Устройство и принцип работы
Инструмент состоит из основания и рычага. Детали соединены осью, вокруг которой вращается верхняя часть механизма. Простая модель ножниц имеет один режущий ролик сверху и опорную площадку для листа снизу. Простой механизм справляется с листами толщиной до 0,5 мм и режет только по прямой линии.
Основные виды роликовых ножниц оснащены двумя дисками. Нижний закреплен в корпусе на неподвижной оси. Верхний нож перемещается перпендикулярно направлению реза для регулировки зазора между режущими кромками. Ролики имеют перпендикулярные стороны относительно режущей кромки в ножницах для резки небольших партий заготовок из тонкого листа по прямой. Сточенные под углом торец и обод увеличивают производительность и технические возможности инструмента.
Лист продвигается в зону реза и постепенно, по радиусу дисков, сдавливается режущими кромками. Происходит разрушение связей на кристаллическом уровне. Торец разрезанных деталей имеет ровный край с немного загнутой верхней кромкой. На нем хорошо видно зерно металла.
Инструмент перемещается вдоль шаблона или по разметке. Форма детали повторяется многократно с одной установки инструмента и приспособлений. Тонкие единичные заготовки с большой площадью удобнее резать при фиксированном положении ножниц. Рабочий вручную перемещает лист в соответствии с разметкой.
Работа роликовыми ножницами (Фото: Instagram / sferainnova)
Самодельные рычажные ножницы
Вариант 1
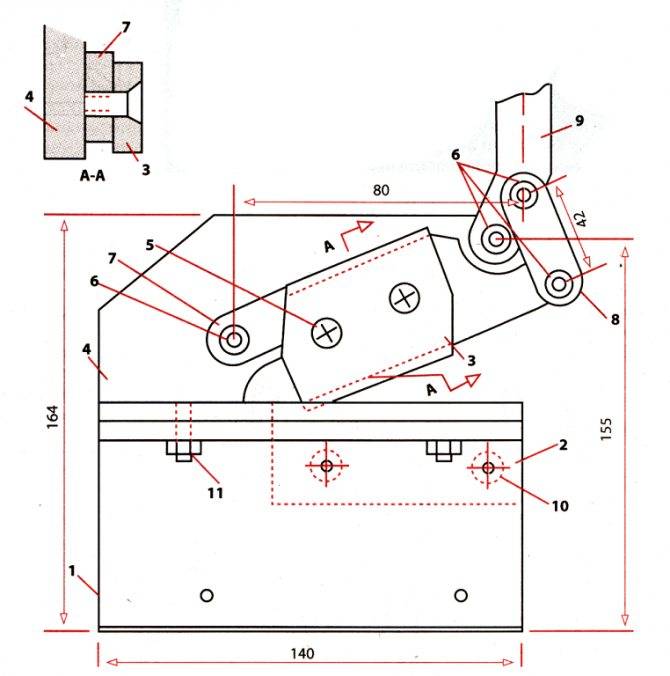
чертеж рычажных ножниц: 1 — нижняя щека, 2 — фиксированное лезвие, 3 — подвижное лезвие, 4 — верхняя основа, 5 — винт для фиксации лезвия (2 штуки), 6 — болты 4 штуки, 7 — ножевой рычаг, 8 — серьга, 9 — рычаг, 10 — винт, 11 — болт для стяжки (2 штуки)
- Станина этой модели ручных ножниц собирается своими руками из пары уголков 7,5 х 7,5 х 0,8 см. Фиксированный нож с помощью пары винтов прикрепляется к горизонтальной основе. Для совмещения с подвижным лезвием верх основы срезается наполовину. В лезвиях проделываются отверстия, прозенкованы для винтов М8 длинной 24 мм впотай.
- На верхней основе с помощью шарнирных крепежей установлены: на нижней поверхности лезвие и рычаг ножа (размеры 6,5 х 3 х 0,6 см), на верхней части рычаг (24,5 х 1,8 х 0,7 см) и серьга (6 х 1,8 х 7 см), обеспечивающая подвижность.
Заготовки своими руками выпиливаются ножовкой. Лезвия вытачиваем из закаленной стали, угол заточки 30 градусов.
Сначала собираем все детали в готовый станок, налаживаем. После разбираем, красим. Когда краска подсохнет — собираем начисто.
