

Ремонт полотна
Рано или поздно лента теряет свои качества и нуждается в замене, но устанавливать новое полотно не всегда рентабельно. Имея значительный ресурс по своим прочностным характеристикам, экономически выгодно отдать на ремонт инструмент. Ленточнопильный станок освобождается от пилы, которая после определенных операций вновь будет работоспособной. Главной задачей становится восстановление режущих способностей полотна. Для этого определяют необходимые процедуры:
- Сварка. Применяется при нарушении целостности изделия, потери части зубьев или других серьезных повреждениях. При сварке учитывается марка стали и место стыка, требования к которому такие же, как и при промышленном производстве.
- Очистка. При работе возможно налипание оплавленных частиц обрабатываемого материала, окалины и прочих посторонних веществ. Это сильно затрудняет резку и ухудшает ее качество. Снижение рабочих качеств оказывает на основное производство не лучшее влияние. После очистки полотно пригодно для установки в ленточнопильный станок. Этот вид ремонта часто проводят на месте.
- Заточка. Режущая кромка восстанавливается с помощью обработки абразивным инструментом. При этом шаг зубьев и их форма должны оставаться прежними. Нарушение геометрии пилы приведет к изменению ее рабочих характеристик.
- Разводка. Необходимое качество для свободного хода ленты в обрабатываемом материале. Под нагрузкой в процессе работы отклонение зубьев от полотна, заданное при производстве уменьшается. Пилу начинает «закусывать» или она начинает отклоняться от вектора движения в сторону. Правильная разводка вернет необходимые эксплуатационные качества.
Ремонтироваться могут все виды полотна, и простые модели для дерева, и биметаллические ленточные пилы для твердых марок стали. Восстановление инструмента улучшает основные экономические показатели, делая производство более рентабельным.
Тип закалки ножовочных полотен
Полотна по металлу можно классифицировать по методу закалки:
- Полностью каленые
- С частичной закалкой
Каждый из методов закалки хорош по-своему.
Каленое полотно по металлу меньше играет при распиле, следовательно увеличивается точность обработки. Главное преимущество каленых пил заключается в стойкости зубчатки к механическому износу. Зубья в таких полотнах долгое время не слизываются.
Конечно, в полностью каленых полотнах не обошлось без изъянов. Основным минусом таких изделий является хрупкость. С ростом твердости полотно становится все более и более ломким.
Для полотен с полной закалкой необходима ножовка с цельнолитой металлической рамой. Такие пилы практически не прогибаются в процессе обработки. Жесткая фиксация не дает пильному полотну лопаться под нагрузкой.

Частичная закалка полотна предполагает термообработку лишь одной зубчатки. То есть закалке подвергается лишь пильная кромка, это примерно 10-20% от всей поверхности полотна.
Ножовочные полотна по металлу с частичной закалкой считаются более современными. Эта разновидность полотен решает сразу 2 проблемы, которые характерны для аналогов с полной закалкой:
- Повышенная стоимость
- Хрупкость
Основная цель частичной термообработки заключается в том, чтобы сделать само тело полотна менее ломким. Полотна с частичной закалкой демонстрируют заметную пружинистость. Если в процессе распила полотно будет подвергнуто деформации, оно с высокой долей вероятности останется целым.
Полотна с закалкой одной зубчатки принято использовать в ножовках с телескопической, разборной или складной конструкцией. Такие пилы имеют в раме соединения, которые люфтят при рабочей нагрузке.
Из-за люфта ножовки пильное полотно по металлу подвергается нагрузкам как на скрутку, так и растяжение с прогибом. Полотна с полной закалкой при таких условиях обычно быстро лопаются, а аналогии с частичной термообработкой легко переносят побочные нагрузки.
Что еще нужно знать про виды полотен по металлу.

Разновидности ножовок с натяжным полотном
Ножовки с механизмом натяжки полотна отличаются в первую очередь типом самого держателя:
- Литой держатель
- Полый держатель
- Цельнометаллический литой держатель – признак профессионального инструмента. Главным преимуществом этого типа держателей является высочайшая прочность. Литой корпус пилы не будет пружинить и деформироваться во время работы, что позитивно отражается как на качестве распила, так и долговечности пильного полотна.
- Полый держатель – характерная особенность бюджетных пил. Такие ножовки изготавливаются из сортового металлопроката прямоугольного или округлого сечения. Разумеется, и среди пил с полым держателем можно найти весьма прочные решения. Но при высоких усилиях резания полый профиль держателя непременно будет пружинить, из-за чего уменьшается натяжение полотна со всеми вытекающими отсюда последствиями.
Ножовки по металлу с цельным литым держателем обходятся весьма недешево. Многие покупатели недоумевают, когда две практически одинаковых с виду ножовки имеют разницу в цене в 2-3 раза, а может даже и больше. А неграмотные продавцы объясняют ценовую политику «известностью бренда».
В подобных случаях нужно обратить внимание на сам держатель. Если он литой, то пилу можно смело использовать для порезки высокопрочных марок стали и сплавов. Пилы с литым держателем не пружинят, обеспечивая полотну стабильный натяг на всех стадиях резки
В таких пилах полотна редко лопаются и меньше тупятся
Пилы с литым держателем не пружинят, обеспечивая полотну стабильный натяг на всех стадиях резки. В таких пилах полотна редко лопаются и меньше тупятся.
