

Особенности устройства и применения внутренних центраторов
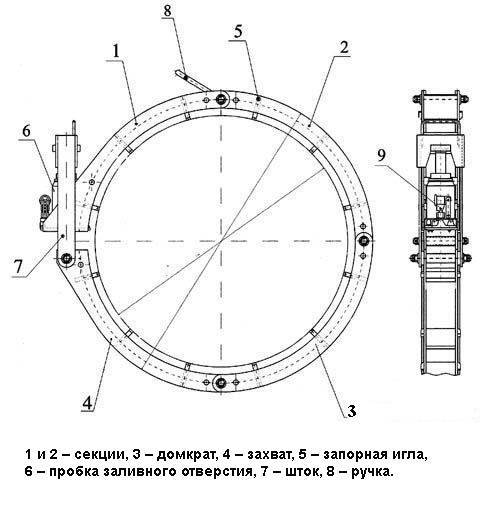
Схема арочного центратора.
Этот тип центрирующих приспособлений относится к технически более сложному, в сравнении с наружными центраторами, монтажному вспомогательному оборудованию. Воздействие на стенки труб указанные центраторы осуществляют изнутри свариваемого цилиндра.
Принципиально функционирование данного оборудования выглядит следующим образом. К жимкам – рабочим органам внутреннего центратора, расположенным в два ряда по всему внешнему диаметру приспособления – посредством гидравлической системы передается определенное усилие. С заданной силой сжатия жимки распирают изнутри трубные торцы.
Таким образом, трубы надежно фиксируются в определенном, соосном друг к другу положении до момента окончания сварки. Благодаря большому гидравлическому усилию, подаваемому на жимки, указанное оборудование хорошо справляется с уже упомянутой выше технологической задачей: корректирует эллипсоидное сечение трубы в сторону правильной цилиндрической конфигурации.
При установке внутри трубопровода такой центратор закрепляется на краю одной трубной секции, а другая секция надвигается на приспособление. В момент фиксации обеих секций между торцами труб остается заданный технологический зазор, необходимый для проведения сварки.
Внутренний центратор перемещается в полости трубопровода при помощи специальной механической штанги. Для протягивания механизма, который обычно отличается достаточно большим весом, применяют различную спецтехнику (в том числе трактора).
