

Модели и цены
Выбор центратора осуществляют на основе ряда критериев.
- Диаметр труб. Во-первых, каждый тип инструмента рассчитан на конкретный диапазон диаметра. Во-вторых, для толстых деталей (более 800 мм) следует использовать модели жесткой конструкции (многозвездные или арочные), а при меньших диаметрах подойдут эксцентриковые варианты.
- Требования к качеству сварки. В некоторых случаях существуют пределы для дефектов соединения (включая эллипсность). Наилучшее качество сварки обеспечивают цепные модели.
- Предельное давление. Для создания наиболее стойкого сварочного шва следует применять центраторы с гидрозажимом.
- Материал труб. В данном отношении рассматриваемые инструменты всех типов универсальны, однако исключение составляют работы с полипропиленовыми трубами. В таком случае требуются внутренние варианты.
- Универсальность. Лучшими по данному показателю считают цепные модели.
Стоимость центраторов колеблется в обширных пределах. Так, простейшие наружные многозвенные модели с ручным приводом можно приобрести за 1,5 тыс. рублей, в то время как цена внутренних гидравлических составляет примерно 350 тыс. Таким образом, стоимость определяется конструкцией, назначением, а также брендом.
Из производителей данных инструментов по качеству выделяют продукцию Vietz и Clamp.
Следует отметить, что простейший бытовой центратор несложно и недорого создать самостоятельно.
ВИДЫ ЦЕНТРАТОРОВ
Цетровка труб в сварочных работах на магистральных трубопроводах – это сложная задача, особенно для труб больших диаметров, где выполнение операции осложняется значительным весом стыкуемых элементов. Для получения качественного шва свариваемые стыки труб должны быть надежно и правильно зафиксированы, при этом стык должен быть доступен для проведения сварочных работ – эту роль выполняют трубные центраторы.
Производители центраторов предлагают различные способы решения задач центровки стыка в зависимости от принятой технологии сварочных работ, диаметра и материала труб, возможного наличия эллипсности и необходимости приварки отводов и патрубков.
По способу установки и доступу к зоне сварки центратора делятся на две основные группы: внутренние и наружные
Вес свариваемых труб и как следствие усилие которое необходимо для надежной фиксации стыков являются критерием для выбора привода: ручной, гидравлический, пневматический
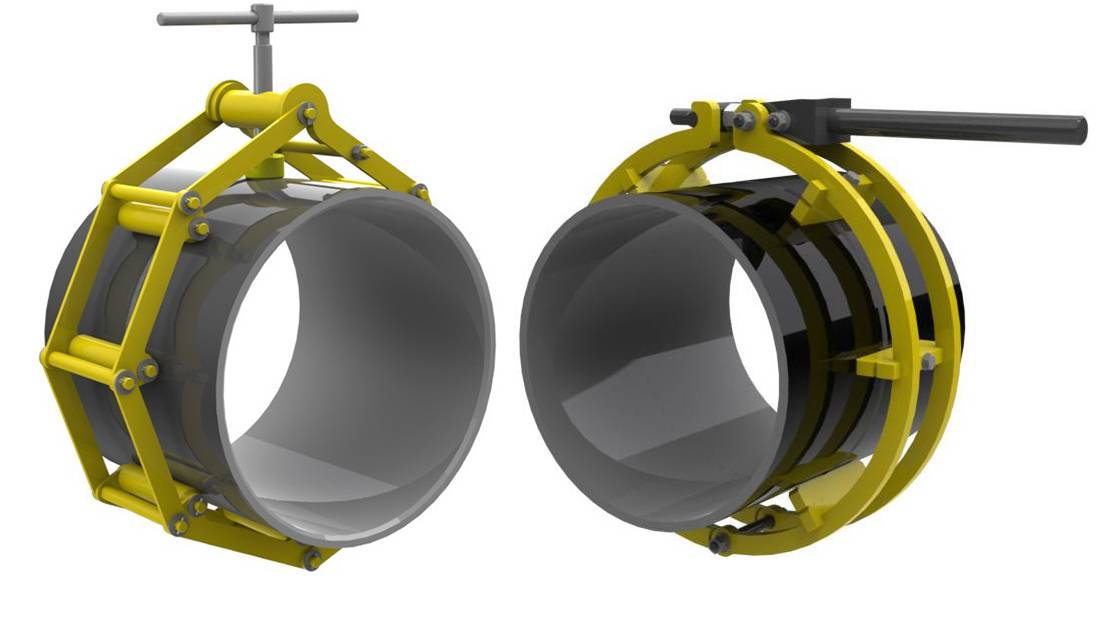
Наружные звенные центраторы (ЦНЗ)
Максимальный диаметр труб – до 2000 мм
Центраторы изготовлены из соединенных шарнирами звеньев и упора, который стягивает звенья по мере того как прижимается к трубе. Упор может быть выполнен в виде простого ручного винта или гидравлического домкрата для более тяжелых и ответственных соединений.
Наружные арочные центраторы ЦАН, ЦАН-Г
Максимальный диметр труб – 900 мм
Конструкция арочного центратора является более жесткой, надежная и долговечной по сравнению с звенным центратором.
