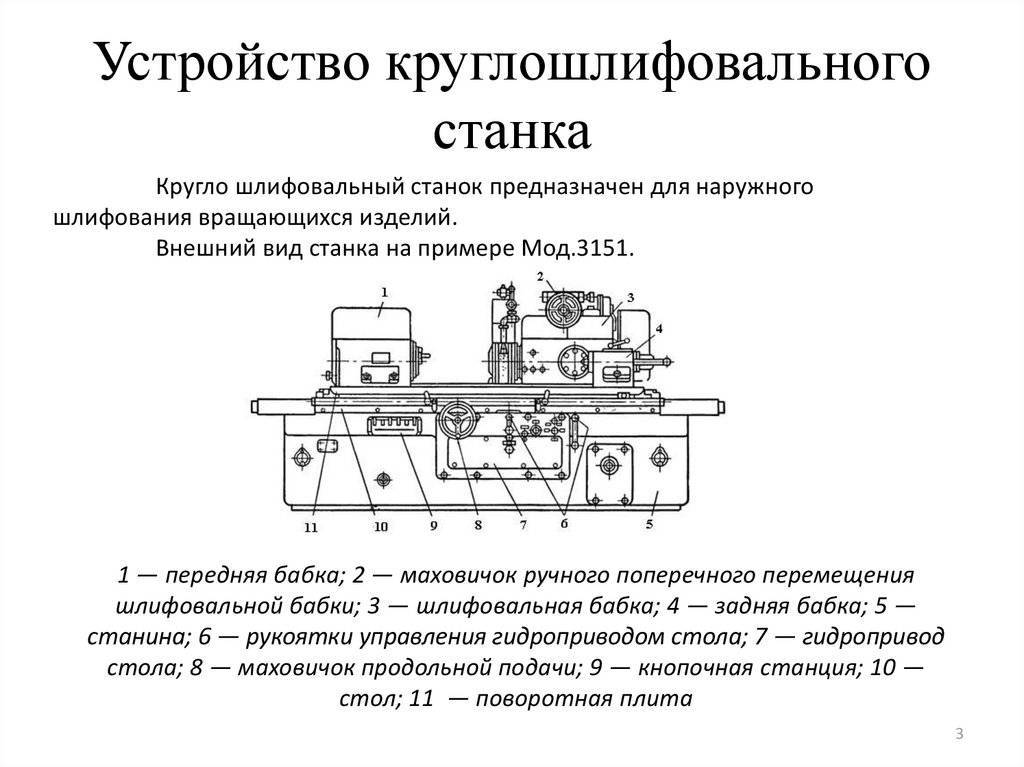
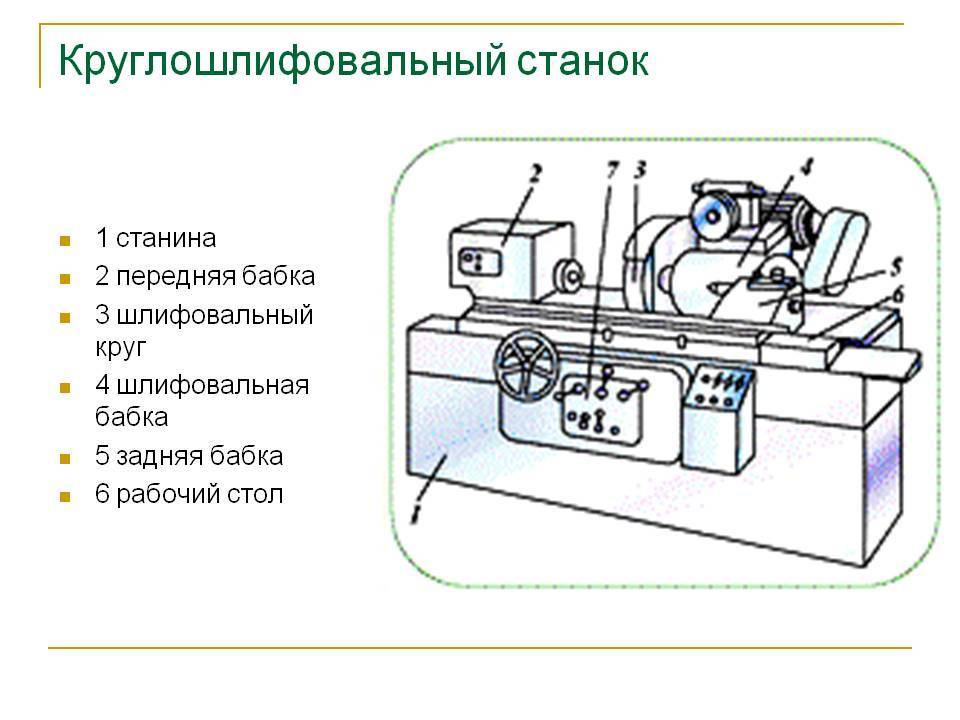
Круглошлифовальные виды станков
Эти станки предназначены для шлифовальной обработки деталей цилиндрической формы методом продольного и врезного шлифования. Круглошлифовальные станки имеют очень высокая точность обработки. Конструкция его представляет собой что-то среднее между токарным и шлифовальным станком. По сути он похож на точный токарный станок, где вместо резца шлифовальный круг.
У такого станка рабочий стол расположен в горизонтальном положении. Он предназначен для фиксации обрабатываемой металлической детали в центрах. Рядом расположен, так же горизонтально, шлифовальный круг. Такие станки бывают как с ЧПУ так и без.
Процесс обработки деталей на круглошлифовальном станке
Зафиксировать заготовку в центрах. Эту операцию как правило производят вручную;
Произвести настройку нужного положения шлифовальной бабки относительно детали;
Произвести старт вращательно-поступательного движения заготовки нажав на кнопку или рычаг станка;
Снятие станком верхнего припуска с заготовки с последующим смещением шлифовального круга на глубину следующего припуска.
Круглошлифовальный станок может выполнять операции как черновое и чистовое шлифование. Вид операции зависит от скорость вращения шлифовального круга и соответственно припуск на операцию.
Современные станки обладают рядом дополнений:
На одном шпинделе находится 2 или 3 шлифовальных круга. Это позволяет вести разную обработку без останова и замены инструмента. Смена шлифовального круга который будет сейчас обрабатывать происходит путем вращения “головы”.
Станок может иметь щуп для определения начального положения шлифования и проверки полученного размера детали после обработки.
Автоматическая балансировка шлифовального круга, что значительно упрощает наладку и делает процесс шлифования более точным.
Автоматическая правка при достижении определенной нагрузки на шпиндель. Крайне полезное приспособление как при чистовой так и при черновой обработке.
Основные технические характеристки круглошлифовального станка
Возможные максимально допустимые габариты, а также масса обрабатываемой детали;
Возможные диаметры обработки шлифованием, а именно максимальный и минимальный.
Параметры рабочего стола шлифовального станка:
Возможное смещение стола или максимальная длина обработки;
Возможная скорость быстрого хода;
Возможные углы поворота против и по часовой стрелке шпинделя шлифовального круга.
Методы круглошлифовальной обработки
-Продольная обработка
Сама заготовка базируется в центрах и при помощи привода передней бабки она начинает вращаться. В это время механизм подачи рабочего стола подает продольное перемещение заготовки относительно шлифовального круга.
-Глубинная шлифовальная обработка
Используется для шлифования коротких заготовок. За один проход может удалять весь припуск. При этом способе заготовка с помощью рабочего стола перемещается только в направлении шлифовального круга. Шлифование производится только торцом круга. Чем шире круг тем большую длину можно обработать этим методом. Уступами
Это разновидность глубинного шлифования разных поверхностей на разную глубину.
-Профильное
При этом процессе шлифования рабочий стол перемещается по двум координатам. Таким образом можно получить не очень плавные углы при переходе одной обработанной поверхности к другой. При использовании чпу возможно получение радиусов с незначительными ступеньками.
Назначение круглошлифовальных станков
Низкая зернистость обрабатывающего инструмента обеспечивает легкую шероховатость контактной зоны и высокую точность работ. При использовании станков в промышленных целях заготовки проходят первичную температурную и механическую обработку, поэтому величина припуска минимальна.
Возможности станков ограничены рабочими характеристиками. На стандартном оборудовании невозможно работать с деталями, конусность которых превышает 6º. Конструкция современных аппаратов позволяет обрабатывать внешнюю поверхность любых заготовок за счет устройства передней и шлифовальной бабок, способных вращаться вокруг своей оси.
Как правило, круглошлифовальные станки используют на финишном этапе обработки.
Разновидности шлифовки
Шлифовка с помощью круглошлифовального станка может осуществляться тремя основными методами — врезание, обработка уступами, продольный рабочий ход. Каждая из методик имеет несколько дополнительных модификаций, поэтому фактических сценариев обработки намного больше.
Основные методики обработки
- Шлифование продольным ходом. Заготовка устанавливается в специальные пазы, которые во время работы совершают вращательные движения. Пазы передвигаются с небольшой скоростью вдоль (скорость регулируются вручную или с помощью ЧПУ). Это приводит к двум эффектам во время работы — деталь не только вращается, но и перемещается вдоль своей оси. Также включается полирующий круг, который выполняет шлифовку. За счет продольного хода деталь обрабатывается по всей своей площади, что упрощает ее обработку. Оптимальная глубина — 0,05-0,1 мм.
