

Способы заточки
Вы можете использовать заточной станок для пил или подручные приспособления.
Существует три основные методики заточки, где используется определенное приспособление, и соблюдаются правила обработки дисков. Какая из них самая правильная, сказать сложно. Опробовав каждую методику, вы сможете сделать определенные выводы для себя.
Заточка бывает:
- Классической;
- Полнопрофильной;
- Заточка граней зубцов.
Про каждую из них расскажем отдельно.
Классическая
Данная методика заточки используется давно, из-за чего и получила свое название.
- Заточка начинается с задней поверхности диска.
- Переднюю часть, набегающую на материал при резке, остается в своем неизменном положении.
- Обработку можно осуществлять непосредственно на дисковой пиле или снять пильный круг, установив его в тиски.
- Если затачиваете на циркулярке, обязательно отключите станок от питания.
- Для фиксации диска воспользуйтесь парой брусков, которые закрепят круг словно клинья. Бруски должна быть плотно прижаты к изделию, чтобы не допустить его движения при точении.
- Фломастером нанесите метку на первый зуб, с которого вы будете начинать.
- Выполните на первом зубе определенное количество движений точильным приспособлением. Запомните их количество.
- Для всех последующих зубцов повторяйте аналогичные по количеству и интенсивности движения.
- По завершению заточки обязательно проверьте работоспособность обновленной своими руками пилы. Если не возникает постороннего шума, вибраций и дисковый станок ведет себя стабильно, вам удалось правильно выполнить работу.
Альтернативные решения
К альтернативным способам заточки относятся те два метода, о которых мы описали выше. Они являются достаточно эффективными, потому часто применяются мастерами.
- Полнопрофильная обработка пильного диска. Среди всех методов точения этот способ можно считать самым точным и высококачественным. Это обусловлено тем, что для полнопрофильной заточки применяют специализированные точильные станки. Специальный круг выбирается по размеру и за один подход проходит все впадину между зубами диска, захватывая при этом поверхность соседней режущей кромки. Подобная методика точения пильных дисков позволяет избежать вероятности деформации зуба круг. Единственный недостаток способа заточки заключается в том, что для обработки пил разного профиля потребуется использовать соответствующие разные круги.
- Точение граней зубцов. Популярность данного метода точения инструментов циркулярных пил объясняется тем, что его можно использовать на профессиональном уровне и в обычных домашних условиях. Если заточка осуществляется с помощью станка, вам потребуется приобрести соответствующие абразивные круги, соответствующие параметрам ваших пильных дисков. Но оптимально для большинства владельцев циркулярных пил задействовать домашний способ обработки. Это обусловлено тем, что зачастую не требуется проводить большой объем работ, а вся обработка режущих кромок осуществляется надфилем. Чтобы эффективно заточить изделие, порой достаточно провести 4-5 движений качественным надфилем. Так зубцы приобретут необходимую степень остроты.
Опыт — это полезная вещь, благодаря которой можно избежать целого ряда ошибок, характерных для новичков
Потому обращать внимание на советы специалистов очень полезно, если вы хотите достичь положительного для себя результата при точении дисковой пилы
- Всегда используйте защитные очки. Это правило почему-то многие игнорируют, из-за чего потом страдают сами же мастера. Потому перед началом заточки обязательно наденьте все необходимые средства защиты;
- Не пытайтесь удалить больше металла, чем требуется. Снимайте ровно столько, чтобы удалить все имеющиеся трещины, заусенцы и неровности;
- Во время точения диск обязательно удерживайте в неизменном положении;
- Если диск не точили давно, придется снять больший слой металла;
- Соблюдайте идентичность всех зубов по форме и высоте.
Изначально кажется, что заточка — технологически сложный процесс. Но получив небольшой опыт, вам удастся легко затачивать круги дисковых пил.
Заточка пильных дисков необходима для любого инструмента, используемого для обработки древесины. Она производится в случае снижения качества распила и требует соблюдения основных правил, так как на период эксплуатации пилы влияет и грамотность исполнения заточки.
Виды дисков и зубьев, а также особенности их восстановления
Зубья диска изготавливаются из специализированного сплава вольфрама и кобальта (об этом свидетельствует маркировка на «лицевой» стороне диска) -ВК, ВК6 и др.).

Зуб имеет следующие геометрические плоскости:
- Переднюю;
- Заднюю;
- Боковые – две вспомогательные грани.