Вариант 2
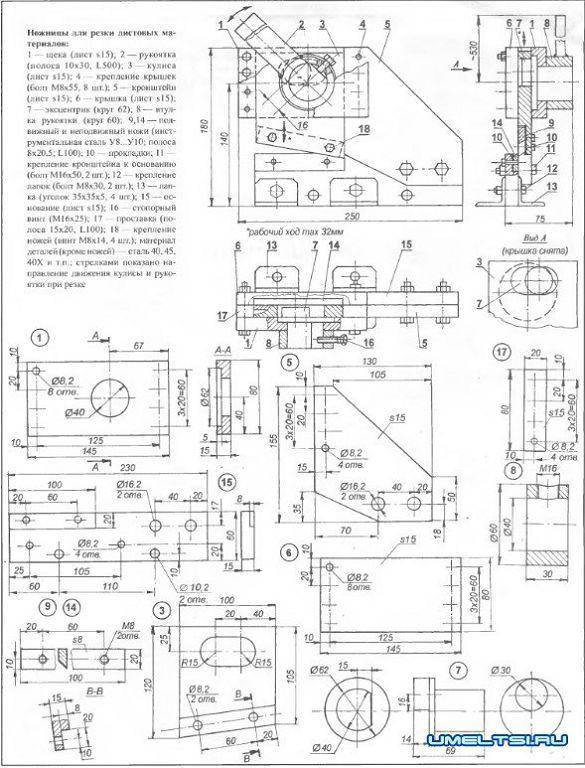
Эта модель ручных ножниц дополняется подробным чертежом. Кроение металла производится парой лезвий длиной 10 см каждое. Подвижное лезвие крепится к кулисе на кривошипном механизме. Эксцентриситет кривошипа составляет 16 мм и дает максимальную амплитуду 3,2см. К его хвосту прикрепляем ручку длиной 50 см.
Рекомендуется сделать стационарный вариант ножниц, которые надежно один раз прикрепятся к рабочей поверхности болтами М10. Для крепежа предусматриваются лапки с отверстиями. Корпус рычажных ручных ножниц необходимо делать из качественной стали 45 или 40, а лезвия из марок Р18, Р9 или У10.
Сделанные по этому чертежу ножницы уже больше 2 лет успешно работают, справляются со стальным листом толщиной до 3,5 мм.
Видеоролик с подробным описанием чертежей, конструкции и изготовления рычажных ножниц по металлу:
Рычажные ножницы по металлу являются востребованным инструментом, с помощью которого выполняются различные процедуры резки материалов — листового металла, жести, профилей, проволоки. Хотя на рынке предлагаются всевозможные ручные инструменты данного типа, не редко находятся авантюристы, предпочитающие сделать гильотинные приспособления своими руками.









- Гильотинные приспособления для резки металла основаны на рычажном принципе работы;
- Процесс резки осуществляется парой режущих поверхностей;
- При этом длина ножа по металлу может составлять порядка 20 сантиметров;
- Одна режущая поверхность прочно фиксируется на основании станка и на нее воздействует вся сила давления во время резки металла;
- Подвижная часть располагается на станине, что способствует выполнению резки высокой точности;
- На стационарном лезвии ручные инструменты предусматривают наличие специального паза для ползуна. Он предназначен для смещений ползуна по мере необходимости. Паз осуществляет перемещения в одной плоскости;
- Подвижная часть резака соединяется с ползуном;
- Рабочий ход данного ползуна обычно составляет 15-30 миллиметров;
- Подвижный нож прочно соединен с ручкой, длина которой составляет порядка 500 миллиметров. За счет нее в процессе резки можно прикладывать меньшее усилие своими руками, чтобы сделать нарезку листового металла нужного качества;
- Гильотинные приспособления имеют металлический корпус, что существенно продлевает срок службы, увеличивает нагрузки, с которыми может справиться инструмент во время резки листового металла, профилей, прутка;
- Ножи для резки изготавливаются из высокопрочной инструментальной стали. Это позволяет разрезать детали листового металла с минимальными усилиями и без деформации режущих кромок.
Используя гильотинные ручные приспособления для резки металла, можно своими руками обработать:
- Листы стали толщиной до 5 миллиметров;
- Изделия из листового алюминия толщиной до 6 миллиметров;
- Латунь толщиной 6 миллиметров;
- Металлические профили с сечением 6 на 80 мм;
- Стальной прут №13.
