Обозначения отклонения неровности поверхностей
На чертеже шероховатость указывается согласно приведённой ниже схеме.
Как видно, внешнее обозначение напоминает математический квадратный корень с соответствующими надписями в определенных местах. Каждая такая надпись характеризует определенный параметр шероховатости. Разберем их более подробно.
В левом верхнем углу указывается значение шероховатости по Ra и Rz. При чем стоит отметить, что если показано просто число, то автоматически это имеется ввиду Ra. Для обозначения Rz, необходимо дополнительно дописать буквенное примечание.
Существует три разновидности формы этого математического корня:
Треугольник без верхнего основания указывает, что способ получения шероховатости не задан конструктором
Есть требования к качеству поверхности, а каким способом оно будет достигнуто (шабрение, полировка и прочее) неважно.
С кругом в вершине. Поверхность не нуждается в дополнительном улучшении.
С верхним подчеркиванием
Этот знак говорит, что шероховатость должна достигаться обязательным снятием слоя металла.
В зоне над полкой прописывается тип механической обработки с помощью которой нужно довести поверхность до заданного значения Ra и Rz. Обычно сюда прописываются такие термины как «полировать», «шабрить» и прочее виды механической обработки.
В левом нижнем углу под полкой прописывается направление линий неровностей шероховатости. Разберем этот параметр на примере. Допусти Вам нужно прошлифовать поверхность стола абразивным кругом. В зависимости от того как Вы будете направлять инструмент пойдут линии шероховатости. Если будете его водить кругами, то Вы увидите волны от следов круга. Если движения будут пересекать друг друга, то плоскость стола будет в крестах. Это и регулирует данный параметр
В некоторых случаях это не важно, а некоторых имеет решающее значение
Справа от направлений линий неровностей становиться значение базовой длины, на которой измеряется шероховатость. Ее значение стандартизировано и необходимы для того, чтобы минимизировать воздействие на точность измерения плоскостью прогиба самой поверхности.
Рейтинг: /5 –
голосов
Классификация поверхностей
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т.д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2.5-0.16 мкм, Rz=10-0.8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2.5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т.д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2.5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5.0-1.25 мкм, Rz=20-6.3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0.63-0.08 мкм, Rz=3.2-0.4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.
Читать также: Присадка для сварки 4 буквы

Классы шероховатости поверхности
Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.
Знак имеет специальный код, который расшифровывается следующим образом:
- первый знак – характеризует тип обработки исследуемого материала (точение, сверление, фрезерование и т.д.);
- второй знак — обозначает, что поверхностный слой материала не подвергался обработке, а образован путем ковки, литья, прокатки;
- третий знак – показывает, что вид возможной обработки не регламентируется, но должен соответствовать Ra или Rz.
В случае отсутствия знака на чертеже, поверхностный слой не подвергается специальной обработке.
На производстве используют два вида воздействия на верхний слой:
- с помощью частичного удаления верхнего слоя обрабатываемой детали;
- без удаления верхнего слоя детали.
При удалении верхнего слоя материала в основном используется специальный инструмент, предназначенный для выполнения определенных действий – сверления, фрезерования, шлифования, точения, и т.д. В ходе обработки происходит нарушение верхнего слоя материала с образованием остаточных следов от используемого инструмента.
Когда применяется обработка без удаления верхнего слоя материала – штамповка, прокат, литье, происходит смещение структурных слоев их деформация с принудительным созданием «гладко-волокнистой» структуры.
При конструировании и изготовлении деталей параметры неровностей задает конструктор, основываясь на техническом задании определяющим характеристики изделия в зависимости от требований, предъявляемых к изготовляемому механизму, технологии используемой при производстве и степени обработки.
Условные обозначения направлений неровностей поверхности
| Графическое изображение шероховатости | Пояснение |
| Параллельное направление неровностей (параллельно линии, изображающей на чертеже поверхность). | |
| Перпендикулярное направление неровностей (перпендикулярно к линии, изображающей на чертеже поверхность). | |
| Перекрещивающееся направление неровностей (перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность). | |
| Произвольное направление неровностей (различные направления по отношению к линии, изображающей на чертеже поверхность). | |
| Кругообразное направление неровностей (приблизительно кругообразно по отношению к центру поверхности). | |
| Радиальное направление неровностей (приблизительно радиально по отношению к центру поверхности). | |
| Хаотичное направление неровностей. |
Высота знака условного обозначения направления неровностей должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел.
Профилометры бесконтактного действия
Измерители, описываемые далее, характеризуются дополнительными возможностями: дистанционным сканированием – оптическим или лазерным — поверхности, а также оперативной передачей данных на компьютер и принтер.
Средство для бесконтактного измерения и записи результата включает в себя:
- Плиту с Т-образными пазами, в которых закрепляется металл изделия.
- Лазерную сканирующую головку.
- Оптический датчик.
- Волновод.
- Устройство управления с интерфейсом для подключения регистрирующих устройств.
Оптический измерительный датчик обладает характеристиками, которые позволяют измерять и выводить на монитор достаточно большой объём информации: продольный и поперечный профили трассы сканирования, точность, дискретность шага измерений, текущую и суммарную погрешность отсчёта и пр. Принцип записи профилограммы на термопечатающую рулонную бумагу превращает данное устройство в полнофункциональный профилограф. Процесс и производство измерений управляются в диалоговом режиме. Таким образом, можно позволять повторное отслеживание шероховатости на некоторых участках измеряемого образца.
Примером бесконтактного профилометра компактного типа является профилометр Mahr MarSurf PS1. Для такого метода передачи управляющего сигнала в схеме предусмотрен оптический датчик. Возможные колебания расстояния между приёмником и измеряемой поверхностью автоматически компенсируются системой отсечки шага. Устройство использует как сетевое питание, так и от встроенного аккумуляторного привода. Паспорт профилометра Mahr снабжён подробным описанием методики применения данного прибора. Бесконтактный профилометр Mahr имеет диапазон измерения шероховатости в пределах 5…15 мкм.

Профилометр Mahr Marsurf PS1
В чем измеряется шероховатость поверхности
Шероховатость поверхности измеряется в микрометрах (1 мкм = 0,001 мм) и оценивается обычно по двум параметрам Rz и Ra.
Rz — это высота неровностей профиля по 10 точкам в то время как Ra — это среднее арифметическое отклонение профиля.