Перемещение происходит по всей протяженности трубопровода, поэтому данное вспомогательное оборудование предназначено, как правило, для продолжительного процесса трубоукладки. При этом сварка производится практически без существенных перерывов.
Внутренние центраторы хорошо ведут себя при значительных перепадах температур. Их успешно эксплуатируют в температурном диапазоне от -40 до +45°С.
Виды
Центраторы используются для сварки труб в широком диапазоне размеров. В зависимости от места крепления устройства подразделяются на наружные и внутренние.
Наружные
Среди наружных моделей наибольшее распространение получили следующие виды устройств:
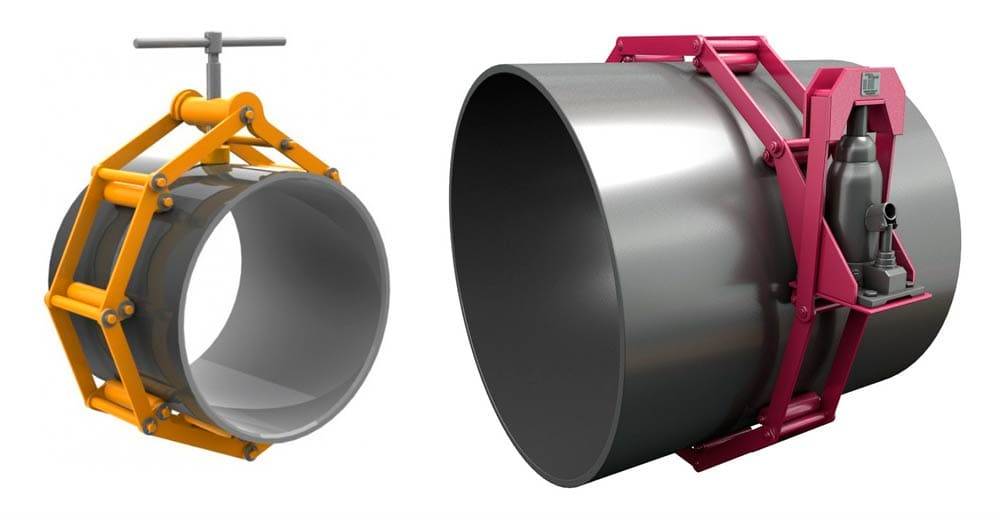
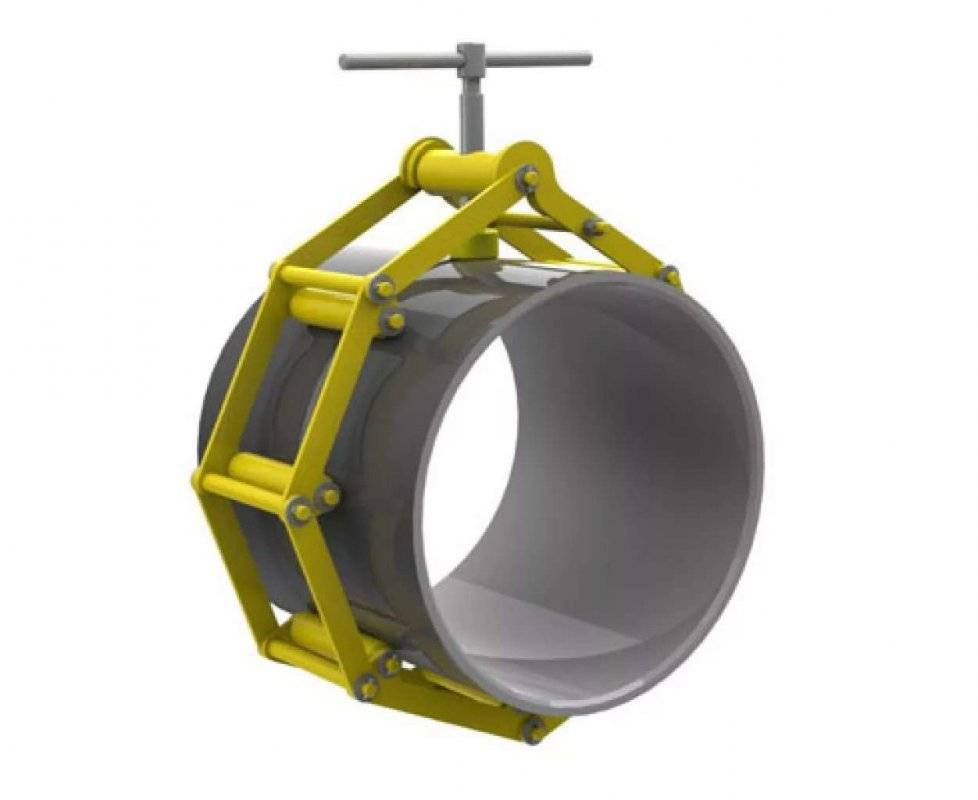
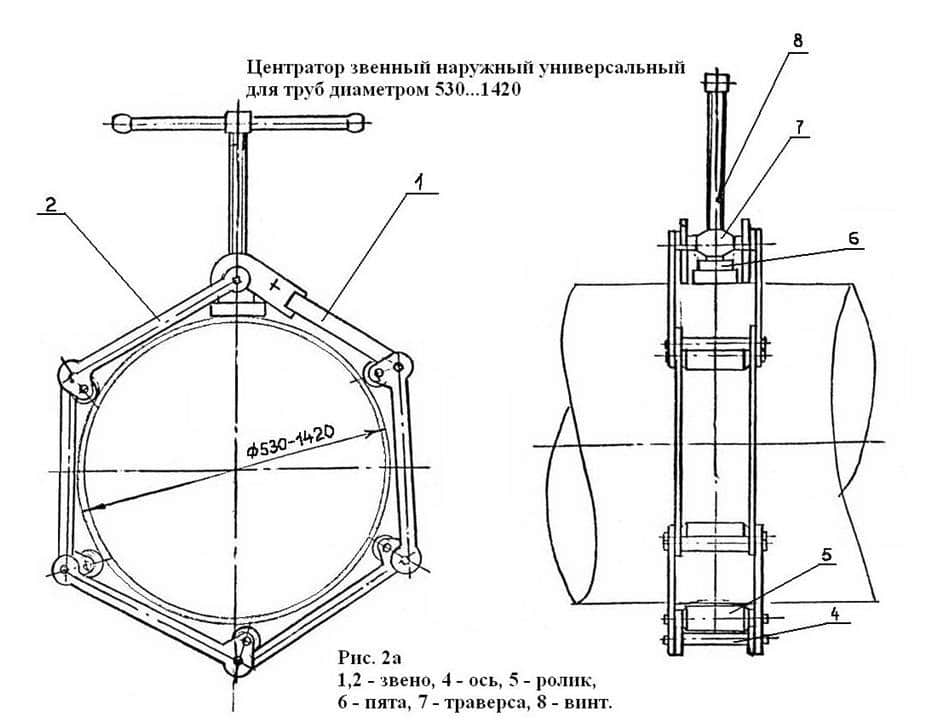
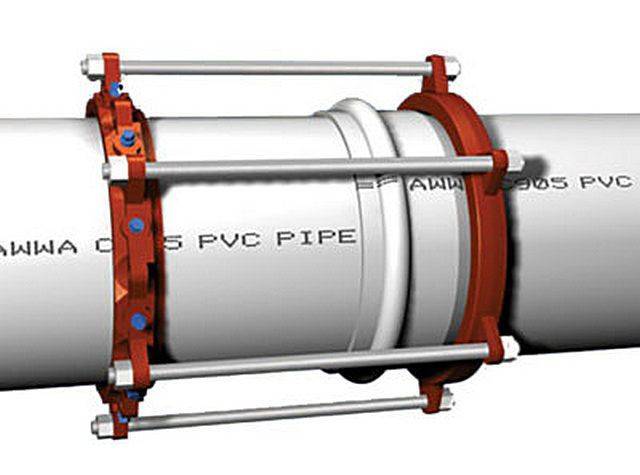
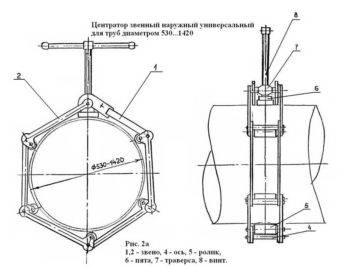
Звенные. Конструкция состоит из звеньев, с помощью которых соединяются трубы диаметром до 2000 мм. Элементы соединены пальцевыми шарнирами. Для их стягивания используется винтовой механизм или гидропривод.
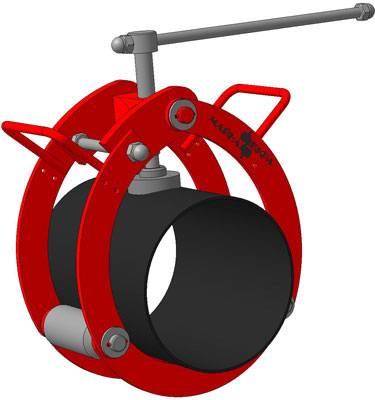
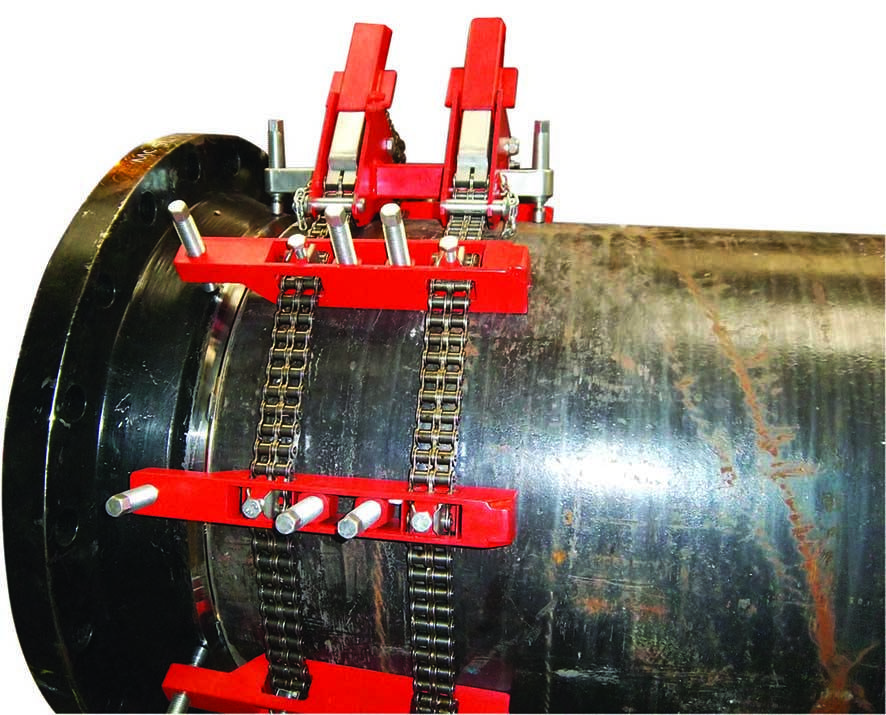
Арочные. Устройство состоит из двух клемм, которые имеют откидные части. Стягивание осуществляется вручную или с помощью гидравлики. Конструкция отличается большей жесткостью и простотой конструкции, так как в ней отсутствуют звенья. Число секций подбирается в зависимости от наружного диаметра труб. Устройство используется для трубопроводов диаметром не более 900 мм.