Изготовление роликового инструмента

Для работы потребуются:
- два шарикоподшипника (204 либо 205, или другие), одинаковый размер их — условие необязательное;
- труба из стали для рукоятки;
- уголок (40-60 мм, примерная длина — 300-400 мм);
- крепеж — болты, гайки, шайбы и т. п.;
- инструменты: болгарка, дрель, сварочный аппарат.
Весть процесс выглядит таким образом:
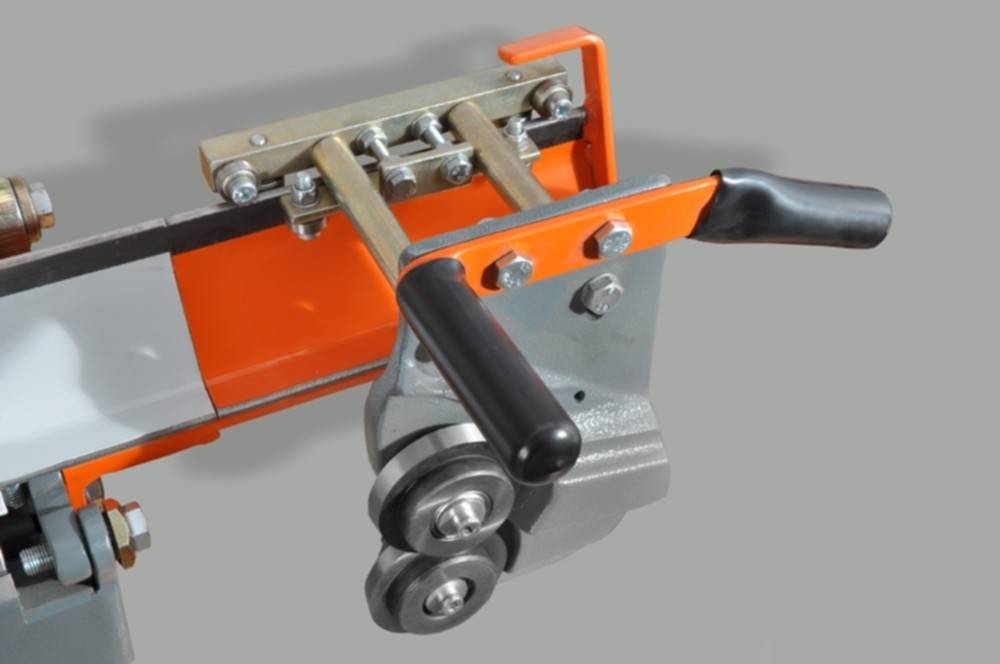
- Из уголка вырезают деталь необходимых размеров. На обоих шарикоподшипниках под острым углом стачивают кромку.
- В детали-уголке сверлят отверстие для закрепления подшипника. Для его фиксации используют болт, имеющий потайную шляпку, и шайбу, обеспечивающую требуемый прижим к полке уголка.
- Крепят будущий нож так, чтобы его край выступал за ребро уголка на один-два миллиметра. Чтобы иметь возможность регулировки, шайбу подкладывают с внутренней стороны. Шляпку болта утапливают в основание профиля. Если это невозможно, то паз делают в верстаке.
- Отрезают от профиля второй элемент, он вдвое короче первого, на котором уже закреплен подшипник. Из него болгаркой вырезают деталь, заостренную с одной стороны. На ее торцевой части, просверлив отверстие, фиксируют второй будущий нож.
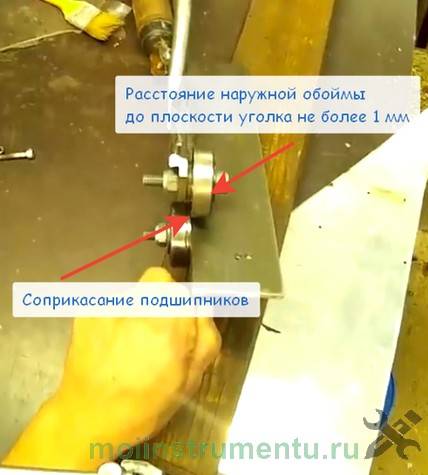
- Новую заготовку приваривают к большому элементу так, чтобы верхний и нижний подшипники соприкасались вплотную, а расстояние от наружной обоймы до полки основания составляло около 1 мм.
- Последний этап — приваривание рукоятки, которую предварительно сгибают так, как удобно мастеру.