При пересечении геометрических плоскостей возникают две рабочие (режущие) грани:
- Главная.
- Вспомогательная.
Геометрическая форма зуба:
- Прямая. С их помощью распиливается деревянный листовой материал в продольном направлении.
- Трапециевидная. Такая форма обеспечивает длительность заточки при работе с древесиной разной твердости.
- Скошенная. Главная или вспомогательная грань имеет угловой скос, который позволяет диску зарезаться не только в однородную структуру дерева, но также и в клееные ДСП, ДВП. Кроме того «скошенный зуб» может резать пластик.
- Коническая. Универсальная форма, которая позволяет выполнять продольную и поперечную резку. Эта форма имеет один недостаток, который заключен в быстрой потере остроты рабочей грани.
Принципы и углы затачивания
На кромках пилы находятся четыре главных угла заточки. Они вместе с формой зуба могут выступать главными эксплуатационными характеристиками инструмента. Для описания каждого зуба используются:
- Передний и задний угол.
- Углы среза передней и задней поверхности.
Эти характеристики могут зависеть от вида и веса циркулярной пилы, её предназначения, а также плотности конкретной поверхности.
Углы заточки на схеме
Основываясь на параметрах, указанных выше, можно разделить все циркулярки на несколько видов:
- Для прорезания продольных отверстий. При совершении этой задачи следует использовать передний угол заточки от 15 до 25 градусов.
- Для совершения поперечной резки. В этой ситуации передний угол может варьироваться от 5 до 10 градусов.
- Универсальная заточка. Для совершения любых операций пилы затачиваются под углом в 15 градусов.
Размер затачиваемого угла устанавливается не только от направления движения пилы, он также связан с материалом заготовки. Если требуется прорезать очень твёрдые материалы, то следует выбирать наименьший угол. Для работы с более мягкими изделиями угол увеличивается.
Существует два доступных метода заточки дисковых пил — ручной и при помощи станка. Чтобы в домашних условиях заточить диск правильно, необходимо учитывать некоторые нюансы.
Ручной способ
Особые станки для затачивания кромок пилы редко применяются в бытовых условиях, потому что их стоимость высока. Поэтому при отсутствии такого приспособления, можно справиться с заточкой подручными приспособлениями, например болгаркой. При этом запрещается держать круг в руках, ничем его не зафиксировав. В противном случае не получится добиться достаточного угла среза для дальнейшей работы с материалом.
Чтобы надёжно зафиксировать круг в верном положении, применяют плоскую подставку.
Некоторые особенности:
- поверхность подставки совпадает с уровнем оси заточного диска;
- на ней зубчатый круг помещается таким образом, чтобы плоскость затачивания стала перпендикулярной полотну пилы;
- конструкция устройства дополнена поворотным шарниром.
Подставка поможет комфортно расположить диск пилы для обработки относительно абразивного материала. Перед началом работы проводится чёткая разметка. Для этого используется цветной маркер. Им рисуют линии, которые позволят заточить элемент под нужным углом. Тиски помогут надёжно закрепить диск на поверхности.