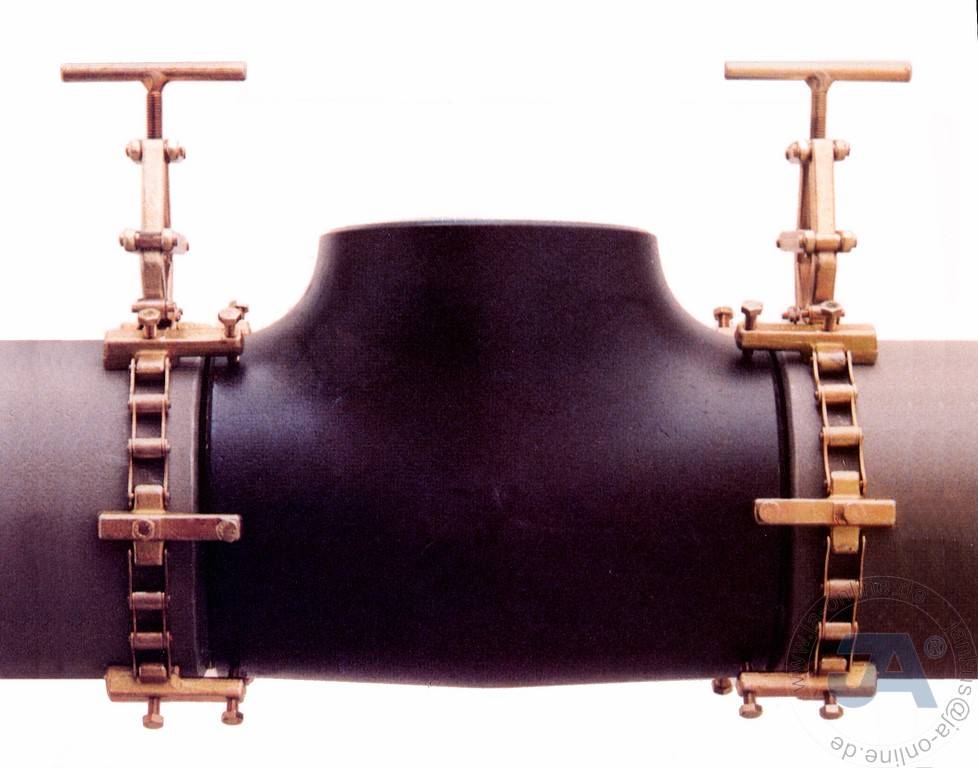
Цепные. Прижим осуществляется цепью, что обеспечивает оперативность установки. Это позволяет использовать механизм при прокладке новых и ремонте действующих трубопроводов. Цепь стягивается вручную. Максимальный наружный диаметр трубы равен 1400 мм.
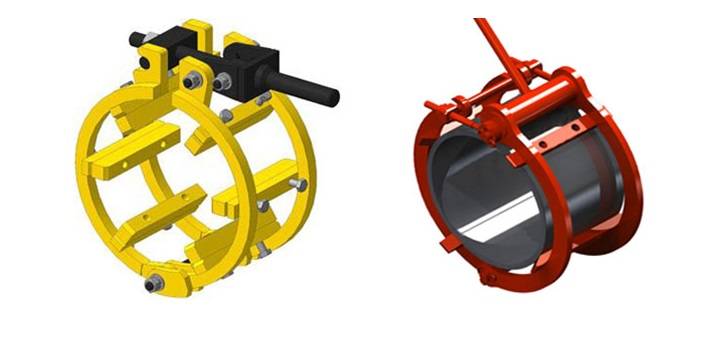
Эксцентриковые. Конструкция такого центратора имеет сходство с приспособлениями арочного типа, но для прижима используется эксцентриковый зажим. Такое исполнение ускоряет центрирование, но требует высокой квалификации оператора, выполняющего эту операцию. Приспособление склонно к повышенному износу. Используется при монтаже трубопроводов небольшого диаметра — 500-600 мм.
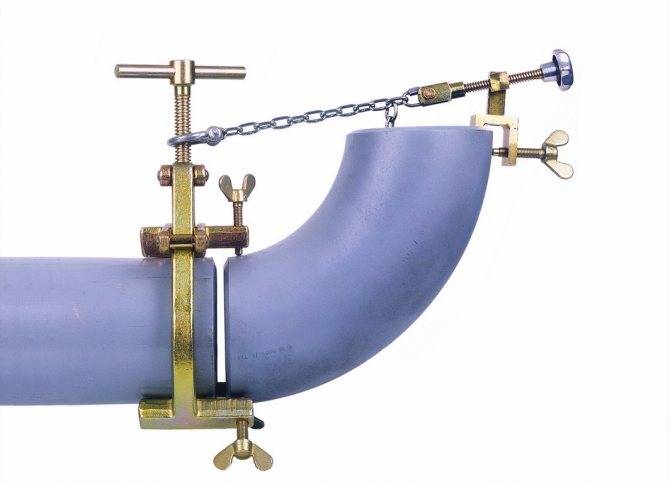
Струбцинные. Применяются в быту. С их помощью осуществляется фиксация труб малого диаметра.




Наружные центраторы всех типов требуют использования дополнительного оборудования.
Внутренние
Их задача состоит в обеспечении соосности внутренних диаметров трубопровода, поэтому их конструкция более сложная по сравнению с наружными. Эти механизмы обеспечивают фиксацию как снаружи, так и внутри соединяемых отрезков трубопровода. Они используются для соединения труб с пенополиуретановым покрытием, сварка которых осуществляется только изнутри.
Внутренние центраторы могут быть использованы в длительном режиме эксплуатации трубопровода. Большинство устройств этого типа приводятся гидравликой, обеспечивающей центровку, и не допускают прогиба труб. Для управления гидроприводом используется система, включающая двигатель постоянного тока, что обеспечивает плавное изменение скорости перемещения зажимов.
Для труб с максимальным диаметром 300 мм используются внутренние центраторы, приводящиеся вручную. Для узких труб — со специальной конструкцией (с пружинным прижимом).