Изготовленный режущий инструмент будет в состоянии резать металлические листы, чья толщина составляет максимум 0,5 мм. Так как изнашивание кромки шарикоподшипников — неизбежное зло при эксплуатации, необходимо предусмотреть устройство для их удобной, точной регулировки.
Роликовый нож для листового металла своими руками — хороший способ значительно упростить работу, сократить время на обработку материала, минимизировать число дефектов, количество мусора, а также избежать длительных физических «упражнений». Поэтому описанный механизм, сделанный самостоятельно, не только выгоден в плане экономии, он — идеальная замена как ножницам по металлу, так и промышленной гильотине.
Так как то, что написано «пером», не всегда позволяет досконально понять все этапы работ, без вспомогательного видео представить четкую картину довольно трудно. Именно оно, описывающее весь процесс, находится здесь:
Особенности изготовления инструмента самостоятельно
Если устали резать листовой металл ножницами или болгаркой, то отличной альтернативой на замену этих инструментов является роликовый нож. К числу достоинств этого устройства можно отметить бесшумность работы, а также отсутствие энергопотребления. Кроме того, имея такое устройство в домашнем арсенале, можно даже зарабатывать, когда соседям понадобится раскроить листовой материал из металла.

Покупка инструмента оправдана только в одном случае, когда необходимо выполнять работы в большом количестве. И даже в этом случае можно сделать устройство своими руками, чтобы пользоваться им в профессиональных целях. Конструкций рассматриваемых устройств бывает много, поэтому сделать устройство самостоятельно вовсе не трудно, если понимать принцип работы устройства.
При изготовлении самодельного инструмента надо учитывать следующие свойства:
- Режущие ножи — их должно быть два, которые располагаются один сверху, а второй снизу. Ножи должны быть изготовлены из качественного сплава, который имеет прочность выше, чем разрезаемые материалы. В качестве ножей используют подшипники, которые полностью удовлетворяют описанным требованиям
- Основание — одновременно выступает в качестве поверхности, на которой располагается лист стали, а также направляющим для перемещения роликовых ножниц при резке листа или нарезании полосок
- Корпус приспособления — для изготовления обычно используется стальной уголок толщиной 3 мм и размером стенок 40-60 мм
- Вспомогательные инструменты — они предназначены для закрепления листового материала к поверхности стола во время его разрезания
Это интересно!Ресурс работы самодельных роликовых ножей достаточно высокий, и практически равен показателям заводских моделей. Срок службы заводских устройств составляет не менее 25 км, но при условии, если толщина разрезаемой стали не превышает 0,5 мм. Чем толще сталь, тем меньше срок службы инструмента. На срок службы самодельного устройства влияет такой показатель, как качество его изготовления. Причем касается это даже качества подшипников, поэтому если беретесь за дело, то для этого понадобится соответствующий подход.










Обслуживание и эксплуатация
Основное регламентное обслуживание оборудования состоит в периодической заточке инструментальной оснастки (при первой эксплуатации ножи достаточно просто перевернуть на 180°). Заточку можно вести на шлифовальной машинке, используя карборундовый круг, после чего необходимо зашлифовать полученную поверхность. После многократных переточек стабильность зазора необходимо поддерживать установкой прокладок из стали. Их толщина устанавливается опытным путём.
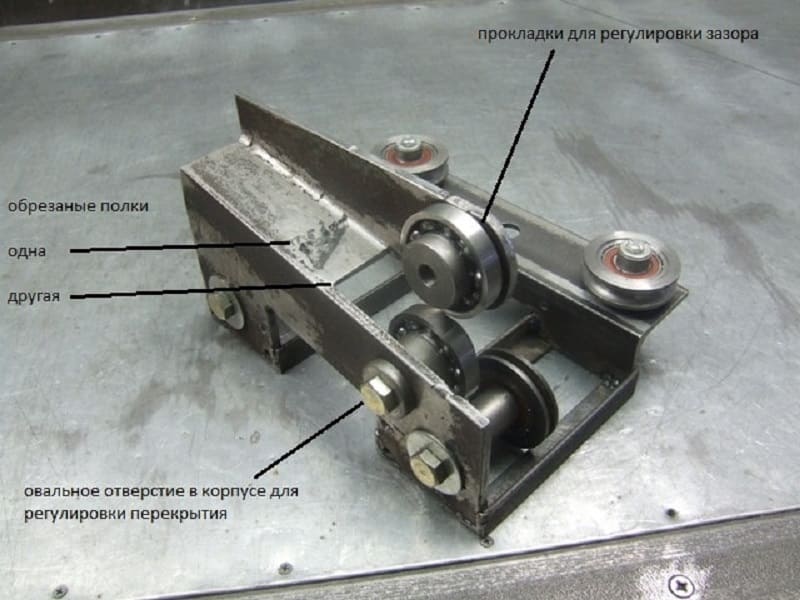
Простые и удобные в работе ножницы для резки тонкого листового металла нетрудно изготовить в любой мастерской. Ими можно вырезать полосы одинаковой ширины без разметки линии разреза, одинаковые заготовки под прямым углом, обрезать полки угольников по заданной ширине. Выполнение этих операций простыми ножницами по металлу требует разметки, занимает много времени, да и линия разреза получается не всегда ровной, особенно если заготовка имеет большую длину.