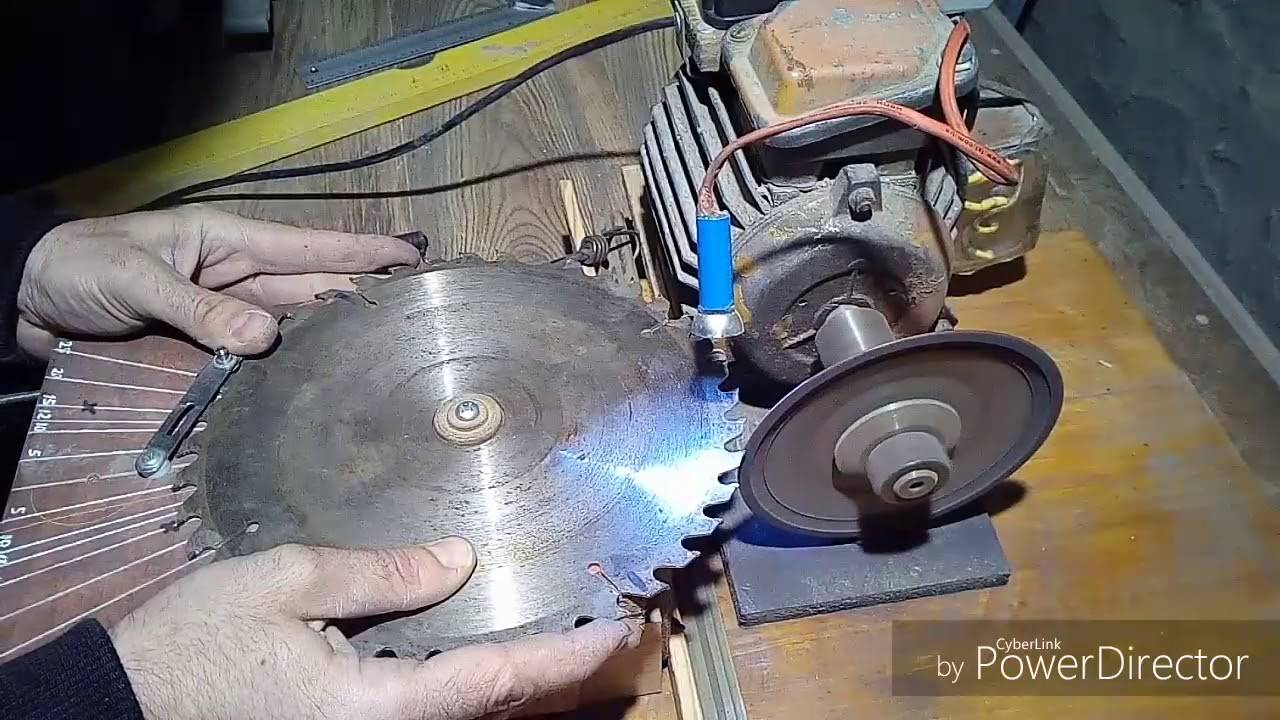
Видео заточки диска для циркулярной пилы болгаркой:
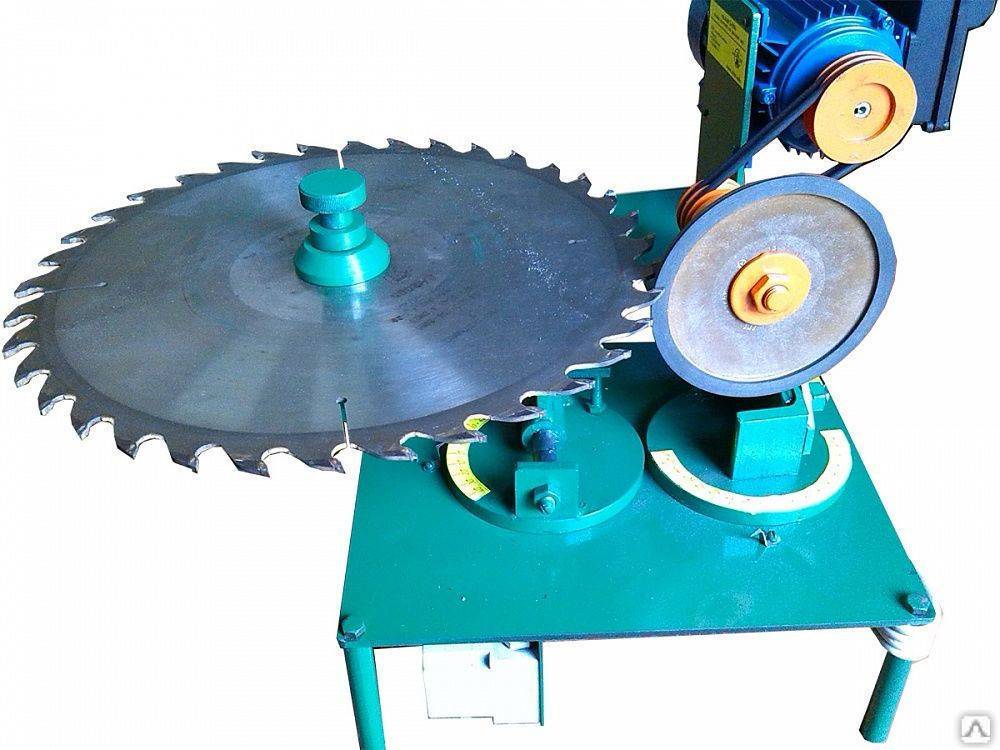
С помощью станка
Когда у мастера есть доступ к специальному точильному станку, обработка элементов происходит быстро и эффективно. Это приспособление имеет небольшие размеры, поэтому работать с ним комфортно и новичку. Не возникнет проблем даже при применении в бытовых условиях.
