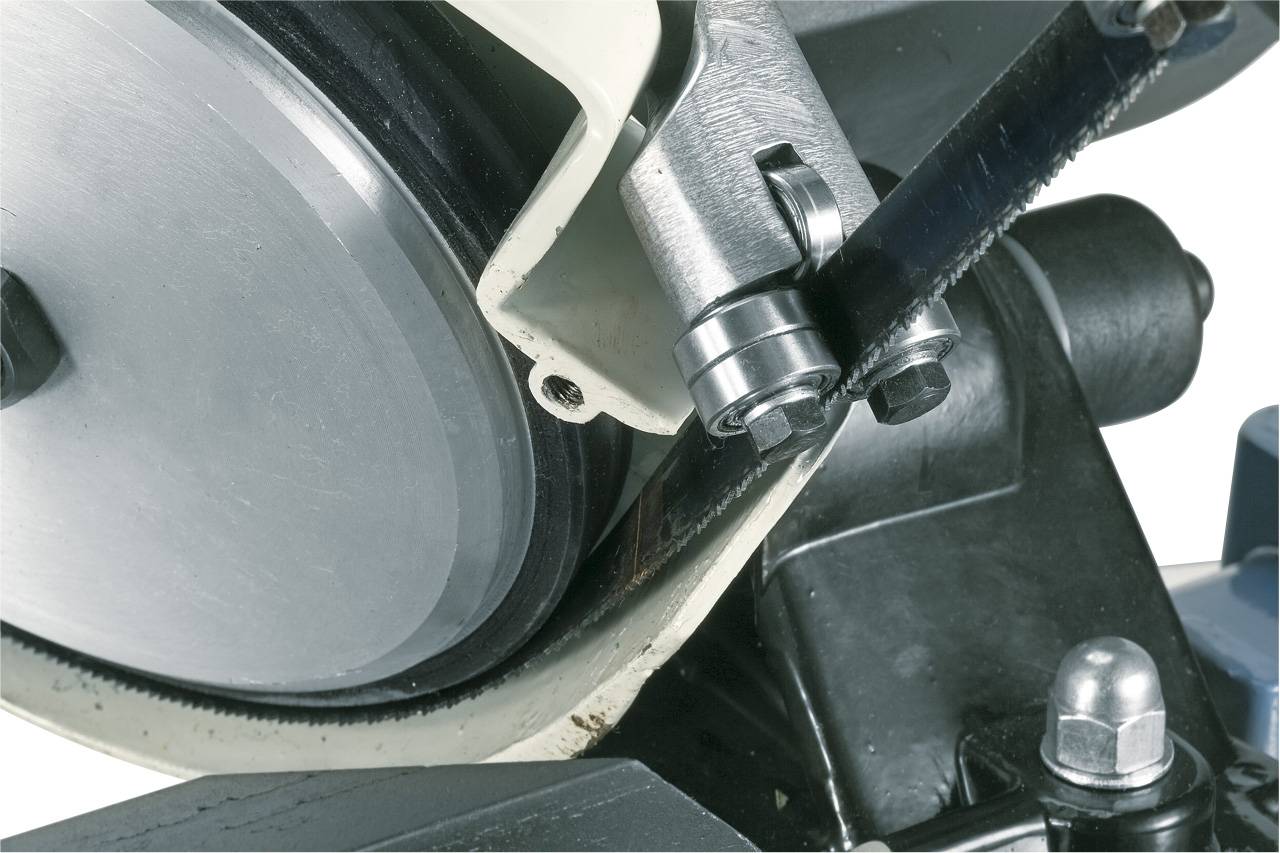
Как пользоваться ленточной пилой по дереву?
При работе с ленточной пилой по дереву приходится самостоятельно подавать заготовку в станок, поэтому нужно работать аккуратно и точно. Положите заготовку к упору, затем нанесите на нее разметку. После этого запустите пилу и дайте ей поработать 2 минуты, пока она не наберет нужное количество оборотов. Плавно подавайте заготовку, хорошо прижимая ее к столу. Следите, чтобы при подаче не было рывков, а пила мягко входила в материал. Если вы заметили, что пилу заклинивает, остановите работу и проверьте, подходит ли пильное полотно материалу и не затупилось ли оно. Кроме того, может не подходить скорость движения режущего полотна. Помните, что для твердой древесины нужна меньшая скорость, а для мягкой — большая.

Вот несколько моментов, о которых нужно помнить при работе:
- Не тяните заготовку на себя, так как это может привести к соскакиванию пильной ленты с роликов.
- Если работаете с маленькими деталями, пользуйтесь подающей доской, чтобы пильное полотно не зацепило руки.
- При обработке круглой заготовки необходимо следить за тем, чтобы она не поворачивалась при пропиле.
- Если вы долго работаете ленточной пилой, делайте паузы, чтобы убрать стружку и пыль с рабочей поверхности.
Рейтинг ленточных пил
Выбор строительного оборудования и инструмента зависит от задач, которые пользователь ставит перед ним. Для бытового использования достаточно малогабаритных настольных моделей. В небольших мастерских предпочтительна полупрофессиональная техника. Мощные производительные станки пригодятся на большом производстве. При составлении рейтинга специалистами ВыборЭксперта были изучены характеристики предлагаемых на рынке моделей, обзоры и мнения профессионалов, отзывы покупателей. При сравнении товаров и добавлении их в ТОП лучших учитывались следующие критерии:
- Глубина и ширина пропила;
- Мощность;
- Размер стола;
- Функционал;
- Соотношение цены-качества;
- Доступность в магазинах.