Данный вид центратора состоит из 2-х или 3-х соединённых шарнирами дугообразных секций, которые сжимаются винтом ( тип ЦАН) или домкратом (ЦАН-Г). Количество секции зависит от диаметра труб.
Наружные цепные центраторы
Фиксация труб цепными центратора осуществляется за счет натяжения цепи ручным червяным приводом. Цепные центраторы изготавливаются в однорядном исполнении для труб диметром до 300мм и двухрядном для труб и резервуаров от 300 мм до 6000мм ( 6м!).
Преимуществом данного вида ценраторов является их быстрая установка и универсальность – один центратор подходит для труб разных диаметров.
Комплект центратора может включать устройства для приварки Г образных отводов. Данный вид центратора может применяться для исправления эллипсности.
Наружные эксцентриковые центраторы ЦНЭ
Максимальный диаметр труб – 500 мм
Конструкция эксцентрикового центратора схожа с арочным, но зажим полудуг проводится в нем. ручным эксцентриковым зажимом. Такой способ зажима ускоряет установку центратора но является менее надежным, т.к. при недостаточном опыте оператора имеется риск самопроизвольного рассоединения
Наружные центраторы – струбцины для труб малых диаметров
Этот вид центратора применяется для труб малых диаметров . Струбцины имеют компактную конструкцию, которая определяется формой трубы. Зажим осуществляется ручным рычажным механизмом
Внутренние центраторы механические и гидравлические
Этот вид центратора имеет более сложную конструкцию по сравнению с наружными, т.к центровка проводится не только по внешнему но и по внутреннему контуру. Данный вид центратора часто применяется для труб с полиуретановым наружным покрытием, когда сварка возможна только с внутренней кромке.
Принцип действия: внутренний центратор фиксируется в одном торце, а другой вставляется вручную или надвигается с помощью грузоподъёмного механизма.
Внутренние центраторы имеют ручное механическое исполнение для труб диаметром до 300мм. и более сложное гидравлическое для ответственных соединений в трубах диаметром от 300 мм
Что такое центратор для труб
Процесс сварки труб друг с другом иногда приобретает очень сложный характер, особенно когда диаметр сечения большой. Связано это с тем, что концы не всегда получается надёжно зафиксировать в ручную.
Фиксация отрезков трубы необходима для того, что бы сварной шов был оптимальным по размеру, а соединение прослужило долгое время. Во время прокладки труб водоснабжения, газоснабжения, ошибка при сварке может привести к серьёзной аварии. Особенно фиксация актуальна для сварки труб в промышленных мероприятиях.
Фиксация производится с помощью специального механизма, который называется центратор для труб. Как правило, данное устройство представляет собой набор звеньев, которые одеваются на участок будущего сварного соединения и фиксируют концы труб очень надёжно. Совершенно не возможно представить себе сварные работы, проводимые на газомагистрали, без центратора, так так диаметр сечения труб здесь может достигать 1500 мм.
Центраторы бывают и внутренние, но такие устройства более сложные в своём исполнении, поэтому более предпочтительны внешние, потому что их легче крепить. Некоторые виды наружных центраторов очень тяжёлые, поэтому монтируются по месту только с помощью техники.
Наружные центраторы можно поделить на три вида:
- звенные (выглядят как многогранник)
- цепные(роль фиксатора выполняет цепь)
- эксцентриковые(две стальные дуги, стягивающиеся перемычкой)
Как уже было упомянуто ранее, существуют и внутренние центраторы, которые используют для соединения магистральных труб. Такие механизмы дорогие, но обеспечивают очень надёжное соединение. Вообще, изначально внутренние центраторы создавали для проведения длительных работ. Такие механизмы сложные в своём исполнении, но и функционал у них более высокий, чем у внешних центраторов.

Использование внутренних центраторов проходит следующим образом:
- подготавливаются отрезки труб( если есть необходимость, зачищаются кромки)
- центратор устанавливается внутрь и пододвигается к краю трубы
- после происходит фиксация центратора на краю
- подводится другой отрезок трубы и так же фиксируется
- проверяется правильность стыковки, после чего проводят сварные работы
Любой сварщик, который хоть раз варил трубы большого сечения, прекрасно понимает, насколько это сложный процесс, если не использовать центратор. Надёжность сварного шва гарантируется только при использовании механизмов фиксации, поэтому экономить деньги на их покупку не стоит.
Виды центраторов и их отличия
Существует два основных типа устройства для соединения труб:
- Внутренние.
- Наружные
Установку внутренних аппаратов делают внутри трубы, чтобы прочно зафиксировать ее. Чаще всего их используют, чтобы соединить трубопровод из любых материалов. Такие работы выполняются довольно долго, поэтому нужны надежные приборы. Внутренние устройства этого типа можно использовать при больших перепадах температур от +45 градусов до -45, поэтому непрерывная работа с ними может быть обеспечена.
