

Правила проведения сварочных работ
Правила сварочных работ могут отличаться в зависимости от используемой вами модели сварочного инвертора. Например, в некоторых моделях может быть повышенная защита от попадания пыли и влаги, а посему они не требуют тщательных условий хранения и могут использоваться в полевых условиях.
Также некоторые инверторы оснащены индикаторами, которые сигнализируют о перегреве аппарата. После этого аппарат нужно выключить и дать ему остыть. Но если в вашей модели нет такой индикации, то за температурой придется следить самому.
Если вы временно приостановили сварочные работы или закончили их, выключите сварочный инвертор из сети. Если вместе с вами в рабочей зоне находятся другие люди, то установите для них специальный экран, чтобы защитить от излучения и искр.
Используйте защитную одежду из плотной негорючей ткани, не забывайте о защитной маске (мы рекомендуем маску-хамелеон), обуви и перчатках. Обувь не должна проводить ток. Если у вас нет такой обуви, то можете использовать резиновый коврик. Не храните в рабочей одежде легковоспламеняющиеся предметы.
Проверяйте исправность кабелей и самого инвертора перед проведением сварочных работ. Следите, чтобы все кабели были подключены правильно. Соблюдайте технику безопасности, чтобы избежать причинения вреда здоровью.
Перед сваркой тщательно зачистите свариваемые поверхности. Не должно быть следов коррозии, масла, грязи, краски и т.д. Для очистки используйте растворитель, наждачную бумагу, шлифовальные круги и прочее.
Дополнительные правила
Следите за уровнем пыли в воздухе в вашей рабочей зоне. Все допустимые нормы загрязнения воздуха можно найти в сварочных ГОСТах. Учтите, что у них не учитываются выбросы от самого сварочного аппарата.
Если позволяет место работы, поставьте сварочный инвертор в тень. Не подвергайте его воздействию прямых солнечных лучей и осадков. Да, существуют модели с повышенной степень защиты, но они редко встречают в гаражах домашних сварщиков или на небольшом производстве. Так что постарайтесь хранить аппарат правильно. Подробнее о хранении мы рассказываем ниже в разделе «Хранение сварочного аппарата».
Сварочным работам необходима достаточная вентиляция. Идеальный вариант — установка прямого вентиляционного колпака в 60 сантиметрах от места сварки. Если этих мер недостаточно, то нужно использовать специальные системы защиты от ветра и дыма.

Отдельно хотим сказать про подключение инвертора к сети. Не стоит использовать напряжение больше стандартных 220В. Если вы будете использовать, например, 380В, то рискуете сломать сварочный аппарат и навредить своему здоровью. Также следите, чтобы напряжение было более-менее стабильным. Некоторые модели инверторов защищены от перепадов напряжения и продолжают стабильно работать даже при полном отключении электричества. Естественно, кратковременном.
При подключении сварочного аппарата инвертора к розетке в 220В нужно защитить саму розетку системой автоматической остановки подачи электричества в случае возникновения неисправностей в проводке или в самом аппарате. Не используйте розетку без заземления.
Если вы долго не использовали сварочный аппарат, то проверьте его сопротивление между каждой обмоткой. Идеальный показатель — не менее 2.5 мегаом.
Популярные производители
Перейдем к популярным производителям держателей для электродов.
Telwin — мировой лидер по изготовлению сварочных аппаратов, систем резки и зарядных устройств. Итальянская компания предлагает держатели под одноименной торговой маркой.
Пружинные электрододержатели для сварочных работ немецкой компании ABICOR BINZEL отличаются следующими характеристиками: высокопрочная и теплоизолирующая рукоятка; жесткая фиксация динода в четырех положениях; эргономичность; прочность; универсальность использования.
Компания Trafimet основана в 1974 году в итальянском городе Винченца. Производитель предлагает инструменты пружинного типа, обладающие следующими техническими параметрами: небольшой вес агрегата; надежность; неприхотливость в эксплуатации.
Российская выпускает инверторное оборудование. Держатели от данного производителя изготовлены с соблюдением всех государственных стандартов; позволяют проводить сварку во всех положениях, а также в труднодоступных местах.