- Глубинное продольное шлифование. Этот способ повторяют предыдущую технологию с одним небольшим отличием — во время работы глубина составляет от 0,1 до 0,4 миллиметров. Это позволяет не только зачищать поверхность, но и срезать ненужный слой металла с заготовки. Глубинная обработка ускоряет зачистку, однако она не подходит для работы с мягкими металлическими сплавами (латунь, бронза, алюминий и другие).
- Двойная продольная шлифовка. На станочное оборудование устанавливается два обрабатывающих диска, а сама обработка выполняется методом продольного хода. Первый диск обладает более крупным зерном в сравнении со вторым. Между дисками может устанавливаться небольшая прокладка, которая позволяет упростить процедуру обработки. Смысл подобной системы такой: деталь проходит зачистку на первом диске, где происходит срезание ненужного слоя металла. Потом она поступает на второй диск, где выполняется ее полировка и финальная зачистка.
- Врезное шлифование. Металлическая заготовка монтируется в пазы, которые совершают вращательные движения во время работы. Пазы являются статическими (то есть деталь не совершает продольных движений). Для обработки применяется широкое колесо-диск, которое по длине гораздо больше самой заготовки. Зачистка выполняется так: деталь подносится к вращающемуся колесу, что приводит к шлифовке заготовки по всей ее длине. Технология подходит для обработки фасонных или одинаковых деталей и сплошных листов, у которых отсутствуют небольшие выемки или углубления.
- Шлифование уступами. Методика представляет собой комбинацию продольной и врезной технологии шлифовки. Шлифовка уступами применяется для зачистки длинных грубых деталей, которые проблематично обработать с помощью только одной из стандартных технологий шлифовки. Механика процесса выглядит так. Деталь монтируется в специальные углубления, которые вращают ее и перемещают ее в горизонтальном направлении. Для самой обработки используется один или несколько шлифовальных дисков. Во время проходки обрабатывается один из участков детали методом врезного шлифования. Потом выполняется продольный ход, что позволяет обработать уже другую часть заготовки. При необходимости выполняется остановка станка и замена абразивного диска (при работе с пазами, углублениями, отверстиями).

Обдирочное и чистовое шлифование
При обдирочном шлифовании с поверхности металла срезается слой определенной толщины. Главная цель обдирочной обработки — это уменьшение размеров детали (по отдельному фрагменту или по всей площади).
Во время чистовой обработки выполняется полировка, а также удаление дефектов (заусеницы, трещины, острые углы). Обдирочная и чистовая шлифовка может выполняться как на разных, так и на одном станке.
Универсальный круглошлифовальный станок выполняет двойную шлифовку — первый диск снимает лишний слой металла, а второй слой выполняет финальную полировку.
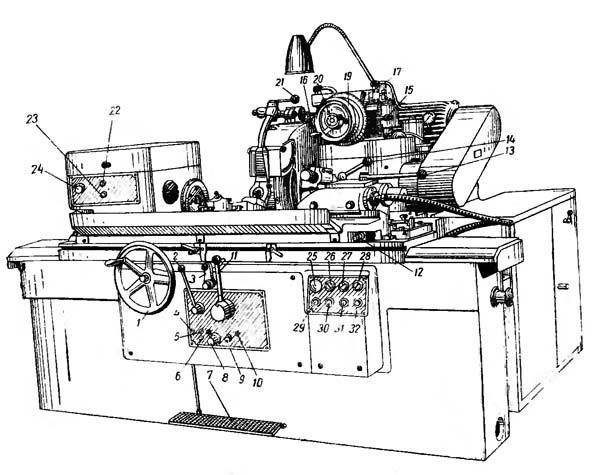
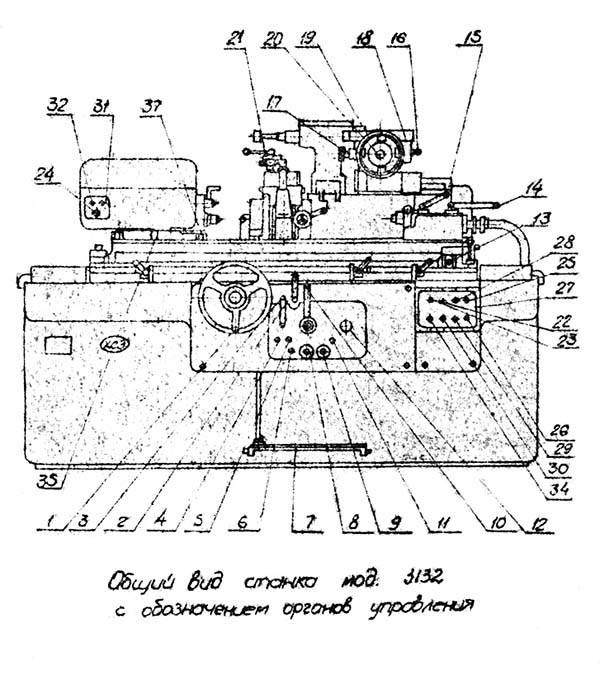
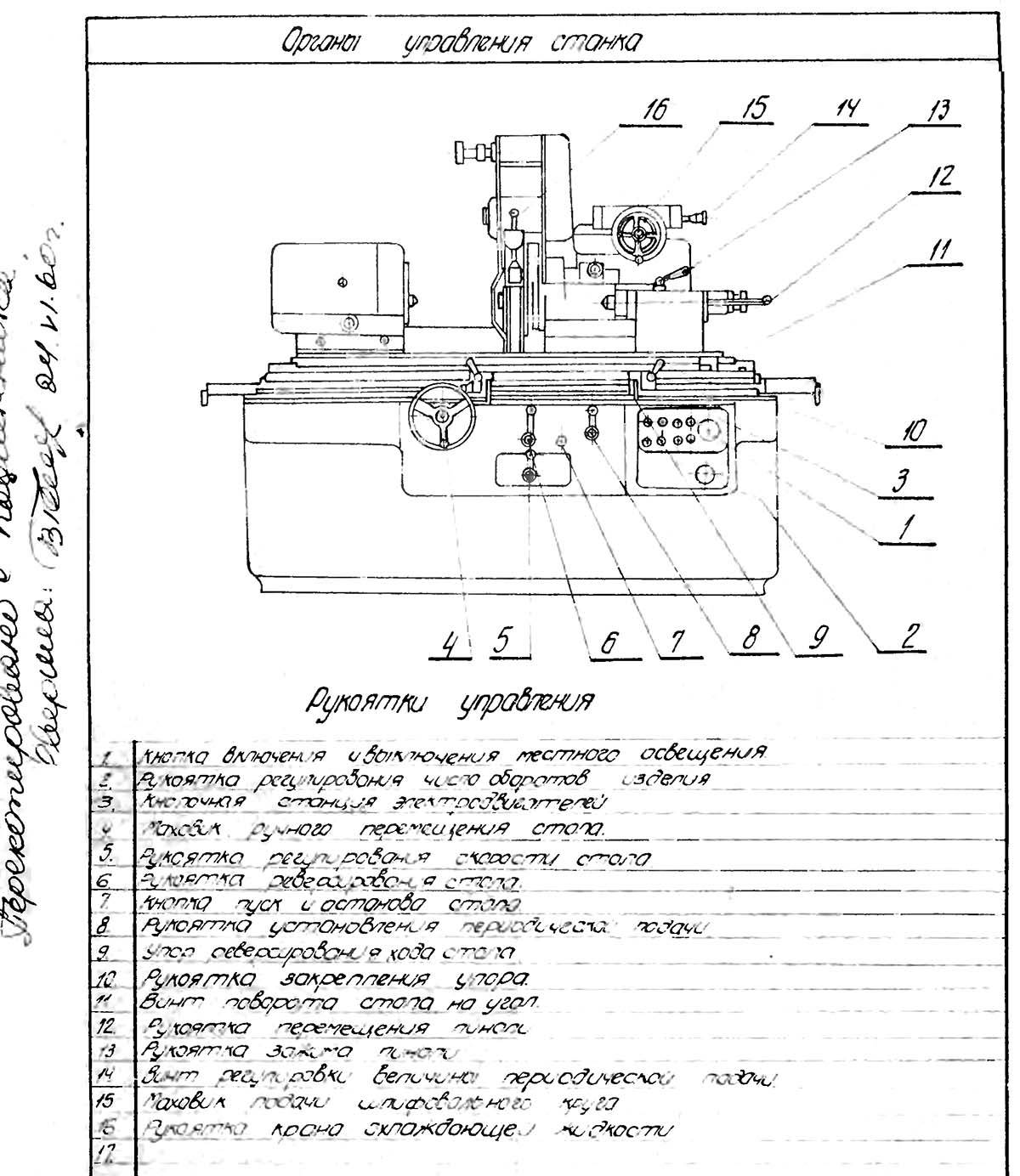
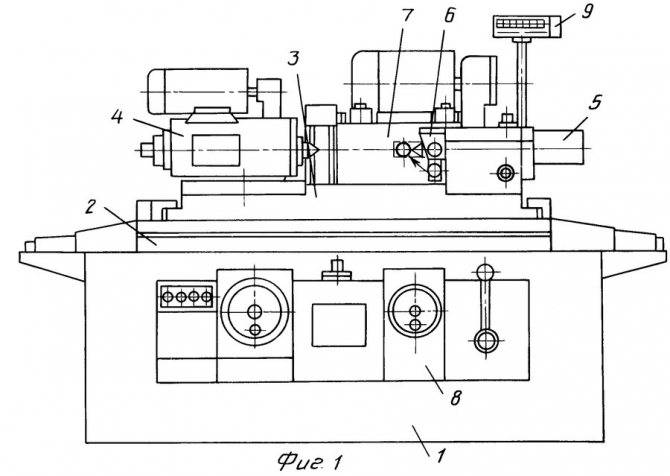