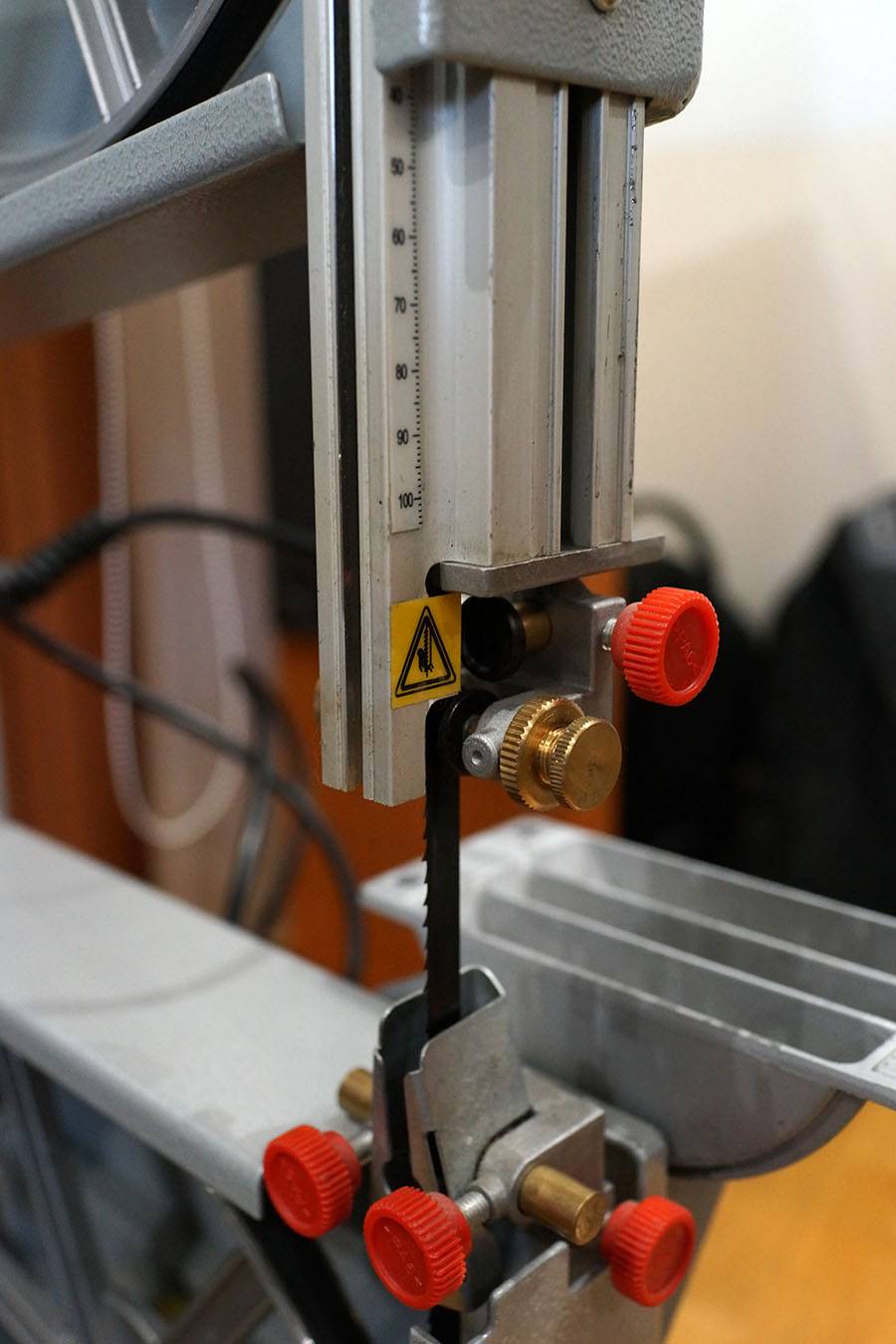
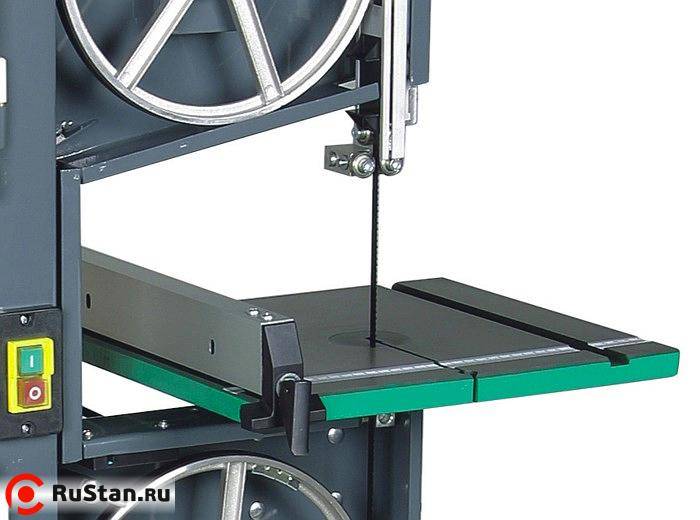
Некоторых мастеров интересуют дополнительные опции. Миллиметровая шкала в сочетании с несколькими упорами поможет точнее обрабатывать детали заготовок. Регулировка скорости нужна при распиле материалов разной твердости. Это обычно требуется на профессиональном уровне.

Лучшие полировальные машины
Срок полезного использования
Реальный срок полезного использования ленточнопильных станков — это «моточасы», т.е. время, которое станок находился в работе до списания. Его иногда путают со сроком владения, но это разные показатели.
Недорогие бытовые станки не рассчитаны на долгое время, потому что в быту для них не бывает большого объема работы. Поэтому речь идёт о профессиональном оборудовании. Здесь срабатывает правило — чем дороже стоимость станка, тем больше он может прослужить.
Ленточнопильный двухколонный полуавтоматический станок Everising H-1010. Фото Стербруст
Это правило нелинейно, бывает, что цену добавляют дорогие раскрученные бренды. А малоизвестный скромный производитель может выпускать более дешевую и надежную продукцию.
Тем не менее стоимость станка и срок его службы логично связаны между собой.
Гарантийные сроки
Их нельзя увязывать со сроками полезного использования. Большинство производителей стараются не обременять себя долгосрочными обязательствами перед клиентами. Поэтому гарантийный срок у многих производителей составляет 1 год.
Станок ленточнопильный полуавтоматический двухколонный DISPA DY-550. Фото Станочный мир
Но некоторые компании, полностью уверенные в надежности своей продукции, увеличивают этот срок до 2-3 лет.
Ремонтопригодность
Этот показатель крайне важен для срока службы станка. Если станок легко ремонтировать, он может работать много десятков лет. Поэтому услуги по ремонту востребованы у клиентов. Исправление незначительной поломки возможно выполнить самостоятельно. Для этого требуется приобрести необходимые комплектующие — ленточные пилы и прочие запчасти.
Определить хорошую ремонтнопригодность ленточнопильного станка можно по следующим признакам.
Массивная литая станина
Это основа станка, на которую всегда можно поставить новую деталь. Если станина слабая и разрушается, ленточнопильный станок выходит из строя полностью.
Двухстоечный ленточнопильный станок СРЗ 200-04. Фото Завод Ростанко
К тому же литье выполняют из крупнопористых сплавов, которые гасят разрушающие вибрации и шумы.
Стандартные детали
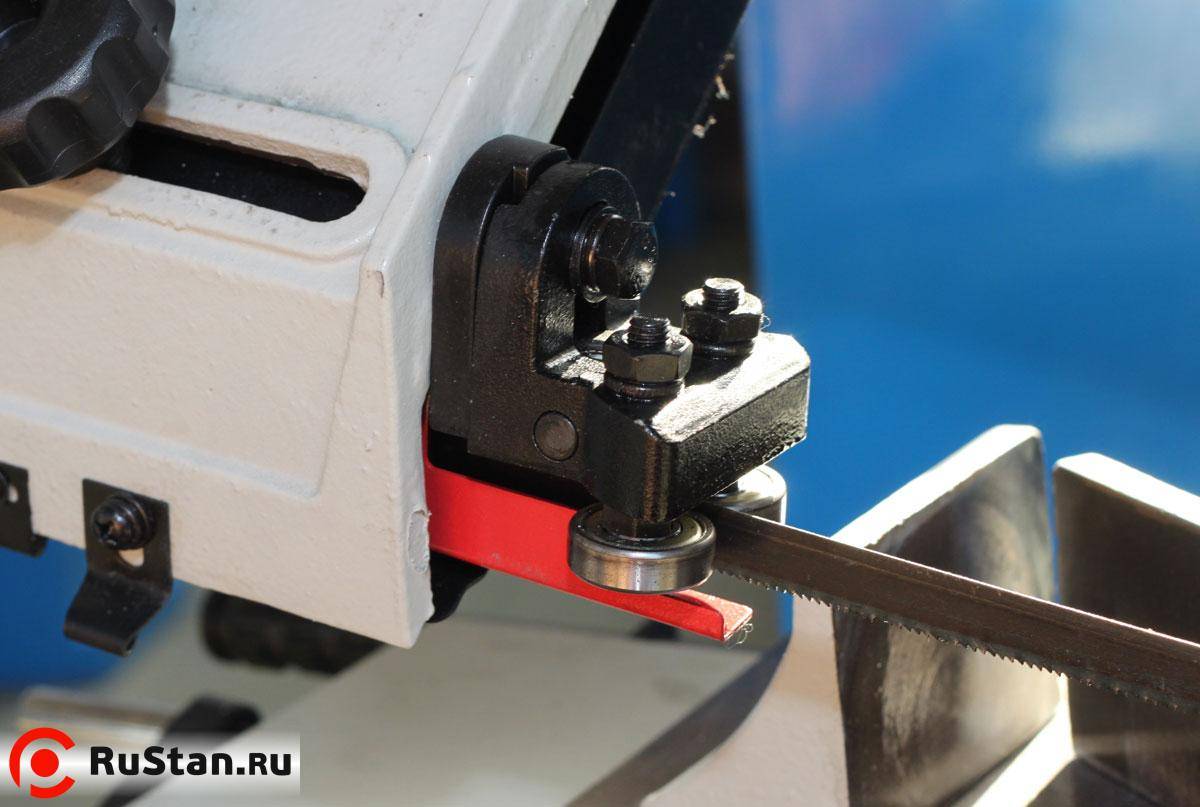
В основном это касается шариковых и роликовых подшипников. Если в станке применяются ГОСТ-овские подшипники, их всегда можно купить в любой специализированной фирме и заменить.