Читать также: Динамометрический ключ какой фирмы выбрать

Шведский концернESAB является одним из мировых лидеров по производству оборудования, материалов, аксессуаров, средства защиты и других принадлежностей для сварки. Широкий ассортимент включает также электрододержатели винтового типа, характеризующиеся максимальную безопасность и качество работ. См. ролик выше. Головной офис и производство предприятия EWM расположены в немецком городе Мюндерсбах. Компания специализируется на изготовлении и реализации широкого ассортимента оборудования, в том числе и электрододержателей различного типа.










Российская торговая марка BRIMA занимает одну из ведущих позиций на рынке оборудования, комплектующих и материалов для сваривания. Электрододержатели рассчитаны на три группы потребителей: бытовые, профессиональные и промышленные.
Компания SANTOOL — надежный производитель и поставщик качественной продукции для сварки. Оборудование выпускается под несколькими торговыми марками. Приборы обладают надежной фиксацией, электропроводящие части изолированы от случайного прикосновения.
Российское предприятие Skrab реализует продукцию под собственным одноименным брендом, а также поставляет профессиональное оборудование от ведущих производителей. Оснащение применяется во многих сферах деятельности.
СИБРТЕХ — отечественный производитель высококачественного инструмента и оборудования. Компания предлагает электрододержатели клещевого типа
При работе с агрегатами важно, чтобы электроведущие части не соприкасались со свариваемым изделием или руками человека. По продукции данного производителя были замечания, смотрите видео выше и ниже
Итальянское предприятие Quattro Elementi занимается изготовлением и реализацией оборудования, материалов и аксессуаров. Продукция выпускается под торговой маркой Ergus.
Компания Корд — крупнейший российский изготовитель инновационного оборудования и аксессуаров для сварки. Представленные в ассортименте зажимы созданы в соответствии с нормами ГОСТа и имеют различный тип конструкции.
В 2014 московская открыла собственное производство электрододержателей и клемм заземления под торговой маркой «Сатурн«. Зажимы просты в использовании, идеально подходят для сварочных инверторов как бытового, так и профессионального уровня.
Самодельные конструкции
Трезубец
Это просто классика сварочного дела. Едва ли найдется электросварщик, который не держал в руках «вилку», сваренную из трех кусков рифленой арматуры. В качестве диэлектрической рукоятки обычно использовался кусок резинового шланга, или рукоятка от велосипедного руля. Иногда обходились просто тряпичной изолентой.
Вариант простейший в изготовлении, однако, довольно неудобный и опасный во время эксплуатации. Самая большая проблема – извлечение огарка. Благодаря особенностям конструкции, электрод использовался практически полностью – это всегда презентовалось как одно из достоинств.
При этом огарок извлекался при помощи молотка или плоскогубцев. Наверное, вы не раз видели картину, когда сварщик колотит держаком об асфальт, выбивая из него остаток электрода. Еще одним недостатком является плохой контакт.
Обычно сварщики списывали неудачный шов на «плохие электроды», на самом деле – виной потерь силы тока являются ржавые окислы на поверхности арматуры. Поэтому напильник для зачистки – неизменный спутник такого приспособления.
Более продвинутый вариант – пруток, приваренный к металлическому уголку.
Такая конструкция более надежна, электрод удерживается прочно и электрический контакт хороший. Недостаток один – по-прежнему трудно производить замену огарка на новый электрод.
Трезубец с пружиной
Модернизированный вариант предыдущей модели
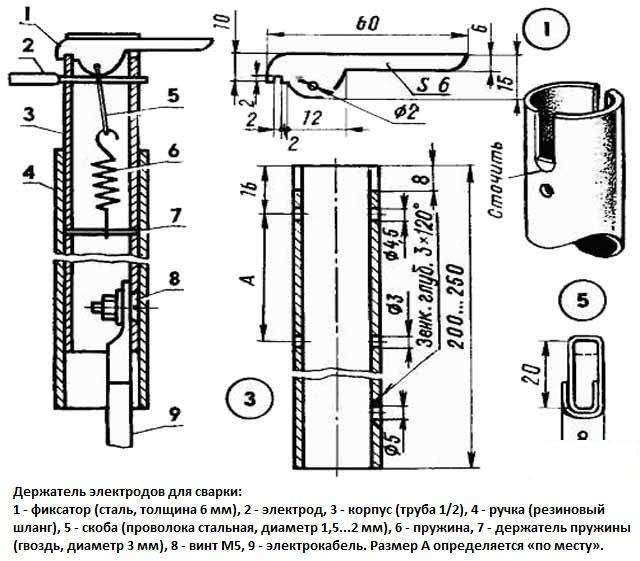
Такая конструкция варится из качественной стали, лучше всего – нержавейки, для обеспечения надежного контакта. Центральный палец подпружинивает электрод, что несколько облегчает смену огарка.