Если держатель полый, то ножовка годится лишь для порезки заготовок из цветных металлов или сплавов (медь, алюминий, бронза, латунь и пр.). В некоторых случаях пилу с пустотелым держателем можно использовать для порезки заготовок из простенькой углеродистой стали.
Как выбрать ножовку по металлу, если иходить из типа рукоятки.
Полотно для ножовки по металлу. Как выбрать и как поставить?
Полотно для ножовки по металлу — один из самых недолговечных элементов из всего ассортимента расходников к инструментам. Конечно многое зависит от технологии работы с металлом и навыков использования ножовки, но в первую очередь нужно уметь сделать правильный выбор полотна. Сегодня, мы поговорим о выборе и видах, а также узнаем как с лёгкостью поменять ножовочное полотно.






Виды ножовочных полотен
ГОСТ Р 53411-2009 «Полотна ножовочные по металлу» устанавливает два вида такого инструмента – для машинной и ручной резки. Первых касаться не будем, а вторые выпускаются трёх основных типоразмеров:
- Одинарные, с расстоянием между крепёжными отверстиями 250±2 мм, при общей длине полотна не более 265 мм;
- Одинарные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм;
- Двойные, с расстоянием между крепёжными отверстиями 300±2 мм, при общей длине полотна не более 315 мм.
При этом толщина полотна s одинарного исполнения — 0,63 мм, двойного – 0,80 мм. Высота с одинарным рядом зубьев составляет 12,5 мм, а с двойным – 20 мм.
ГОСТ регламентирует также значения шага зубьев Р, мм и их количества z, которые для полотен первого типа составляют соответственно 0,80/32, 1,00/24 и 1,25/20. Обладатели более «длинных» ножовок, кроме вышеперечисленных, могут воспользоваться также ножовочными полотнами с параметрами 1,40/18 и 1,60/16.
По марке материала, применяемого для изготовления полотен для ножовок по металлу, производят из инструментальных сталей:
- Марки Х6ВФ.
- Марки В2Ф.
- Быстрорежущей, марок Р6М5, Р12 или Р18.
Ассортимент ножовочных полотен отечественного производства этим и исчерпывается, однако в специализированных торговых сетях широко распространены так называемые алмазные полотна, с поверхностным напылением нитридами титана или иных тугоплавких металлов. Подобные полотна можно легко отличить по цвету: обычные стальные полотна – тёмно-серые, а напылённые могут иметь различную цветовую окраску – от ярко-оранжевой до синей (в зависимости от производителя).
Встречаются также полотна с так называемым карбидо-вольфрамовым напылением, однако они при весьма высокой твёрдости крайне чувствительны к изгибающим напряжениям. Поэтому при резке металла их долговечность незначительна.
Высокая прочность полотен для ножовок по металлу обеспечивается соответствующей термообработкой. На поверхности полотна различают две зоны с различными значениями твёрдости: непосредственно у зубьев она составляет от НRС 64…67 для легированных инструментальных сталей до НRС 73…78 – для быстрорежущих сталей (у алмазных полотен данный параметр достигает НRА 82…84), а в остальной зоне — НRС 44…46. Значительный перепад по твёрдости подтверждает высокую чувствительность изделия к напряжениям изгиба, поэтому стандартом ограничивается также и максимальное усилие, прикладываемое к ручной ножовке. Оно не должно превышать 60 кг при работе с полотнами, шаг зубьев у которых менее 1,4 мм, и 10 кг – для полотен с шагом зубьев более 1,4 мм.
Принципы выбора полотна
- Тип ручной ножовки по металлу, точнее – расстояние между крепёжными отверстиями. Лучше, если оно – изменяемое, тогда для работы подойдёт ножовочное полотно любого типоразмера.
- Предел прочности разрезаемого металла. Если инструмент предполагается задействовать для разделения мягких, пластичных металлов – меди, алюминия и пр., то целесообразно иметь ножовочное полотно с наименьшей твёрдостью. Материалом может быть принята сталь Х6ВФ; у полотен импортного производства на боковой плоскости имеется обозначение HCS. Для разрезания более прочных металлов подходят полотна из быстрорежущих сталей (соответствующая импортная маркировка – HSS).
- Толщина разрезаемого металла и качество поверхности разделения. Зарубежная практика рекомендует использовать в качестве критерия выбора параметр PPI – числа вершин зуба, которое приходится на дюйм длины полотна. Так, для тонких металлов, где требуется получить весьма гладкую поверхность среза, правильным считается значение PPI24. Если для пользователя главное фактор производительности, чем качество, то должно быть PPI
Отрез по кривой косильной лески
Компактные и полноразмерные ножовки могут производить резку по косильной лески любого типа. При необходимости производства округлых разрезов пилу выравнивают так, чтобы она составляла с деталью прямой угол. Дугу медленно поворачивают, чтобы инструмент шел по выбранной косильной лески. Разметку можно сделать с помощью маркера или острого предмета. Выполнять резкие повороты нельзя, это способствует ухудшению качества среза и поломке инструмента.