При покупке такого устройства смотрят на абразивный круг. Для его выбора учитываются отдельные нюансы:
- Лучше всего приобрести круг, сделанный из эльбора с алмазным напылением, или из зелёного карбида кремния;
- Если затачивается твердосплавный диск, даже при применении станка могут возникнуть проблемы.
Сам процесс использования станка для заточки предельно прост. Оператор должен удобно расположить диск на устройстве и зажать его с использованием специального фиксатора. Перед началом работы рекомендуется отметить маркером первый зуб. Это поможет не запутаться во время заточки, и не проверять зубья, которые уже подверглись обработке. Для выбора угла заточки на устройстве предусмотрен специальный измеритель. На нём следует установить необходимый угол, после чего устройство выполнит задачу самостоятельно.
Циркулярная пила — полезный инструмент, без которого не обойтись при строительстве. Она помогает делать прорези в поверхностях, а также изменять их форму и размер. Для затачивания дисков используют специальные станки или подручные материалы. Сделать работу собственными руками не так сложно, нужно придерживаться перечисленных рекомендаций и не бояться.









Заточка диска с победитовыми напайками:
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
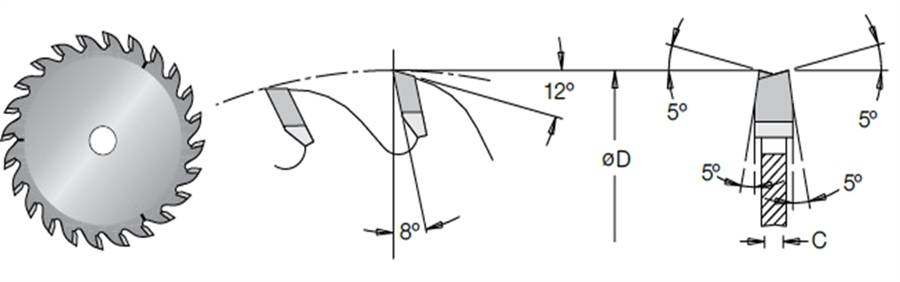
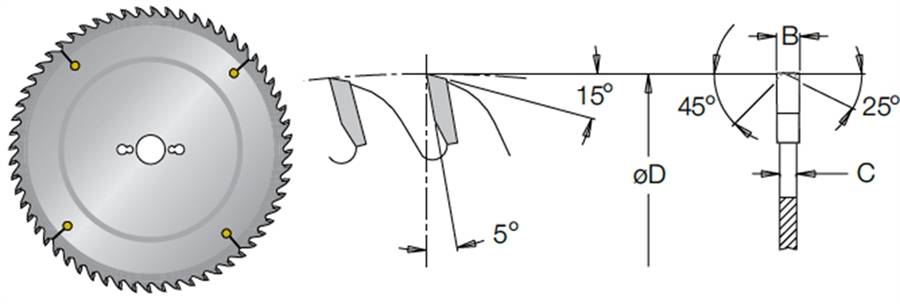
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.
Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Как сделать своими руками
Изготовление ножа из диска циркулярной пилы не настолько сложное занятие, как кажется на первый взгляд. Для его изготовления не потребуется особых технических навыков или использование специального оборудования. При желании, все работы можно выполнить самостоятельно.
Определяемся, что будем делать
Прежде всего, нужно определиться с назначением, формой и размерами будущего изделия. От этих параметров будет зависеть размер используемого пильного диска и необходимый набор инструментов для изготовления.
Например, чтобы сделать охотничий нож, лучше всего использовать диск для резки бетона, длиной 16 дюймов. Для кухонного подойдет 12 дюймовый пильный диск по дереву.
Что понадобится для изготовления
Кроме чертежа будущего изделия, для изготовления ножа потребуется следующие материалы и инструменты:
- пильный диск;
- угловая шлифмашинка с набором дисков;
- сверлильный станок или дрель;
- сверла по дереву и металлу;
- деревянный брусок;
- наждачная бумага различной зернистости;
- шлифовальный брусок.
Выбор диска
Практически все современные пильные диски производятся из высокоуглеродистой стали марки 9ХФМ. Изделия из такого материала практически не поддаются коррозии и имеют длительный срок эксплуатации. Поэтому выбор пильного диска для изготовления ножа сводится только к правильному размещению макета заготовки на диске.