Наружные же механизмы предназначены для обхвата внешней стороны трубы. Это большая конструкция с мощным крепежом, фиксировать которую легко и просто. Но, наружные модели делятся еще на несколько типов, поэтому обязательно нужно изучить их перед тем, как приобрести нужную вам вещь для выполнения определенного типа работ.
И так, наружные устройства делятся на:
- Цепные. Как уже ясно, здесь используют цепи. Их затягивают вокруг ППУ, чтобы не повредить их и сделать прочную фиксацию.
- Звенные. Внешне они имеют форму многогранника, внутри которого находится несколько колец. Есть возможность передвигать звенья, что влечет за собой изменение размера закрытого диаметра устройства.
- Эксцентриковые. Это устройство состоит из двух дуг из стали (их можно регулировать), их сжимают еще дополнительно перемычкой. Такой центратор можно использовать и для крупных ППУ.
Помимо этих видов, существует еще несколько типов подобных устройств, их используют очень редко, но все же стоит о них помнить, так как они тоже могу понадобиться в любой момент. Пружинный центратор (для обсадных). Это очередной вид наружного крепежа, используемый во время бурения скважин и т. п. При их использовании можно легко соединить обсадные элементы уже под землей.
Пружинный центратор (для обсадных). Это очередной вид наружного крепежа, используемый во время бурения скважин и т. п. При их использовании можно легко соединить обсадные элементы уже под землей.
Также есть и бытовые разновидности для работы с металлическими трубами, полимерными материалами и ППУ. Пружинный центратор, предназначенный для пропиленовых труб внешне очень сильно отличается от своих «родственников», так как сварщики используют при работе диффузионную сварку.
Сварка полимерных материалов делается при креплении частью такого инструмента, притом что весь аппарат делает соединение труб свариванием. На такой процесс очень интересно и приятно смотреть, так как результат очень радует, и мы можем быть уверенны, что последующую проверку труб нужно делать как минимум через несколько лет.
Важно! Как бы вы ни выполняли сварочные работы, и какой бы ни использовали аппарат, обязательно нужно регулировать соосности двух отрезков, из которых должна получиться одна труба
Последствия неправильной сварки
В случае неправильного выбора центратора или несоблюдения правил работы с ним может возникнуть целый комплекс последствий, которые называются дефектами сварки. К ним относятся:
- трещины;
- поры, небольшие полости;
- непровары в результате неполного охвата поверхности металла сварочным аппаратам;
- различные отклонения структуры шва – излишняя выпуклость, смещения, подрезы и другие.

Все эти дефекты неизбежно приведут к тому, что труба не прослужит долго. Последствия усугубляются характером эксплуатации и внешними факторами:
- перепад давлений внутреннего содержимого (воды, нефти, газа и др.);
- перепад температур (внутренних и внешних);
- влияние коррозии.
Проникая в микротрещины, вода и воздух значительно ускоряют процессы разложения металла (коррозии). Это приведет к тому, что труба вскоре даст течь, давление в системе упадет, соответственно, может случиться и прорыв. Поэтому грамотный выбор центратора труб и правильная его эксплуатация на всех этапах сварочных работ – неотъемлемое условие при монтаже трубопроводов всех типов.









Устройства для сварки труб
Оборудование для сварки трубопроводов обеспечивает центрирование сопрягаемых изделий и поддерживает равномерный зазор между кромками. Существуют приспособления для прямолинейных магистралей и угловых ответвлений. В конструкцию изделия входят зажимы и дополнительные фиксаторы, установленные на подвижных штангах или цепях.
Для сварки трубопроводов существуют специальные приспособления.
Например, для использования простого устройства для прямолинейного трубопровода сварщику необходимо:
- Сдвинуть заготовки с предварительно подготовленными кромками.
- Надеть на внешние части труб зажимы и затянуть винты.
- Отрегулировать зазор вращением болта, соединяющего кронштейны с фиксаторами.
- Заполнить стык расплавленным металлом, а затем снять оснастку и очистить поверхность шва от окалины и шлака.
Универсальные приспособления для сборки под сварку
Универсальные приспособления для сборки, как правило, просты и выполняются переносными. Они не всегда обеспечивают необходимую точность и рассчитаны на проверку правильности сборки и установочных размеров.
Переносные зажимы предназначены для фиксации взаимного положения свариваемых деталей. Зажимные приспособления могут использоваться при сварке определенных деталей, а также при изготовлении узлов и конструкций. В этом случае ими оснащаются стенды, стеллажи и другое вспомогательное оборудование. Их изготовляют в виде струбцин и болтовых зажимов, позволяющих собирать детали любого профиля.
Для сборки под сварку изделий из листового проката применяют клиновые и зажимные скобы. Для фиксации тонких листов и коротких деталей из профильного проката служат пружинные зажимы.
Прихваты используют в основном при монтаже крупных конструкций. Отдельные элементы прихватов временно приваривают к собираемым деталям, а после сварки удаляют. Прихваты бывают жесткие и регулируемые.
Стяжки применяют для сближения кромок свариваемых деталей до заданных размеров. Наибольшее распространение нашли винтовые стяжки.