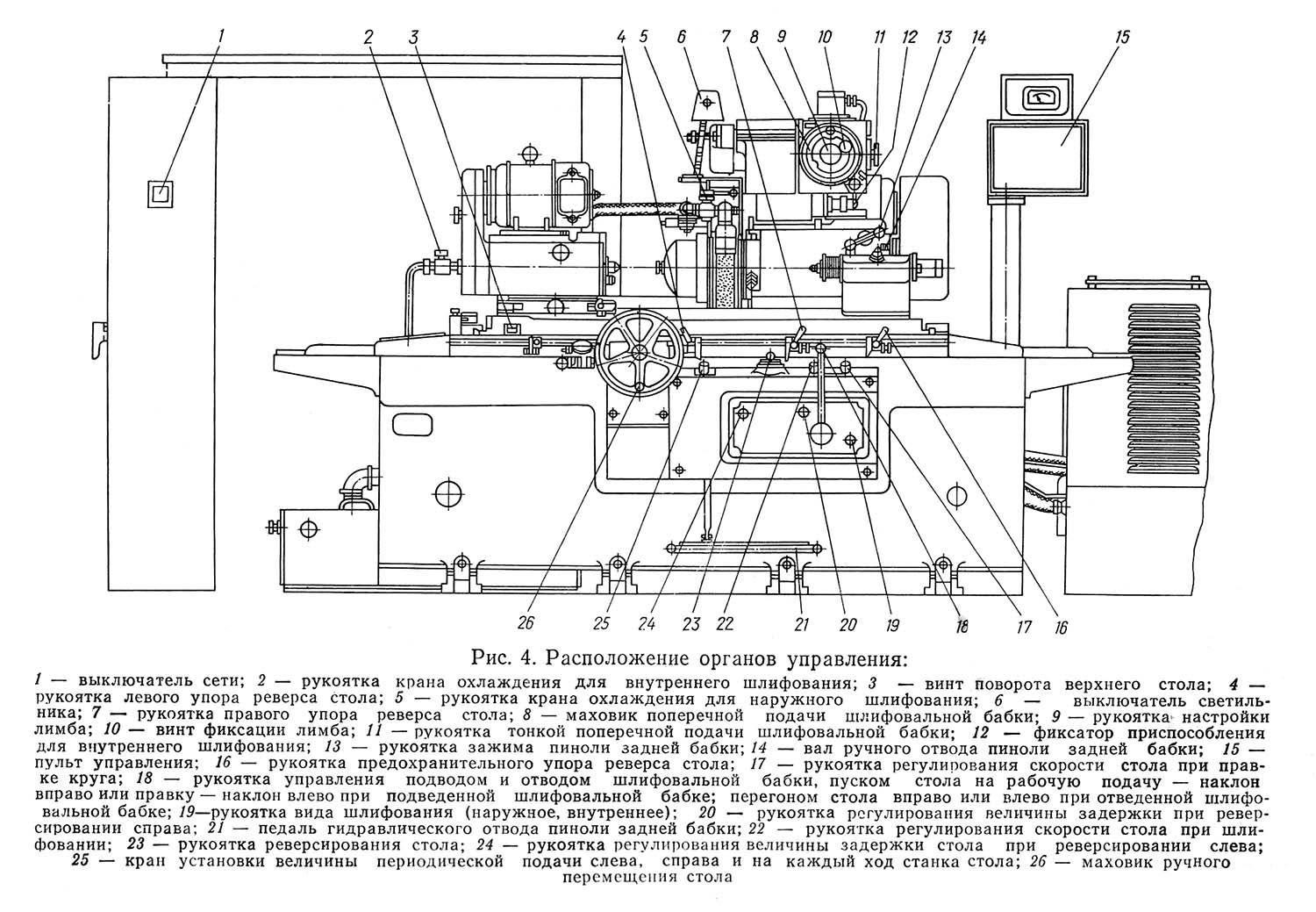
3К12 Расположение органов управления шлифовальным станком
Перечень органов управления круглошлифовальным станком 3К12
- вводный выключатель
- упор реверсирующий стол при правке
- регулятор скорости привода изделия
- винт зажима пиноли задней бабки
- рукоятка управления пинолью задней бабки
- фиксатор поворота верхнего стола
- винт поворота верхнего стола
- винт регулировки усилия поджима пиноли задней бабки
- винт зажима индикатора поворота верхнего стола
- рукоятка управления подводом-отводом шлифовальной бабки и движениями стола
- рукоятка жесткого упора механизма подачи
- рукоятка толчковой подачи
- маховик механизма подачи шлифовального круга
- рукоятка зажима лимба механизма подачи шлифовального круга
- рукоятка установки величины периодической подачи
- кнопка «Стоп общий»
- кнопка «Пуск общий»
- кнопка «Стоп шлифовального круга»
- кнопка «Пуск шлифовального круга»
- переключатель управления приводом изделия
- маховик механизма ручного перемещения стола
- рукоятка переключения скоростей механизма ручного перемещения стола
- регулятор рабочей скорости стола
- дроссель регулировки скорости разгона стола справа налево
- дроссель регулировки паузы стола в левом положения
- дроссель регулировка скорости разгона стола слева направо
- дроссель регулировки паузы стола в правом положения
- рукоятка, крана выбора вида периодической подачи
- левый реверсирующий упор стола
- рычаг реверса гидропанели
- фиксатор рычага реверса гидропанели
- правый реверсирующий упор стола
Листогиб своими руками
Чтобы не тратить деньги на покупную модель, можно собрать гибочный станок для листового металла своими руками. Изначально нужно рассчитать размеры, нарисовать чертеж, подготовить расходные материалы, инструменты.

Листогиб своими руками
Подготовка и оборудование
Чтобы сделать конструкцию своими руками, нужно подготовить:
- металлические швеллера;
- уголки, зависимо от длины рабочей части;
- дверные петли;
- арматуру или трубы малого диаметра для изготовления ручек;
- металлический лист, прутья для создания каркаса;
- деревянный брус.
Из инструментов нужна болгарка, сварочный аппарат, щётка по металлу.
Этапы сборки
При изготовлении самодельного станка для гибки листового металла своими руками нужно:
- Нарисовать чертёж конструкции. Обозначить размеры, подвижные элементы.
- Изготовить каркас с устойчивыми ножками из швеллеров, металлических прутьев. На рабочем столе закрепить лист металла. Всё скрепляется сварочным аппаратом. Швы зачищаются щёткой, покрываются антикоррозийным составом.
- Закрепить уголки параллельно друг другу. Соединить их петлями. Это подвижный элемент, который нужно закрепить на рабочем столе.
- На одном из уголков нужно наварить трубки, которые будут выполнять роль ручек.
Гибочные машины применяются для изгибания металлических листов под разными углами. Чтобы не покупать дорогое оборудование, можно собрать его самостоятельно. Для этого нужно рассчитать габариты листогиба, подготовить материалы, провести сборку.