Примерное соответствие этих параметров друг другу с привязкой к классу чистоты шероховатости поверхности смотрите в таблице приведенной ниже:
| Класс чистоты поверхности | Среднеарифметическое отклонения профиля Ra, мкм | Высота неровностей Rz, мкм | Базовая длина l, мм |
| не более | |||
| 1 | 80 | 320 | 8 |
| 2 | 40 | 160 | 8 |
| 3 | 20 | 80 | 8 |
| 4 | 10 | 40 | 2,5 |
| 5 | 5 | 20 | 2,5 |
| 6 | 2,5 | 10 | 0,8 |
| 7 | 1,25 | 6,3 | 0,8 |
| 8 | 0,63 | 3,2 | 0,8 |
| 9 | 0,32 | 1,6 | 0,25 |
| 10 | 0,16 | 0,8 | 0,25 |
| 11 | 0,08 | 0,4 | 0,25 |
| 12 | 0,04 | 0,2 | 0,25 |
| 13 | 0,02 | 0,1 | 0,08 |
| 14 | 0,01 | 0,05 | 0,08 |
https://youtube.com/watch?v=-DwXLJ22N0E
Профилометры бесконтактного действия
Измерители, описываемые далее, характеризуются дополнительными возможностями: дистанционным сканированием – оптическим или лазерным — поверхности, а также оперативной передачей данных на компьютер и принтер.
Средство для бесконтактного измерения и записи результата включает в себя:
- Плиту с Т-образными пазами, в которых закрепляется металл изделия.
- Лазерную сканирующую головку.
- Оптический датчик.
- Волновод.
- Устройство управления с интерфейсом для подключения регистрирующих устройств.
Оптический измерительный датчик обладает характеристиками, которые позволяют измерять и выводить на монитор достаточно большой объём информации: продольный и поперечный профили трассы сканирования, точность, дискретность шага измерений, текущую и суммарную погрешность отсчёта и пр. Принцип записи профилограммы на термопечатающую рулонную бумагу превращает данное устройство в полнофункциональный профилограф. Процесс и производство измерений управляются в диалоговом режиме. Таким образом, можно позволять повторное отслеживание шероховатости на некоторых участках измеряемого образца.
Примером бесконтактного профилометра компактного типа является профилометр Mahr MarSurf PS1. Для такого метода передачи управляющего сигнала в схеме предусмотрен оптический датчик. Возможные колебания расстояния между приёмником и измеряемой поверхностью автоматически компенсируются системой отсечки шага. Устройство использует как сетевое питание, так и от встроенного аккумуляторного привода. Паспорт профилометра Mahr снабжён подробным описанием методики применения данного прибора. Бесконтактный профилометр Mahr имеет диапазон измерения шероховатости в пределах 5…15 мкм.

Профилометр Mahr Marsurf PS1
Примеры обозначения шероховатости поверхности
| Графическое изображение шероховатости | Пояснение |
|---|---|
| Указано числовое значение параметра, соответствующие наиболее грубой допускаемой шероховатости, т.е. наибольшему предельному значению для параметра Ra, Rz и Rmax. Значения параметров Ra, Rz и Rmax указывают в мкм. | |
| Указано наименьшее значение параметра шероховатости. Способ применяется в отдельных случаях, когда для правильного функционирования недопустима слишком гладкая поверхность. | |
| Указаны числовые значения, соответствующие наибольшему и наименьшему предельным значениям нормируемого параметра. Значение, указываемое сверху, соответствует наиболее грубой допускаемой шероховатости. | |
| Указано номинальное значение параметра с предельными отклонениями от него в % от номинального значения. Способ применяют в основном для образцов сравнения шероховатости поверхности или для образцовых деталей, служащих тем же целям. | |
| Указана шероховатость поверхностей образующих контур. | |
| Указан вид обработки поверхности. Указывается только в тех случаях, когда данный вид обработки является единственным, обеспечивающим требуемое качество поверхности. |
Допускается применять упрощенное обозначение шероховатости поверхности с разъяснением его в технических требованиях чертежа. В упрощенном обозначении используют строчные буквы русского алфавита в алфавитном порядке, без повторений.
Основные области применения профилометра-контурографа
Измерительная техника нашла широкую сферу использования. Представленные устройства являются незаменимыми на предприятиях:
- выпускающих электронные приборы;
- конструирующих машины, станки и другие технические средства;
- осуществляющих экспертизу продукции.
Используются устройства в метрологических центрах, лабораториях, научных и исследовательских центрах различных отраслей деятельности. В зависимости от предназначения и условий эксплуатации, можно купить измерительные приборы портативного и стационарного типа. Первые отличаются компактными габаритами и высокой мобильностью. Вторые наделены большим количеством опций, имеют увеличенную производительность.
Выбирая профилометр-контурограф, необходимо учитывать несколько параметров. К числу таковых относятся способ осуществления настроек, уровень погрешности, показатели измерений
Важно отдавать предпочтение продукции проверенных производителей, оценивать удобство и простоту использования, допустимые условия применения. Не целесообразно экономить на приобретении измерительной техники. Категория: Оборудование
Категория: Оборудование
Похожие материалы
Особые условия
При массовом производстве определенных деталей иногда нарушается заданная форма или их сопряженность. Подобные нарушения увеличивают допустимый износ деталей, и ограничиваются специальными допусками, которые указаны в ГОСТ 2.308-2011. Каждый вид используемого допуска имеет 16 определяющих степеней точности, которые оговариваются для деталей разной конфигурации с учетом используемого материала. Необходимо также учитывать, что используемые допуски размера и конфигурации для деталей имеющих цилиндрическую форму берутся с учетом диаметра деталей, а плоские детали с учетом толщины, а максимальная погрешность не должна превышать показатель допуска.