ВИДЫ ЦЕНТРАТОРОВ
Цетровка труб в сварочных работах на магистральных трубопроводах – это сложная задача, особенно для труб больших диаметров, где выполнение операции осложняется значительным весом стыкуемых элементов. Для получения качественного шва свариваемые стыки труб должны быть надежно и правильно зафиксированы, при этом стык должен быть доступен для проведения сварочных работ – эту роль выполняют трубные центраторы.
Производители центраторов предлагают различные способы решения задач центровки стыка в зависимости от принятой технологии сварочных работ, диаметра и материала труб, возможного наличия эллипсности и необходимости приварки отводов и патрубков.
По способу установки и доступу к зоне сварки центратора делятся на две основные группы: внутренние и наружные
Вес свариваемых труб и как следствие усилие которое необходимо для надежной фиксации стыков являются критерием для выбора привода: ручной, гидравлический, пневматический
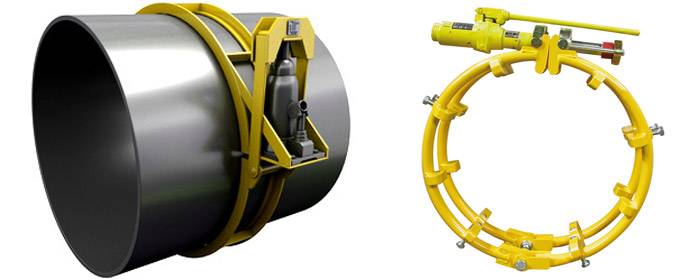
Наружные звенные центраторы (ЦНЗ)
Максимальный диаметр труб — до 2000 мм
Центраторы изготовлены из соединенных шарнирами звеньев и упора, который стягивает звенья по мере того как прижимается к трубе. Упор может быть выполнен в виде простого ручного винта или гидравлического домкрата для более тяжелых и ответственных соединений.
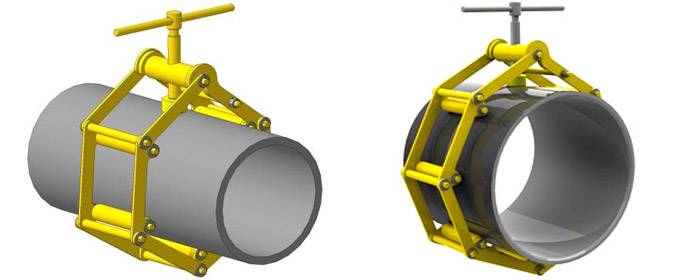
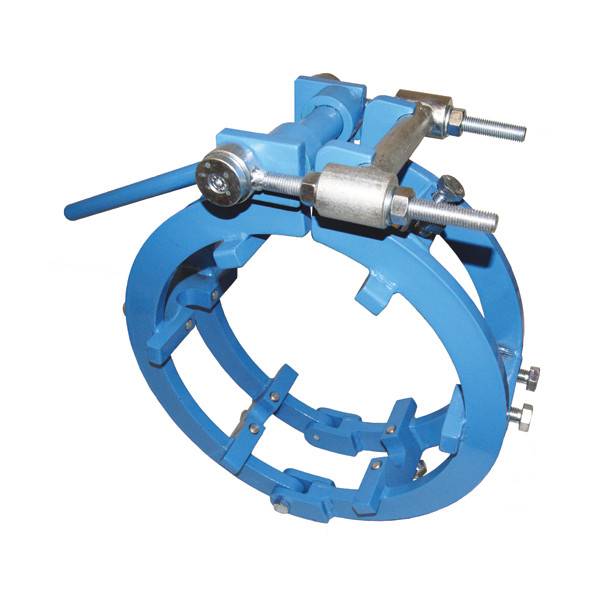
Наружные арочные центраторы ЦАН, ЦАН-Г
Максимальный диметр труб — 900 мм
Конструкция арочного центратора является более жесткой, надежная и долговечной по сравнению с звенным центратором.
Данный вид центратора состоит из 2-х или 3-х соединённых шарнирами дугообразных секций, которые сжимаются винтом ( тип ЦАН) или домкратом (ЦАН-Г). Количество секции зависит от диаметра труб.
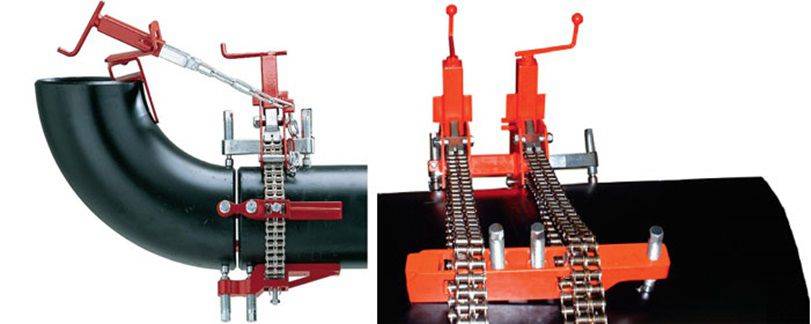
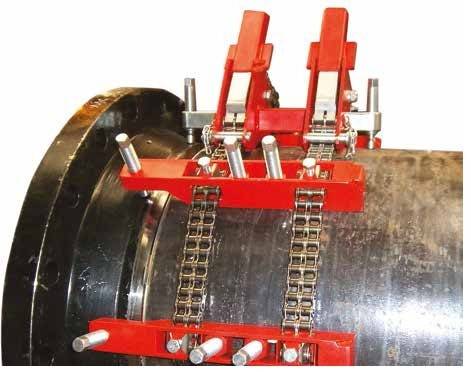
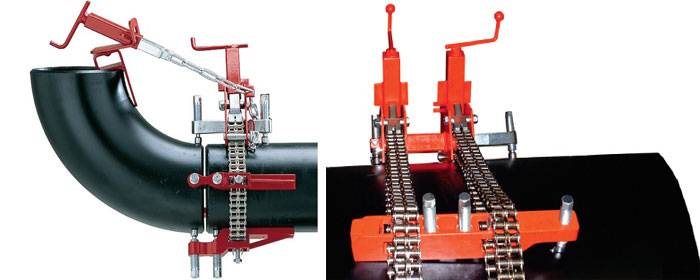
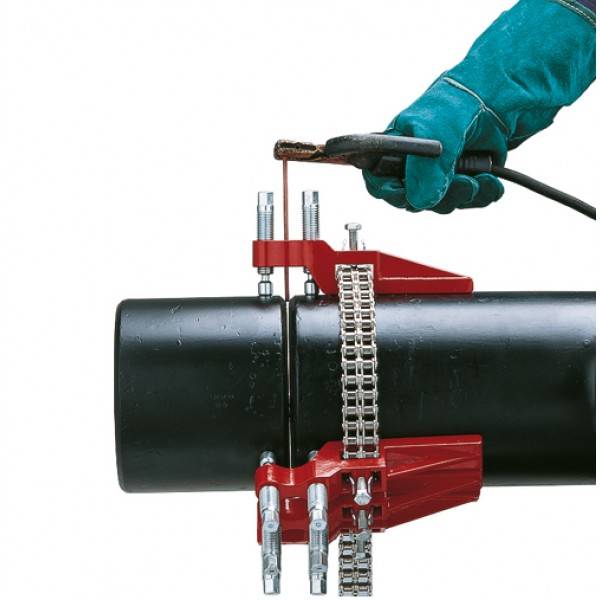
Наружные цепные центраторы
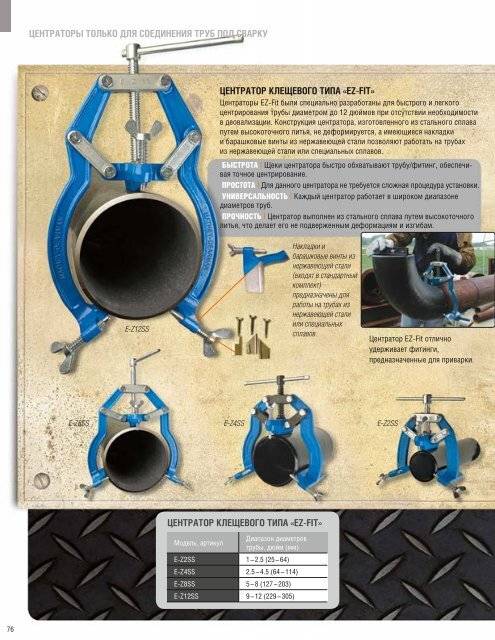
Фиксация труб цепными центратора осуществляется за счет натяжения цепи ручным червяным приводом. Цепные центраторы изготавливаются в однорядном исполнении для труб диметром до 300мм и двухрядном для труб и резервуаров от 300 мм до 6000мм ( 6м!).