Стяжка с болтом и приваренными угольниками для сварки крупных конструкций из листового проката.
Стяжное приспособление с приваренными временными угольниками для сборки труб. Оно применяется ограниченно и только на трубах из углеродистых сталей.
Стяжка винтовая для сборки конструкций и деталей из листового, полосового и профильного проката.
Рычажно-винтовая стяжка.
Для сборки стыков труб наибольшее применение находят стяжные винтовые приспособления хомутного типа, которые не создают жесткого закрепления стыкуемых элементов.
Распорки и домкраты служат для фиксации изнутри изделий с замкнутым профилем, для выравнивания кромок цилиндрических изделий, для удаления вмятина др. При сварке цилиндрических изделий распорки применяют в сочетании со стяжными кольцами. Если диаметр обечаек невелик, применяют распорные кольца, а при больших диаметрах – винтовые распоры или домкраты. Усилия в распорках и домкратах создаются механическим, гидравлическим или пневматическим приводами.
Центраторы предназначаются для закрепления отдельных труб или подобных изделий, так чтобы они не имели сдвига и поворота в направлениях трех координатных осей. Они позволяют совместить цилиндрические поверхности стыкуемых изделий (труб, секций из труб и др.) для выполнения сварочных работ. В зависимости от положения центраторов относительно установочных поверхностей, центраторы подразделяются на наружные (схватывающие) и внутренние (распорные). Наружные центраторы применяют при сборке труб в секции для сварки на заготовительных базах или в зоне строительных площадок. Хотя конструкторское исполнение наружных центраторов различно, они выполняют одну операцию по обеспечению соосности и совмещению торцевых кромок труб.
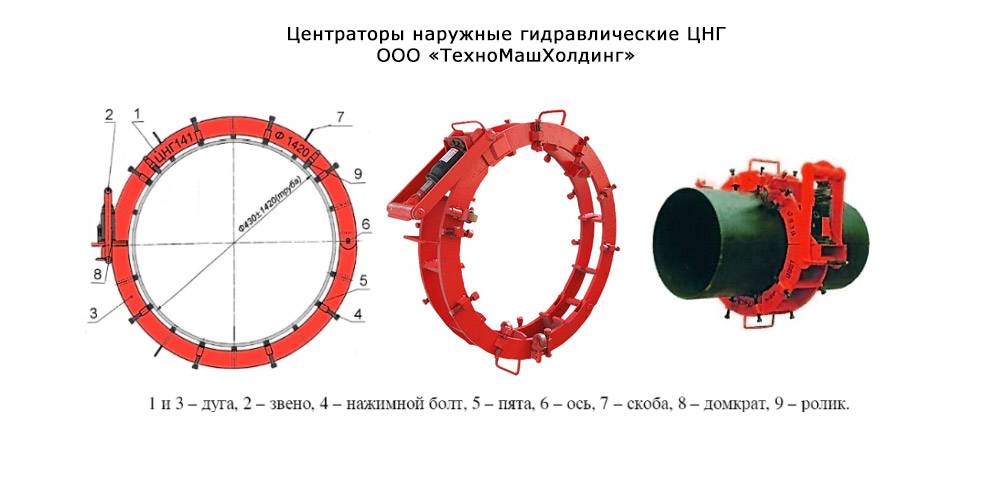
Центраторы для сборки труб большого диаметра могут быть оснащены в месте стяжного винта силовым гидравлическим цилиндром. Центратор наружный гидравлический представляет собой пластинчатую двухрядную цепь, стягиваемую на концах стыкуемых труб домкратом, размещенным внутри скобы. Привод домкрата осуществляется от гидравлической насосной станции.
Наружный гидравлический центратор ЦНГ-1220 1 – цепь; 2 – упорный ролик; 3 – скобы; 4 – концевое звено; 5 – домкрат; 6 – винт.
Внутренние центраторы обеспечивают наиболее качественную сборку труб благодаря более точному совпадению их кромок. При центровке стык открыт снаружи, что обеспечивает свободный доступ к месту сварки. Применение внутренних центраторов позволяет повысить производительность и степень механизации сборки для сварки как поворотных, так и неповоротных стыков трубопроводов.
Как выбрать агрегат?
Подбор центратора для сваривания трубопровода является одной из самых трудных задач, чтобы правильно обустроить водопровод, канализацию либо другую коммунальную коммуникацию. Данная конструкция дает возможность ровно соединить одну трубу с другой под правильным углом наклона, благодаря чему шов будет надежным и долговечным.
 Чертеж сварки при помощи центратора.
Чертеж сварки при помощи центратора.
Существует две основные особенности в этом выборе:
Необходимо определить сечение труб.
Важно правильно выбирать размер труб с большим диаметром, поскольку он должен быть одинаковым с сечением другой трубы для сваривания. Под работу с малым диаметром понадобится открытое оборудование, для большого – лучше выбирать закрытый агрегат
Последний способ более трудный в управлении, однако надежно фиксирует элементы.
При выборе между цепным, звеньевым либо эксцентричным оборудованием, необходимо руководствоваться своими финансами и планируемым объемом эксплуатации.