Станину ножниц делают из двух угольников сечением 75х75 мм, длиной 200 мм, скрепленных между собой винтами М6. Два одинаковых ножа длиной 120 мм изготовляют из старых плоских напильников сечением 8х35 мм или из инструментальной стали У7А или У8А. Неподвижный нож прикрепляют к станине, подвижный — к рычагу винтами № 6 впотай. Напильники следует отжечь при температуре 750-800° до темно-вишнево-красного цвета и медленно охладить на воздухе. Затем отрезать по длине, и просверлить в каждом из них по два отверстия для крепления. После того как отверстия просверлены, на смежных плоскостях напильников стачивают насечку на точильном камне. Затем ножи нагревают до температуры 8ЗО-900° (до светло-красного цвета) и быстро охлаждают в воде или минеральном масле. Чтобы они при закалке не покоробились, их следует опускать в воду вертикально. После закалки режущие кромки ножей затачивают и заправляют на бруске. Угол подъема рычага регулируют ограничителем так, чтобы плоскости ножей не выходили из соприкосновения.
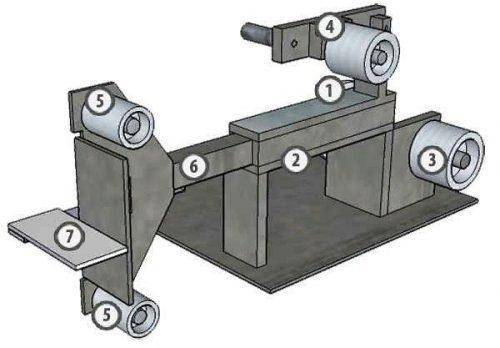
1 — основание; 2 — винты крепления станины к основанию: 3 — винты, соединяющие угольники станины; 4 — винты крепления Ношей; 5 — гайки крепления рычага; 6 — шайба; 7 — прокладка; 8 — винт ограничителя; 9 — ограничитель; 10 — направляющая линейка; 11 — выдвижная планка; 12 — прижимной винт планки; 13 — отверстия для винтов крепления угловой накладки; 14 — стопор направляющей линейки; 15 — ножи; 16 — угольники станины; 17 — рычаг; 18 — винты крепления угловой накладки; 19 — угловая накладка для крепления обрезаемого угольника.
Рычаг делают из стали толщиной 8-10 мм, шириной 30 мм. Он должен быть достаточно жестким, чтобы обеспечить плотное прилегание рабочих плоскостей ножей друг к другу. На станине установлена направляющая линейка, изготовленная из стали толщиной 6-8 мм. Она перемещается в пазах параллельно плоскости ножей. Рабочие плоскости линейки прострагивают или опиливают строго под линейку и угольник. Расположение линейки на станине фиксируется двумя стопорами-барашками М6. В нижней плоскости линейки выпиливают или фрезеруют паз под прямым углом к передней кромке, в котором передвигается выдвижная планка сечением 20х2 мм, позволяющая вести отрезку заготовок под углом 90°. Положение планки закрепляется прижимным винтом М5 с шайбой. Чтобы при обрезке на рычажных ножницах припуска полок угольник не изгибался, изготавливают из листовой стали толщиной 0,8-1 мм съемную прижимную угловую накладку. Она имеет сечение не равностороннего угольника. Одна полка должна быть на 1-1,2 мм меньше толщины направляющей линейки, на которой устанавливается угольник; другая — шириной 15 мм. В большей полке угловой накладки отверстия под винты распиливают круглым напильником на эллиптические. Если при резке тонкого материала он гнется, значит плохо подогнаны плоскости ножей. Если ширина полки обрезаемого угольника не одинакова, угловая накладка установлена с большим зазором. В зависимости от качества ножей на рычажных ножницах можно резать листовой материал толщиной до 1 мм. При этом не рекомендуется резать стальную или другую толстую проволоку, чтобы лезвия ножниц не зазубривались. Готовые ножницы окрашивают масляной краской, кроме рабочих плоскостей, которые смазывают машинным маслом. Станину прикрепляют к рабочему столу шурупами, болтами или струбциной. Ножницы будут переносными, если их укрепить на основание, выполненное из доски толщиной 30 мм размером 500х200 мм.