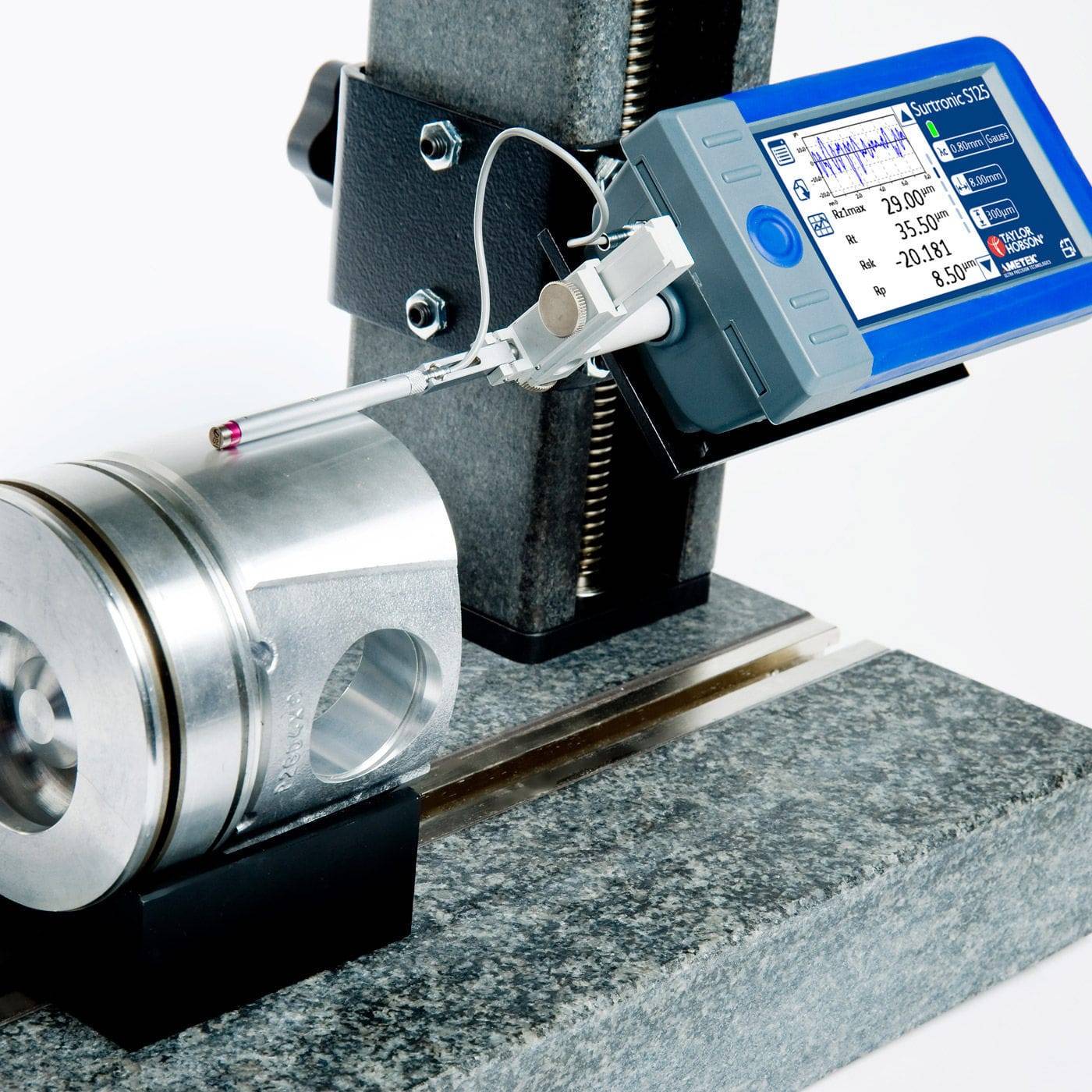
ОПИСАНИЕ
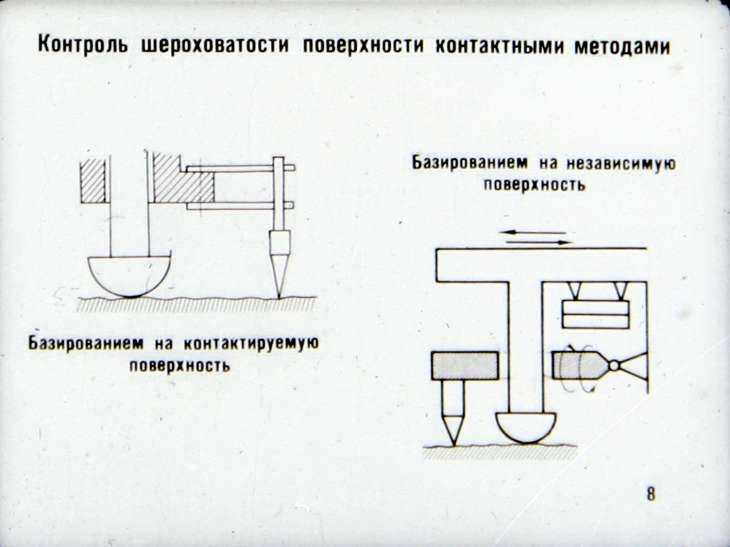
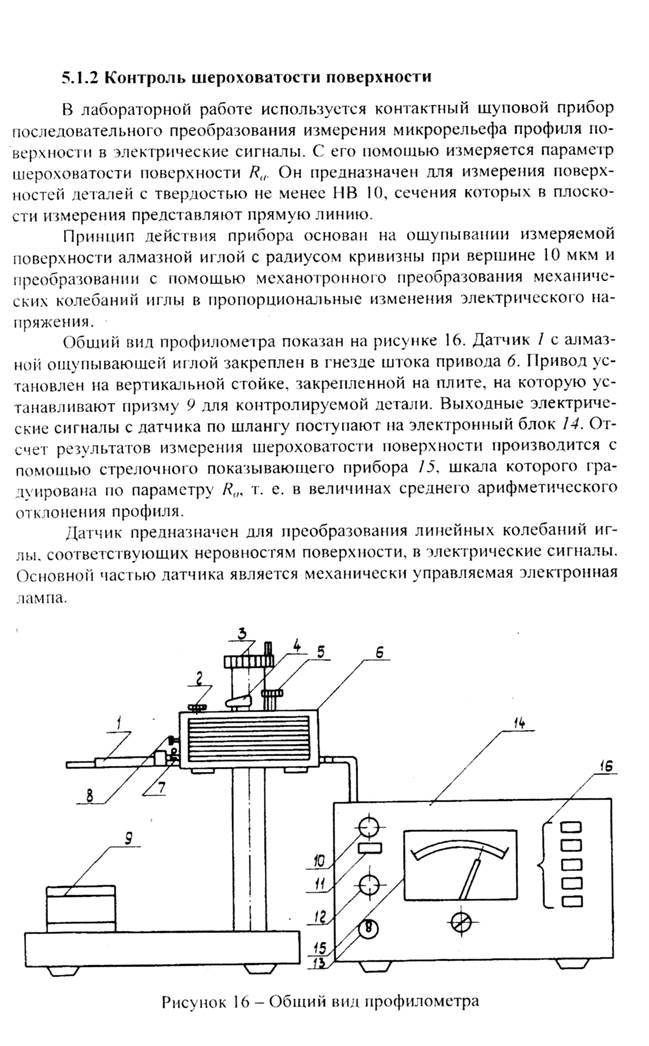
Действие профилометров основано на принципе ощупывания неровностей измеряемой поверхности шупом (алмазной иглой) в процессе перемещения индуктивного датчика вдоль измеряемой поверхности и последующего преобразования возникающих при этом механических колебаний щупа в цифровой сигнал.