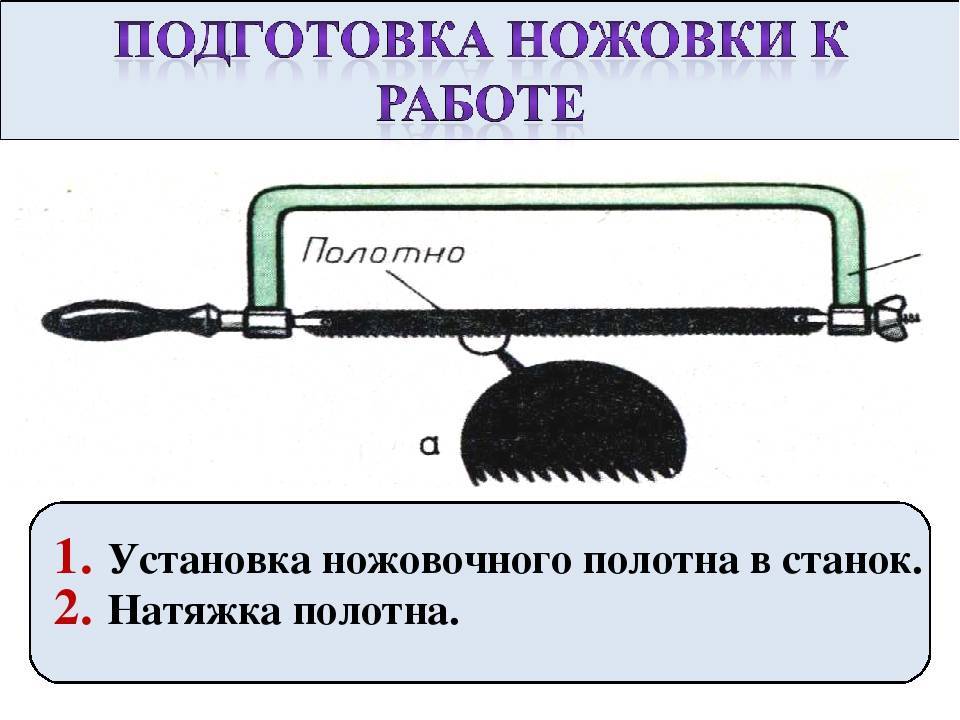
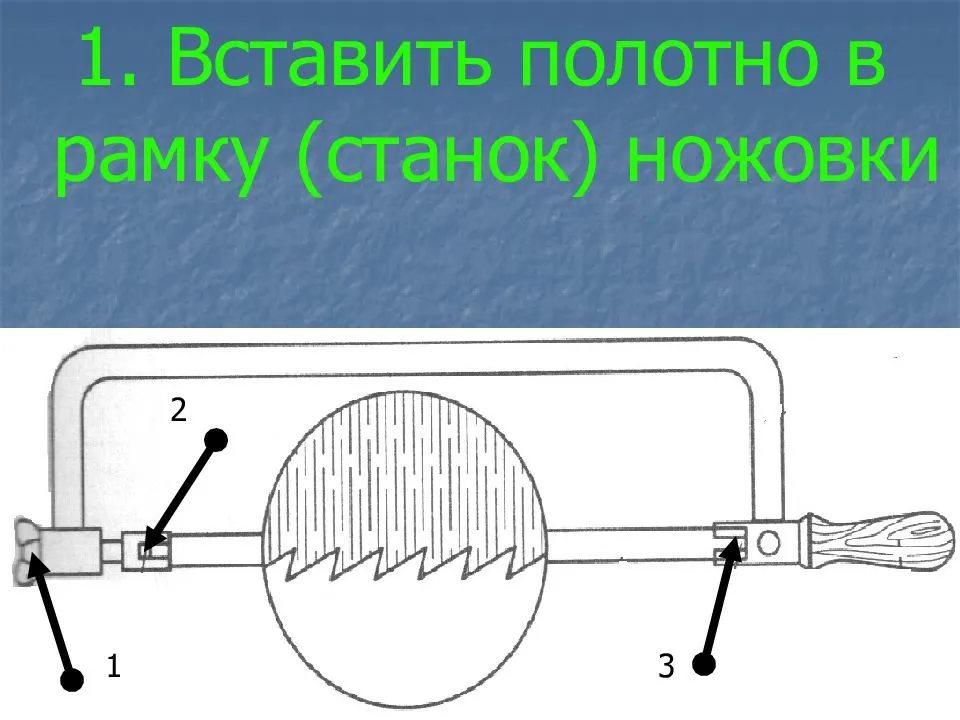
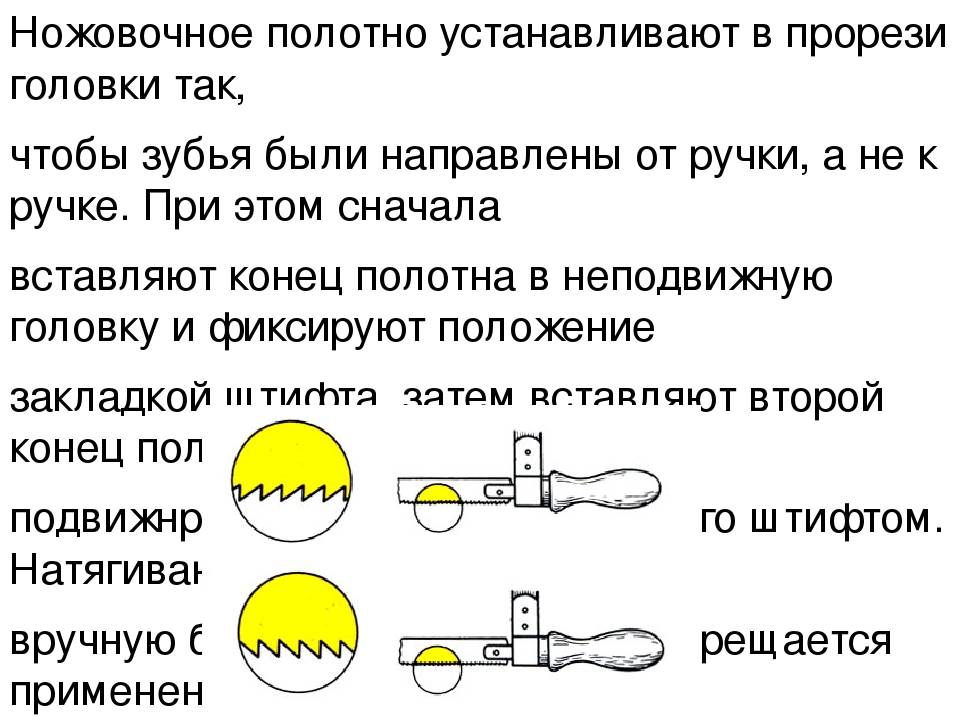
Способы установки полотна
На ручных ножовках система крепежа бывает двух видов:
- резьбовой зажим;
- рычажный механизм.
В первом случае полотно натягивается между крепежными отверстиями и фиксируется гайкой с барашком. Во втором действия выполняются аналогично, только пилка одевается и снимается посредством специального рычага, обычно расположенного у дальнего от ручки края.
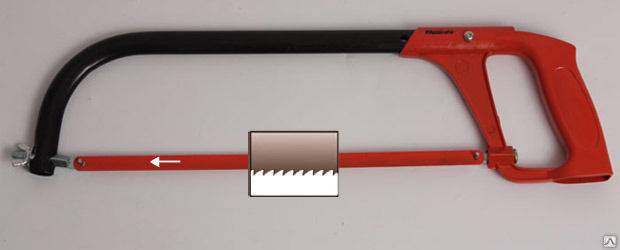
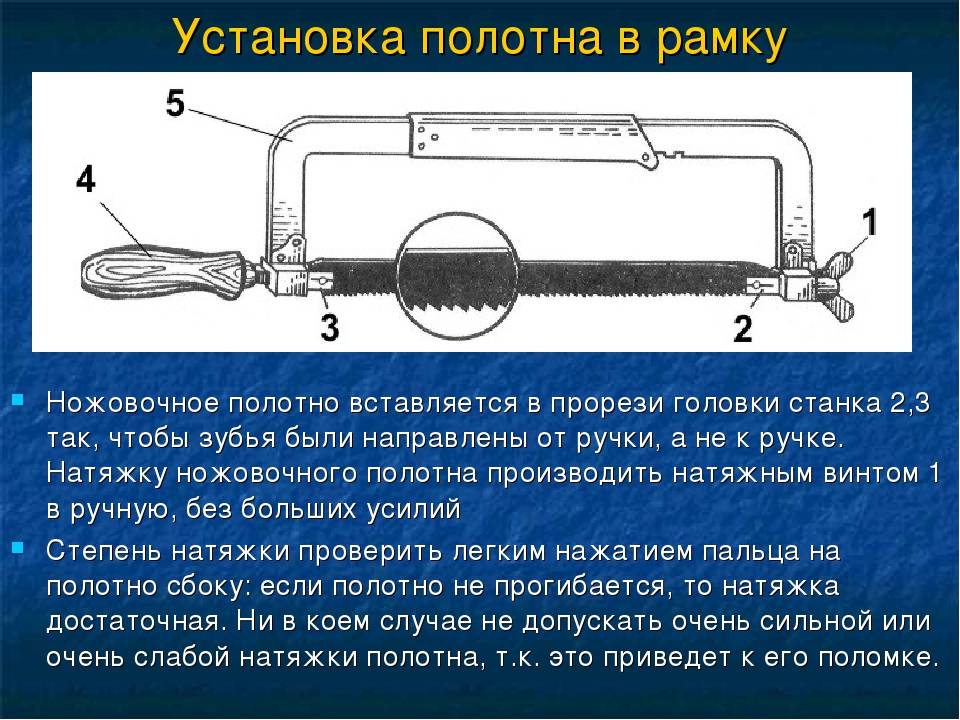