Листогиб своими руками. Профессиональный
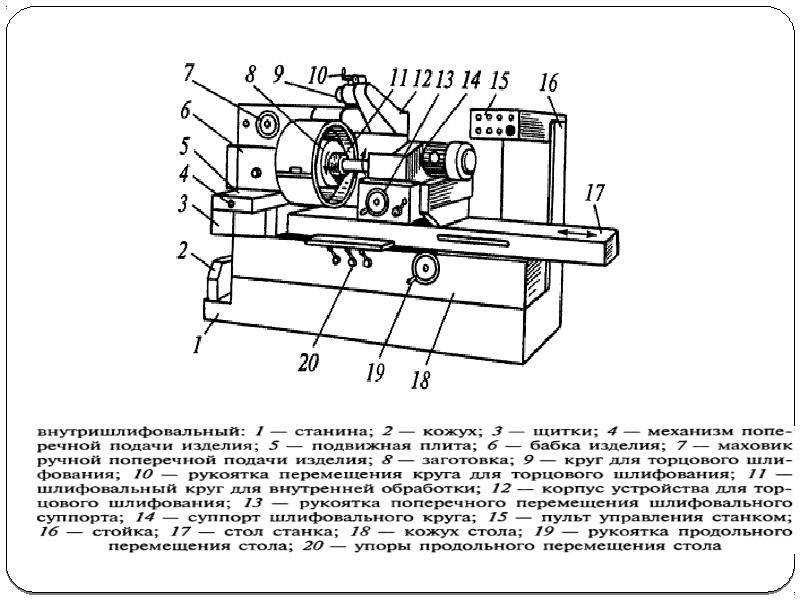
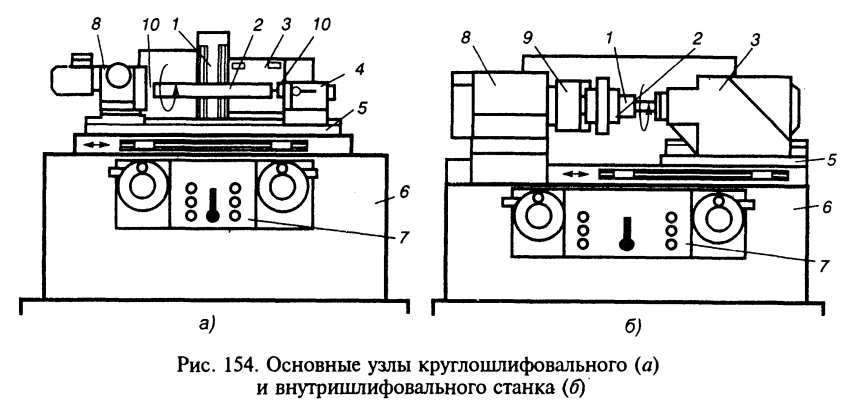
Внутришлифовальные станки для обработки деталей из металла
Оборудование этого типа предназначается для улучшения качества внутренней поверхности готовой продукции. Часто причиной введения этой операции является увод оси отверстия на предыдущей операции. Процесс обработки осуществляется при помощи шпинделя, на котором установлен шлифовальный круг. Сам шпиндель имеет вращательное движение, и возвратно-поступательное движение.
Вращение шпинделя и вращения детали необходимы для плавности процесса резания. Возвратно-поступательное движение необходимо для формообразования поверхности. В сложных конструкциях шпиндель перемещается по 5 координатам. Для повышения качества обработки по возможности нужно шлифовать кулачки перед зажатием в них детали. Это позволяет значительно уменьшить биение при базировании. В идеальной ситуации также лучше проверить биение заготовки в кулачках перед обработкой.
Устройство этого типа оборудования отличается, в зависимости от параметров
Одношпиндельные станки
Эти оборудование осуществляет шлифование деталей конической или цилиндрической формы;
Станки с дополнительным шпинделем
Эти оборудование осуществляет одновременно внутреннее и торцевое шлифования;
Двухсторонние станки
Эти оборудование осуществляет одновременное двухстороннее шлифование сквозных отверстий.
Большие сложности при работе на внутришлифовальном станке имеет отвод пыли от шлифования из зоны обработки. Эту проблему успешно можно решить с помощью специального магнитного устройства. Благодаря ему стружка просто вытягивается из зоны резания.
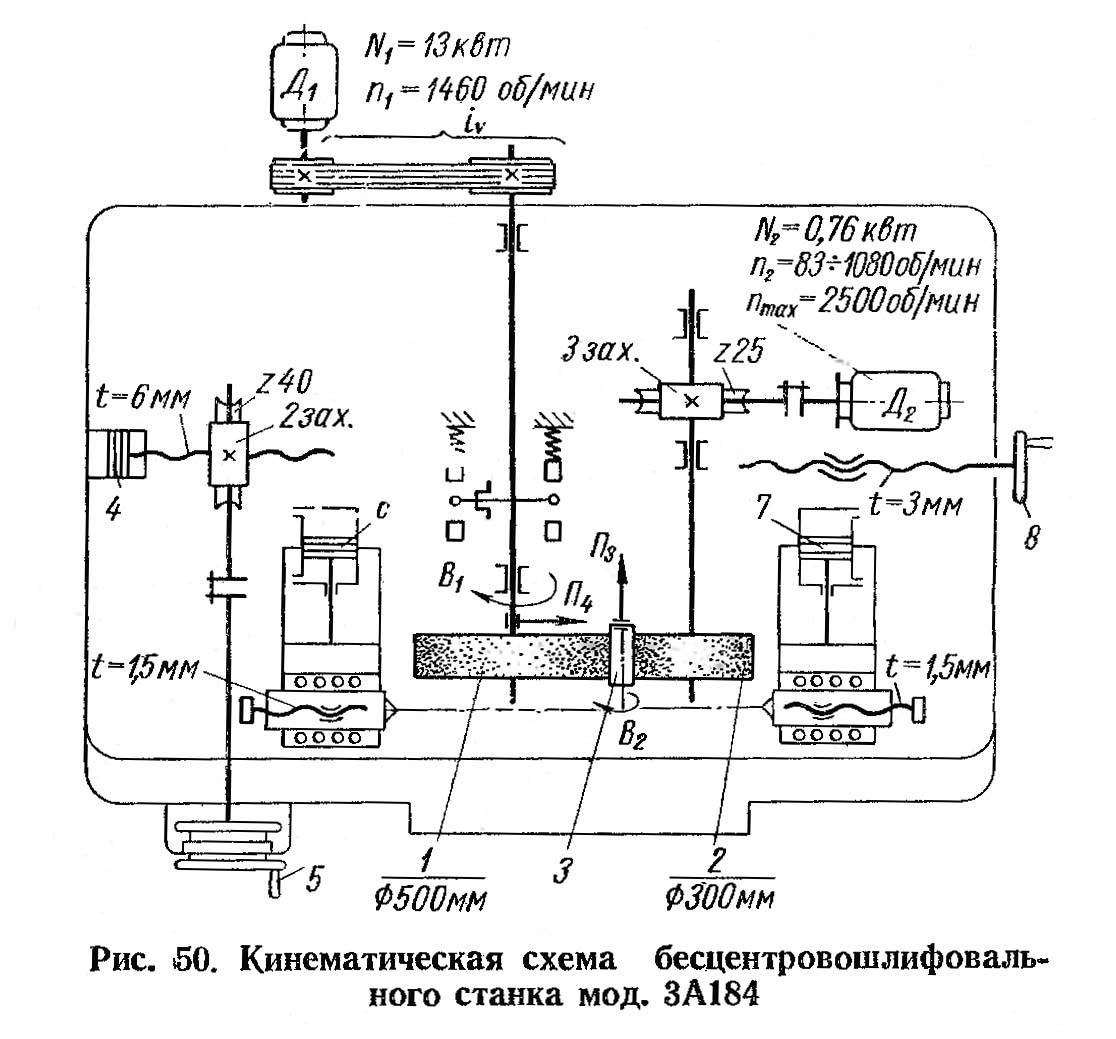
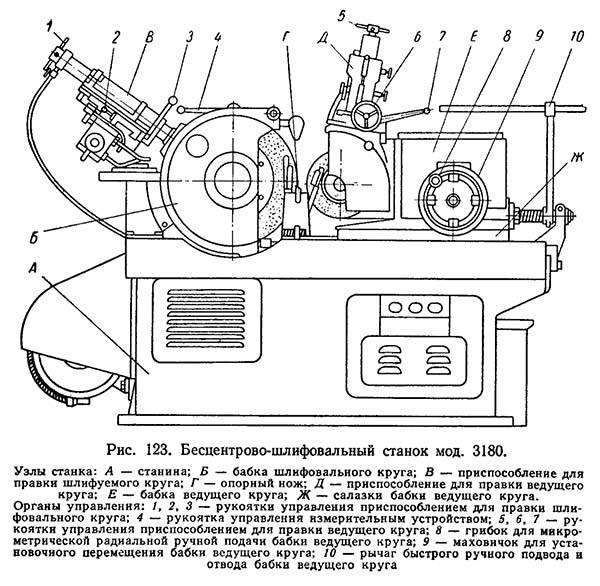
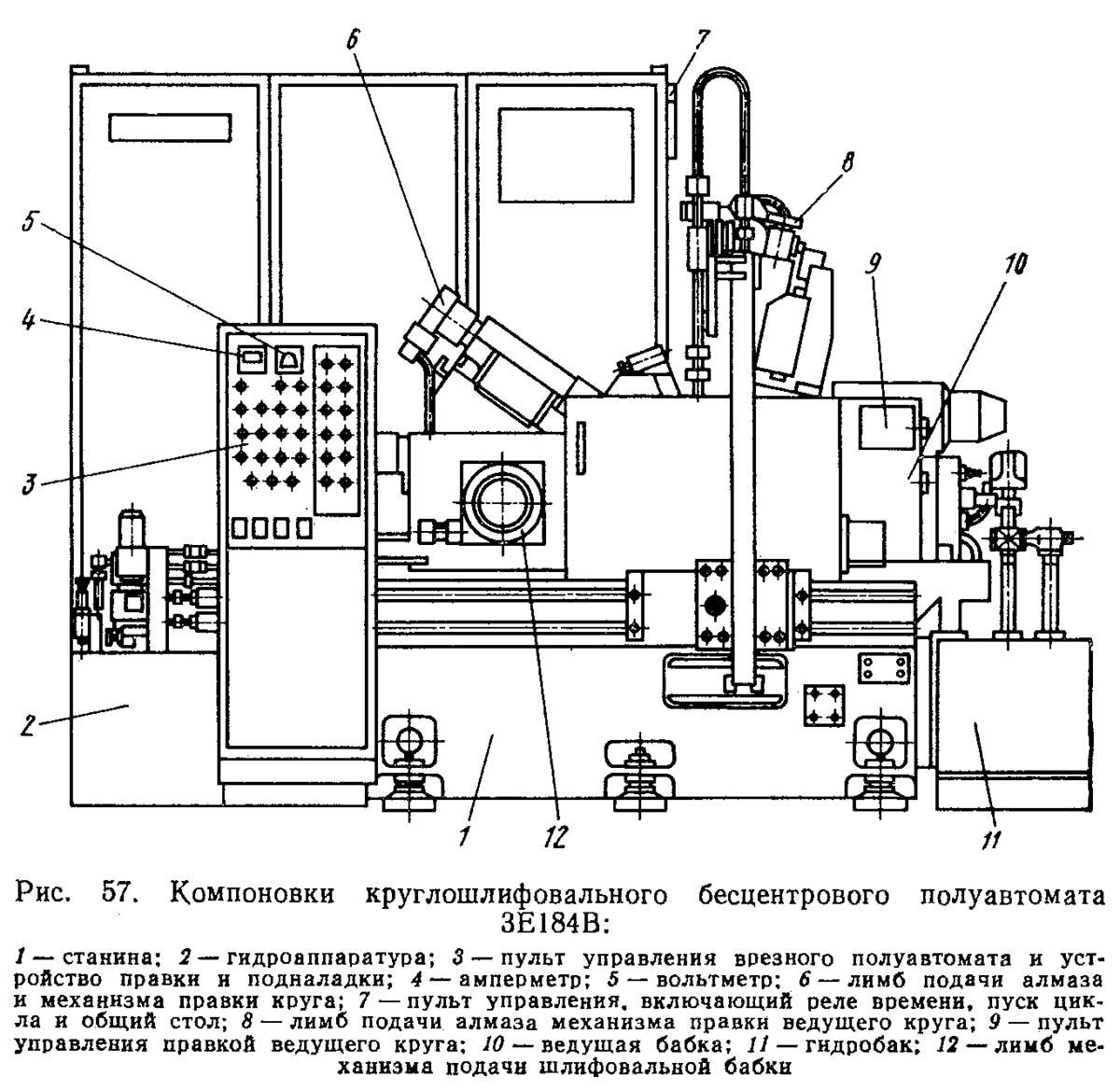
Бесцентровошлифовальные станки
Бесцентрошлифовальные станки используются для серийного и крупносерийного производства деталей из металла. Эти детали должны иметь форму тел вращения. Особенностью этой обработки, что заготовка не крепится в центрах или за хвостовик. По сути заготовка базируется на ноже, а регулировка высоты центра заготовки относительно центров шлифовальных кругов регулируется высотой ножа и расстоянием от заготовки до ведущего круга.

Ведущий круг как правило изготовлен из жесткой резины, а шлифовальный круг из абразива. Правку имеют оба круга.Абразивный круг правится при тех же условия что и на любом другом шлифовальном станке, а ведущий круг только при засаливании и появлении черноты.На качество обработки влияет частота и качество шлифовального круга.