Конструкцию, а также используемые материалы хорошо видно на рисунке.
Недостаток один – дорогостоящие материалы (нержавеющая сталь). При этом себестоимость существенно ниже фабричного изделия.










Как сделать самодельный держак с пружиной подробно в этом видео.
Цанговый (резьбовой) вариант
Конструкция надежная и удобная в работе. Недостаток один – хлопотное изготовление. Технологию изделия видно на чертеже.
Сделать такой держатель своими руками можно из любого металла. Главное – надежный контакт сварочного кабеля.
Цанговый (зажимной) вариант
Техническое развитие предыдущего варианта держака. Вместо резьбового соединения используется пружинный зажим. Очевидные преимущества конструкции – легкость смены огарка на новый электрод. Опять же компромиссный вариант. Чем мощнее пружина – тем больше усилия прилагается для замены электрода.
Но при этом надежность контакта, а стало быть, предельная величина тока – возрастает. И наоборот, комфорт в работе снижает токовую нагрузку. Не менее ответственным является второй разъем, подводящий ток к объекту сварки – земля.
Если в месте крепления земляного зажима будет искрение – помимо потерь тока можно получить прихватывание к заготовке. Это испортит и зажим, и обрабатываемый металл.
Читать также: Как подключить провода к тестеру
При работе часто приходится отводить держак на большое расстояние от трансформатора. Чтобы не сильно ограничивать себя в расстоянии – существуют удлинители как питающего, так и рабочего кабеля. Сетевой удлинитель сварочника мало чем отличается от обычного. Учитываются несколько требований. Рабочий ток не ниже 25 Ампер.
Термостойкая гибкая изоляция. Надежные вилки и розетки, желательно с фиксатором ответной части. Если речь идет об удлинителе рабочего кабеля – то его сечение не должно быть меньше основных проводов. Способ соединения также особый – используются специальные байонетные соединители.
Тогда потери тока в разъемах исключены.
А в этом видео подробно объяснено, на что обратить внимание при выборе держака для сварочного аппарата. Для профессионального сварщика, да и для любителя, хороший держатель для электродов – залог комфортной и удобной работы сварочного процесса
Приобретая держатель необходимо знать, как выбрать столь необходимую вещь для сварочных работ, на какие моменты необходимо обратить особое внимание, что бы потом не возникли проблемы при его использовании
Для профессионального сварщика, да и для любителя, хороший держатель для электродов – залог комфортной и удобной работы сварочного процесса
Приобретая держатель необходимо знать, как выбрать столь необходимую вещь для сварочных работ, на какие моменты необходимо обратить особое внимание, что бы потом не возникли проблемы при его использовании
Теперь о дуге и электродах
Быстро поджечь и правильно держать дугу – самое, пожалуй, важное дело для успешной сварки инвертором. Дуга не должна прерываться – вот за чем нужно следить при приближении электрода к плоскости заготовки
Розжиг электрода проводится двумя способами: постукиванием или чирканьем. Если электрод новый, он поджигается легко. Если он уже горел, он покрыт пленкой из шлака, которая мешает быстро поджечь расходник.










В этом случае следует постучать электродов подольше, чтобы пленка разбилась. Зависимость между сварочным током и диаметром электрода легко просчитать с помощью таблиц, которые присутствуют в сети в огромном количестве.
Функциональная схема сварки инвертором.
Если у вас продвинутая модель инвертора, то она снабжена дополнительными функциями, которые отлично облегчают жизнь новичкам и всем остальным.
Вот эти продвинутые функции:
- Функция «Горячий старт» или HotStart облегчает поджиг электрической дуги.
- Антизалипание или форсаж дуги включается при слишком быстром приближении электрода к поверхности металла. Эта функция повышает уровень тока.
- Антистик или AntiStick наоборот, отключает ток для профилактики перегрева сварочного аппарата.