Простота конструкции
Она обеспечивает легкий доступ к большинству узлов. Также, если на станке нет множества сложных, витиеватых деталей, а есть простые, например, валы и шкивы, их всегда могут сделать в большинстве металлообрабатывающих цехов.
Ленточнопильный вертикальный станок MAKITA LB1200F. Фото 220Вольт
Специальные сложные детали придется заказывать у фирмы производителя, что не всегда дешево. К тому же бывает, что модель снимают с производства, а через некоторое время прекращают и выпуск запасных частей к ним
Электропривод
Хотя электродвигатель стоит на каждом ленточнопильном станке, его можно считать самостоятельным элементом. Выходят из строя они совсем по своим причинам (перепады напряжения, пробой изоляции и межвитковое замыкание и т.д)





Важно, чтобы на ленточнопильном станке стоял типовой двигатель, который в случае поломки можно будет свободно и недорого купить
Ленточнопильный станок Bomar SV 330. Фото Bomar
В итоге. Реальный срок полезного использования ленточнопильного станка определить точно нельзя. Он зависит ещё и от условий эксплуатации, правильного обращения и ухода. Но условно можно сказать, что срок рационального использования такого станка — около 10 лет. Потому что спустя такой срок обязательно появляются более передовые и производительные модели.
Формальный срок полезного использования
Кроме реального, есть формальный срок полезного использования по амортизационной группе. Это понятие используется в бухгалтерской и налоговой отчетности на средних и крупных предприятиях. Например, для налоговых льгот на инвестиции в новое оборудование, если таковые предусмотрены. Также для возможности списания отработавшего оборудования и прочих отчетных тонкостей.
Ленточнопильный станок WE-270DS. Фото Way Train
Установлено несколько амортизационных групп для разных видов оборудования со своими кодами. Как выглядит таблица кодов, можно посмотреть, например, здесь.
По таблице можно определить, что для ленточнопильных станков именно по металлу нет отдельного кода. Он есть для ленточнопильных станков по дереву. Таким образом, ленточнопильные станки по металлу относятся к группе «станки металлообрабатывающие» с кодом 14 292 20 30. Это третья амортизационная группа со сроком полезного использования от 3 до 5 лет включительно.
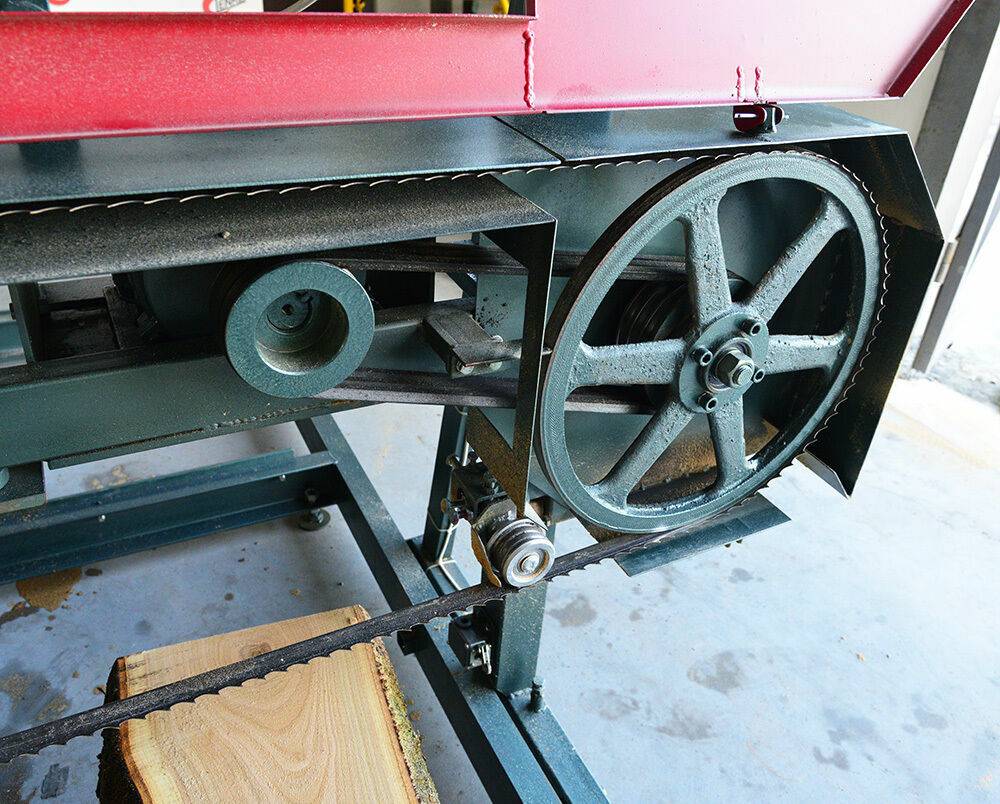
Принцип работы ленточнопильного станка
Чаще всего для приводного механизма используют ремень, который закреплен на двух маховиках. В момент запуска станка ремень начинает двигаться, при этом у мастера появляется возможность для загрузки заготовки для выполнения операции по ее резке. При помощи этого станка можно создавать очень точные распилы, чего удается добиться благодаря равномерному распределению давления при выполнении работ с металлическим изделием. Работа по резке на подобном оборудовании происходит в обычных условиях, когда заготовка располагается под прямым углом к оси оборудования, или под углом, который не может быть больше 60 градусов.
Для задействования дополнительного режима необходимо выбрать другое расположение рабочего узла или же изменить угол размещения поворотной рамы. Использование наклонной схемы резки позволяет с меньшими усилиями выполнять обработку заготовок. Чтобы во время выполнения операции не столкнуться с таким неприятным явлением, как перегрев пил, прибегают к смазочно-охлаждающей жидкости. В качестве ее может применяться вода или жидкий вязкий состав, который в непрерывном режиме необходимо подавать на лезвие полотна, что обеспечит постоянное его омывание. Помимо защищающего эффекта подобная жидкость позволяет избежать быстро преждевременного износа, а также уменьшает количество образующихся металлических частиц.
Среди других полезных функций следует выделить то, что подобные ленточнопильные станки могут предусматривать особые сеточки, благодаря которым можно все без перерывов удалять с лезвия полотна стружку и пыль. Благодаря этой опции можно обеспечить более качественный и ровный пропил. Польза от его использования заключается и в том, что это положительным образом сказывается на эксплуатационном ресурсе пилы и при этом исключается попадание отходов обработки на оператора.
Предлагаемые сегодня ленточные пилы по металлу могут быть классифицированы на следующие виды:
- Углеродистые. Их используют при выполнении резки нелегированных и легированных сталей;
- Биметаллические. Они получили распространение при задействовании тяжелых режимов резки;
- Твердосплавные. С их помощью эффективно выполнять распил труднообрабатываемых металлов. Чаще всего в роли последних выступают сплавы, в составе которых присутствует большое количество титана и никеля;
- Алмазные. С их помощью можно выполнять резку абразивных материалов.