На качество геометрии в значительной степени влияет угол поворота ведущего круга относительно оси. При увеличении угла разворота деталь быстрее проходит обработку и имеет меньшее качество обработанной поверхности, чем когда два круга (резиновый и абразивный) стоят параллельно. При изменении высоты ножа можно убрать конусность или цилиндричность получаемой детали.
Эти станки обладают целым рядом преимуществ
Высокая скорость обработки, позволяющая шлифовать тонкостенные детали даже из мягких металлов;
Особая технология процесса шлифования уменьшает вероятность появления биений;
Высокая точность получения идеальной цилиндричности детали.
Это оборудование применяется для создания автоматизированных линий.

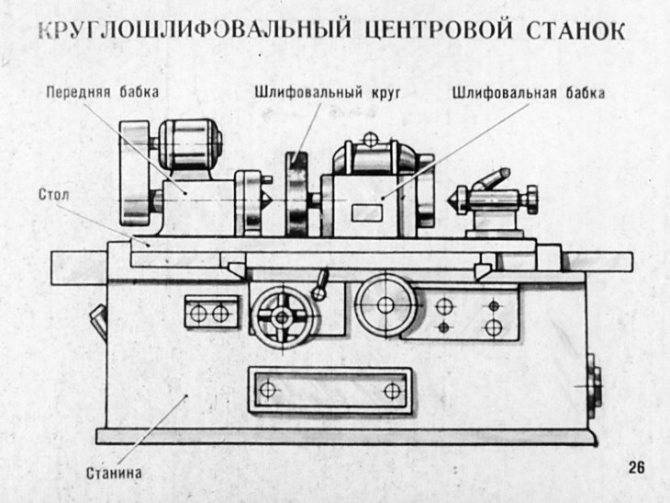
Круглошлифовальные центровые станки
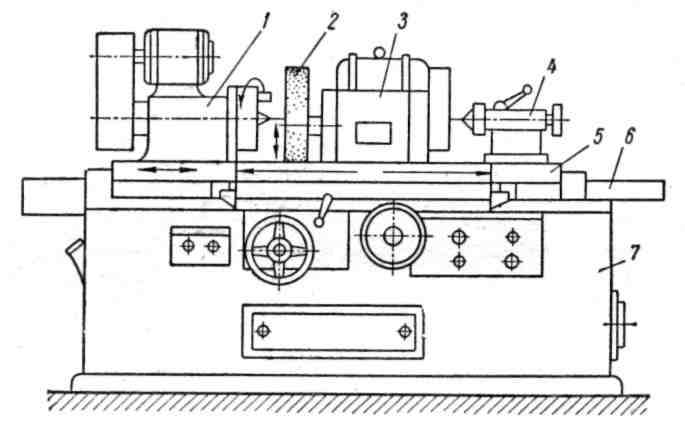
Круглошлифовальные центровые станки применяют для обработки наружных поверхностей деталей типа тел вращения с прямолинейными образующими, цилиндрические и конические поверхности. В качестве технологических баз используют центровые отверстия или наружные цилиндрические поверхности. В зависимости от направления поступательного движения подачи различают следующие способы шлифования:
- Врезное шлифование – обеспечивается движением продольной подачи в одном направлении, перпендикулярном к оси обрабатываемой заготовки, которая шлифуется при ее вращении.
- Осциллирующее шлифование: шлифовальный круг или заготовка наряду с вращательным движением совершает возвратно-поступательное движение, предназначенное для обработки поверхностей значительной длины, превышающей высоту шлифовального круга. В конце каждого прохода круг подают на установленную глубину шлифования.
- Шлифование уступами (комбинация врезного и осциллирующего шлифования): отдельные участки поверхности (уступы) заготовки обрабатывают последовательно врезанием круга, уступы при этом должна перекрывать друг друга. Оставшуюся часть припуска снимают осциллирующим шлифованием.
- Глубинное шлифование может быть как с продольной так и с поперечной подачей. При шлифовании с продольной подачей весь припуск снимают за один проход круга. Последний правят ступенькой или на конус. При шлифовании с поперечной подачей заготовке сообщают медленное вращение. За время одного оборота заготовки снимается весь припуск.