Учиться лучше на самой простой форме шва – ниточном шве, для которого электрод нужно вести ровно без каких-либо колебательных движений.
Как только вы начнете чувствовать себя уверенно с ниточной технологией, можно приступать к сварке металлов с колебательными движениями в разных конфигурациях – их существует несколько.
Чтобы шов вышел качественным и эстетичным, в его конце следует сделать пару-тройку колебательных движений в сторону металлической наплавки. Таким образом можно избежать образования кратера.
Разновидности сварочных держателей
В зависимости от области применения, держатели электродов можно разделить на две большие группы – универсальные и специализированные. Применение специализированных фиксаторов регламентировано соответствующими ГОСТами, их использование в общедоступных сферах достаточно ограничено. Универсальные держатели конструктивно делятся на пять групп:
- электрододержатели–«прищепки»;
- электрододержатели–«трезубцы» или «вилки»;
- электрододержатели цанговые;
- безогарковые электрододержатели;
- резьбовые электрододержатели.
Держатели электродов для сварочного аппарата
Держатели–«прищепки»
Крепление электродов в держателях этого типа производится пружинным или рычажным механизмом зажима. Эти модели выполнены с надежным жаропрочным диэлектрическим покрытием, гарантирующим безопасность сварщика и исключающим несанкционированное искрение. Контактные поверхности имеют зубчатую структуру, что позволяет быстро и надежно закрепить стержень так, как это необходимо для работы.
Основными достоинствами держателей этого типа являются простота конструкции, доступность и невысокая стоимость. С помощью таких держателей можно получать шов высокого качества. Благодаря правильному расположению сварочного стержня обеспечивается быстрый поджог дуги. К недостаткам фиксаторов этого типа относится невысокая надежность фиксации стержня при ослаблении подпружиненного рычага.
Держатели–«вилки»
Этот держак для сварочного аппарата представляет собой самую популярную у профессиональных сварщиков модель электрододержателя. Он представляет собой конструкцию, состоящую из трех сваренных между собой стальных прутков, причем прутки сварены так, что средний выполняет роль пружины, прижимающей стержень к остальным двум. Такой фиксатор из-за своей простоты имеет низкую степень защиты, так как значительная часть его находится под напряжением.
Кроме наличия незащищенных поверхностей, к недостаткам таких фиксаторов следует отнести сложность извлечения огарка, а кроме этого, они не очень удобны в работе.
Сварочные фиксаторы цангового типа
Сварочные электрододержатели цангового типа представляют собой достаточно сложную конструкцию. Фиксатор стержня в этих устройствах выполнен по тому же принципу, что и зажим сверла в ручной дрели. Изготовить самому такой фиксатор очень сложно, для этого понадобится использование профессионального оборудования – токарного, фрезерного, сверлильного станков. К тому же, требуется очень высокая точность обработки деталей.
Держатели для электродов — устройство
Держатели электродов цангового типа применяются в горелках в аргонодуговом процессе – сварке в среде инертного газа аргона.
Безогарковые держаки
Безогарковый держак для сварочного аппарата из всех электрододержателей имеет наиболее простую конструкцию. Он состоит всего из двух частей – рукоятки с токоизоляционным покрытием и токоведущего стержня. Электрод в таком держаке не фиксируется никакими зажимными устройствами, а приваривается к торцевому концу контактного стержня. В процессе работы электрод без остатка расплавляется, после чего к стержню приваривается следующий.
Такие сварочные электрододержатели используются при работе с дорогостоящими расходными материалами.
Конструктивные схемы электрододержателей для ручной дуговой сварки
Резьбовые или винтовые держатели
Винтовой держатель для сварки пользуется наибольшей популярностью у сварщиков. Благодаря тому, что прижатие осуществляется завинчиванием прижимной головки, обеспечивается надежная фиксация стержня в устройстве. Снабженный эргономичной рукоятью, выполненной из плотного диэлектрика, диэлектрической завинчивающейся прижимной головкой, этот электрододержатель не имеет оголенных токоведущих частей, что является гарантией безопасности для сварщика.









Винтовой держатель электродов
Эти устройства выпускаются в нескольких модификациях:
- прямой, с правой резьбой;
- прямой с левой резьбой;
- изогнутый с правой резьбой;
- изогнутый с левой резьбой.