Преимуществом данного вида ценраторов является их быстрая установка и универсальность – один центратор подходит для труб разных диаметров.
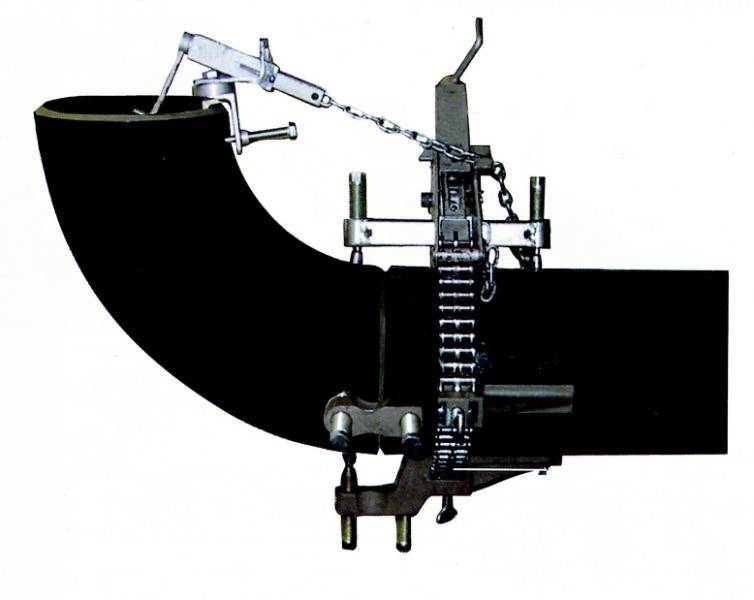
Комплект центратора может включать устройства для приварки Г образных отводов. Данный вид центратора может применяться для исправления эллипсности.







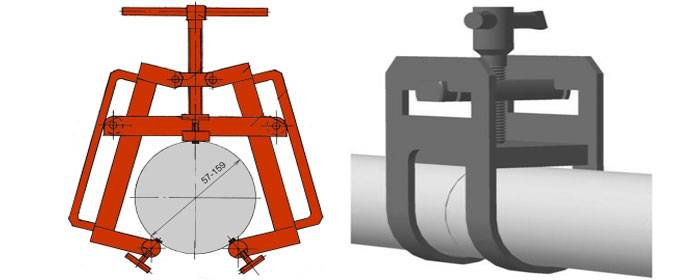
Наружные эксцентриковые центраторы ЦНЭ
Максимальный диаметр труб — 500 мм
Конструкция эксцентрикового центратора схожа с арочным, но зажим полудуг проводится в нем. ручным эксцентриковым зажимом. Такой способ зажима ускоряет установку центратора но является менее надежным, т.к. при недостаточном опыте оператора имеется риск самопроизвольного рассоединения
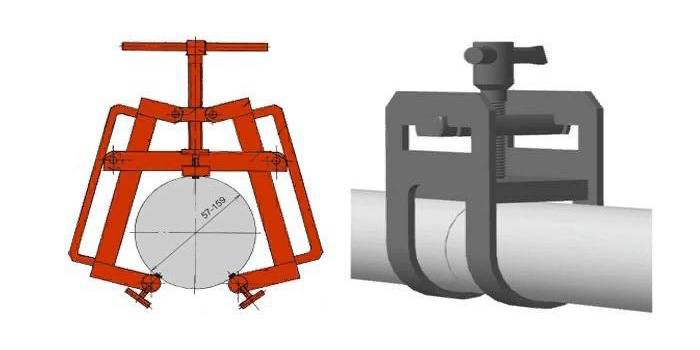
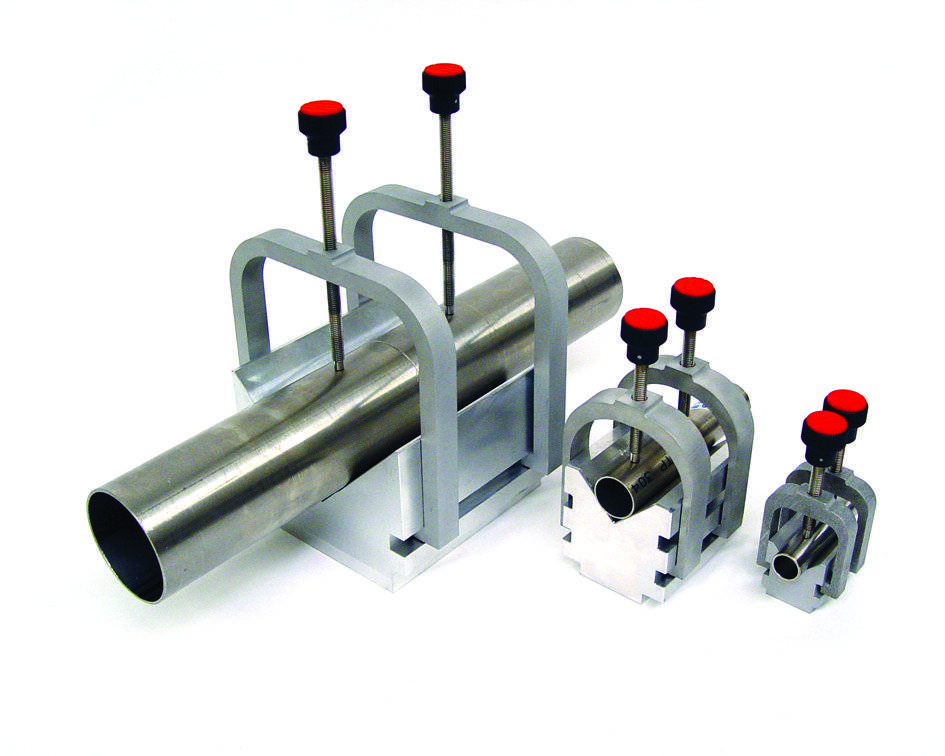
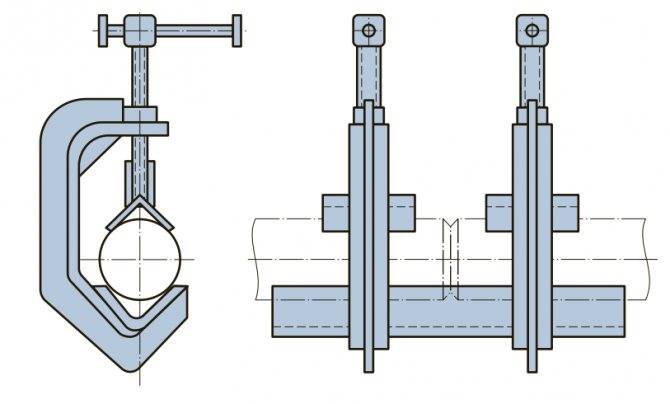