Рычажными ножницами раскраивают листовой металл, жесть, нарезают алюминиевые профили и проволоку. В магазинах представлено множество моделей от разных производителей любых категорий цен. Тем не менее, находятся умельцы, делающие своими руками этот полезный и несложный инструмент.
Инструкция как сделать роликовые ножницы из подшипников своими руками
Как уже говорилось, вариантов изготовления самодельного роликового режущего инструмента много, но какой выбрать для себя, зависит не только от возможностей, но еще и наличия необходимых расходных материалов. Если понадобился простой самодельный роликовый нож, то сделать его можно из подшипников. Принцип изготовления простой, и для начала разберемся, какие инструменты и материалы понадобятся для того, чтобы его сделать:
- Два подшипника 204 или 205. Использовать можно и другие подшипники, какие есть в наличии. Они не обязательно должны быть одинакового размера
- Уголок 50-60 мм длиной до 30 см
- Резьбовые соединители, шайбы, гайки и прочие мелкие расходники
- Стальная трубка, из которой необходимо изготовить рукоятку для роликовых ножниц
- Из инструментов понадобится сварочный аппарат, а также дрель и болгарка
Когда все необходимые материалы готовы к работе, можно приступать к делу. Инструкция по самостоятельному изготовлению роликового ножа имеет следующий вид:
Сначала необходимо подготовить уголок, так как он будет выступать в роли корпуса, на котором будут размещаться дополнительные элементы
Стачиваем кромку подшипников. Причем сделать это нужно так, чтобы в итоге кромка получилась с острым углом. На обоих подшипниках необходимо «снять» кромку, так как от этого зависит возможность применения роликовых ножниц по назначению
Далее необходимо просверлить отверстие в уголке, и закрепить на нем один подшипник. Для закрепления используется болт с потайной шляпкой. Для закрепления подшипника используется также шайба, за счет которой будет обеспечиваться надежный прижим к стенке уголка
Подшипник крепится так, чтобы его наружная обойма выступала на 1-2 мм сверху от края уголка
Немаловажно предусмотреть возможность его регулировки соприкосновения со вторым подшипником, подложив шайбы с внутренней стороны
С обратной стороны при закреплении подшипника нужно предусмотреть, чтобы шляпка крепежного болта была утоплена в основании уголка. Это надо для того, чтобы самодельный инструмент свободно перемещался по краю верстака
Если утопить шляпку не получается, то можно сделать для нее паз в конструкции верстака, что также вполне уместно при использовании самодельных ножниц
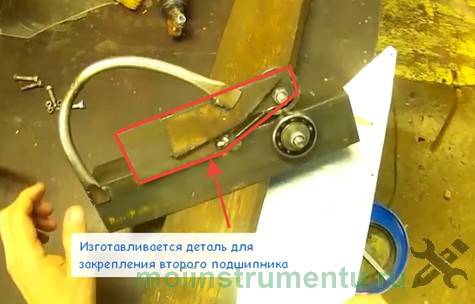
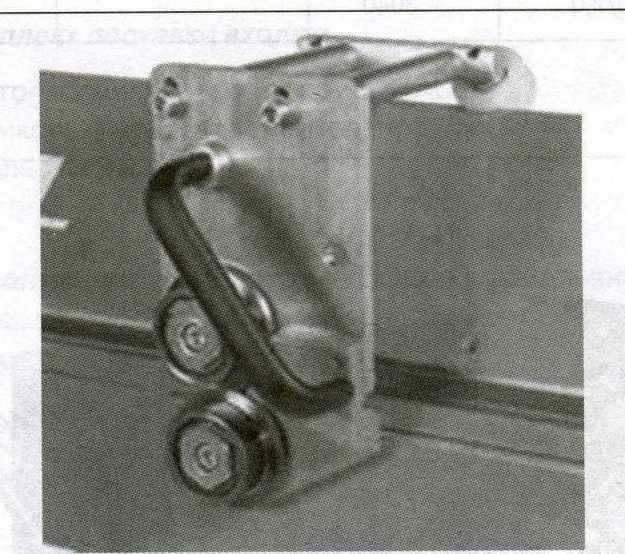
Первая часть работ на данном этапе считается выполненной, поэтому следует перейти к изготовлению второй части. Это рукоятка, второй подшипник, а также отгибатель листа
Используя аналогичный уголок длиной в 2 раза меньше, необходимо закрепить на нем второй подшипник. Предварительно уголок при помощи болгарки необходимо вырезать такой формы, как показано на фото ниже
На торцевую часть полученной заготовки необходимо закрепить подшипник, просверлив предварительно отверстие
Заготовку из уголка приварить к основной части так, как показано на фото. При этом важно учитывать, что верхний подшипник должен вплотную соприкасаться с нижним подшипником, а его наружная обойма должна располагаться на расстоянии к основанию уголка до 1 мм
В завершении необходимо присоединить ручку к получившейся установке, чтобы удобно было работать