Специализированные держатели
Электрододержатели специализированных моделей предназначены для работы в конкретных устройствах для уникальной сварки некоторых изделий с особыми типами швов. Одним из таких устройств является специализированный сварочный агрегат, выполняющий одновременную сварку несколькими стержнями. Специализированные держатели работают и в аппаратах для сварки трехфазной дугой. Все эти модели имеют очень сложную конструкцию и достаточно тяжелы для ручной работы.
Сварка трехфазной дугой
Классификация держателей электродов
Главной задачей этого инструмента стоит закрепление электрода, подведение рабочего тока и осуществление полного управления в процессе сварки. Из этого следуют обязательные требования, которые предъявляются к такому оборудованию:
- Надёжная и крепкая фиксация электродов различных диаметров в разных положениях.
- Качественный контакт для стабильной токопередачи.
- Высокий срок службы и стойкость к сложным условиям эксплуатации.
- Удобство работы и хвата в руке, отсутствие лишней нагрузки и дискомфорта.
Развитие сварочного оборудования и требуемой оснастки повлияло и на держатели, которые также модернизировались и развивались, расширяя представленный ассортимент на рынке электрододержателей.
В основном держатели для сварочного аппарата можно разделить на специализированные и универсальные, изготовление которых регламентируется требованиями ГОСТа:
- Держатель зажим-прищепка, пружинный или рычажный, который обладает очень простой конструкцией, и низкой ценой — самый популярный среди мастеров вариант. Может быть, выполнен в различных модификациях, различия которых в совместимости с большинством сварочных аппаратов и полной изоляцией поверхностей сварочного держателя электродов. Обеспечивает высокое качество рабочего шва, эффективный уровень энергосбережения и автоматический поджог электродуги.
- Вилка-трезубец или цанга. В обычном представлении очень спорный вариант, запрещённый к эксплуатации в большинстве стран мира из-за незащищенной поверхности, находящейся под напряжением и создающей постоянную опасность причинения серьёзной травмы для человека. Автоматизированный вариант считается более безопасным при работах, а также может обеспечить высокий уровень выполняемых работ и их эффективность. Основываясь на практике, большинство мастеров, кто использовал такой вид, получили ожоги и удары током даже со смертельным исходом.
- Винтовой держатель позволяет крепко закрепить катод. Основным недостатком отмечается постоянное закручивание и откручивание винта в зажимном устройстве при смене рабочего электрода.
- Безогарковый электрододержатель позволяет оперативно вставлять новый материал и полностью исключает получение неиспользованных частей электрода. Конструкция устроенна так, что электрод фиксируется привариванием катода к концу изолированного стержня и поэтому полностью расходуется при работе.
 Наряду с вышеприведёнными вариантами, существует ещё и специализированные держатели, которые предназначаются для создания определённого вида швов и изделий. К таким моделям можно отнести держатели для нескольких электродов одновременно или для работы под напряжением трехфазной дуги. Основным отличием считается большой вес и сложная конструкция, что относит такие модели к специализированным и не имеющим широкого применения. Каждый мастер индивидуально под себя делает выбор нужного оборудования, основываясь на личных потребностях и условиях работы.
Наряду с вышеприведёнными вариантами, существует ещё и специализированные держатели, которые предназначаются для создания определённого вида швов и изделий. К таким моделям можно отнести держатели для нескольких электродов одновременно или для работы под напряжением трехфазной дуги. Основным отличием считается большой вес и сложная конструкция, что относит такие модели к специализированным и не имеющим широкого применения. Каждый мастер индивидуально под себя делает выбор нужного оборудования, основываясь на личных потребностях и условиях работы.
Разновидности и характеристики держателей
Как уже было сказано выше, на рынке предлагается большое число модификаций сварочных держателей. Наиболее распространенными являются следующие:
- вилка-трезубец;
- цанга;
- прищепка.
При выполнении сварочных работ держать в руках сварочный зажим приходится в разных условиях:
- удары;
- охлаждение;
- сильная вибрация;
- высокая влажность.
По этой причине к держателям электродов предъявляется определенный набор требований.
- Рукоятка должна быть удобна для сварщика.