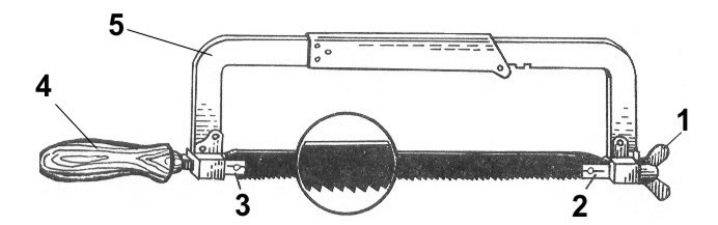
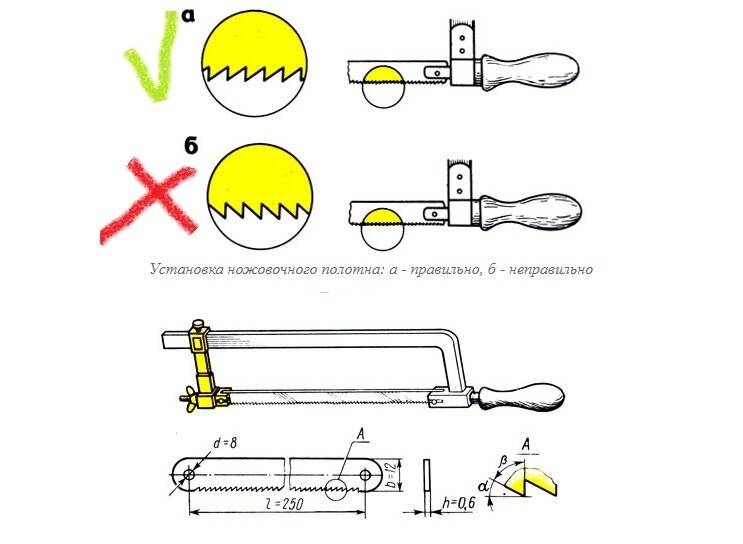
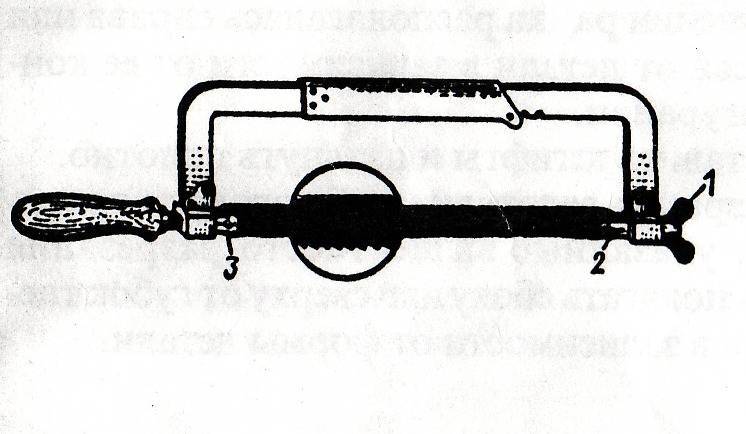
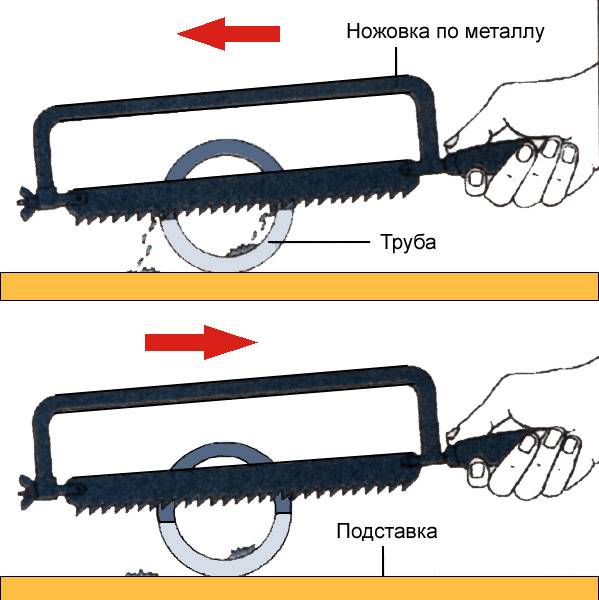
Установка полотна выполняется таким образом, чтобы зубья наклонялись в сторону, противоположную рукоятке. При работе ножовки срезка слоя металла произойдет при движении «от себя». Обратное направление — «на себя» — есть холостой ход, при котором резание заготовки не производится. Поэтому усилия при обратном движении напрасны. К тому же, так легко затупить зубья полотна.
У электрических ножовок рабочий орган крепится иначе. Для примера ниже приведен процесс замены полотна у сабельной пилы Makita JR 3070 CT. Для этого необходимо:
- на небольшой угол провернуть головку держателя против часовой стрелки, чтобы внутренний шлиц позволил вынуть изделие;
- извлечь полотно;
- поместить конец новой пилки в шлиц держателя до характерного щелчка.
Кстати, полотна делятся еще по виду хвостовика (участка, который соединяется с держателем). Выделяют хвостовики с одним упором, двухкулачковые, универсальные 1/4, зажимные 1/2 и специальные для пил Makita, имеющие два отверстия на конце.