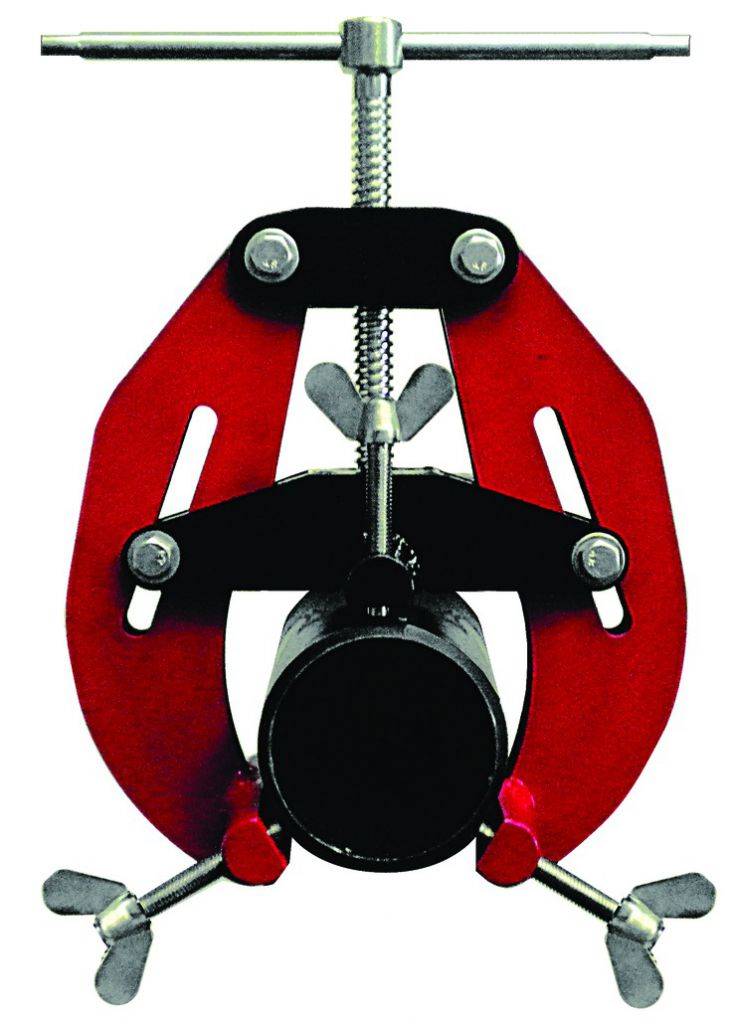
Наружные центраторы – струбцины для труб малых диаметров
Этот вид центратора применяется для труб малых диаметров . Струбцины имеют компактную конструкцию, которая определяется формой трубы. Зажим осуществляется ручным рычажным механизмом
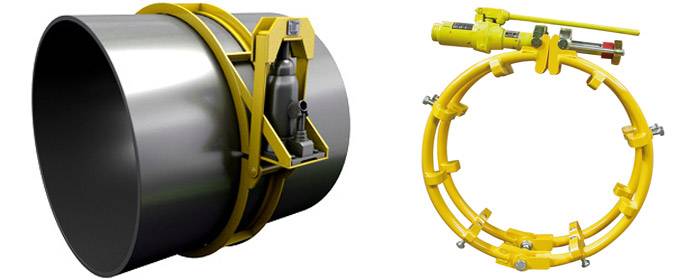
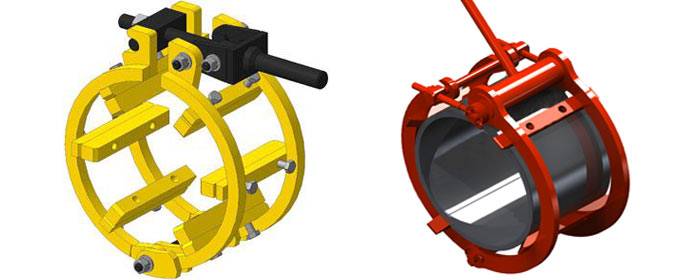
Внутренние центраторы механические и гидравлические
Этот вид центратора имеет более сложную конструкцию по сравнению с наружными, т.к центровка проводится не только по внешнему но и по внутреннему контуру. Данный вид центратора часто применяется для труб с полиуретановым наружным покрытием, когда сварка возможна только с внутренней кромке.
Принцип действия: внутренний центратор фиксируется в одном торце, а другой вставляется вручную или надвигается с помощью грузоподъёмного механизма.