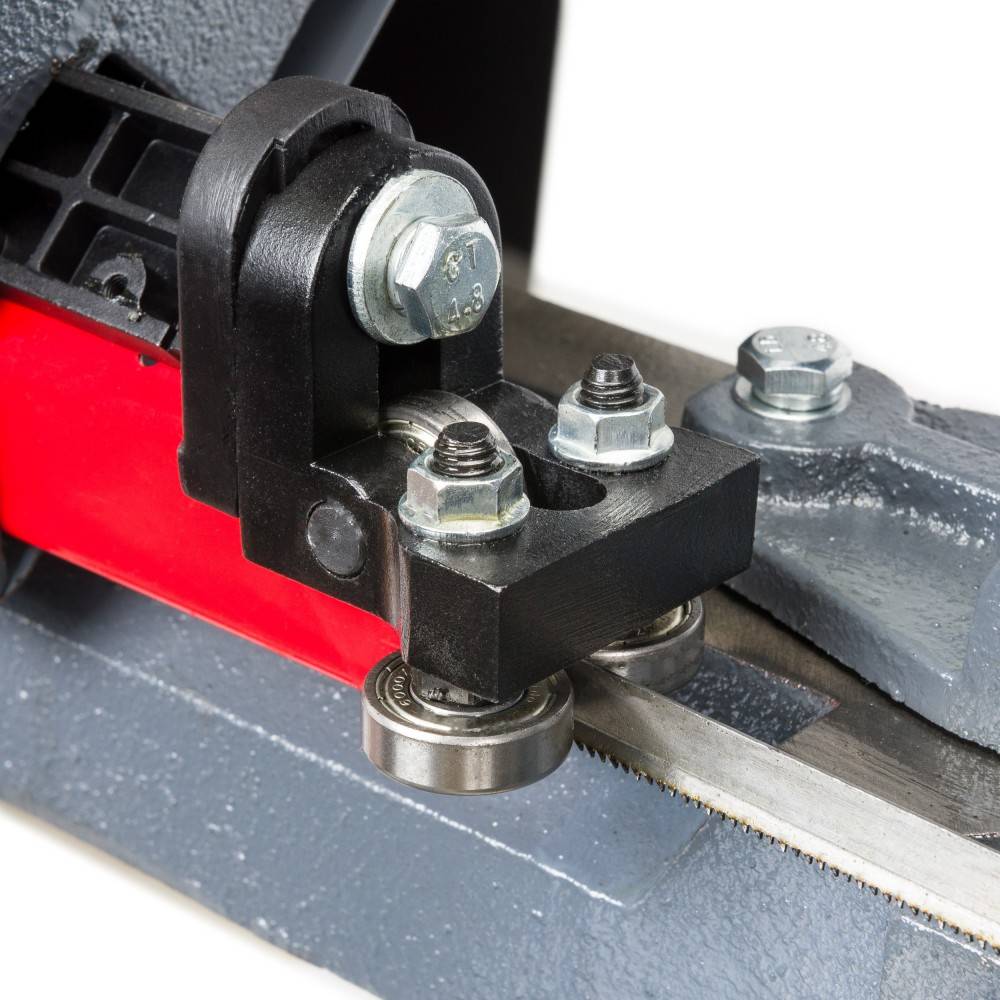
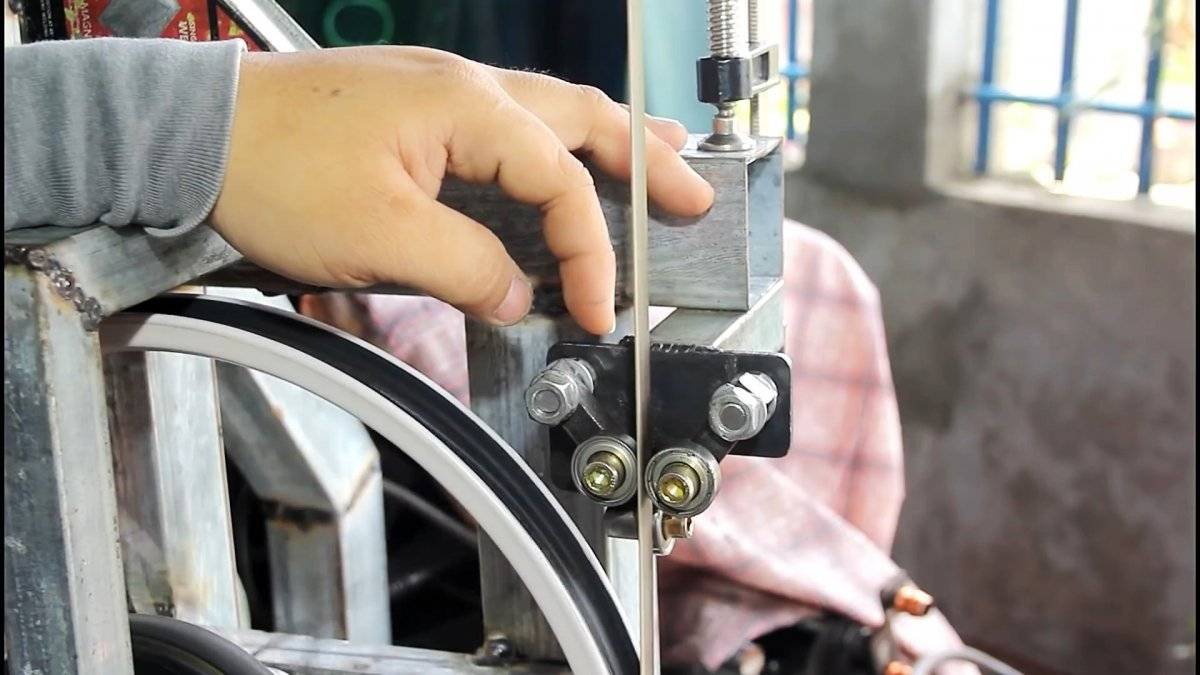
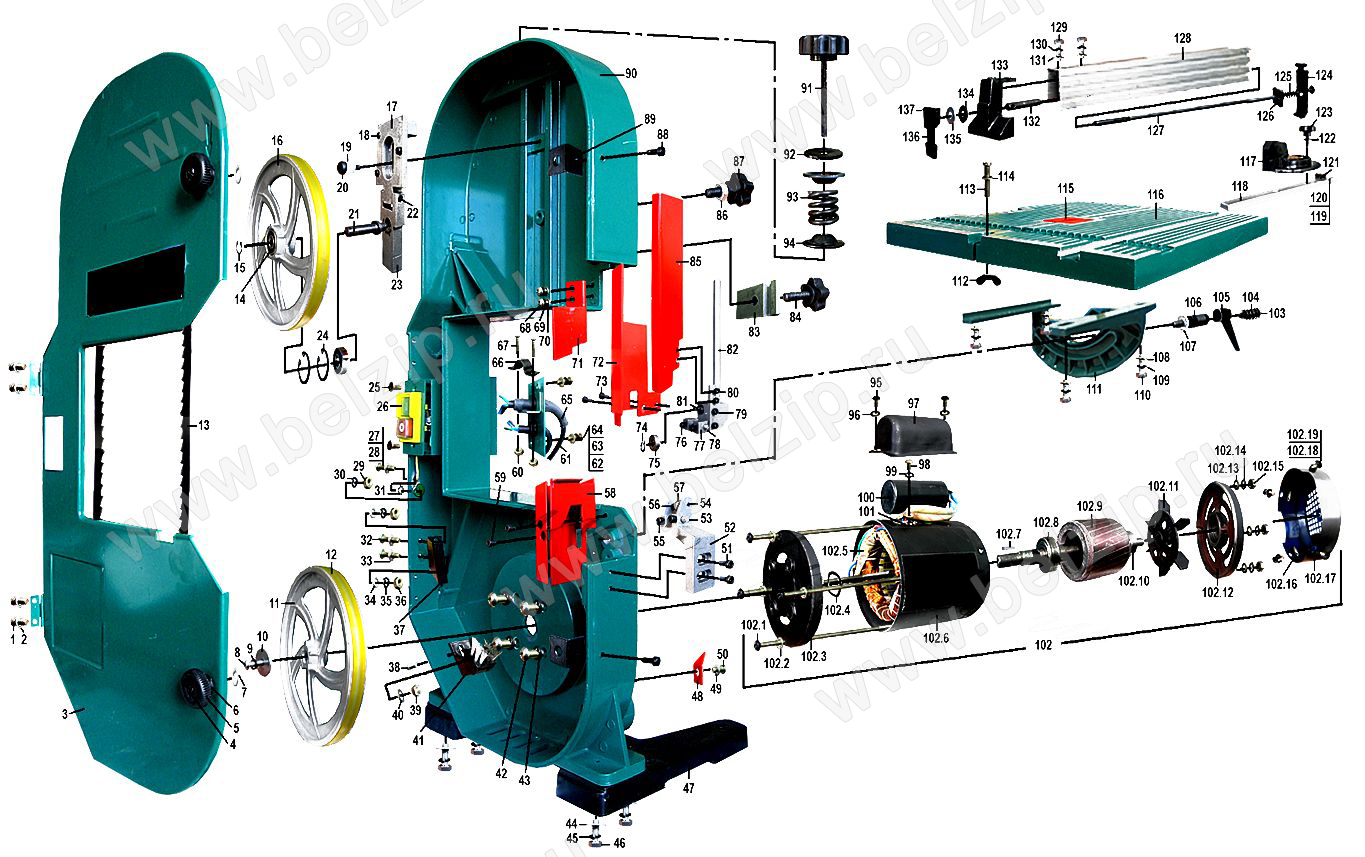
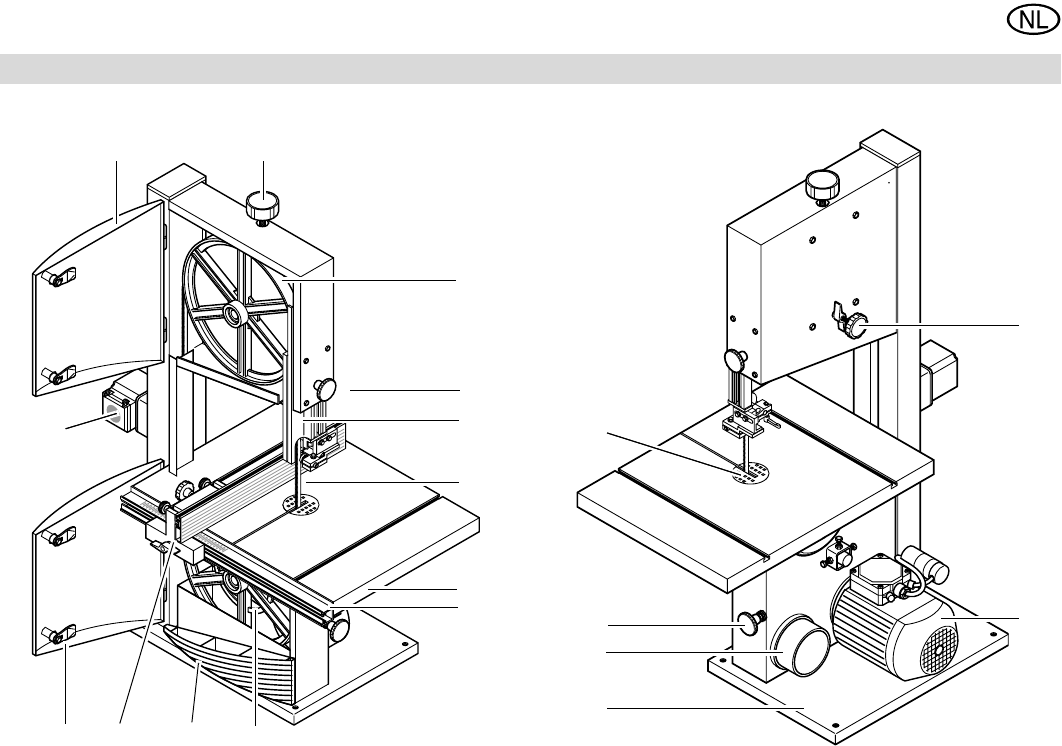
Устройство ленточных пил
Ленточнопильный станок по металлу состоит из следующих частей:
- прочной рамы;
- нескольких шкивов (в количестве от 2 до 3);
- тисков с гидрозажимом;
- рабочего привода;
- системы, ответственной за подачу смазочно-охлаждающей жидкости в зону проведения работ;
- механизма, контролирующего степень натяжения;
- пульта, через который осуществляется управление;
- контрольных систем, ответственных за ход работы и безопасность;
- осветительных приборов.
Производительность ленточнопильного станка напрямую зависит от мощности мотора