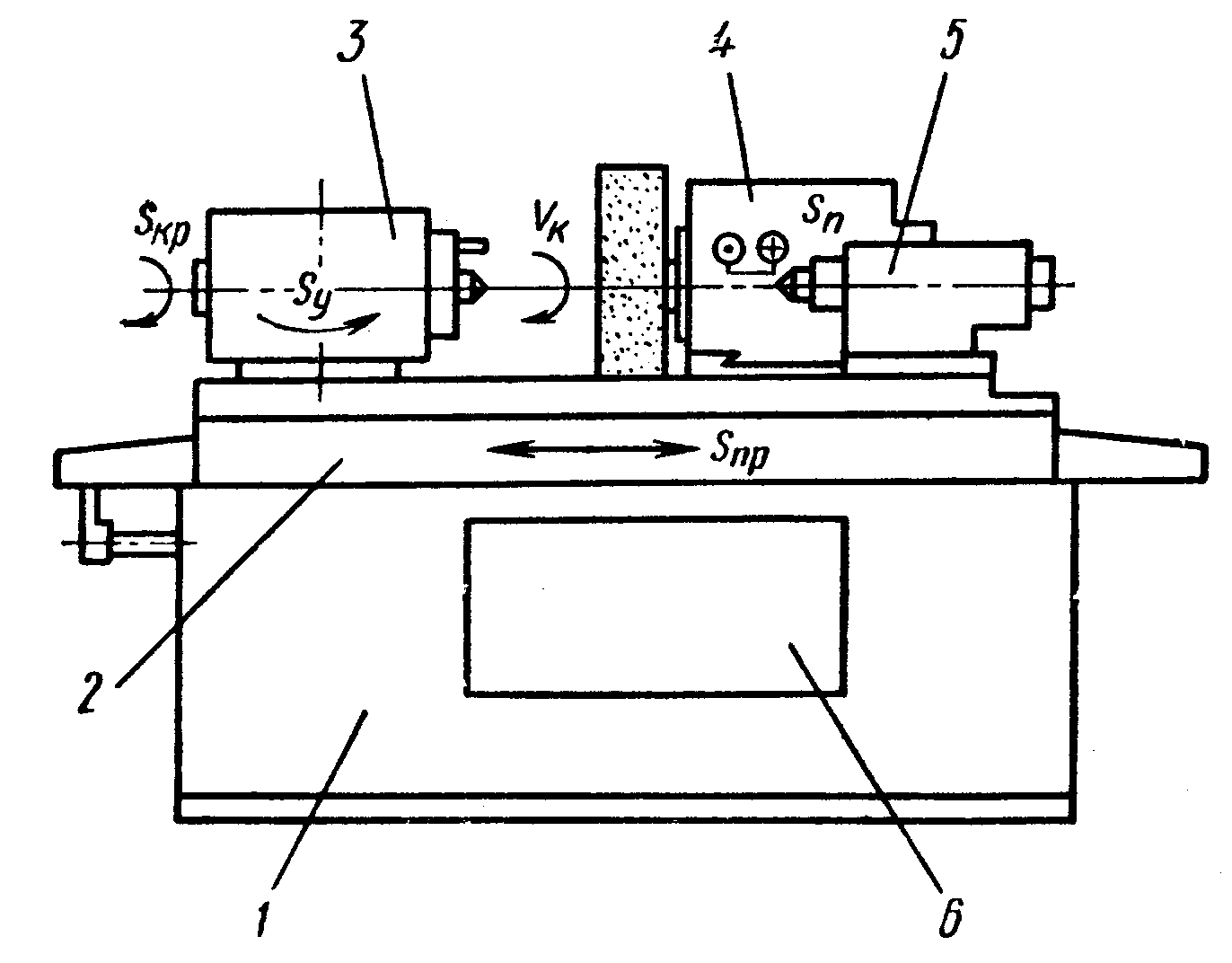
Круглое наружное шлифование (рис. 3,а) осуществляют сочетанием следующих движений: вращение шлифовального круга 1 (главное движение Vк резания), вращение шлифуемой заготовки 2 вокруг своей оси (круговая подача V3), прямолинейное возвратно-поступательное перемещение заготовки или шлифовального круга вдоль своей оси (продольная подача Sпр); поперечное перемещение шлифовального круга на заготовку (или наоборот) (поперечная подача Sп или подача на глубину резания). При шлифовании с продольной подачей Sпр поперечная подача Sп осуществляется периодически (в конце каждого двойного или одинарного хода стола станка). При круглом наружном шлифовании методом врезания (рис. 3, б) высота круга равна или больше длины шлифуемой заготовки, поэтому нет необходимости в продольной подаче, а поперечная подача производится непрерывно в течение обработки. .
Промышленность выпускает круглошлифовальные станки классов точности П, В и А. Для них регламентированы допуски на геометрическую точность и шероховатость шлифуемых поверхностей. Станки обеспечивают круглость 0,3 мкм на образце диаметром 100 мм и шероховатость Rа=0,04 мкм. На современных прецизионных круглошлифовальных станках цикл шлифования автоматизирован. Автоматическое управление режимами обработки обеспечивает стабильное качество шлифуемых поверхностей.
Назначение станка по металлу 3В110
Станок предназначен для наружного и внутреннего доводочного шлифования цилиндрических, конических и торцевых поверхностей деталейТехнические характеристики станка 3В110
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок круглошлифовальный универсальный 3В110 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 3В110 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Станок круглошлифовальный универсальный 3В110 составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок круглошлифовальный универсальный 3В110 звоните по телефонам:
в Москве в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске в Челябинске в Тюмени +7 (3452) 514-886
в Нижнем Новгороде в Самаре в Перми в Ростове-на-Дону в Воронеже в Красноярске
в Нур-Султане;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок круглошлифовальный универсальный 3В110 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
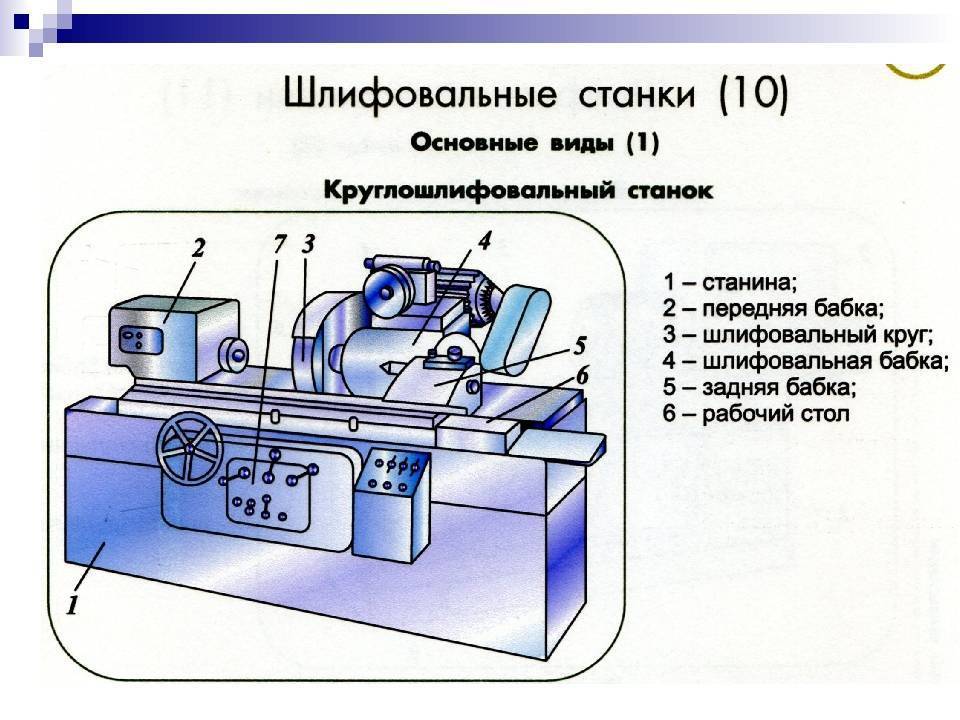
Виды шлифовальных станков по металлу
Современные станки разделяются на несколько разновидностей, а зависит это от их предназначения.
- Круглошлифовальный станок. Назначение этого оборудования — обработка цилиндрических и конических поверхностей. А также такие станки могут обрабатывать торцевые поверхности. Круглошлифовальный станок может быть универсальным и простым. На универсальных станках устанавливается функция поворота шлифовального диска. Простые этой возможности лишены.
- Внутришлифовальный. Из названий можно понять, что предназначение станка — обработка поверхностей изнутри.
- Плоскошлифовальный. Предназначается для обработки сопряжённых плоских поверхностей, а также прямых деталей.
- Бесцентрошлифовальный. Такое оборудование применяется на крупносерийном производстве. Заготовку нельзя будет зафиксировать обычным способом, поскольку удерживаться она будет из-за силы вращения между специальным роликом и шлифовальным кругом. Два этих предмета будут вращаться в противоположных направлениях.
Шлифовальные станки можно приобрести при помощи специализированных сайтов, на которых реализуется только качественная продукция известных компаний.
Основным отличием плоскошлифовального и круглошлифовального станка является тип обрабатываемой детали. На круглошлифовальном агрегате можно обрабатывать детали типа вала, то есть трубы. А на плоскошлифовальном оборудовании обработка ведётся только плоских поверхностей, можно обрабатывать пластины.