Принцип крепления ножовочных полотен в сабельные пилы однотипен для всех устройств; изготовители продумали дизайн, сделали вставку режущего элемента удобным и облегчили труд пользователя.
Это интересно: Описание и характеристики отрезных дисков для болгарки по металлу — разбираемся по пунктам
Выбор ножовочного полотна
Выбирая полотно ножовочное характеристиками, которым необходимо уделить особое внимание, являются размер детали и материал. Размер детали определяет возможность использования полотна определенной длины и ширины
Твердость и вязкость материала влияют на выбор шага полотна и величины зуба. Существуют следующие рекомендации:
- Жесть, кровельное железо и пр. сходные по толщине материалы – шаг 0,8 мм.
- Тонкостенные трубы, тонкий стальной профиль – около 1 мм.
- Толстостенные трубы и другие подобные материалы – не менее 1,25 мм.
- Чугун, пластик – 1,2 – 1,5 мм.
Читать также: Почему сгорает диодный мост генератора
Виды режущей оснастки для ножовок по металлу
Режущая гарнитура на ручные пилы по металлу выпускаются в трех видах:
- Одинарные — имеют общую длину полотен до 265 мм. Однако главным параметром на такой оснастке является расстояние между крепежными отверстиями, составляющее 250 мм
- Одинарные стандартные — это самые популярные модели полотен, которые имеют режущие зубья только с одной части. Промежуток между крепежными отверстиями составляет 300 мм, а общая длина полотна составляет до 315 мм. Если покупаете полотно для пил ручных, то учитывать (измерять) нужно не общую длину полотна, а расстояние от одного крепежного отверстия к другому. Обычно производители указывают размеры на боковой части оснастки
- Двойные — полностью идентичны предыдущему виду по размерам, только режущие части на таких устройствах расположены с двух сторон. Это позволяет увеличить срок службы гарнитуры, так как при истирании и притуплении зубьев с одной стороны, нужно перевернуть полотно, и продолжать его эксплуатацию

Полотно по металлу одинарного исполнения имеет толщину 0,63 мм, а двойные — 0,8-1,25 мм. На гарнитуре этот параметр указывается буквой S. Различие также имеется и в ширине или высоте полотен. Для одинарной гарнитуры высота составляет 12,5 мм, а для двойной — 20-25 мм.
ГОСТ Р 53411-2009 регламентирует такие главные показатели, как шаг зубьев и их количество, которые обозначаются буквами P и Z. Данные показатели влияют на качество и скорость реза металлических деталей и заготовок. Длина рассматриваемых устройств бывает также 150, 350 и 400 мм.
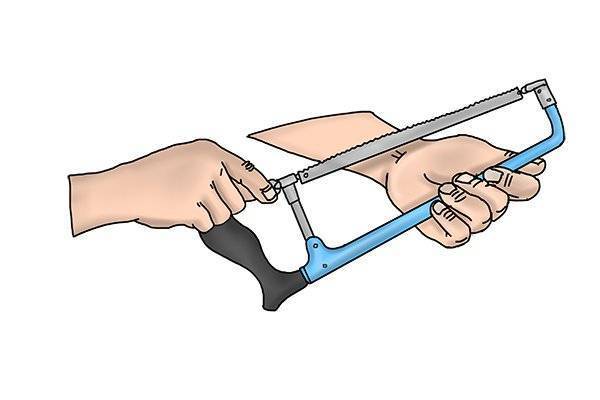
Как выбрать ножовку по металлу
При выборе оптимального инструмента для домашнего использования следует учитывать ряд параметров. Это обеспечит длительную и удобную эксплуатацию. В их числе:
- форма зубьев и их шаг. Последний показатель определяет толщину и твёрдость распиливаемого материала. При распиле одновременно должно быть задействовано не менее 3 зубьев;
- длина полотна, которая также зависит от особенностей обрабатываемого материала;
- ручка. Она должна быть удобной и не полой, иначе велика вероятность поломки инструмента;
- стоимость. Этот показатель зависит от качества полотна, зубьев, материалов изготовления и бренда.
При выборе оптимального инструмента самой важной деталью станет полотно и его зубья
Покупая ножовку по металлу, для обеспечения её длительной и безупречной службы, следует не забывать своевременно менять полотна и соблюдать простые правила работы. Ещё раз узнать подробности об этом известном каждому инструменте можно из представленного видео.




Watch this video on YouTube
Предыдущая Бытовая техникаГотовим вкусную и полезную газировку дома: зачем нужен сифон для газирования воды
Следующая Бытовая техникаВся правда о пользе и вреде сковородок с каменным покрытием
Выбор ножовки по металлу – не переплачивайте!
Даже к выбору такового обычного инструмента, как ножовка по металлу, следует подойти ознакомленным. Помните, что задачка торговца – реализовать как можно более дорогой инструмент, способности которого вы будете использовать чуть ли на 10 %. Пользуйтесь правилом золотой середины – опасайтесь совершенно уж экономных моделей и не покупайте самые дорогие. Инструмент должен быть удобным, предугадывать возможность работы под различными углами и с различными полотнами.