Именно на этот показатель стоит обращать особое внимание при выборе. Рекомендуется приобретать оборудование с большим запасом мощности, это убережет силовую установку от быстрого износа и поломки
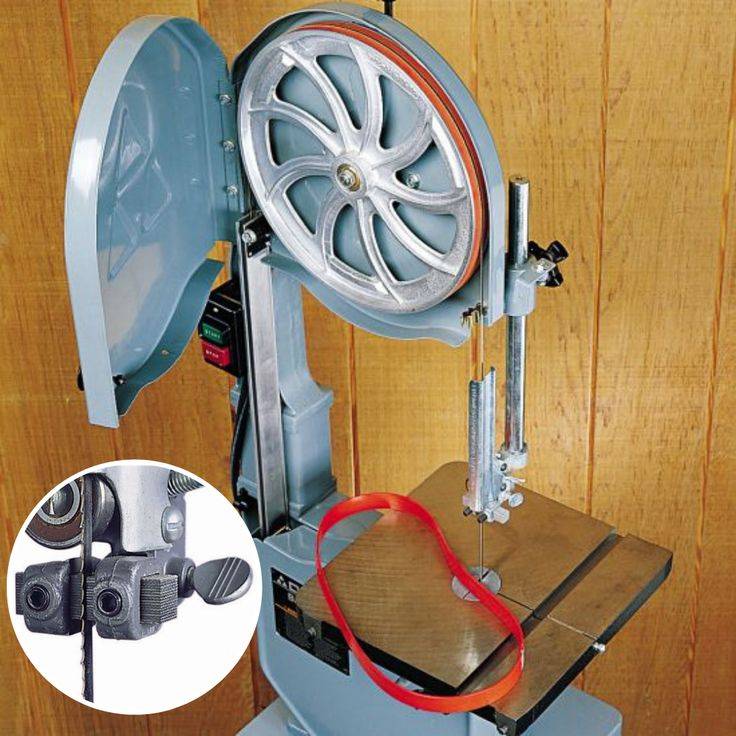
Что собой представляет ленточнопильный станок
Ленточнопильный станок, принадлежащий к категории оборудования высокой мощности, может использоваться для резки не только металла, но и древесины, полимерных и других материалов. Что примечательно, с помощью данного оборудования можно получать не только прямые, но и фигурные резы. Как уже понятно из названия такого станка, режущим инструментом в нем является ленточная пила, представляющая собой металлическую полосу замкнутого типа, на которой расположены режущие зубья.