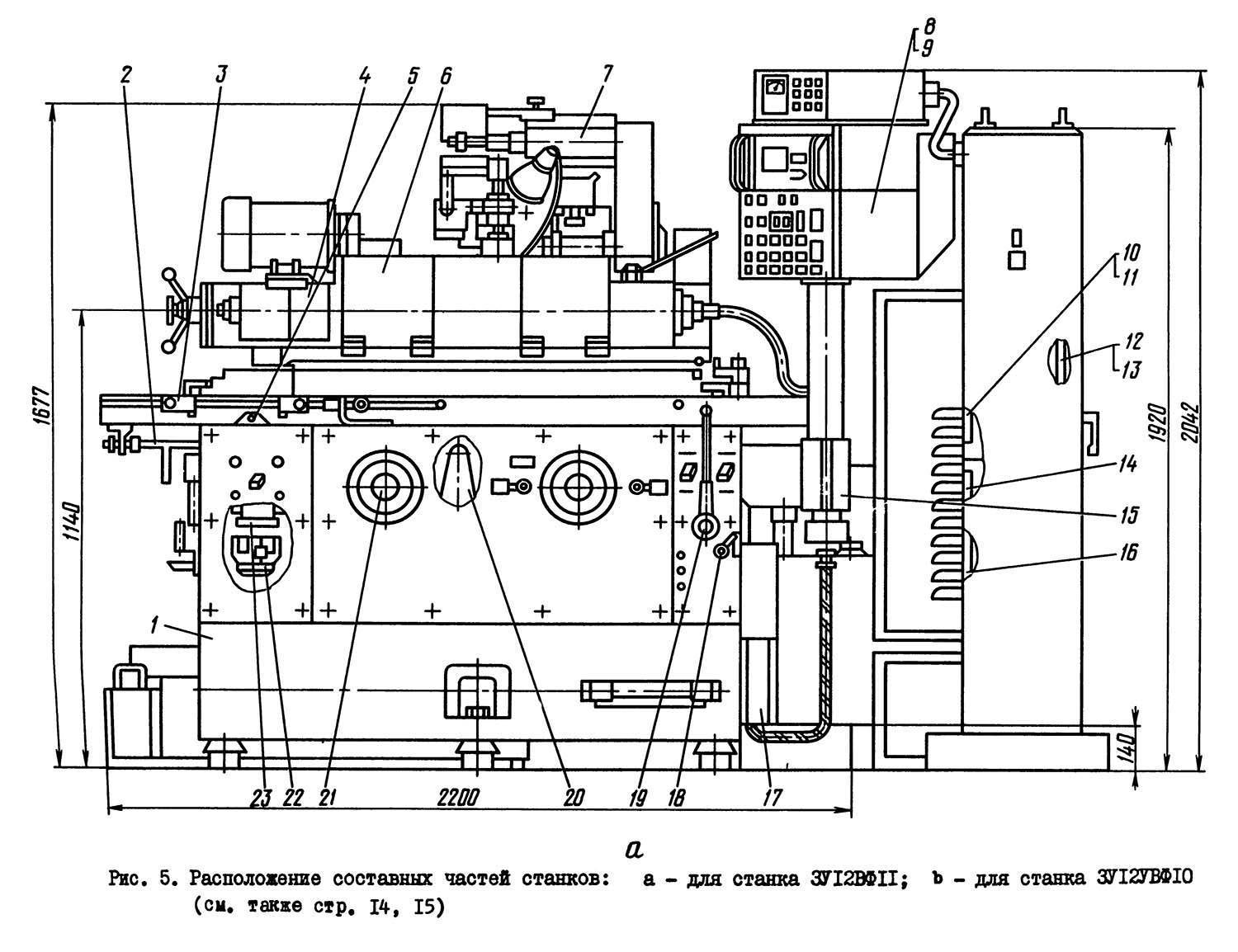
3У131 станок круглошлифовальный универсальный полуавтомат. Назначение и область применения
Разработчик круглошлифовального станка 3У131 Опытно-конструктМоскваое бюро шлифовальных станков (ОКБ ШС), Харьковского станкостроительного завода им. С. В. Косиора, основанного в 1936 году.
Шлифовальный станок 3У131 предназначен для наружного и внутреннего шлифования цилиндрических и конических поверхностей, а также плоских фланцевых поверхностей изделий в условиях единичного и мелкосерийного производства.
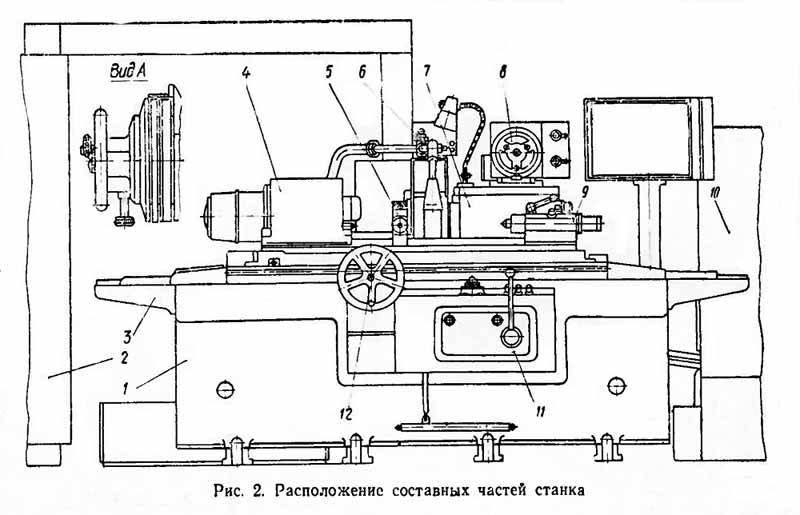
Шлифование на станках 3У131 может производиться в неподвижных центрах или патроне. Верхняя часть стола, шлифовальная и передняя бабки станков выполнены поворотными.
Принцип работы и особенности конструкции станка
Гидравлический привод продольного перемещения стола обеспечивает плавное регулирование скорости перемещения и изменение величины задержек в крайних положениях стола. Имеется механизм ручного перемещения стола.
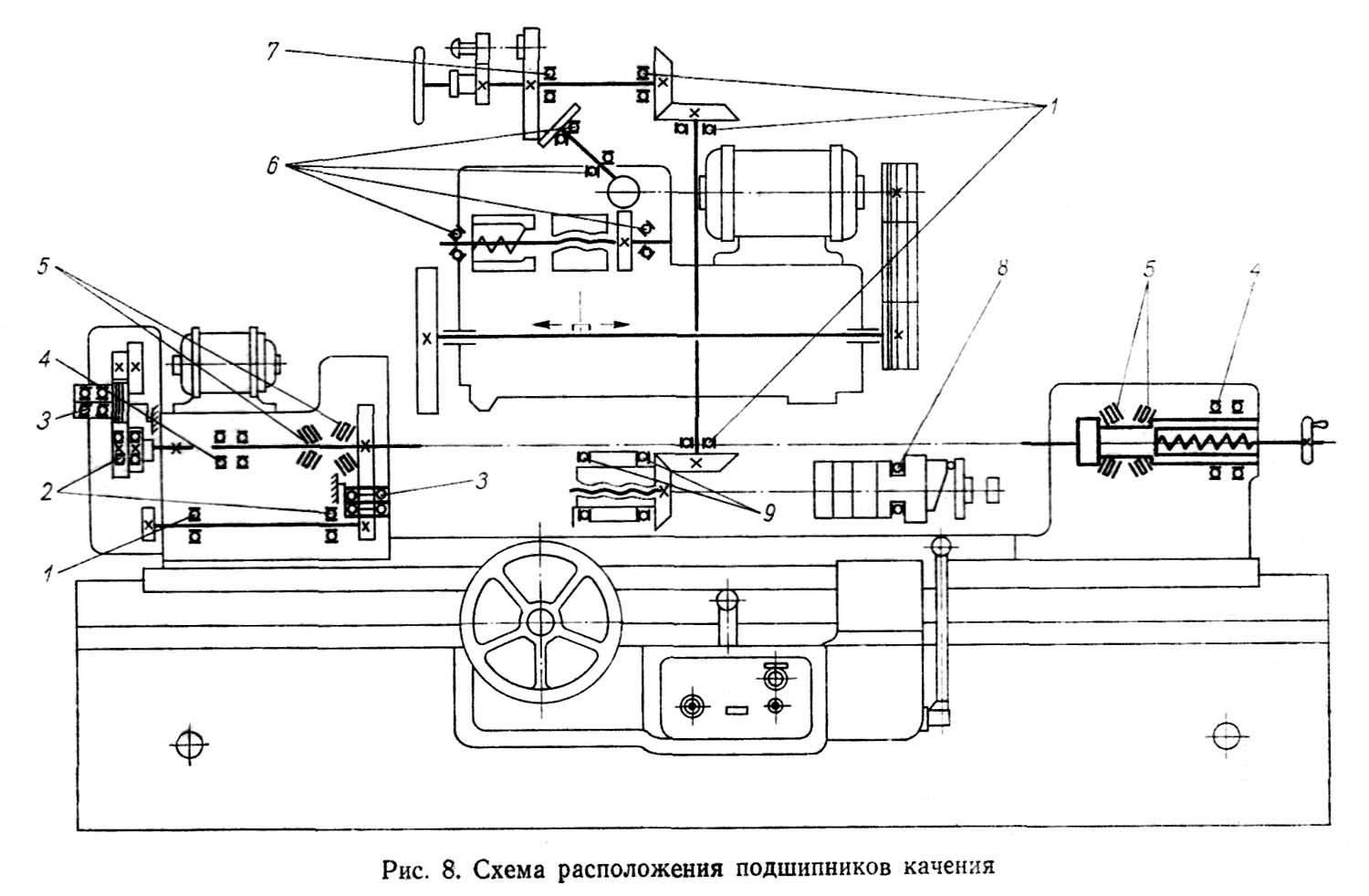
Шпиндель шлифовальной бабки смонтирован в самоустанавливающихся гидродинамических подшипниках, которые обеспечивают устойчивое положение шпинделя при больших нагрузках.
Шлифовальная бабка перемещается на роликовых направляющих. В механизме подач шлифовального круга применена винтовая пара качения, что обеспечивает высокую точность подачи.
Станки 3У131 комплектуются механизмом балансировки шлифовального круга на ходу и прибором для замера величины вибрации.