Внутренние центраторы имеют ручное механическое исполнение для труб диаметром до 300мм. и более сложное гидравлическое для ответственных соединений в трубах диаметром от 300 мм
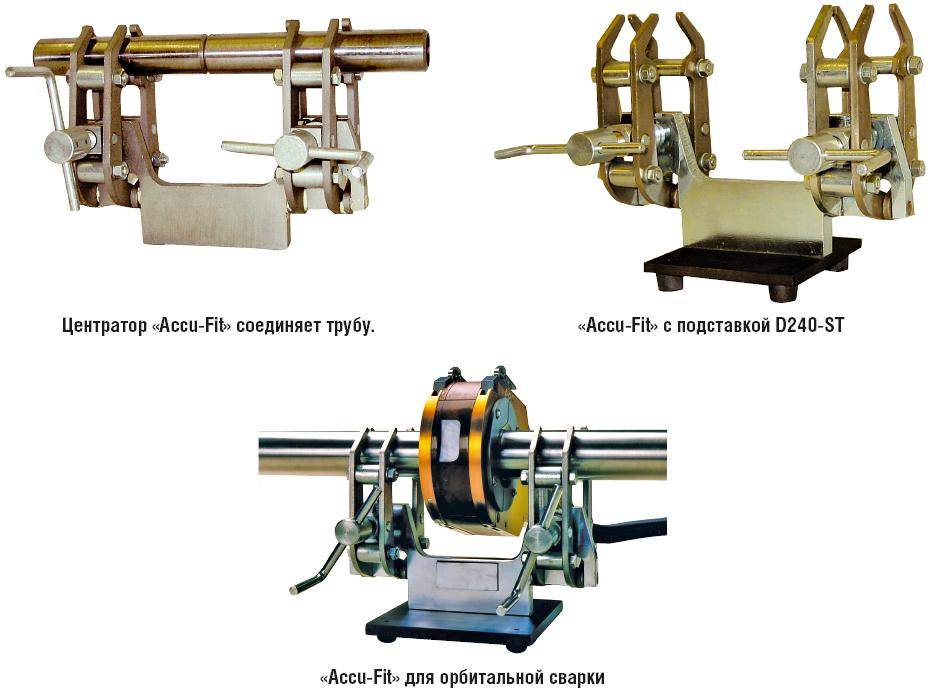
При работах по укладке труб главная задача – получить сварной шов идеального качества. Чтобы облегчить этот процесс и повысить качество выполнения, разработаны и используются центраторы для труб. На глаз очень трудно соединить два элемента. Это устройство применяется специалистами, которые работают на прокладке магистральных и местных трубопроводов. Но центратор также будет полезен и домашним мастерам, которые сталкиваются с необходимостью сварочных работ.
Кроме своей непосредственной задачи, данные приспособления могут решать и еще одну не менее важную проблему. Так, центратор для труб способен обеспечить максимально точное соединение кромок двух элементов, не только перед сварочными работами, но и во время самого процесса. Это значительно ускоряет и упрощает работу.
Как подготовиться частые ошибки и советы
Для создания прочного монолитного узла соединения труб необходимо избежать следующих ошибок:
- Недоведение соединяемых деталей до упора при прогреве. Это приведет к невозможности прогрева на полную глубину и к снижению качества сварного шва;
- Превышение глубины погружение деталей за счет слишком большого усилия. Торец трубы загибается и образует грат, который уменьшает площадь свариваемых элементов;
- Перегрев и недогрев деталей;
- Увеличено время остывания;
- Неправильная (неперпендикулярная) резка;
- Нарушение соосности.
Во избежание допущения этих ошибок необходимо тщательно подготавливаться к процессу.
Изделия нужно ровно резать, торцевать, совмещать по осям, а при работе с любым сварочным аппаратом для труб —четко следовать инструкции по эксплуатации.
Нелишним будет посмотреть несколько видео с работой станков для спайки.
Наружные центраторы для сварки труб
Такие устройства (обозначаются буквами ЦН с последующим указанием предельного значения внешнего диаметра в мм) представляет собой разъёмную многозвенную конструкцию, которая отличается различным способом соединения свариваемых концов труб. Наибольшее применение получили следующие разновидности наружных центраторов:
Центраторы многозвенного типа, предназначенные для соединения трубопроводов с наружным диаметром до 2000 мм. Состоят из комплекта звеньев, которые соединяются между собой пальцевыми шарнирами. Стягивание звеньев между собой осуществляется либо вручную, при помощи винтового механизма, либо силового гидропривода по типу обычного домкрата. В последнем случае может быть достигнуто большее усилие стягивания, что обеспечит лучшее центрирование.





Центраторы арочного типа, которые представляют собой две клеммы с откидными частями, которые при центрировании накладываются одна на другую, после чего стягиваются вручную или гидравликой. Отсутствие звеньев упрощает конструкцию, и делает её более жёсткой и долговечной. Это связано с тем, что в процессе эксплуатации величина зазоров в звеньях центраторов предыдущего типа как правило, возрастает вследствие износа. Кроме того, исключается выход приспособления из строя вследствие поломки соединяющих пальцев. Количество арочных секций подбирается в зависимости от внешнего диаметра трубопровода. Арочные центраторы применяют для труб диаметром до 900 мм.
Цепные центраторы, прижимным органом которых является цепь. Такие приспособления отличаются наибольшей оперативностью при своей установке, вследствие чего используются не только при прокладке новых, но и ремонте действующих трубопроводов. Стягивание цепи, однако, выполняется вручную, что является недостатком данной конструкции. Цепные центраторы выпускаются для наружных диаметров труб до 1400 мм.
Эксцентриковые центраторы, которые по конструкции несколько напоминают арочные, однако прижим клемм производится при помощи эксцентрикового зажима. Это ускоряет процесс центрирования, однако требует высокой квалификации оператора, производящего стягивание, поскольку при недостаточно прочной фиксации эксцентрик может самопроизвольно отсоединиться. Кроме того, механизм быстро изнашивается, и при этом усилие прижима уменьшается. Ввиду отмеченных особенностей применение эксцентриковых центраторов ограничено трубопроводами сравнительно небольших диаметров – 400…500 мм.
Струбцинные центраторы, применяемые для фиксирования труб небольших диаметров. Они используются главным образом при прокладке бытовых трубопроводов. Такие устройства компактны, и представляют собой ручной рычажный механизм (в некоторых моделях имеется гидрозажим), которым производится прижим участков труб. Форма струбцин определяется внешней конфигурацией труб: струбцины могут быть и прямоугольными, и с дуговыми элементами. При этом нижняя струбцина, как правило – плоская.
Все конструктивные исполнения наружных центраторов для труб используются только совместно с дополнительным оборудованием. К нему относятся подставки, грузозахватные приспособления (крановые крюки), рабочие площадки для центрирования и пр.