Популярность неких моделей обоснована возможностью работать с полотнами хоть какой длины, и это вправду очень успешный ход
Обратите также внимание на возможность поменять угол полотна в самой раме – такая функция позволяет работать с металлами даже в недоступных местах. Возьмите инструмент в руки, окутайте ладонью рукоять. Ладонь должна вполне обхватывать рукоять, при всем этом пальцы не должны мешать друг дружке и не должны упираться в детали
Опасайтесь пустотелых ручек – чуток передавив, вы сломаете инструмент. Изделие не должно быть расшатанным, все детали подогнаны и делают чувство надежности
Ладонь должна вполне обхватывать рукоять, при всем этом пальцы не должны мешать друг дружке и не должны упираться в детали. Опасайтесь пустотелых ручек – чуток передавив, вы сломаете инструмент. Изделие не должно быть расшатанным, все детали подогнаны и делают чувство надежности.
Виды ножовочных полотен и их конструкция
Не стоит забывать о том, что производство рабочего ножовочного полотна проводится в соответствии с установленным стандартам в ГОСТ 53411-2009. Указанная информация в этой нормативно-технической документации определяет выделение двух основных групп: для машинной и ручной резки. Стоит учитывать, что машинное ножовочное полотно по металлу приобретается крайне редко, так как подобное оборудование применяется крайне редко. Для ручной ножовки проводится выпуск следующих вариантов исполнения:
- Одинарное полотно ножовочное по металлу с расстоянием между крепежными элемента 250 мм. При этом общий показатель длины составляет 265 мм. Подобный вариант исполнения подходит для инструмента, который применяется в случае отсутствия необходимости в большой производительности.
- Одинарные варианты исполнения с расстоянием между двумя крепежными элемента 300 мм. Общий показатель длины составляет 315 мм.
- Для большей производительности проводится установка двойного ножовочного полотна. Длина этого варианта исполнения, как и предыдущего.
Регламентировано значение и шага расположения, так как подобный показатель определяет многие эксплуатационные характеристики.
При изготовлении подобного изделия могут применяться самые различные сплавы, от чего во многом зависят основные эксплуатационные характеристики. Наибольшее распространение получили следующие сплавы:
- Х6ВФ.
- В2Ф.
- Быстрорежущие сплавы, к примеру, Р5М5 и Р12.
Полотно ножовочное с карбид вольфрамовым напылением в последнее время довольно распространено, так как характеризуется повышенной износостойкостью. Стоит учитывать, что напыление может иметь самую различную расцветку, в продаже встречаются синие варианты исполнения, обычная сталь темно-серая.
Рассматриваемое вольфрамовое полотно ножовочное характеризуется тем, что при высокой твердости рабочей поверхности структура характеризуется высокой чувствительностью к изгибающей нагрузке. Именно поэтому при небрежной резке металла прослужить долго подобное изделие не сможет.
Достигнуть высокого показателя прочности производители могут за счет проведения термической обработки. При этом стоит учитывать следующее:
- Основная часть изделия характеризуется твердостью поверхностного слоя около HRC 44-46.
- В зависимости от типа применяемого материала при изготовлении твердость зуба варьирует в пределе HRC от 64 до 67. Этот показатель свойственен легированных сплавам. Быстрорежущая сталь характеризуется тем, что имеет твердость HRC в диапазоне 73-78 единиц.
Не стоит забывать о том, что значительные перепады твердости становятся причиной чувствительности изделия к изгибанию. Инструмент рассчитан на различную нагрузку, она не должна превышать 60 кг при шаге 1,4 мм, а также 10 кг при шаге зуба менее 1,4 мм.
Довольно большое количество разновидностей подобного изделия определяет то, что с подбором подходящего варианта исполнения не возникает серьезных проблем.
Ножовочное полотно по металлу
Ножовка по металлу считается достаточно всераспространенным ручным инвентарем, который предназначен для разделения заготовки на несколько отдельных частей определенного размера. Его конструктивные особенности характеризуются тем, что есть возможность временами подменять рабочего. При обработке металла очень высока возможность резвого износа режущей кромки. Потому была предусмотрена функция смены ленты, что просит маленького количества времени. Различных полотен просто неограниченное количество, особенности выбора и многие другие моменты мы разглядим подробнее.
Виды ножовочных полотен
ГОСТ Р 53411-2009 Полотна для ножовки по металлу устанавливает два типа такового инструмента для машинной и ручной резки. Мы не будем касаться первых, но 2-ые доступны в 3-х главных типоразмерах:
- Одинарное, расстояние меж отверстиями 250±2 мм, при общей длине клинка менее двести шестьдесят 5 мм;
- Одинарный, расстояние меж крепежными отверстиями 300±2 мм, при общей длине клинка менее триста пятнадцать мм;
- Двойной, расстояние меж крепежными отверстиями 300±2 мм, при общей длине лезвия менее триста пятнадцать мм.
При всем этом толщина створки одинарной версии 0,63 мм, двойной 0,80 мм. Высота с одинарным рядом зубьев 12,5 мм, с двойным. 20 мм.