Первый вариант достаточно дешевый, многофункциональный, но не надежный. Второй – золотая середина рассматриваемых агрегатов. Самые дорогие и качественные – это эксцентричные устройства. Их особенность заключается в том, что они облегченные снаружи, что позволяет быстрее и качественнее справляться с поставленной задачей.
Разновидности центраторов
Все используемые в настоящее время центровочные механизмы для труб разделяются на две основные группы в зависимости от места их установки:
- наружные (ЦН) – простые наиболее распространенные механизмы зажимного типа, устанавливаемые на внешней поверхности трубопровода;
- внутренние (ЦВ) – более сложная гидравлическая установка, которая изнутри распирает стенки двух труб, удерживая их тем самым на одной оси.
Конструкционно центраторы также разделяются на две категории:
- для монтажа прямолинейных участков;
- для соединения трубопровода под углом.
В зависимости от количества контактных точек центраторы подразделяются еще на две подкатегории:
- односторонние – применяются для соединения фрагментов трубопровода небольшого диаметра;
- двусторонние – устанавливаются на обе стороны стыка труб диаметром более 600 мм.
В широкой практике для сооружения трубопроводов небольшого сечения в большинстве случаев применяют простые и недорогие наружные в самых разнообразных моделях. Для труб большого сечения, для которых необходима длительная и высокоточная сварка используют внутренние гидравлические модели.
Наружные
Главное преимущество наружных центраторов в их простоте использования и неприхотливости техобслуживания, а также в сравнительной дешевизне. Обхват и соосная фиксация двух труб может осуществляться одним из следующих типов зажимного механизма:
- многозвенный центратор – для соединения труб диаметром до 2000 мм, состоит из нескольких зажимных элементов, соединенных шарнирами;
- арочный – для трубопроводов сечением до 900 мм, состоит из двух накладываемых друг на друга клемм, отсутствие шарнирных соединений продлевает срок службы в сравнении с предыдущим типом;
- эксцентриковый – по своей конструкции схож с арочным центратором, но клеммы стягиваются в нем зажимом с эксцентриком, быстро изнашивается и применяется для труб диаметром до 400-500 мм;
- цепной – используется для монтажа или ремонта трубопроводов диаметром до 1400 мм, прост в работе и быстро приводится в рабочее положение;
- струбцинный центратор – используется для бытовых трубопроводных систем небольшого диаметра;
- пружинные – применяется для монтажа обсадных труб при бурении скважин, а также, для прокладки бытовых трубопроводов из металла и полимерных материалов.
В многозвенных и арочных центраторах для сжатия прижимных элементов может быть установлен как ручной, так и гидравлический зажим.
Внутренние
Данный вид центраторов представляет собой гидравлическую зажимную установку, которая помещается внутрь трубы. Ввиду сложности в использовании, массивности и дороговизны подобные устройства используют в исключительных случаях для прокладки трубопроводов сравнительно большого диаметра и при необходимости соблюдения особых условий сварки, например, для подводных магистральных газопроводов и т.п.
В некоторых случаях внутренние центраторы применяют и для труб небольшого диаметра – до 300 мм. Такие механизмы оснащаются ручным приводом. Отсутствие ограничения рабочего пространства сварщика с внешней поверхности трубопровода – главное преимущество внутренних центраторов.
Критерии выбора
Диаметр трубопровода – основной технический параметр, влияющий на выбор той или иной модели центратора. В перечисленных выше характеристиках и сферах применения каждого из видов и подвидов зажимных устройств указаны допустимые диапазоны размеров сечения труб, которые помогут сделать правильный выбор.
Материал трубопровода и его оболочек также имеет немаловажное значение. Если труба покрыта с внешней стороны полиуретаном, нельзя использовать наружный центратор. Для монтажа трубопроводных систем с полимерным покрытием нужно использовать только внутренние модели с гидравлическим или ручным приводом
Для монтажа трубопроводных систем с полимерным покрытием нужно использовать только внутренние модели с гидравлическим или ручным приводом.
Для ремонта и монтажа небольших участков трубопроводов среднего диаметра подойдет наружный цепной центратор. Такой механизм считается универсальным и наиболее доступным по стоимости. Он подходит для оснащения ремонтно-монтажных бригад в сфере жилищно-коммунального хозяйства и эксплуатационной службы на производственных предприятиях.
Для постоянного использования центратора для прокладки трубопроводов рекомендовано выбирать многозвенные или эксцентриковые модели в зависимости от эксплуатационных условий. Для труб диаметром более 800 мм подойдет арочный механизм.