В итоге получается самодельный режущий инструмент для резки металлических листов толщиной до 0,5 мм. При использовании устройства надо учитывать, что предназначается оно исключительно для работы с листовыми материалами. В процессе эксплуатации будет изнашиваться кромка подшипников, поэтому целесообразно предусмотреть при изготовлении возможность регулировки соприкосновения подшипников. Все подробности изготовления и применения такого инструмента на видео ниже.
Это интересно!При вращении одного подшипника рукой, второй также должен вращаться, что говорит о правильности изготовления самоделки. Чем больше расстояние между торцевыми частями подшипников, тем ниже качество работы инструмента. В завершении для примера стоит привести пример того, сколько стоит заводской роликовый нож, а также, какие технические параметры он имеет. Для примера рассмотрим станок марки Trim Cutter 3017 и его технические параметры:
- Толщина листового металла максимальная — 0,7 мм
- Вес устройства составляет 4 кг
- Габаритные размеры — 220х180х260 мм
- Стоимость от 25 000 рублей
Исходя из вышесказанного, можно отметить, что сделать роликовые ножницы для резки тонколистового металла своими руками вовсе не трудно. Для этого не понадобится много сил и расходных материалов. Уделив всего 3-4 часа свободного времени, можно сделать высокоэффективный режущий инструмент в домашних условиях. С роликовыми ножницами не понадобится думать, чем отрезать металлический лист при монтаже оконных откосов или как порезать оцинковку на полоски, так как с ним любые подобные работы выполняются легко, быстро и эффективно.
Механические гильотинные ножницы
Ручное устройство — наиболее простое по конструкции. Оно включает в себя:
- опорный стол, на котором будет располагаться исходная заготовка;
- две или четыре стойки, которые будут обеспечивать ножницам прочность и устойчивость;
- поворотную ось с подшипниками скольжения (подшипники качения непригодны, поскольку зазоры при работе такой гильотины будут существенно изменяться, что быстро приведёт к заклиниванию);
- ножевую балку, в которой предусматриваются посадочные места под крепление сменных ножей;
- неподвижные ножи, которые монтируются на передней торцевой поверхности рабочего стола;
- рычаг поворотного типа, который будет производить силовое перемещение балки при резке;
- струбцины для фиксации металла.
Изготовление своими руками начинают со стола. Его размеры должны быть достаточными для удобного размещения заготовки, с учётом мест под фиксирующие струбцины: их должно быть как минимум две, по каждой из сторон листа. Толщина должна исключать прогиб под усилием деформирования. Проще всего приспособить стальную плиту, которую устанавливают своими руками на швеллеры. Места соединения можно скрепить болтами заподлицо с верхней поверхностью, а можно использовать и сварку. Передний торец обязательно шлифуется, чтобы обеспечить ровность последующего прилегания к нему неподвижного ножа.
Следующий этап – получение своими руками опорных стоек. Их обязательно следует сделать из цельного профиля. Подойдут квадратные трубы из качественной среднеуглеродистой стали, либо швеллер. Размер сечения можно легко вычислить по предельной нагрузке на стойки, которая складывается из собственного веса составляющих ручных гильотинных ножниц по металлу, и усилия резки Р, кН.
k – коэффициент, учитывающий возможную неравномерность рабочего зазора, затупление режущих кромок, качество разрезаемого материала и т.д. Обычно k = 1,05…1.3;
В – наибольшая ширина листа металла, мм;
s – максимальная толщина металла, мм;
σср – предел прочности материала на срез, МПа.