Пошаговая инструкция изготовления
Перед началом проведения работ необходимо вырезать шаблон будущего ножа и очистить поверхность пильного диска от загрязнений и следов возможной коррозии. Для того чтобы сделать самодельный нож необходимо выполнить следующие действия:
- Приложить шаблон к поверхности пильного диска и, закрепив его магнитами нанести разметку.
- При помощи болгарки вырезать заготовку. Рез необходимо производить по внешнему краю разметки. Чтобы не допустить перегрева и изменения свойств металла, во время работы, пильный диск следует поливать водой.
- При помощи болгарки с зачистным диском произвести черновую обработку заготовки.
- На ленточный шлифовальный станок установить наждачную бумагу с фракцией зерна 36 и придать заготовке необходимую форму. Периодически необходимо окунать заготовку в ведро с водой для охлаждения.
- Установить на станок наждачную бумагу с размером зерна 80 и произвести чистовую обработку заготовки.
- Зажать заготовку между двумя деревянными брусками и скрепить их струбциной. Один из торцов бруска должен быть на месте начала будущего обуха.
- Не снимая ограничители произвести обточку лезвия ножа.
- Периодически необходимо проверять разницу между верхним и нижним торцами будущего ножа. При толщине обуха 2 мм, разница между ними не должна превышать 1 мм.
- Сняв деревянные бруски отшлифовать хвостовик ножа предварительно смочив его водой.
- Установив на болгарку шлифовальный круг с фракцией зерна 240 произвести полировку лезвия.
- Закрепить заготовку на деревянной доске при помощи струбцины.
- Закрепив наждачную бумагу с зерном 400 и 1000 на деревянный брусок, возвратно-поступательными движениями произвести чистовую полировку лезвия.
- Вырезать деревянные пластинки толщиной 7 мм для изготовления рукояток. Их длина должна соответствовать длине хвостовика ножа.
- Нанести на рукоятки разметку.
- На внутреннюю поверхность деревянных пластин нанести двухкомпонентную эпоксидную смолу и приложить их к хвостовику ножа. После этого прижать их струбциной.
- После высыхания клея в рукоятке просверлить два сквозных отверстия для установки алюминиевых заклепок.
- Установить заклепки в посадочные отверстия и расклепать их молотком.
- На шлифовальном станке, а затем вручную придать рукоятке необходимую форму.
- Покрыть рукоятки морилкой и дать ей полностью высохнуть.
После этого можно окунуть лезвие ножа на несколько минут в 5% раствор азотной кислоты для покрытия его защитной оксидной пленкой. Затем необходимо тщательно промыть лезвие проточной водой и наточить его.
Посмотрев видео можно увидеть все тонкости и нюансы изготовления самодельных ножей из пильного диска, а также узнать некоторые способы защиты лезвий от коррозии.
Видео «Как заточить пильный диск своими руками»
Показательное видео по выполнению самостоятельно заточки режущего пильного диска.
Пильные диски для циркулярок делают из высококачественного и крепкого металла, на них напаяны пластинки из различных твердых сплавов.
Зубцы имеют разнообразные в плане геометрии формы:
- С прямой формой зубьев
- Косые зубья.
- С зубьями трапециевидного вида.
- Зубцы с конической формой.
Вы приобрели циркулярную пилу и после некоторого времени работы диск затупился. И теперь вы задаетесь вопросом – как заточить циркулярку? Ниже мы попытаемся все просто объяснить.







Как правильно затачивать пильный диск
Прежде всего, надо иметь в виду, что в основном зубья изнашиваются на верхней режущей кромке, она во время работы округляется. Толщина округленного слоя может достигнуть от 0,1 до 0,4 мм, очень быстро и затупляется и передняя грань поверхности кромки.
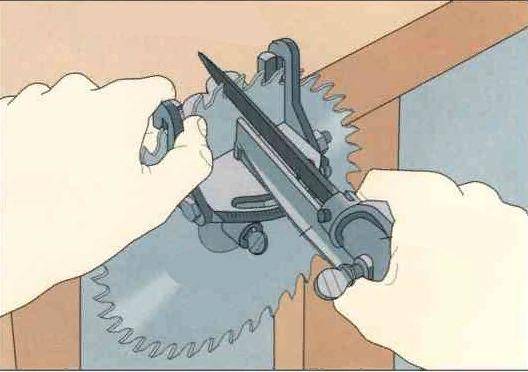
Для правильной и грамотной заточки пилы циркулярки вам потребуется: специальный станок для затачивания и маятниковый угломер.