Профилометр состоит из индуктивного датчика с опорой на измеряемую поверхность. Датчик закрепляется в электромеханическом приводе, с помощью которого он перемещается по горизонтальной измеряемой поверхности. В вертикальном направлении, для обеспечения контакта датчика с измеряемой деталью, привод с датчиком перемещается по колонне, установленной на основании, на котором также базируется измеряемая деталь.
Питание датчика, управление приводом, формирование и обработка сигнала измерительной информации осуществляется с помощью информационно-вычислительного блока, выполненного в виде платы, встраиваемой в компьютер или в выносной блок компьютера. Управление профилометром осуществляется с клавиатуры компьютера. Специальное программное обеспечение позволяет производить расчет параметров шероховатости, задавая требуемые условия измерений, выводить на Э1фан профилограмму измеренного профиля, выделять на них отдельные участки и производить на них расчет значений параметров шероховатости, выделять отдельные элементы профиля и определять их геометрические параметры (линейные размеры, углы наклона), а также производить накопление и сохранение результатов измерений и их статистическую обработку.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Измеряемые параметры шероховатости: | Ra; Rz; Rmax; Rp; Rv; Rq; |
(по ГОСТ 25142-82) | Sm; S; Xa; Xq; tp; Lo; lo; D; Aa; Aq |
Диапазон измерений: | |
параметров Ra и Rq, мкм | 0,012-50 |
параметров Rp и Rv, мкм | 0,025-125 |
параметров Rz и Rmax, мкм | 0,05-250 |
параметров Sm, S, Ха и Xq, мкм | 10-1600 |
параметра tp,o/„ | 1-100 |
параметра Lo, мкм | 100-100000 |
параметра 1о | 1-10 |
параметра D, 1/см | 4-1000 |
параметров Да и Aq, град. | 0,01-30 |
Значения отсечек шага Х,ь, мм | 0,08;0,25;0,8; 2,5; 8 |
Пределы допускаемой основной погрешности А для профиля, близкого к
Пределы допускаемой основной погрешности А для профиля, близкого к
При измерении параметров | для степени точности 1 | для степени точности 2 |
Ra, | A = 0,02П + 0,04И | А = 0,03П + 0,06И |
Rz, Rmax, Rp, Rv, Rq | А = 0,03П + 0,05И | А = 0,06П + 0,08И |
Sm, S, Xa, Xq | А= 0,02П + 0,10И | А = 0,03П + 0,15И |
tp | А = 0,08П + 0,02И | А = ОДП + 0,03И |
D, Lo, lo, Aa и Aq | А = 0,14И | А = 0,18И |
(где И – действительное значение соответствующего параметра, И – верхний предел поддиапазона измерений соответствующего параметра). Максимальная скорость трассирования датчика, мм/с Максимальная длина оценки, мм. Радиус кривизны верщины иглы, мкм Тип фильтра



Диапазон рабочих температур, °С Габаритные размеры, мм, не более привод датчик стойка
информационно-вычислительный блок ИВБ Масса, кг
2,0 12,5 10 ±2,5 2RC-FC +10…+35
150x60x75 170 X 15,5 X 15,8 420 X 200 X 300 120 X 140×25 18
ЗНАК УТВЕРЖДЕНИЯ ТИПА
Знак утверждения типа наносится на титульный лист паспорта методом принтерной печати и, выполненный в виде аппликации, наклеивается на основание прибора.
КОМПЛЕКТНОСТЬ
ЗНАК УТВЕРЖДЕНИЯ ТИПА
Знак утверждения типа наносится на титульный лист паспорта методом принтерной печати и, выполненный в виде аппликации, наклеивается на основание прибора.
КОМПЛЕКТНОСТЬ
1 | Датчик | 1 |
2 | Привод | 1 |
3 | Информационно-вычислительный блок* | 1 |
4 | Стойка | 1 |
5 | Призма для базирования цилиндрических деталей | 1 |
6 | Настроечная (калибровочная) мера | 1 |
7 | Управляющая программа** | 1 |
8 | Паспорт | 1 |
* Информационно-вычислительный блок поставляется в виде платы, встраиваемой в
компьютер или в выносной блок компьютера. ** Управляющая программа поставляется на дискете 3,5″.
* Информационно-вычислительный блок поставляется в виде платы, встраиваемой в
компьютер или в выносной блок компьютера. ** Управляющая программа поставляется на дискете 3,5″.
Поверхность почвы
Шероховатость поверхности почвы (SSR) относится к вертикальным изменениям, присутствующим в микро- и макрорельефе поверхности грунта, а также к их стохастическому распределению. Существует четыре различных класса SSR, каждый из которых представляет характерную вертикальную шкалу длины:
- первый класс включает изменения микрорельефа от отдельных зерен почвы до агрегатов порядка 0,053–2,0 мм;
- второй класс состоит из вариаций почвенных комков от 2 до 100 мм;
- третий класс шероховатости поверхности почвы — это систематические перепады высот из-за обработки почвы, называемые ориентированной шероховатостью (ОШ), в диапазоне от 100 до 300 мм;
- четвертый класс включает в себя планарную кривизну или макромасштабные топографические особенности.

Два первых класса объясняют так называемую микрошероховатость, которая, как было показано, в значительной степени влияет на событие и сезонную шкалу в зависимости от количества осадков и обработки почвы соответственно. Микрошероховатость чаще всего определяется количественно с помощью случайной шероховатости, которая, по сути, является стандартным отклонением данных о возвышении поверхности слоя вокруг среднего значения высоты после коррекции на уклон с использованием плоскости наилучшего соответствия и устранения эффектов обработки почвы в отдельных показаниях высоты. Воздействие осадков может привести к ухудшению или увеличению микрошероховатости, в зависимости от начальных условий и свойств почвы.