Ленточнопильные станки по металлу оснащены несколькими шкивами (2 или 3), формирующими замкнутый контур, по которому и перемещается лента с зубьями. Большим преимуществом таких станков является значительный ресурс работы режущего полотна, отсутствие необходимости в его частой замене, что обеспечивается конструктивными особенностями оборудования и непрерывностью перемещения режущего инструмента.
Основные характеристики ленточнопильного станка – его производительность и эффективность – определяет мощность используемого в нем электродвигателя, который приводит в действие шкивы. Этот же параметр является основным критерием при выборе типа режущего полотна. Ленточнопильные станки отличаются высокой безопасностью для операторов, работающих на них. Она обеспечивается тем, что движение режущего полотна всегда осуществляется в сторону рабочего стола и обрабатываемого материала, благодаря этому выброса заготовки в сторону человека произойти не может.
Несмотря на свою высокую мощность, ленточнопильные станки отличаются компактностью, а модели для использования в частных мастерских – еще и незначительным весом. Установить их вполне можно и своими силами, не используя специального грузоподъемного оборудования. В качестве достоинств такого оборудования стоит отметить и низкий уровень шума, который издает качественное ленточное полотно.
Вне зависимости от модели, любой ленточнопильный станок состоит из следующих конструктивных узлов:
- корпус;
- механизмы привода;
- узел, непосредственно отвечающий за резку;
- механизмы для загрузки и подачи заготовок, подвергаемых резке;
- система управления механизмами оборудования, включающая в себя электромеханические и гидравлические компоненты.

Ленточнопильный станок по металлу JET HVBS-56 М
Основные типы ленточного полотна
На небольших лесопилках, скрэгах и разрезных пилах, вне зависимости от количества головок в основном применяются полотна шириной 25, 32, 38 и 50 мм. В основном, на рынке имеется полотно двух основных толщин – 0.035” (0,9 мм) и 0,042” (1,1 мм). Естественно, существуют полотна и других типоразмеров, но они, в основном, применяются в специфических случаях.
Наибольшее распространение в лесопилении получили полотна из углеродистой стали. Эти полотна различают по типу термообработки, которой они подверглись:
- Constant hardness – полотно с равной твердостью по всей ширине полотна. Содержание углерода в таком полотне не высоко, и это не позволяет закалить его до твердости более чем в 45-48 единиц по шкале HRc. Такое полотно хорошо работает на шкивах небольших диаметров. Однако его приходится довольно часто перетачивать.
- Flex back — Hard Edge – полотно с гибким телом/твердым зубом. Это полотно называют и так и так. При производстве этого полотна применяют ленту с повышенным содержанием углерода, что позволяет закалить его зуб до HRc 63-65. Закалке подвергается обычно только верхняя половина зуба, что оставляет тело пилы практически не закаленным и достаточно гибким. Твердость тела пилы – HRc 30-33. Преимущество этого типа пилы в том, что она лучше держит заточку, оставаясь достаточно гибким. Иногда производители подкаливают узкую полосу на самой спинке пилы, это позволяет добиться прямолинейности полотна. Не путайте такие полотна с полотнами типа Hard Back.
- Hard Back – полотно, закаленное по всей ширине. Это наиболее технологически продвинутый и сложный в производстве тип ленточного полотна. Его зуб имеет твердость HRc 63-68, а тело HRc 48-53, при чем тело пилы подвергается закалке в растянутом состоянии. Высокая твердость зуба обеспечивает хорошую сопротивляемость затуплению (полотно дольше стоит между переточками), а повышенная жесткость тела полотна, позволяет пилить на больших подачах. Эти пилы пилят ровно и прямо на тех подачах, на которых любое другое полотно уже давно изобразило бы “амурскую волну”.
- Существуют также пилы с разного рода напайками и наплавками, а также, так называемые, биметаллические пилы. Все эти типы пил сочетают прекрасную гибкость с исключительной стойкостью зуба, однако их высокая цена переводит их в разряд экзотических продуктов, и мы не будем тратить время на их описание.
Преимущества и недостатки ленточной пилы
Этот вид пил успешно применяется в разных видах работы с деревом и другими материалами и обладает рядом достоинств:
- использовать ленточную модель экономично, так как она делает очень узкие пропилы;
- высокая продуктивность прибора за счет быстрой скорости распиливания;
- умеренная стоимость устройства доступна благодаря его специфическому строению;
- не создает сильного шума при работе, что делает процесс работы более комфортным.
Наряду с многочисленными плюсами, ленточные пилы обладают и некоторыми ограничениями и недочетами:
- сложный процесс настройки параметров работы прибора, что может быть проблемой для новичка;
- из-за нюансов конструкции механизма, он может выполнять только продольный распил древесного полотна.




Что нужно знать о ленточной пиле
Каким будет распил дерева, зависит от того, какую форму имеет зубец оборудования. Именно зубец ленточной пилы показывает тип распила. Чему же отдать предпочтение? Пила с узкой лентой стоит недорого и ею очень просто пользоваться. Смысл заключается в том, что зуб не может быть высотой не больше 20% от ширины полотна, иначе сталь от сильной нагрузки разорвется, как бумажный лист. Какого шага и высоты зубья, определяет площадь впадины. Потому как если опилки не будут выноситься, а будут скапливаться в пропиле, то пила заклинит и засориться опилками. На практике есть определение высоты зуба, и она равняется не меньше 5 мм. И, соответственно, шириной полотно должно быть менее 25 миллиметров. Узкая пила, которая порвалась, встречается часто. Широкие пилы рвутся очень редко. На таких пилах могут появиться трещины, и связано это с неправильно подобранными размерами, регулированием. А вот чтобы разорвать такую пилу это еще надо потрудиться. Трещины могут быть:
- во впадинах зубьев;
- в центральной части пилы;
- на кромке в задней части.
Наиболее часто встречаются дефекты во впадинах зубцов ленточного оборудования. Возникают дефекты в процессе работы пилы. Из-за дефектов такая пила делает неровный пропил дерева. Как же не допустить образование дефектов? На узких пилах делают разгиб зубцов. Разводка проводится так: 1-ый зубец влево, 2-ой вправо, 3-ий прямо и опять: влево, вправо, прямо. В данном случае пил проводят левый и правый зубцы, а прямой занимается уборкой опилок.
Лучшим считается работа пилы с уборкой опила на 100%, а узкая пила убирает на 30%, потому как высота зубцов у такого типа пил невысокая. Из вышесказанного можно сделать вывод, что скорость работы узкой пилы ниже, так как вынос опила низкий, и замедляет пил. Кроме того, узкая пила не имеет тело стабилизации и поэтому застревает и расшатывается в пропиле, из-за чего происходит разрыв. И тут уже опять понадобится ремонтировать и варить. Вывод однозначен, широкая ленточная пила для дерева все-таки лучший вариант. Единственное, что можно предпринять — это увеличить ширину стального полотна. Отношение не должно превышать 20 к 80. Зубцы можно сплющить на кончике, тем самым создав уширение в пропиле. Также можно наплавить стеллит. После этого зубцы гарантированно будут работать на все сто. Если сделан стеллит, то разводку делать не надо.
Следует сказать и о том, что каков будет пил, влияет и качество древесины. Дерево должно быть чистым, с минимальным количеством сучков. Широкая пила отлично работает с любой шириной бревна. Большие скорости для нее не проблема. В широких ленточных пилах настройка зубцов может проводиться более тонко. Также может меняться ширина, угол, толщина пропила. Благодаря этому выход продукции можно повысить до 25 %. Узкая ленточная пила делается с более дешевым оборудованием, более просто собирается. Это своего рода относительный плюс в копилку узких пил.