- Пластик необходимой толщины должен выступать в качестве основного материала изготовления. Благодаря этому обеспечиваются оптимальные свойства в плане изоляции держателя, а также достигается необходимая прочность конструкции.
Зажим-прищепка
Если говорить о наиболее распространенном виде держаков для сварки, то таковым является зажим-прищепка. Востребованность этой разновидности сварочного приспособления обусловлена его простотой, а также низкой ценой. Кроме того, у этого приспособления имеется немало преимуществ. К числу главных можно отнести следующие:
- совместимость с большим количеством видов сварочных аппаратов;
- простота конструкции;
- удобство при эксплуатации;
- надежность удержания электродов;
- отсутствие на держателе неизолированных зон токосъемника.
Вилка-трезубец
Востребованность этой разновидности держака во многом обусловило то, что при проведении сварочных работ специалистами используется именно такая модификация этого приспособления. Во многих странах мира профессиональные сварщики применяют при работах именно такой держатель. Но и использование вилки-трезубца тоже несет немало преимуществ. Далее перечислены наиболее важные:
- автоматизированным является поджиг сварочной дуги;
- при использовании такого держателя снижается потребление электроэнергии на 60%;
- обеспечивается получение швов высокого качества.
Недостатки вилки-трезубца
Держатель типа вилка-трезубец выбирают многие сварщики. Однако использование этого вида держателя запрещено во многих странах. Связано это с тем, что при его применении наносится серьезный вред здоровью специалистов, а также людям, которые находятся в непосредственной близости от сварочного аппарата. Статистические данные говорят о том, что сварщики, которые использовали держатель этого типа, во время работ получали ожоги или травмировались от удара током. Основная опасность при использовании этого держателя связана с тем, что он имеет большое количество открытых частей, которые находятся под высоким напряжением.









Еще один недостаток вилки-трезубца — высокий риск получения лучевых ожогов глаз. Случаи, когда при использовании такого держателя специалисты получали ожоги глаз, происходили довольно часто. Плюс у этого зажима имеется, но только один. Он заключается в его невысокой стоимости.
А вот с держателем-прищепкой в ручном и в обычном варианте дело обстоит совсем по-другому. При его использовании вред для специалиста исключён. Поэтому для безопасного проведения работ лучше всего использовать именно прищепку.
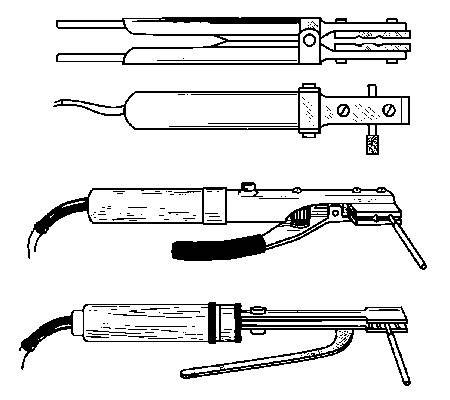
Фабричные фиксаторы
Перед тем, как рассматривать изготовление держака для сварки своими силами, узнайте о фабричных разновидностях. Их несколько.
Цанга
Очень простая форма держака для сварки, он легкий и небольшой по размеру. Электрический проводник несложно заменить другим.
Ручка цанги надежно защищает от электрического и температурного воздействия. К минусам относится цена, определенные рамки рабочего напряжения. Недопустимо оставлять небольшой огарок. Это может деформировать рукоять.
Следует запомнить, при укорачивании длины электропроводника увеличивается напряжение, направленное к нему.
Прищепка
Самый распространенный вид фиксирующих устройств. В зависимости от рабочего напряжения и сечения электрического проводника держак для сварки меняется в размерах. Прищепку используют в работе с любыми величинами напряжения.
Контакт со стержнем хороший, а посредством рукояти без труда избавляемся от огарка. К минусам данного фиксатора относятся габариты. Замена электропроводника является непростой задачей.
Вилка
Фиксаторы для сварки этого вида не появляются в продаже. Поискать их следует на «руках». Различается вилка от предшественников несложным устройством. Электрический проводник уходит целиком, огарки остаются слишком короткими.
Это все положительные стороны вилки. Она не отвечает правилам безопасности. Это провоцирует большой риск травмирования.
Чтобы вытянуть стержень, следует воспользоваться дополнительными предметами. Взять молоток или пассатижи.