На шероховатых поверхностях грунта действие отрыва дождевых брызг имеет тенденцию сглаживать края шероховатости поверхности почвы, что приводит к общему снижению RR. Однако недавнее исследование, в котором изучалась реакция гладких поверхностей почвы на количество осадков, показало, что RR может значительно увеличиться при малых начальных масштабах микрошероховатости порядка 0-5 мм. Также было показано, что увеличение или уменьшение согласовано между различными показателями SSR.
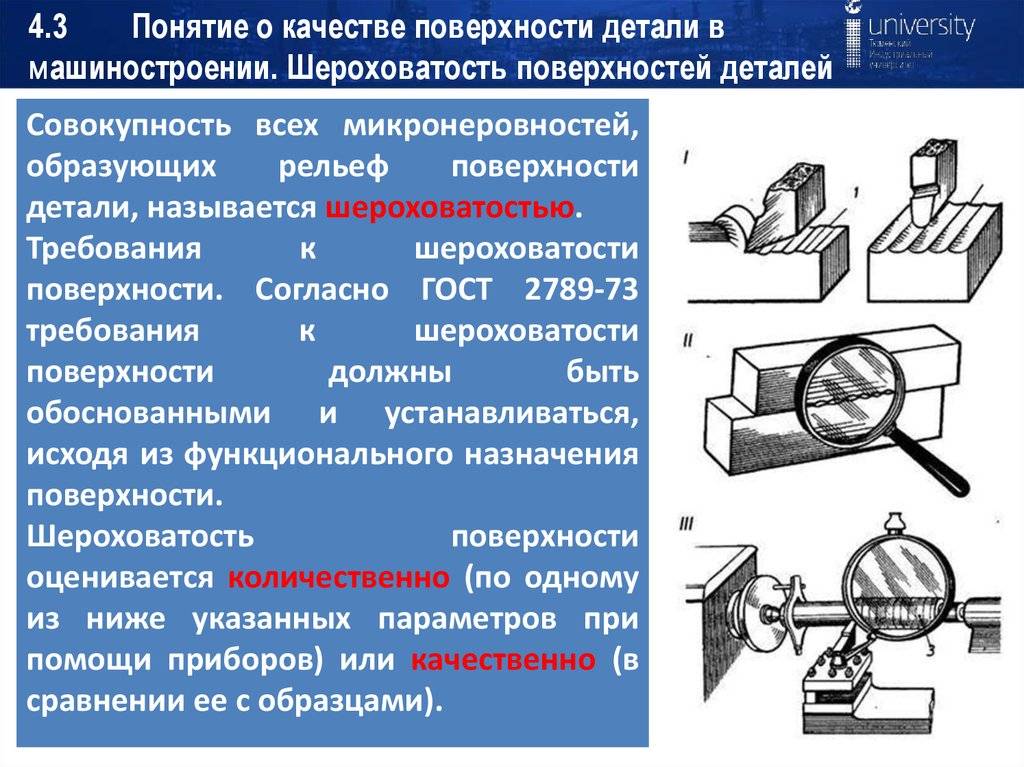
Шероховатость поверхности и ее влияние на работу деталей машин
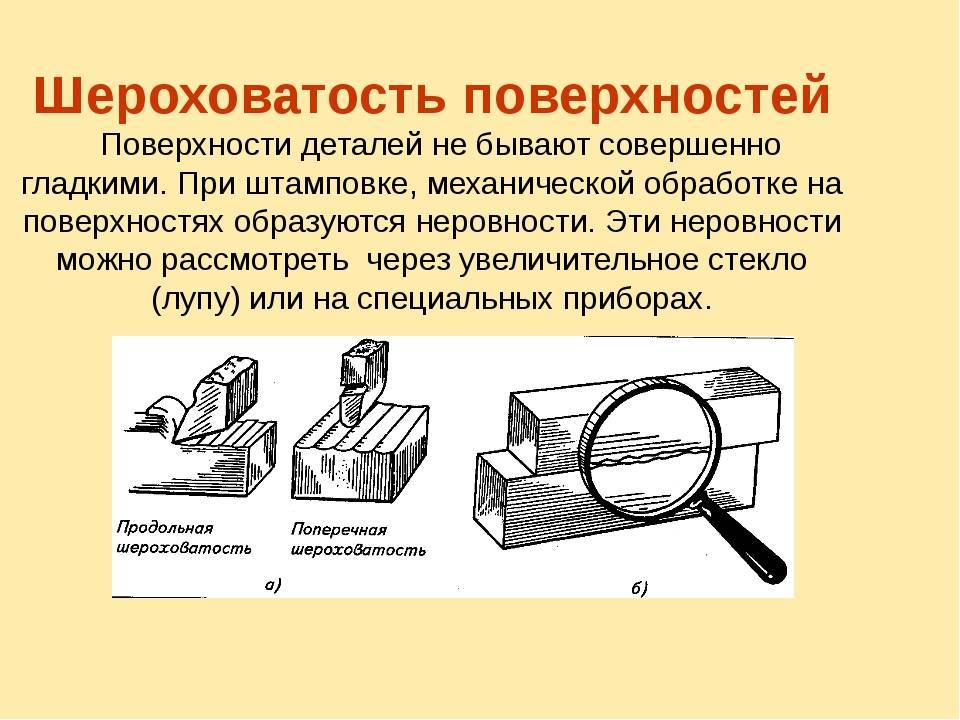
В процессе формообразования деталей на их поверхности появляется шероховатость — ряд чередующихся выступов и впадин сравнительно малых размеров.
Шероховатость может быть следом от резца или другого режущего инструмента, копией неровностей форм или штампов, может появляться вследствие вибраций, возникающих при резании, а также в результате действия других факторов.
Влияние шероховатости на работу деталей машин многообразно:
- шероховатость поверхности может нарушать характер сопряжения деталей за счет смятия или интенсивного износа выступов профиля;
- в стыковых соединениях из-за значительной шероховатости снижается жесткость стыков;
- шероховатость поверхности валов разрушает контактирующие с ними различного рода уплотнения;
- неровности, являясь концентраторами напряжений, снижают усталостную прочность деталей;
- шероховатость влияет на герметичность соединений, на качество гальванических и лакокрасочных покрытий;
- шероховатость влияет на точность измерения деталей;
- коррозия металла возникает и распространяется быстрее на грубо обработанных поверхностях и т. п.
Обозначение шероховатости поверхности
Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Структура обозначения шероховатости поверхности включает знак шероховатости, полку знака и другие дополнительные указания. При применении знака без указания параметра и способа обработки его изображают без полки.