Также ГОСТ регламентирует значения шага зубьев P, мм и их количества z, которые для первого типа лезвий составляют соответственно 0,80 / 32, 1,00 / 20 четыре и 1,25 / 20. Обладатели более длинноватых ножовок, кроме выше, можно также использовать ножовочные полотна с параметрами 1.40 / восемнадцать и 1.60 / 16.
По марке материала, из которого изготавливают полотна ножовок по металлу, изготавливают их из инструментальных сталей:
- Бренды H6VF.
- Марки В2Ф.
- Быстроходные, марки П6М5, П12 либо П18.
Ассортимент российских ножовок на этом исчерпывается, но в специализированных торговых сетях обширно всераспространены так именуемые алмазные полотна с напылением поверхности нитридами титана либо других тугоплавких металлов. Эти полотна просто отличить по цвету: обыденные железные полотна имеют серый цвет, а напыленные. от ярко-оранжевого до голубого (зависимо от производителя).
Есть также полотна с так именуемым напылением карбида вольфрама, но, владея очень высочайшей твердостью, они очень чувствительны к напряжениям извива. Потому при резке металла их долговечность ничтожна.
Высочайшая крепкость полотна ножовки по металлу обеспечивается соответственной термообработкой. На поверхности лезвия выделяются две зоны с различными значениями твердости: конкретно у зубьев она колеблется от HRC 6 тыщ четыреста шестьдесят семь для легированных инструментальных сталей до HRC семь тыщ триста 70 восемь для быстрорежущих сталей (для алмазных лезвий этот параметр добивается HRA 8284). ), а в остальной зоне. HRC 4446. Значимая разница в твердости подтверждает высшую чувствительность изделия к изгибающим напряжениям, потому эталон также ограничивает наибольшее усилие, прилагаемое к ручной ножовке. Она не должна превосходить шестьдесят кг при работе с лезвиями с шагом зубьев наименее 1,4 мм и 10 кг для лезвий с шагом зубьев более 1,4 мм.

![§ 32. резка ножовкой [1980 макиенко н.и. - общий курс слесарного дела]](https://benzo-electro-instrument.ru/wp-content/uploads/f/0/0/f00f2c11db1f12bcc972ecf9079ffbaf.jpeg)



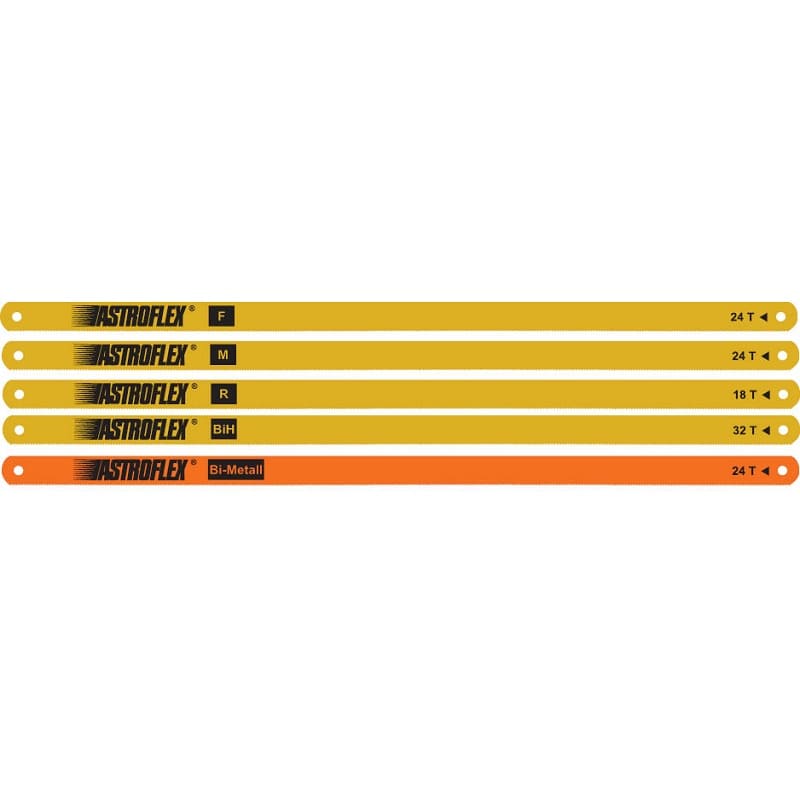
Какой зуб выбрать
Режущая плоскость по металлу выполняется с разным размером зуба и с разным шагом.
Параметры взаимосвязаны: чем больше промежутков, тем меньше зубцов, а чем меньше зубцов, тем больше они в размерах.
Определяющим параметром является количество зубцов на погонном дюйме (25 мм).
Выпускается изделия с 18, 24, 32 зубцами.
Чем больше зубцов, тем меньше они в размерах, тем более твердый металл может распиливать лезвие.
Для обработки материалов разной твердости рекомендуется использовать пилки с определенным числом зубцов.
Еще один нюанс – материал зубцов.
Каленые зубья намного прочнее, долговечнее, распиливают более твердые материалы.
Однако со временем они тоже теряют остроту.
Увы, заточить их уже нельзя.
Обычным зубцам возвращают остроту с помощью специального напильника для пилы, к полотнам по металлу это не относится.
Это интересно: Как делать электролобзик своими руками?