Правильная заточка циркулярки с прямыми зубцами выполняется по плоскости располагающейся спереди. Для этой цели диск устанавливается в оправку находящуюся в горизонтальной плоскости.
Далее воспользовавшись винтами для регулировки, установленными на оборудовании для затачивания инструмента, требуется установить необходимый для правильной заточки угол. Дисковая пила должна перемещаться с наиболее плотным прилеганием к поверхности наждачного диска.
Толщина стачиваемого наждачным кругом слоя регулируется силой прижимания диска пилы к абразиву. После затачивания первого зубца, диск пилы отводится от наждачного камня, переставляется на один шаг и действия продолжаются таким же образом до заточки всех пластинок из твердосплавного материала.
Правильное затачивание пильного диска
Заточка дисков циркулярки со скошенной поверхностью напайки из твердосплавного материала производится по задней ее плоскости и по передней. Отличается такой способ затачивания от заточки дисков с прямой поверхностью тем, что пилу требуется располагать под углом соответствующим углу наклона зубьев.
Чтобы знать, как заточить пилу на циркулярку, проводите поэтапно такие действия:
- Ставить требуемый угол нужно с помощью маятникового угломера;
- Сразу устанавливается угол с положительным значением: +6, +8, +10 и т. д.
- Затачиваются пластины через одну, пройдя по кругу, у вас будет наточена первая половина пластинок, после этой операции угол наклона изменяется на противоположный, и начинают заточку другой половины пластин зубьев.
Заднюю часть напаянных пластинок наточить намного труднее, для этой операции требуется специальный станок, в котором можно устанавливать циркулярный диск, таким образом, когда задняя плоскость зубьев диска располагается параллельно плоскости наждачного камня.
Заточка без станка
Многих интересует вопрос – как заточить пилу на циркулярку без специального станка? При необходимости и когда нет специального оборудования для заточки дисков его можно заточить, используя подручные средства.
Как заточить для циркулярки используя наждачный станок? Для удобства работы необходимо изготовить приспособление, которое даст возможность фиксировать пильный диск в требуемом положении относительно наждачного круга установленного на станке. Для этой цели можно использовать обычную пластину из металла поверхность, которой расположить на одном уровне с осью наждачного круга.
На пластину укладывается диск от циркулярки и закрепляется в нужной плоскости к поверхности. Закреплять его можно при помощи болтов, которыми можно будет производить и регулировку угла наклона диска.
Проверить качество сделанной заточки можно при осмотре заточенных пластин, нужно визуально осмотреть поверхность, при правильной заточке не должно быть сколов, разных трещин и должны отсутствовать блики на поверхности заточенных мест. Радиусы закругления режущих кромок должны быть в пределах: 0, 010-0,014 мм.
При соблюдении всех рекомендаций по выполнению заточных работ, можно с уверенностью работать на циркулярной пиле не заменяя пильных дисков на новые. Вновь заточенная режущая часть дисков будет качественно распиливать необходимые материалы и изделия без порчи их поверхностей. Что позволит вам значительно сэкономить денежные средства на приобретение новых дисков.
Способы заточки дисковых пил
Для формирования новой режущей кромки можно использовать любой заточной станок
Важно изначально правильно выбрать наждачный круг и с его помощью наточить кромку. Для этого необходимо использовать корундовые или алмазные модели
Оптимальным вариантом является применение специального оборудования, предназначенного для выполнения этой работы. Но из-за его высокой стоимости во многих случаях его приобретение нецелесообразно. Альтернативным способом является использование точильного станка с возможностью изменения угла расположения корундового диска.
Ни в коем случае нельзя делать заточку вручную самому. Во-первых — это займет очень много времени. Во-вторых – полученный результат не будет соответствовать стандартам. В случае отсутствия возможности выполнить заточку пильного диска по дереву самостоятельно рекомендуется воспользоваться услугами специализированных компаний.