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота H равна (1.5…5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
Что такое квалитеты и параметры шероховатости?
Ни одна поверхность в мире не может быть идеально гладкой. Даже самые современные технологии допускают наличие определённой погрешности, представленные в виде неровностей поверхности. Их совокупности, если быть точнее.
Чем они меньше, тем материал:
- Прочнее;
- Плотнее;
- Более стоек к изнашиванию;
- Лучше выглядит.
Хотя, последний пункт – чистая эстетика. Но всё же, при оценке качества деталей необходимо учитывать все параметры.
Чтобы не вдаваться в целую науку и не рассматривать сложные формулы, проще воспользоваться специально разработанными под это дело таблицами, которые содержат всего 3 столбца:
Найдя необходимые показатели, можно перейти к следующим таблицам, которые содержат допуски и минимальные размеры. Дело в том, что квалитет непосредственно связан с размерами изделия и допусками, определяющими точность. Самостоятельно разобраться в этом вопросе слишком сложно, но найти подходящие цифры в соответствующих столбцах – задание чуть проще.

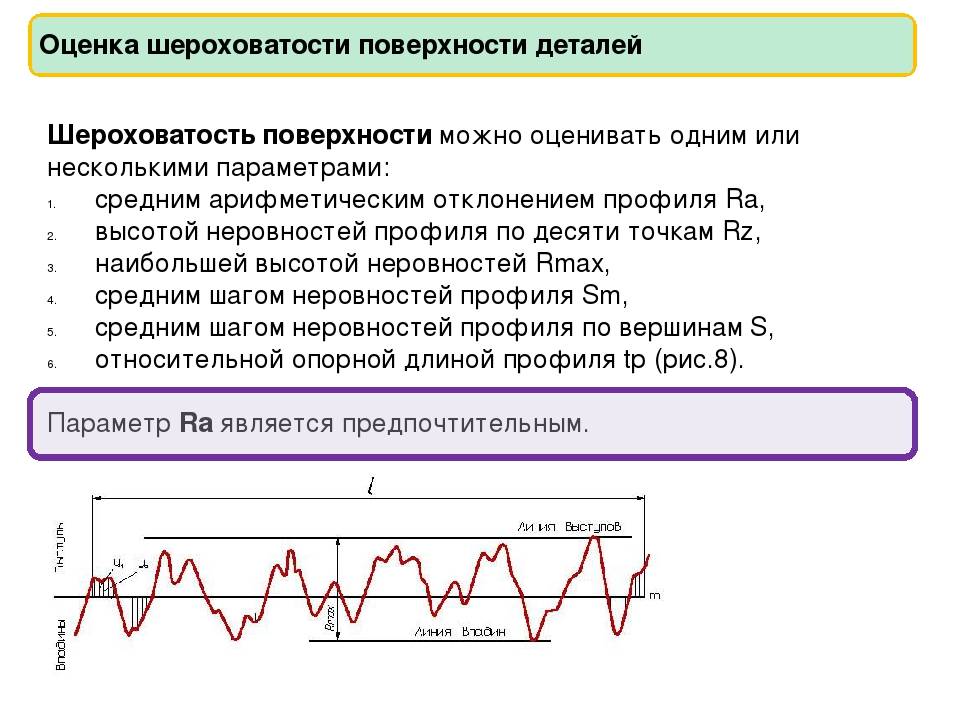
Параметры шероховатости поверхности
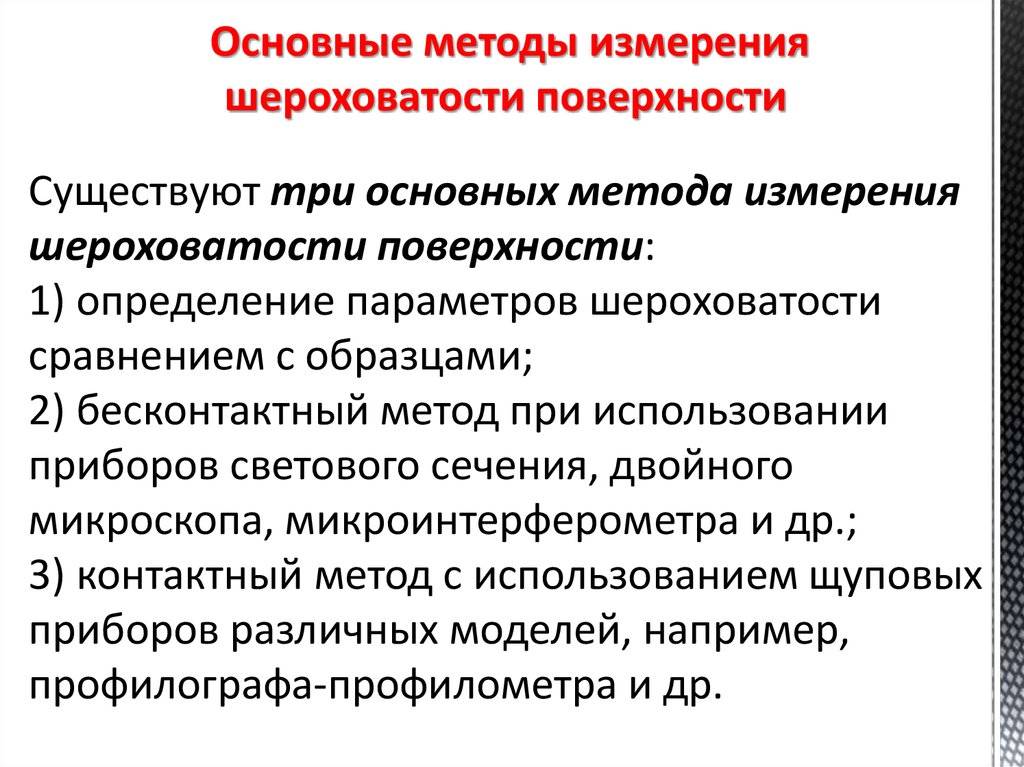
В большинстве стран мира в качестве критериев для оценки шероховатости приняты шесть параметров, из которых три характеризуют высоту неровностей (высотные параметры), а три — шаговые размеры неровностей (шаговые параметры).
К высотным параметрам относят среднее арифметическое отклонение профиля Ra, наибольшую высоту профиля Rz и полную высоту профиля Rmax.