Ручная пила
Узкая пила нагревается во время работы полностью, а у широкой пилы нагревается только часть лезвия, которая пилит, из-за этого порой может возникать волна в месте пропила.
Поэтому широкую пилу надо натягивать гораздо сильнее, чем узкую. Конструкция широкой пилы более сложная, что, естественно, отражается на стоимости. Кроме того, на широкой ленточной пиле очень непросто работать, надо иметь ряд определенных навыков и знаний. Хороший, налаженный станок с широкой ленточной пилой даст большие объемы выработки.
Для того чтобы пиление было продуктивным требуется:
- станочное оборудование с широкой ленточной пилой;
- опытный оператор;
- высокого качества подготовленное оборудование;
- человек ответственный за заточку;
- механизм для заточки;
- обслуживающий персонал.
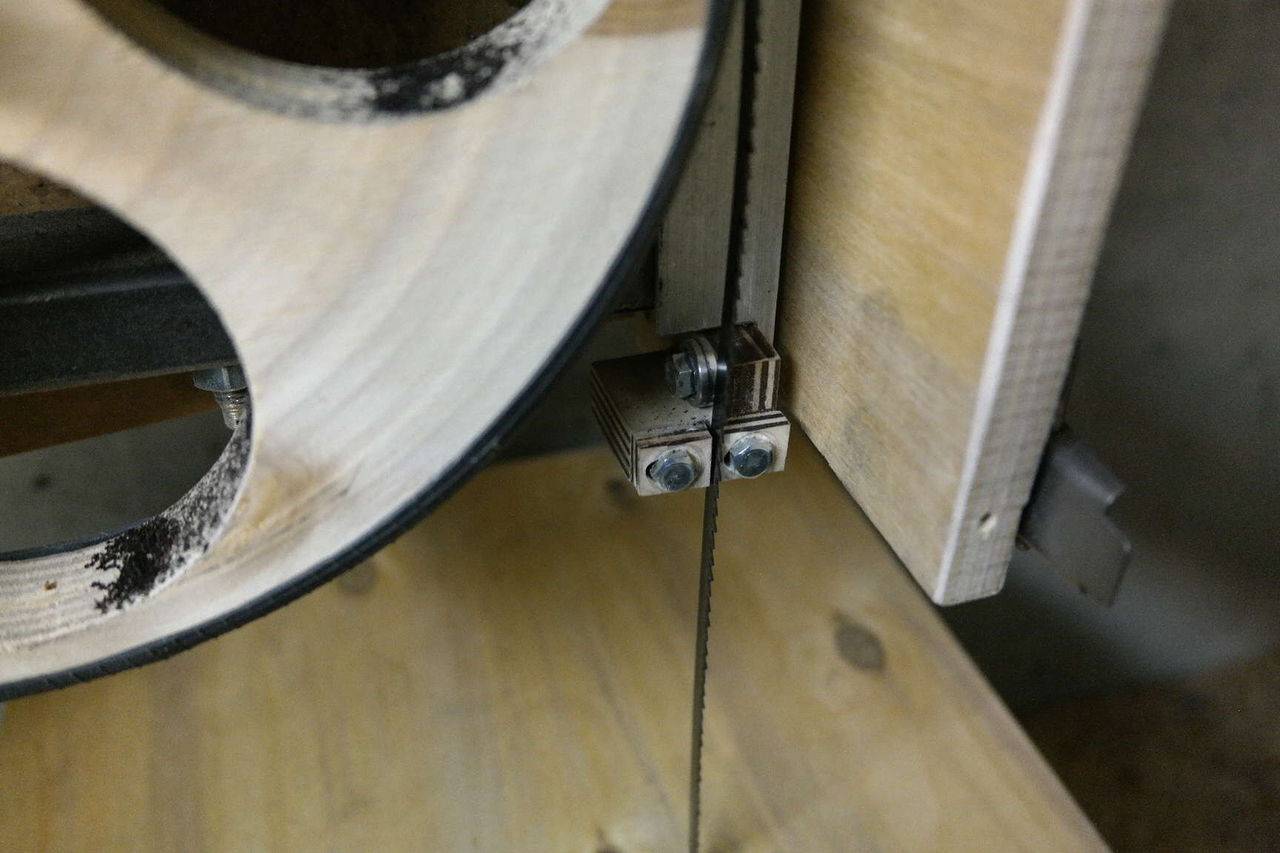
Станок для ленточной пилы Ленточными пилами можно пилить оперативно и качественно. Однако надо соблюдать ряд правил. Перед использованием ознакомиться с оборудованием, ухаживать за оборудованием, чистить и смазывать, вовремя проверять и обслуживать. Если финансов нет, то станок можно сделать самостоятельно. Обладая навыками, деталями и специальным оборудованием, следуя схеме, можно попробовать собрать ленточную пилу своими руками. Конечно, самостоятельно собранный станок не будет обладать супер скоростью, но как говорится: не спеша, можно выполнить поставленные задачи по пилению очень даже хорошо и продуктивно.
Выбор и эксплуатация ленточного полотна
Информация, представленная ниже в таблицах, носит рекомендательный характер, и следует помнить, что некоторые значения могут отличаться. Компании-производители ленточнопильных полотен указывает собственные обозначения материалам полотен, а также типам разводки и формам зубьев. Предоставляют детальные инструкции по выбору и применению. Ниже указаны только общие обозначения по ISO.
1 ШАГ Выбор материала полотна
| Материал | Сечение, профиль | Тип станка | Материал полотна |
| Нелегированная сталь | Тонкостенные трубы и профиль, прутки малого диаметра | легкий | Углеродистая сталь |
| Низколегированная сталь до 22 HRC | Углеродистая сталь | ||
| Нелегированная и низколегированная сталь | Биметалл Matrix II |
2 ШАГ Выбор шага зубьев полотна
| СПЛОШНОЕ СЕЧЕНИЕ | ПРОФИЛЬНОЕ СЕЧЕНИЕ | |||||||||||
| Постоянный шаг | Переменный шаг | D мм | 20 | 40 | 60 | 80 | 100 | 150 | 200 | 300 | ||
| Диаметр, мм | Зубьев на дюйм | Диаметр, мм | Зубьев на дюйм | S мм | Шаг зуба, Z | |||||||
| до 10 | 14 | до 25 | 10/14 | 2 | 14 | 14 | 14 | 14 | 10/14 | 10/14 | 10/14 | 10/14 |
| 10 – 30 | 10 | 15 — 40 | 8/12 | 3 | 14 | 10/14 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 |
| 30 – 50 | 8 | 25 — 40 | 6/10 | 4 | 14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 |
| 50 – 80 | 6 | 35 — 70 | 5/8 | 5 | 14 | 10/14 | 10/14 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 |
| 80 – 120 | 4 | 40 — 90 | 5/6 | 6 | 14 | 10/14 | 8/12 | 8/12 | 6/10 | 5/8 | 5/8 | 4/6 |
| 120 – 200 | 3 | 50 — 120 | 4/6 | 8 | 14 | 8/12 | 6/10 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 |
| 200 – 400 | 2 | 80 — 150 | 3/4 | 10 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | |
| D — поперечное сечение S – толщина стенки профиля Z – шаг полотна, количество зубьев на дюйм | 12 | 6/10 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | ||||
| 15 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | |||||||
| 20 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | |||||||
| 30 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | |||||||
| 50 | 2/3 | 2/3 | 2/3 |
Профиль зуба полотна
| Передний угол зуба 0°. Для резки сплавов с высоким содержанием углерода, материалов с небольшим поперечным сечением, тонкостенных профилей и труб. |
| Передний угол зуба 10°. Для резки сплошных прутков, толстостенных труб из легированных сталей. |
| Передний угол зуба 16°. Для резки сплошных прутков из высоколегированных сталей, трудно обрабатываемых металлов и цветных сплавов. |
| Передний угол зуба с двумя подточками 10° и 16° и продольно шлифованной фаской, которая улучшает шероховатость обрабатываемой поверхности. Для резки сплошных прутков из высоколегированных сталей. |
Применение ленточной пилы по металлу
Если ориентироваться на производительность стоит отметить, что современные конструкции явно превосходят дисковые аналоги. Стойкость и прочность станков ленточной пилы по металлу обеспечиваются постоянной подачей материалов в зону резки. Применяется оборудование для:
- Обработки листов из металла по сложному контуру с нечистым срезом, потому что эти стыки в будущем будут привариваться в разные конструкции. Движение может повторять разные фигуры.