Обработка изделия на станках может проводиться продольным шлифованием с ручной или автоматической подачей круга при реверсах стола или врезным шлифованием с ручной подачей круга. Обеспечивается высокая точность и чистота обработки.
Станки комплектуются скоростными точными внутришлифовальными шпинделями.
Резервуары для масла и охлаждающей жидкости вынесены за пределы станины для устранения тепловых деформаций. Обеспечивается очистка масла и охлаждающей жидкости.Надежная блокировка исключает включение приводов вращения шпинделя шлифовального круга и перемещения стола при отсутствии смазки, а также отвод пиноли задней бабки при подведенной шлифовальной бабке.
Станки удобны в управлении и обслуживании. Пуск перемещения стола, включение вращения охлаждения изделия и быстрый подвод шлифовального круга к изделию производится одной рукояткой. Отвод пиноли задней бабки осуществляется от гидравлики с помощью педали.
Станки комплектуются навесными индикаторными скобами для замера шлифуемого диаметра изделия.
Высокая жесткость станков, достаточные размеры шлифовального круга и мощный привод обеспечивают высокую производительность.
Шпиндель передней бабки неподвижный. Изделие приводится во вращение электродвигателем постоянного тока через клиноременные передачи, что дает возможность бесступенчато регулировать вращение изделия.
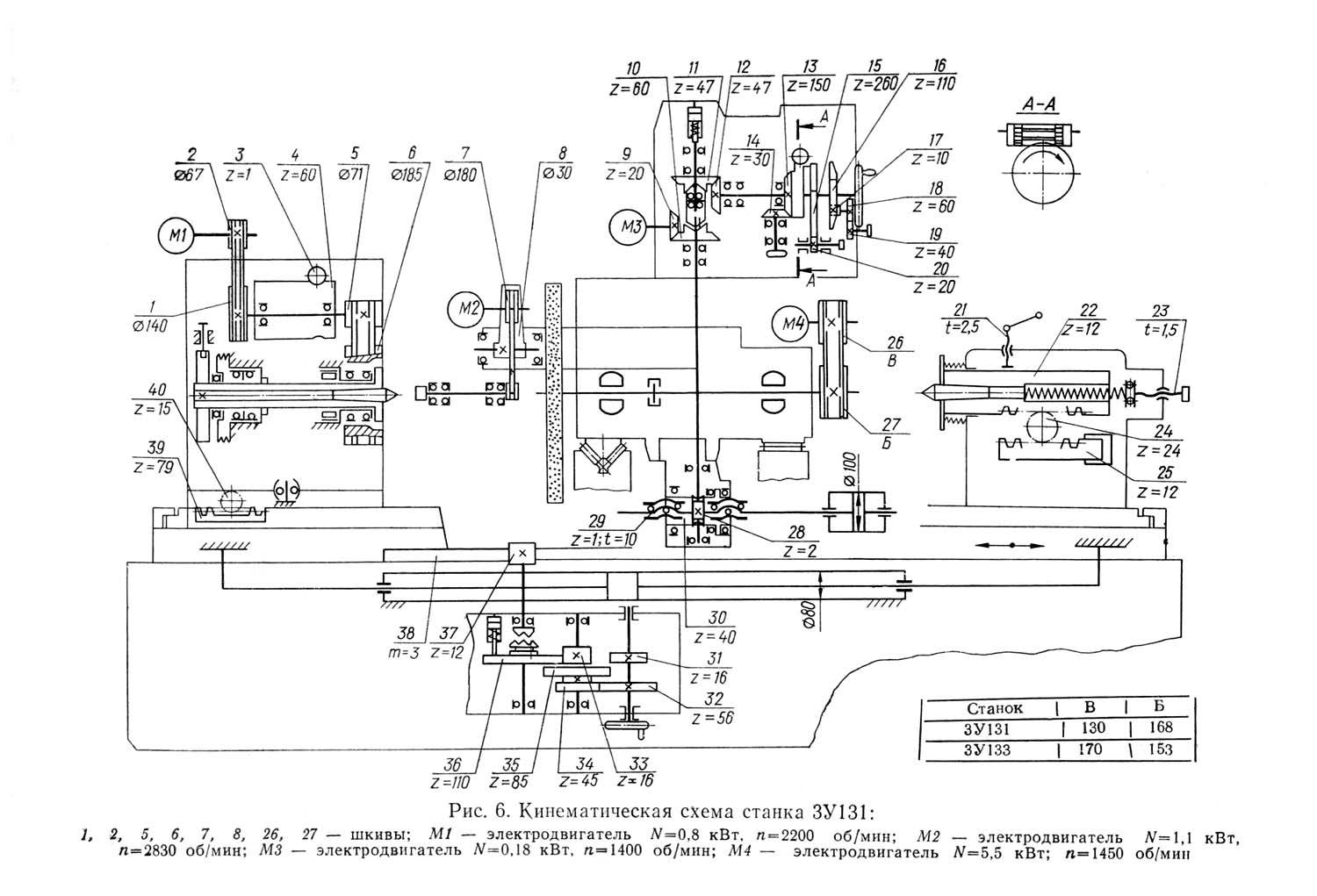

Шпиндель шлифовальной бабки установлен и двух подшипниках скольжения специальной конструкции с принудительной проточной смазкой. Корпус шлифовальной бабки смонтирован на роликовых направляющих.
Алмазная правка шлифовального круга производится прибором правки, установленным на задней бабке, или прибором для автоматической правки, поставляемым по особому заказу за отдельную плату.
Класс точности станков по ГОСТ 11654—65:
- модель ЗУ131 – П
- модель ЗУ131В – В
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131:
- наружная поверхность – V10
- внутренняя поверхность – V 9
- торцевая поверхность – V 8
Шероховатость обработанной поверхности по ГОСТ 2789—59 на станке модели ЗУ131В:
- наружная поверхность – V11
- внутренняя поверхность – V10
- торцевая поверхность – V9
Технические характеристики круглошлифовального универсального станка 3у131
Разработчик – Харьковское конструктМоскваое бюро шлифовальных станков ОКБ ШС.
Изготовитель – Лубенский станкостроительный завод.
Основные параметры станка – в соответствии с ГОСТ 11654-90 Станки круглошлифовальные. Основные параметры и размеры. Нормы точности.
- Наибольший диаметр обрабатываемой заготовки – Ø 280, мм
- Наибольшая длина обрабатываемой заготовки – 710 мм
- Высота центров – 185 мм
- Максимальная масса заготовки – 55 кг
- Размеры шлифовального круга – 450..600 х 305 х 50 мм
- Мощность электродвигателя – 5,5 кВт
- Вес станка полный – 6,2 т
Модификации круглошлифовального станка 3У131
- 3у131 – базовая модель, наибольший размер изделия Ø 280 × 710 мм, класс точности П по ГОСТ 11654—65;
- 3у132 – наибольший размер изделия Ø 280 × 1000 мм, класс точности П по ГОСТ 11654—65;
- 3у133 – наибольший размер изделия Ø 280 × 1400 мм, класс точности П по ГОСТ 11654—65;
- 3у131в, 3у132в, 3у133в – класс точности В по ГОСТ 11654—65;
- 3у131вм, 3у132вм, 3у133вм – класс точности В по ГОСТ 11654—65;
Станки могут быть применены в условиях мелкосерийного, серийного и крупносерийного производства.
1 Круглошлифовальный станок – общая информация
Описываемые установки предназначены для чистовой и обдирочной обработки изделий посредством использования алмазных и шлифовальных кругов. И первые, и вторые гарантируют малую шероховатость обработанной поверхности, а также достойную точность геометрической формы и размеров детали.
В большинстве случаев на такие агрегаты поступают заготовки, которые уже прошли предварительную термическую или механическую обработку. Иными словами, на круглошлифовальных агрегатах выполняют финальную операцию шлифования деталей, побывавших на сверлильном, фрезерном, токарном либо другом станке.
По виду базирования (под этим термином понимают придание заготовке необходимой конфигурации в пространстве по отношению к той или иной системе координат) все круглошлифовальные установки подразделяют на три типа:
- патронные: заготовка в них располагается в патроне;
- центровые: заготовка в центрах;
- бесцентровые: базирование обрабатываемой конструкции по несколькими либо одной поверхности подвергаемой шлифованию.

А вот непосредственно схем базирования существует две:
- на башмаках (опоры неподвижного вида) с торцовой ведущей опорой;
- с опорным ножом на ведущем круге.
В зависимости от того, каким образом относительно круга осуществляются основные передвижения детали, различают врезное, проходное и комбинированное шлифование. Проходная обработка обеспечивает:
- отличное качество поверхности после шлифовки;
- малое тепловыделение;
- равномерный износ шлифовального круга.
Проходное шлифование рекомендовано для существенных по длине цилиндрических поверхностей, так как в процессе обработки показатель их цилиндричности практически не изменяется. При врезном же виде шлифования геометрическая точность поверхности, которая подвергается обработке, напрямую зависит от степени износа круга. Оно чаще всего применяется для обработки фасонных и ступенчатых форм, поверхностей с буртами, коротких шеек, а также тогда, когда требуется одновременная обработка торца и шейки детали.