Для наиболее употребительных в быту материалов данный параметр составляет, МПа:
- для малоуглеродистой стали – 280…290;
- для среднеуглеродистой стали – 300…400;
- для высокоуглеродистой и нержавеющей стали – 400…500;
- для жести, алюминия – 65…80;
- для меди, латуни – 180…200.
При сборке стоек своими руками обязательно необходимо выдержать параллельность опорных поверхностей и их перпендикулярность оси поворота ножевой балки. Для этих целей лучше пользоваться лазерным уровнем. Пол в месте установки ножниц необходимо сделать ровным и прочным. Не допускается установка своими руками оборудования на уплотнённый грунт, ламинат и прочие варианты покрытия бетона полимерами.







Особо ответственный момент – изготовление своими руками ножевой балки: её профиль необходимо сделать таким, чтобы в процессе поворота подвижные ножи постепенно входили в контакт с разрезаемым металлом. Для этого можно предусмотреть два варианта:
- профилирование по контуру сабли, с постепенным увеличением радиуса кривизны по мере приближения к ручке рычага;
- пирамидальный профиль с углом скоса не более 5…60 (при большем угле металл начнёт деформироваться и изгибаться в направлении оси поворота).
Саблевидный профиль сделать сложнее, зато он обеспечивает более плавное внедрение в разрезаемый металл.
Для лучшего направления корпуса его размещают либо в специальном пазе на столе, либо – при повышенных усилиях деформирования – проектируют специальные направляющие, которые своими руками крепятся к стойкам.

Ручная самодельная гильотина
Ось поворота лучше сделать из качественной углеродистой стали, после чего закалить на твёрдость не ниже 42…45 HRC. Подшипниковые втулки изготавливают из бронзы ОФ10-1, имеющей хорошую износостойкость.
Для изготовления инструмента используют инструментальные стали У10 или У12, закаливаемые до твёрдости 48…54 HRC. Закалённые ножи тщательно шлифуют своими руками, после чего затачивают их под углом 85…90°. Значения зазора между ножами принимают в пределах 3…6% от толщины.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Роликовые ножницы и особенности резки листового металла
В металлообрабатывающей промышленности для обработки листового материала используются роликовые ножницы или ножи. Ножами этот инструмент называют по причине того, что его работа основывается на применении двух режущих дисков. Процесс резания основывается на том, что ролики вдавливаются в листовой материал с двух сторон — сверху и снизу. При этом происходит его разрезание без применения каких-либо острых ножей. Роль режущих и острых ножей играют ролики, которые соприкасаются стенками друг к другу с двух сторон.
Ролики не только режут листовой материал, но еще и облегчают процесс перемещения инструмента по поверхности листа. Это означает, что резать роликовым ножом не только удобно, но еще и эффективно. Если сравнить работу устройства с ручными ножницами, то следует отметить такие достоинства:
- Скорость — разрезать лист стали роликовыми ножницами можно за считанные секунды, а использование ножниц требует много времени, которое зависит от длины разрезаемого материала
- Качество реза — роликовый нож режет не только быстро, но еще и высококачественно. При этом отсутствуют сколы, искривления, изгибы и т.п. в месте получения реза
- Физическая усталость — резание ручными ножницами требует прикладывания физических усилий, в то время как применение роликового инструмента исключает такую потребность. Для разрезания необходимо только перемещать ножницы роликовые по направляющим, выполняя тем самым разрезание листа стали
Роликовые ножницы классифицируют по типам ножей на три вида:
- Они располагаются параллельно. Самая популярная разновидность режущего инструмента, который предназначен исключительно для раскроя материала на полосы, то есть резка выполняется в прямолинейном направлении
- Имеют один наклон. Они предназначаются для нарезания не только ровных полос листового материала, но еще и для вырезания заготовок круглого и кольцевого типа
- С несколькими наклонами. Такие роликовые устройства предназначаются непосредственно для нарезания разной формы заготовок — кольцевые, круглые, криволинейные и т.п.
После разрезания край материала не нуждается в дополнительной обработке, так как он получается ровным, без сколов и задиров.