Среднее арифметическое отклонение профиля Ra – это среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины:
При дискретном способе обработки профилограммы Ra рассчитывается по формуле
где y – измеренное отклонение профиля в дискретных точках; – число дискретных отклонений, измеренных на базовой длине.
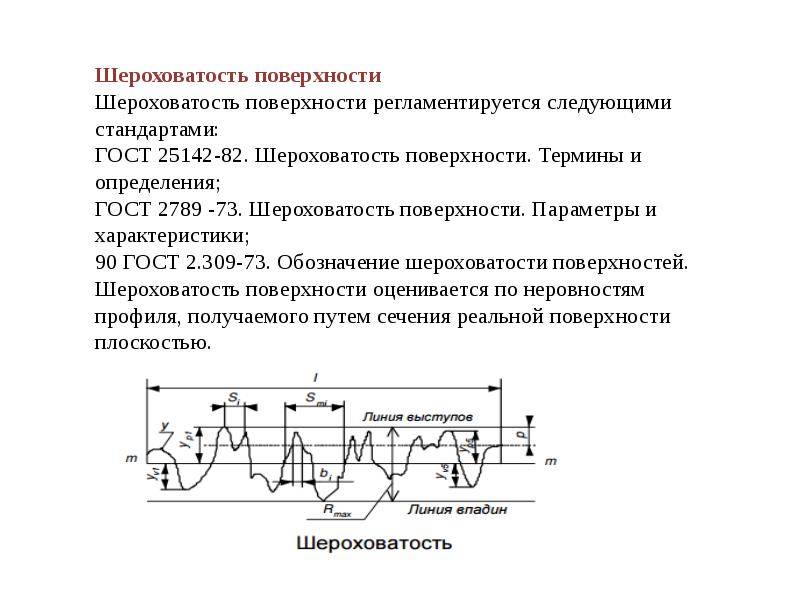
Наибольшая высота профиля Rz – сумма высоты наибольшего выступа профиля Rp и глубины наибольшей впадины профиля Rv в пределах базовой длины l.
Полная высота профиля Rmax – сумма высоты наибольшего выступа профиля Rp и глубины наибольшей впадины профиля Rv в пределах длины оценки (рис. 2).





К шаговым параметрам шероховатости относят средний шаг неровностей профиля Sm, средний шаг местных выступов S и относительную опорную длину профиля tp.
Средний шаг неровностей профиля Sm – среднее значение шага неровностей профиля в пределах базовой длины (рис. 2):
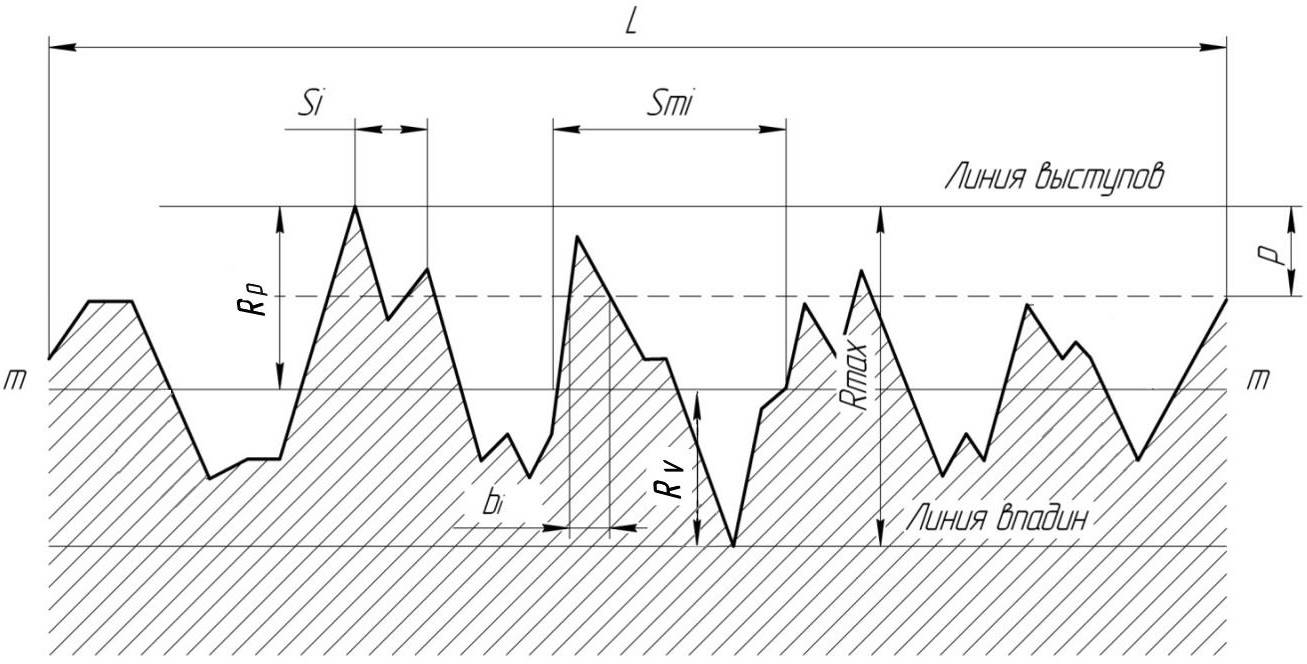
Рисунок 2 – Схема для определения параметров шероховатости
Средний шаг местных выступов профиля S – среднее значение шага местных выступов профиля в пределах базовой длины:
Опорная длина профиля ηp – сумма длин отрезков в пределах базовой длины, отсекаемых на заданном уровне в материале линией, эквидистантной средней линии (рис. 2):
Опорную длину профиля p определяют на уровне сечения профиля p, т.е. на заданном расстоянии между линией выступов профиля и линией, пересекающей профиль, эквидистантной линии выступов.
Относительная опорная длина профиля tp – это отношение опорной длины к базовой длине, выраженное в процентах:
В ответственных случаях, когда по условиям работы необходимо устанавливать дополнительные требования к направлению неровностей поверхности, стандартом предусмотрены типы направления неровностей, представленные в табл. 1.