- Предыдущее: Что лучше, аренда опалубки или ее покупка
- Следующее: Строительные леса: виды и сферы применения
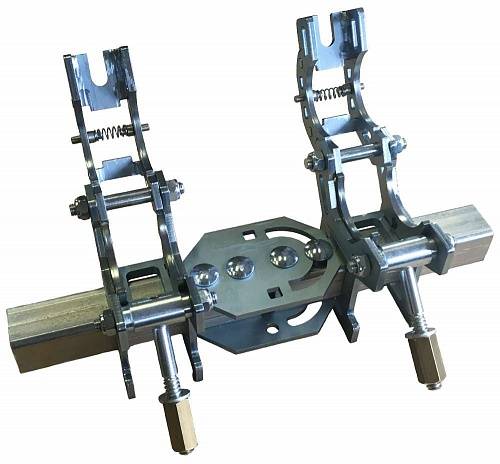
ЦЕНТРАТОРЫ ЦЕПНЫЕ НАРУЖНЫЕ — ЦЦН
ЦЕНТРАТОРЫ ЦЕПНЫЕ НАРУЖНЫЕ — ЦЦН
аналог Double Jacksсrew Chain Clamp — Mathey Dearman США
Универсальный цепной центратор ЦЦН позволяет приводить в соответствие кромки стыкуемых труб для качественного соединения под сварку.
Центратор наружный цепной
Простота и скорость установки, а также его малый вес, позволяет в короткий срок и с минимальными физическими усилиями (без привлечения подъемных механизмов и приспособлений) произвести центрирование стыкуемых труб в труднодоступных местах ( траншеях, рвах, заболоченных участках трассы трубопровода).
Наружный центраторот ЦЦН позволяе центрировать соединяемые трубы в широком диапазоне, а специальные вставки дают возможность работать с трубами из нержавеющей стали.
Устройство поддержки позволяет прочно закрепить трубу, отвод, фланец и другие фитинги во время соединения и сварки.
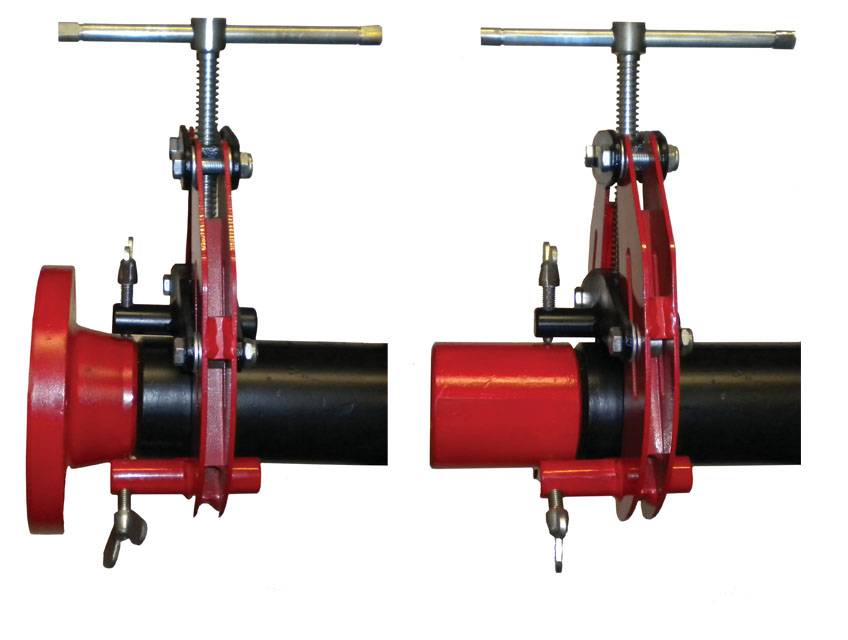
СВЕРХТОЧНЫЙ – струбцина с двумя упорными винтами позволяет производить сварку шва, не снимая центратора с трубы.
ТОЧНОСТЬ СОЕДИНЕНИЯ – струбцина с двумя упорными винтами, находящаяся по внешнему диаметру трубы, обеспечивает точное соединение и выравнивание труб с погрешностью 0,4 мм.
БЕЗОПАСНЫЙ – отводы, фланцы и другие фитинги поддерживаются уровнем и устройством поддержки, уменьшающими риск получения повреждений.
УНИВЕРСАЛЬНЫЙ – центратор соединяет и исправляет трубы, отводы, тройники и другие фитинги. Центраторы могут быть переоборудованы для работы с трубами из нержавеющей стали и других особых сплавов. Просто замените роликовую цепь на ту, которая сделана из нержавеющей стали. Все другие компоненты центратора сделаны из нержавеющей стали.









Центраторы скважинные
Центраторы представляют собой устройства, выполняющие опорно-центрирующую функцию. Чаще всего они применяются там, где происходит бурение скважин для забора нефти и газа. Данные устройства устанавливаются на бурильную колонну либо действующий в забое двигатель, направляя их в нужную сторону, что позволяет выпрямить ось скважинного ствола, а при необходимости даже изменить направление скважины.
В зависимости от специфики применения центраторы делятся на два вида: колонные и передвижные. Первые соответственно устанавливаются на колонну, а вторые – на двигатель. При этом колонные центраторы используются при бурении глубоких ровных скважин, а передвижные – при создании наклонных скважин.
Помимо центрирующей и опорной функции, колонные центраторы также выполняют калибровку скважины. Их следует использовать при бурении наиболее глубоких скважин, когда долото попадает под серьезную нагрузку. Колонные центраторы производятся из хромо-никелиевой стали в расчете на труднейшие геологические условия.