Профессиональная заточка пил циркулярных своими руками выполняется по следующим правилам:
- основная деформация происходит на верхней кромке зуба. Происходит округление граней от 0,1 до 0,3 мм. Именно с этого места необходимо начинать обработку;
- заточка выполняется по передней и задней кромке. Это обеспечит возможность повторной процедуры до 25 раз;
- величина съема не должна превышать значение 0,05-0,15 мм;
- уровень обработки передних и задних граней должен быть одинаков.
После того как заточка дисков по дереву завершится – рекомендуется ее довести мелкозернистой наждачной бумагой. Это можно сделать вручную или с помощью специального станка.
Специалисты советуют применять специальные корундовые диски, торцевая поверхность которых имеет паз специальной формы. Он облегчит выполнение процедуры.
Общие правила заточки циркулярной пилы
Чтобы заточить диски для циркуляционной пилы, нужно не допускать их сильного изнашивания, а именно радиус округления резца не должен быть более 0.2 мм. Далее придерживаются таких основных правил:
- Подвергают обработке в первую очередь основные грани, из которых больше изнашивается передняя.
- В крайнем случае, при сильном износе боковых граней, их подправляют.
- За один раз снимают не более 0.15 миллиметров толщины металла пилы.
- При доводке граней электрическим инструментом не допускается перегрев металла, в случае чего его свойства ухудшаются.
- Для обеспечения максимального ресурса жизни пилы, когда ее можно затачивать до 30 раз, следует точить обе грани: и переднюю, и заднюю, – снимая одинаковое количество металла.
- Не допускается заточка пил циркулярки не предназначенными для этого инструментами, например болгаркой и диском для резки металла.
После проведения основных операций заточки можно доработать зубья тонкой наждачкой. Проверка качества заточки инструмента происходит в рабочих условиях. Если все в порядке, раскрой материала будет чистым, гладким, без видимых дефектов и почернений.
Какие зубья бывают на режущих насадках
В основе любого режущего устройства лежат зубья, качество заточки которых влияет на эффективность и производительность. Зубья на насадках изготавливают непосредственно из твердосплавных материалов. Для повышения срока службы, на зубья наносятся напайки из победита, что позволяет продлить ресурс рабочей насадки в 5-6 раз.
Количество режущих зубьев на круге зависит от его диаметра. Зубцы состоят из передней и задней части, которые отличаются по конструкции, а также боковой. Зубья по внешнему виду (геометрии) классифицируются на следующие виды:
- Прямые — разновидность зубьев, применяемые для продольного распила листового материала
- Трапециевидной формы — режущие звенья имеют вид трапеции, что является преимуществом — они нуждаются в заточке очень редко
- Скошенные звенья — самый распространенный вид зубьев, который характеризуется наличием углового скоса на задней или передней части. Такая конструкция позволяет производить распиливание не только древесины, но и прочих видов материалов, как ДВП, ДСП, фанера и даже пластик
- Конические — имеют вид конуса, но их главный недостаток в быстром притуплении, поэтому нуждаются в частой заточке. Применяются не только для поперечного, но и продольного распиливания листового материала
Производители также выпускают диски для циркулярных пил с активными и пассивными звеньями. В зависимости от вида зубьев, различается процесс их заточки. Чтобы правильно наточить зубья на циркулярной пиле, понадобится правильно определить угол их заточки.
Виды дисков
Для работы с древесиной недостаточно приобрести хороший электрический инструмент с одним отрезным кругом. Этот повсеместно востребованный материал имеет множество сортов. И у каждого из них своя твердость и упругость.
К тому же в процессе работы возникают задачи различной сложности. И для их решения требуется индивидуальный подход. То есть, применение определенной насадки, подходящей для самой качественной обработки. Поэтому арсенал мастера должен быть укомплектован на все случаи жизни.
Пильный диск по дереву для циркулярки выпускается всего в двух видах. Монолитная конструкция полностью состоит либо из высокоуглеродистой стали, либо быстрорежущей. Недорогое изделие способно справиться с любой древесиной. А кроме этого может распиливать полимерные сплавы.
Хорошим достоинством литого диска является простота заточки. При этом ее можно делать многократно и самостоятельно. Из-за этого инструмент имеет очень большой ресурс работы.
Набор литых пильных дисковИсточник prom.st
Твердосплавная конструкция изготавливается из инструментальной стали. Но ее зубья сделаны из очень прочных сплавов, в которые добавляется карбид вольфрама. Такое решение позволяет распиливать не только самую капризную древесину, но и обрабатывать многие металлы.