Таблица 1 – Типы и обозначение неровностей поверхности (ГОСТ 2.309-73)
| Тип направления неровностей | Обозначение | Схематичное изображение | Пояснение |
| Параллельное | Параллельно линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | ||
| Перпендикулярное | Перпендикулярно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | ||
| Перекрещивающееся | Перекрещивание в двух направлениях наклонно к линии, изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования | ||
| Произвольное | Различные направления по отношению к линии, изображающей на чертеже поверхность к шероховатости которой устанавливаются требования | ||
| Кругообразное | Приблизительно кругообразно по отношению к центру поверхности, к шероховатости которой устанавливаются требования | ||
| Радиальное | Приблизительно радиально по отношению к центру поверхности, к шероховатости которой устанавливаются требования | ||
| Точечное | На поверхности допускаются точечные углубления, возникающие например, при электроэрозионной обработке |
Результаты
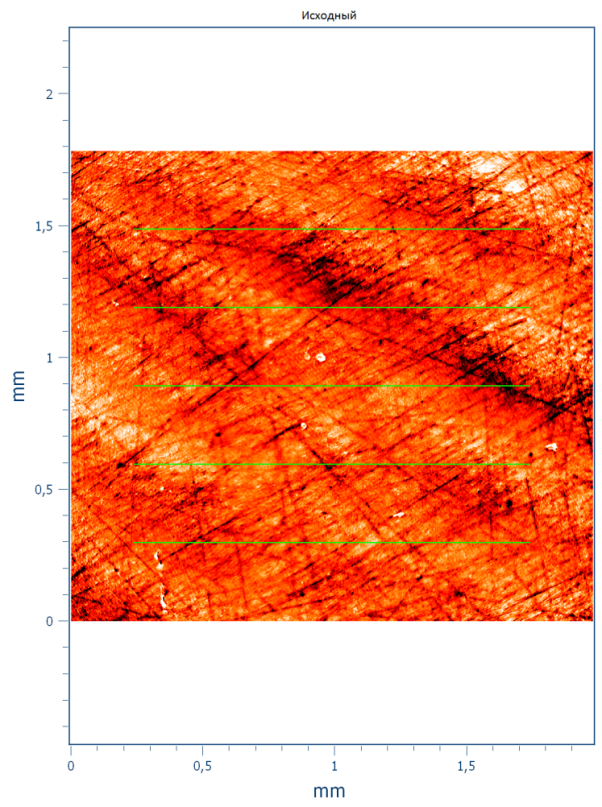
Для оценки процесса полирования и определения необходимых технологических этапов производится сравнение шероховатости поверхности на основе среднего арифметического высот по длине и по площади (Ra, Sa), а также среднеквадратичного значения высоты (Rq, Sq) поверхности у разных образцов. У взятого в качестве модели производственного процесса расчетное заданное значение Ra составляет 0,09 мкм. На рис. 1 приведены примеры трехмерного представления измеренной топологии образца с наибольшей шероховатостью (образец 1) и второй по величине шероховатостью (образец 2). О различиях можно судить уже даже по разной насыщенности цветов на цифровых моделях.
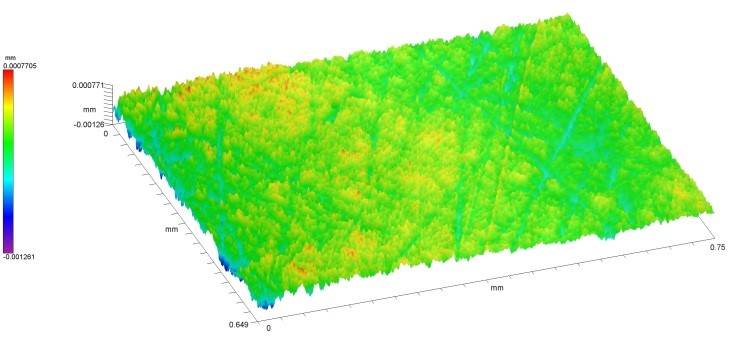
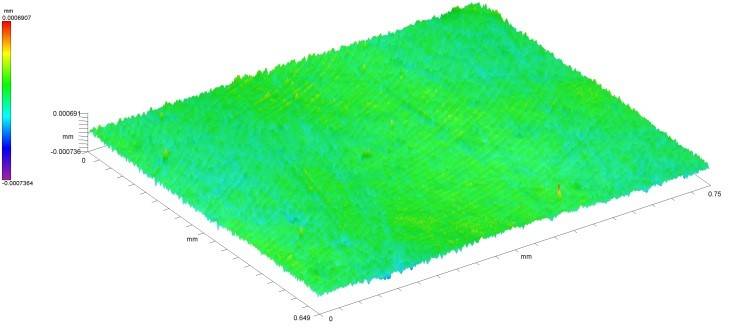
Рис. 1: Цифровые модели поверхностей образцов 1 и 2
Для определения линейной шероховатости Ra и Rq программное обеспечение ITOM берет на измеряемой поверхности 5 точек и вычисляет шероховатость вдоль указанных профилей. На рисунках 2 и 3 показаны выбранные точки измерений и соответствующие профили шероховатости у образца 1.
Классификация поверхностей
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т. д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2,5-0,16 мкм, Rz=10-0,8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2,5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т. д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2,5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5,0-1,25 мкм, Rz=20-6,3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0,63-0,08 мкм, Rz=3,2-0,4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.
Классы шероховатости поверхности
Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки.
ГОСТ 2.309-73 Обозначение шероховатости поверхностей
1 файл 973.51 KB Знак имеет специальный код, который расшифровывается следующим образом:
- первый знак – характеризует тип обработки исследуемого материала (точение, сверление, фрезерование и т.д.);
- второй знак — обозначает, что поверхностный слой материала не подвергался обработке, а образован путем ковки, литья, прокатки;
- третий знак – показывает, что вид возможной обработки не регламентируется, но должен соответствовать Ra или Rz.
В случае отсутствия знака на чертеже, поверхностный слой не подвергается специальной обработке.
На производстве используют два вида воздействия на верхний слой:
- с помощью частичного удаления верхнего слоя обрабатываемой детали;
- без удаления верхнего слоя детали.
При удалении верхнего слоя материала в основном используется специальный инструмент, предназначенный для выполнения определенных действий – сверления, фрезерования, шлифования, точения, и т. д. В ходе обработки происходит нарушение верхнего слоя материала с образованием остаточных следов от используемого инструмента.
Когда применяется обработка без удаления верхнего слоя материала – штамповка, прокат, литье, происходит смещение структурных слоев их деформация с принудительным созданием «гладко-волокнистой» структуры.
При конструировании и изготовлении деталей параметры неровностей задает конструктор, основываясь на техническом задании определяющим характеристики изделия в зависимости от требований, предъявляемых к изготовляемому механизму, технологии используемой при производстве и степени обработки.