Особое отличие колонных центраторов заключается в исполнении: они имеют монолитную конструкцию. При этом их комплектуют тремя специальными лопастями, прошедшими процедуры армирования и прессовки. Они расходятся в стороны, касаясь стен скважины. Для повышения стойкости центратора лопасти обрамляются дополнительным вооружением на концах. Это свойство также гарантирует длительное сохранение центрирующих возможностей устройства. В комплексе армирование и вооружение позволяет повысить прочность и долговечность изделия.
Если колонные центраторы необходимо установить на соединение между упрочненными бурильными трубами (УБТ), то их производят с двумя типами замков – внешней и внутренней резьбой. Для монтажа центратора над долотом оба замка делаются изнутри. Последний тип колонного центратора может снабжаться режущим элементом для калибровки поверхности скважины.
При необходимости изменения направления скважины используются передвижные центраторы. Они изготавливаются на базе анализа поставленной технологической задачи. При этом учитывается необходимый уровень стабилизации ствола скважины и угол изменения её наклона. Такие центраторы состоят из главной муфты, лопастей и цанги. Шесть армированных лопастей располагаются на поверхности муфты. А цанга, имея обычную коническую резьбу, вкручивается в муфту. Обычно это необходимо, чтобы закрепить передвижной центратор на двигателе. При повороте муфты цанга начинает сжиматься, надежно закрепляя корпус двигателя. С этой же целью на внутренней поверхности цанги делают продольные полосы из сплава вольфрама и кобальта.
Резьба цанги имеет ступенчатый тип, благодаря чему при достижении максимального вкручивания происходит заедание. Как правило, степень усилия для этого должна достигать 100-500 кН, а различна из-за момента свинчивания, который обычно равен от 23 до 56 кН.м.
Как видно, передвижные центраторы имеют довольно простое строение, выполняя при этом очень ответственную задачу. Именно простота устройства гарантирует удобство при выполнении работ и необходимый уровень надежности.
Непременно стоит отметить маркировку, проставляемую на центраторах. Она зависит от типа пород, через которые способно проходить устройство. Например, маркировка МС говорит о возможности прохода центратора через мягкие пласты пород, имеющие прослойки средней жесткости. Маркировка С обозначает центраторы, работающие с породами средней жесткости, а буквой Т маркируются центраторы для максимально твердых пород.
Центратор для сварки труб своими руками
Идеальное качество сварного шва особенно важно при проведении трубоукладочных работ. С этой целью были разработаны центраторы для сварки труб
По-настоящему важность такого специального оборудования могут оценить разве что только профессиональные сварщики, занимающиеся проведением магистральных и местных трубопроводов. Ведь «на глазок» абсолютно точно совместить кромки труб крайне сложно.
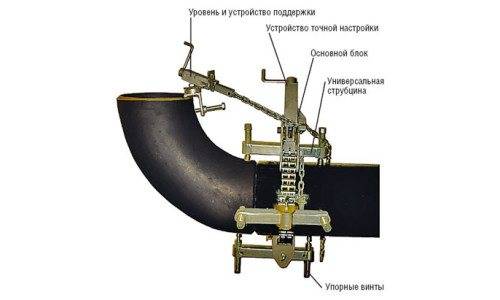
Схема центратора для труб.
Нетрудно догадаться, что кроме главной задачи механические приспособления для точного центрирования трубных торцов и образования плотных стыков решают еще одну задачу. Данное оборудование, поддерживающее точное примыкание кромок друг к другу не только перед, но и во время сварки, позволяет существенно ускорить этот процесс.
Достоинства и недостатки
К основным достоинствам центраторов относят:
- повышение качества сварки за счет точного расположения и фиксации, что обеспечивает длительный эксплуатационный срок;
- снижение трудозатрат;
- мобильность;
- невысокую стоимость;
- многофункциональность, состоящую в применимости для труб разных видов и размеров.
Основным недостатком центраторов считают некоторое повышение стоимости работ. К тому же многие промышленные модели характеризуются большой массой (до сотен кг). Поэтому для их применения требуются грузоподъемные устройства. Это также усложняет и удорожает работы.
Также можно сопоставить наружный и внутренний виды.
Инструменты первого типа характеризуются следующими достоинствами:
- небольшими габаритами и массой для большинства моделей;
- простотой использования;
- возможностью применения при любых условиях.
Основной недостаток состоит в отрывочном ведении работ, обусловленном необходимостью постоянного передвижения инструмента.
Основное достоинство внутренних центраторов состоит в обеспечении непрерывной сварки. Однако это большие и тяжелые инструменты сложной конструкции, требующие применения подъемного оборудования.
Эффективность центраторов и их виды
Функция центратора – обеспечить необходимое совпадание (не параллельность!) осей труб перед началом их сварки. Вследствие этого размеры свариваемой зоны получаются стабильными, поэтому процесс можно механизировать. Кроме того, с использованием центраторов исключаются перепады внутреннего диаметра в месте стыка. Следовательно, исчезают очаги возможной турбулентности потока рабочей среды при её перекачке по трубопроводу, а также снижается значение коэффициента сопротивления. В итоге удельная мощность насосного оборудования магистрального трубопровода также снижается.