- Нарезки прямых и угловых форм на стержнях из стали, трубах, профилях разного типа сечения.
- Резка заготовок из металла и их сплавов с разными техническими характеристиками.
Как выбрать ленточнопильный станок
Ленточнопильные станки уже давно перестали быть «роскошью», это необходимое производственное оборудование на предприятии, работа которого предполагает:
- раскрой полотен из металла или древесины;
- распил заготовок, требующих дальнейшей обработки;
- резка материалов под разными углами.
Правильно подобранное по типу, мощности и характеристикам оборудование позволит с легкостью распиливать любые материалы – дерево, металлы разной степени плотности и сплавы, горные породы, композиты, пластмассы, пластик. Причем это может быть как самая простая резка по прямой, так и фигурная резка по заданным формам, толщине и др. размерам.

Подбирая станок, важно обращать внимание на ряд параметров. именно от них будет зависеть качество распила, а также продолжительность службы оборудования
В первую очередь определяемся, что предстоит резать (металлические заготовки, древесину, другие прочные материалы).
Второй момент – каких размеров заготовки и плиты будут обрабатываться станками: крупногабаритные детали, заготовки средних размеров или малые элементы.
Третий вопрос – насколько часто и интенсивно будет происходит эксплуатация станка (для промышленных целей или для домашнего использования приобретается).
Четвертый момент – сколько свободного места можно выделить под установку ленточнопильного станка, здесь также важно учесть и свободное пространство, необходимое оператору для работы с оборудованием.
После того, как были получены ответы на вопросы, можно переходить к выбору конкретного вида и модели станка
Здесь уже важно обращать внимание на моменты, от которых будет зависеть качество конечного результата – распила и полученных заготовок и деталей. Это такие критерии:
качество режущего края (все зависит от того, из какого материала сделана пильная лента, если это будет полотно из твердой стали, то оно долго сохранить развод зубьев пилы и остроту, но в случае затупления не подлежит повторному затачиванию, ленту пилы нужно заменить; если же это пила из мягкой стали, то возможна многократная заточка, исправление развода зубьев, но делать это придется часто, такие пилы могут очень быстро затупиться);
скорость пиления (для обработки дерева предпочтительно выбирать станки с максимальной скоростью работы, в случае с металлами скоростной параметр не столь принципиален);
возможность регулировки скорости пиления (дополнительная функция, расширяющая потенциал использования оборудования, так как в зависимости от распиливаемого материала и его особенностей оператор может подобрать оптимальную скорость работы пилы);
мощность электропривода станка (для бытовых нужд вполне достаточно агрегата со слабым мотором, но на производстве, где от мощности главного привода и скорости подачи заготовок непосредственным образом зависит производительность, этот параметр играет ключевую роль);
глубина пропила (этот параметр определяет максимально допустимую толщину материала, которую способна распилить данная ленточная пила, для бытовых станков оптимальный параметр – 150 мм, а вот станки с глубиной пропила до 300 мм уже относятся к профессиональному оборудованию, они подходят для распила массивных деталей, в том числе и на тонкие части;
тип управления станком (ручное, полуавтомат или автоматизированное);
возможность углового пиления, степень поворота рамы или стола (на какой угол можно выставить распиловку);
дополнительные конструкционные особенности (например, наличие щеток, очищающих опилки или металлическую стружку со шкива для исключения его загрязнений или использование подшипников закрытого типа, наличие функции охлаждения, особенно важной для станков, работающих с металлическими заготовками, и т.д.).
Устойчивость и жесткость станка – еще один ключевой параметр, ведь чем устойчивее установлено и работает оборудование, чем сильнее агрегат противостоит вибрации, образующейся во время резки, тем точнее будет происходить резка и тем безопаснее эксплуатация оборудования.
И последний в списке ключевых для большинства покупателей параметров – цена станка. Конечно, этот параметр также имеет огромное количество критериев, оказывающих влияние на конечные цифры:
- Тип и назначение станка (для металлических заготовок, для дерева, универсальные модели с возможностью регулировки работы);
- Габаритные размеры и функционал оборудования;
- Именитость фирмы-производителя;
- Количество торговых посредников между производителем и конечным потребителем.
Поэтому ищите оптимальное для себя соотношение этих параметров, уделяя первостепенное внимание качественным параметрам и характеристикам безопасности работы оборудования. Мне нравитсяНе нравится
Мне нравитсяНе нравится
ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. К самостоятельной работе на ленточнопильном станке, допускаются лица не моложе 18-летнего возраста, годные по состоянию здоровья и прошедшие: — вводный инструктаж; — вводный инструктаж по пожарной безопасности; — первичный инструктаж по охране труда на рабочем месте; — обучение безопасным методам и приемам труда; — проверку знаний требований охраны труда; — обучение и проверку знаний по электробезопасности на соответствующую группу, в качестве оперативно – ремонтного персонала при выполнении работ, связанных с эксплуатацией электрооборудования; — обучение по пожарно – техническому минимуму. 1.2. Работники вправе выполнять только ту работу, которая им поручена и которая соответствует их специальности. В необходимых случаях (незнакомая работа, незнание безопасных приемов труда и т.п.) работники должны получить у руководителя работ объяснения и показ безопасных приемов и методов труда. 1.3. При работе совместно с другими работниками следует согласовывать свои действия, следить, чтобы они не привели к чьей-нибудь травме. 1.4. Во время работы работники не должны отвлекаться сами и отвлекать от работы других работников. 1.5. Работники не должны включать или останавливать (кроме аварийных случаев) машины, станки и механизмы, работа на которых им не поручена. 1.6. Работники обязаны соблюдать требования Правил внутреннего трудового распорядка дня. Употребление алкогольных напитков на предприятии и появление на работе в нетрезвом виде запрещено. Курить следует только в специально отведенных местах. 1.7. Не разрешается загромождать подходы к щитам с противопожарным инвентарем и к пожарным кранам. Использование противопожарного инвентаря не по назначению не допускается. 1.8. Основными опасными и вредными производственными факторами могут быть: — элементы производственного оборудования; — движущиеся и вращающиеся детали станка; — неисправный рабочий инструмент; — отлетающие частицы металла; — промышленная пыль; — производственный шум; — острые кромки и шероховатости материалов и инструмента. 1.9. На основании действующего на предприятии, утвержденного перечня выдачи средств индивидуальной защиты (далее – СИЗ) работникам бесплатно выдаются установленные СИЗ. 1.10. О каждом несчастном случае или аварии работники обязаны немедленно известить своего непосредственного руководителя. 1.11. Требования настоящей инструкции являются обязательными. Невыполнение этих требований работниками рассматривается как нарушение трудовой и производственной дисциплины. 1.12. Контроль за выполнением мероприятий, изложенных в настоящей инструкции, а также соблюдением требований охраны труда, промышленной безопасности, электробезопасности, пожарной безопасности и производственной санитарии, работниками осуществляет непосредственный руководитель.