Кроме этого конструкция с твердыми напайками имеет еще ряд достоинств по сравнению с монолитной:
- Разводка зубьев диску не требуется.
- Одна заточка резцов позволяет проработать время, при котором монолитный аналог будет несколько раз перетачиваться. Поэтому ресурс у твердосплавного диска в несколько раз больше.
- Проходит любой материал буквально с идеальным чистым резом и затрачивает на это меньше времени.
Но заточку твердосплавного диска для циркулярной пилы в домашних условиях не выполнить. Для это требуется специальное оборудование. Да и цена на такой инструмент очень высока. Правда эксперты утверждают, что диск успевает окупиться еще до перезаточки. И многие мастера не тратятся на нее, а сразу покупают новый отрезной круг.
Диск с твердосплавными резцамиИсточник s-bol.com
Помимо основных двух видов дисков для циркулярки, следует упомянуть о дисковых фрезах. Инструмент разрабатывался для обработки металла, но многие операции по древесине выполняются именно с его помощью. Например, фрезу применяют, когда нужно выбрать паз у деревянного изделия.
Разновидности пил
Если диск правильно заточен, и зубья разведены по шаблону, то он может обработать заготовку в любом направлении относительно древесных волокон.
Существуют такие виды инструмента:
- пила с твердосплавными дисками;
- диски, сделанные из цельного металла;
- диски с зубьями, обработанными твердым материалом;
- диски со сверхпрочными напайками на зубьях.
Твердые сорта древесины обрабатываются дисками, которые имеют особые выемки. Технологические разрывы предохраняют деформацию инструмента, не позволяют ему перегреваться во время производственного цикла. А также значительно снижается вибрация, шумовой фон, улучшается качество линии, образуемой распилом. Пила имеет зубья, которые обработаны под определенным углом, каждый зуб обладает несколькими режущими кромками.
Есть главная кромка, с ней сопрягаются дополнительные, при этом образуются пересекающиеся плоскости:
- А;
- В;
- С.
Сами плоскости также варьируются в различных сопряжениях.
Зубья могут быть прямые, они обычно используются для предварительного раскроя материала. Такие зубья обеспечивают разрез невысокого уровня. Однако производительность у таких зубьев довольно высокая.
Зубы скошенной конфигурации обеспечивают более точную линию, такие зубья подходят для обработки таких материалов, как:
- фанера;
- листы ПВХ;
- ДСП;
- ДВП.
Зубья обеспечивают ровный рез, при этом материал не крошится.
Есть также диски, в которых присутствует скос у передней кромки резца, также есть скос с задней кромкой. Возможны варианты чередования различных зубьев с разными скосами. Подобные ухищрения обеспечивают чистоту реза, однако следует помнить: чем плотнее материал, тем быстрее такие зубья тупятся.
Зуб в форме трапеции – такая конфигурация зубьев обеспечивает длительный срок службы инструменту. Часто применяют комплексную конструкцию, когда чередуются зубья трапециевидные и прямые. Вторые осуществляют первичный прорез, что дает возможность зубьям прямой формы «полировать» произведенный распил.
Зуб в форме конуса – такие зубья являются вспомогательными и предназначены для работы с материалами, на которых присутствует ламинированная поверхность. Они обеспечивают правильный распил без образования каких-либо сколов.
Зуб в форме серпа – в этом случае зубья загибаются, что дает возможность проводить точный распил материала поперек древесных волокон.
Общие правила заточки циркулярной пилы
- Подвергают обработке в первую очередь основные грани, из которых больше изнашивается передняя.
- В крайнем случае, при сильном износе боковых граней, их подправляют.
- За один раз снимают не более 0.15 миллиметров толщины металла пилы.
- При доводке граней электрическим инструментом не допускается перегрев металла, в случае чего его свойства ухудшаются.
- Для обеспечения максимального ресурса жизни пилы, когда ее можно затачивать до 30 раз, следует точить обе грани: и переднюю, и заднюю, – снимая одинаковое количество металла.
- Не допускается заточка пил циркулярки не предназначенными для этого инструментами, например болгаркой и диском для резки металла.
После проведения основных операций заточки можно доработать зубья тонкой наждачкой. Проверка качества заточки инструмента происходит в рабочих условиях. Если все в порядке, раскрой материала будет чистым, гладким, без видимых дефектов и почернений.