К конструкции центраторов предъявляются следующие требования:
- Надёжность фиксации свариваемых участков между собой.
- Точность присоединения стыков.
- Удобство монтажа и демонтажа.
- Долговечность, причём независимо от условий их использования.

Классификация наиболее распространённых типов центраторов может быть произведена по следующим параметрам:
- По технологическому назначению. Выпускаются центраторы для внутреннего и внешнего диаметров труб;
- По конструктивному исполнению. Соединяемые участки трубопроводов могут быть прямыми, а могут располагаться и под некоторым углом друг к другу;
- По количеству точек фиксации. Для труб сравнительно небольших диаметров возможна односторонняя фиксация, в то время как трубы диаметром свыше 400…600 мм должны фиксироваться с обеих сторон;
Применение центраторов несколько увеличивает себестоимость сварочных работ, но это–единственный недостаток рассматриваемых приспособлений. Кроме того, вес большинства промышленных моделей центраторов может достигать сотен килограммов, поэтому их монтаж и эксплуатация требует применения грузоподъёмных устройств или механизмов.
В заключение
Вот что представляют собой эти приспособления. С их помощью процесс прокладки трубопроводов значительно ускорится и упростится. А точность и надежность сварного шва будет на высоком уровне.
Центратор звенный наружный типа ЦЗН, Центратор наружный эксцентриковый типа ЦНЭ, Центратор звенный универсальный типа ЦЗУ(ЦЗА), Центратор звенный наружный гидрофицированный типа ЦЗН-Г, Центратор наружный с гидродомкратом типа ЦНГ.
Звенный наружный центратор для труб применяются в основном в нефтепроводной строительной отрасли, а именно для центровки торцов труб (обечаек) при сварочных работах диаметром 20 мм по 2020 мм.
Наружный центратор для труб стоит взять на вооружение каждому сварщику, так как это удобное, простое и неприхотливое в работе приспособление для стяжки труб перед сваркой.
Наружный центратор эксцентриковый применяются в основном в нефтепроводной строительной отрасли, а именно для центровки торцов труб (обечаек) при сварочных работах диаметром от 57 мм до 426 мм.
ЦНЭ центратор эксцентриковый стоит взять на вооружение каждому сварщику, так как это удобное, простое и неприхотливое в работе приспособление для стяжки труб перед сваркой.
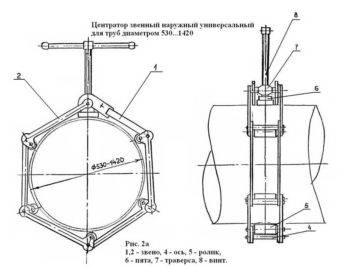
Звенный наружный центратор гидрофицированный типа ЦЗН-Г с (гидродомкратом) для труб диаметром от 530 мм до 1720 мм. Центратор ЦЗН-Г с дополнительным гидродомкратом применяется для стяжки симметричного смещения торцов стального трубопровода, как в полевых условиях, так и в условиях промышленных предприятий.
Гидрофицированный центратор ЦЗН-Г, в отличии от обычного центратор ЦЗН, имеет гидродомкрат, тем самым доказывает свою повышенную эффективность при формировании стыков стальных труб.
Разъемный центратор гидравлический применяются в строительстве нефтегазовой отрасли для центровки труб (обечаек) диаметром от 426 мм до 1720 мм.Центратор ЦНГ Уникален тем, что в рабочем состоянии сварщик может варить стык трубопровода непрерывно, так как в центраторе предусмотрены пазы для прохождения электрода.
Центратор универсальный для труб ЦЗН-У-это специализированное оборудование, основным предназначением которого, как это видно из его наименования, является центровка труб различных диаметров.
Применение центраторов универсальных позволяет не просто качественно соединить трубы по их сварным швам, но и сделать это таким образом, чтобы полученная в итоге конструкция была идеально ровной, что позволило бы избежать утечке топлива. Центратор универсальный для труб представляет собой разборную конструкцию, состоящую из несколько звеньев. Благодаря этому, его можно применять для труб различного диаметра -от 530 до 1420 миллиметров. В случае, если диаметр трубы не имеет постоянной длинны, отдельные звенья можно регулировать, меняя непосредственно их длину.
ПСТ предназначены для подогрева стыков труб перед их сваркой при строительстве трубопроводов диаметром от 219 до 1420 мм. При заказе подогревателей указывают его тип и диаметр трубопровода.







ПСТ соответствуют требованиям технической документации.
Использование любых фото, видео и текстовых материалов с данного сайта без официального разрешения владельца запрещено!


Компания Рутектор – официальный дистрибьютор представленного в каталоге оборудования.
Получить исчерпывающую информацию о моделях, наличии на складе, условиях поставки можно по телефонам, указанным выше, или отправив запрос. Отправить запрос