Центраторы скважинные
Центраторы представляют собой устройства, выполняющие опорно-центрирующую функцию. Чаще всего они применяются там, где происходит бурение скважин для забора нефти и газа. Данные устройства устанавливаются на бурильную колонну либо действующий в забое двигатель, направляя их в нужную сторону, что позволяет выпрямить ось скважинного ствола, а при необходимости даже изменить направление скважины.
В зависимости от специфики применения центраторы делятся на два вида: колонные и передвижные. Первые соответственно устанавливаются на колонну, а вторые – на двигатель. При этом колонные центраторы используются при бурении глубоких ровных скважин, а передвижные – при создании наклонных скважин.
Помимо центрирующей и опорной функции, колонные центраторы также выполняют калибровку скважины. Их следует использовать при бурении наиболее глубоких скважин, когда долото попадает под серьезную нагрузку. Колонные центраторы производятся из хромо-никелиевой стали в расчете на труднейшие геологические условия.
Особое отличие колонных центраторов заключается в исполнении: они имеют монолитную конструкцию. При этом их комплектуют тремя специальными лопастями, прошедшими процедуры армирования и прессовки. Они расходятся в стороны, касаясь стен скважины. Для повышения стойкости центратора лопасти обрамляются дополнительным вооружением на концах. Это свойство также гарантирует длительное сохранение центрирующих возможностей устройства. В комплексе армирование и вооружение позволяет повысить прочность и долговечность изделия.
Если колонные центраторы необходимо установить на соединение между упрочненными бурильными трубами (УБТ), то их производят с двумя типами замков – внешней и внутренней резьбой. Для монтажа центратора над долотом оба замка делаются изнутри. Последний тип колонного центратора может снабжаться режущим элементом для калибровки поверхности скважины.
При необходимости изменения направления скважины используются передвижные центраторы. Они изготавливаются на базе анализа поставленной технологической задачи. При этом учитывается необходимый уровень стабилизации ствола скважины и угол изменения её наклона. Такие центраторы состоят из главной муфты, лопастей и цанги. Шесть армированных лопастей располагаются на поверхности муфты. А цанга, имея обычную коническую резьбу, вкручивается в муфту. Обычно это необходимо, чтобы закрепить передвижной центратор на двигателе. При повороте муфты цанга начинает сжиматься, надежно закрепляя корпус двигателя. С этой же целью на внутренней поверхности цанги делают продольные полосы из сплава вольфрама и кобальта.
Резьба цанги имеет ступенчатый тип, благодаря чему при достижении максимального вкручивания происходит заедание. Как правило, степень усилия для этого должна достигать 100-500 кН, а различна из-за момента свинчивания, который обычно равен от 23 до 56 кН.м.








Как видно, передвижные центраторы имеют довольно простое строение, выполняя при этом очень ответственную задачу. Именно простота устройства гарантирует удобство при выполнении работ и необходимый уровень надежности.
Непременно стоит отметить маркировку, проставляемую на центраторах. Она зависит от типа пород, через которые способно проходить устройство. Например, маркировка МС говорит о возможности прохода центратора через мягкие пласты пород, имеющие прослойки средней жесткости. Маркировка С обозначает центраторы, работающие с породами средней жесткости, а буквой Т маркируются центраторы для максимально твердых пород.
Как выбрать агрегат?
Подбор центратора для сваривания трубопровода является одной из самых трудных задач, чтобы правильно обустроить водопровод, канализацию либо другую коммунальную коммуникацию. Данная конструкция дает возможность ровно соединить одну трубу с другой под правильным углом наклона, благодаря чему шов будет надежным и долговечным.
Чертеж сварки при помощи центратора.
Существует две основные особенности в этом выборе:
Необходимо определить сечение труб.
Важно правильно выбирать размер труб с большим диаметром, поскольку он должен быть одинаковым с сечением другой трубы для сваривания. Под работу с малым диаметром понадобится открытое оборудование, для большого – лучше выбирать закрытый агрегат
Последний способ более трудный в управлении, однако надежно фиксирует элементы.
При выборе между цепным, звеньевым либо эксцентричным оборудованием, необходимо руководствоваться своими финансами и планируемым объемом эксплуатации.
Первый вариант достаточно дешевый, многофункциональный, но не надежный. Второй – золотая середина рассматриваемых агрегатов. Самые дорогие и качественные – это эксцентричные устройства. Их особенность заключается в том, что они облегченные снаружи, что позволяет быстрее и качественнее справляться с поставленной задачей.
Особенности внутренних центраторов для сварки труб
Данные приспособления отличаются конструктивной сложностью по сравнению с наружными центраторами. Внутренние центраторы для сварки труб устанавливаются во внутренней полости свариваемых деталей трубопровода.
Принцип работы такого оборудования не столь прост, как в случае с внешними устройствами. Основным рабочим элементом являются жимки – детали, которые установлены в два ряда на внешней части устройства. При помощи встроенной гидравлики на жимки подается усилие, за счет которого осуществляется распорка и фиксация краев свариваемых труб.
Такое воздействие позволяет удерживать обрабатываемые части трубопровода на одной оси вплоть до того момента, пока сварка шва не будет завершена. Кроме того, давление на трубы изнутри позволяет решать проблему, которая уже упоминалась выше – распрямление изогнутых краев монтируемых деталей.

Чтобы установить трубный центратор во внутренней поверхности трубопровода, одна его часть фиксируется на краю трубы, а на вторую надвигается следующая секция. Фиксация обеих частей свариваемых труб осуществляется так, чтобы между ними оставался требуемый для соединения зазор.
Внутри поверхности трубопровода центратор передвигается посредством специальной штанги. Учитывая немалый вес всей конструкции, для ее перемещения приходится пользоваться спецтехникой (например, тракторами).
Виды центраторов
Существует два способа деления трубных центраторов на подвиды. Их подразделяют исходя из области фиксации и способа закрепления.
По области фиксации направляющий механизм для труб ППУ или металлических может быть внутренний и наружный.
- Внутренние устройства устанавливают внутри соединяемых отрезков для фиксации в правильном положении труб ППУ или из любых других материалов. Данное оборудование используют, как правило, на трубопроводах большого диаметра. Оно имеет достаточно сложную конструкцию и предусматривает наличие гидравлических насосов, двигателя и фиксирующих механизмов.
- Наружный центратор обхватывает сварной стык снаружи. Он представляет собой довольно массивный зажим универсальной конструкции. Он более прост и удобен в применении.
Центратор внутренний
Если внутренние механизмы могут работать только за счет гидравлических насосов, то наружные можно подразделить еще на несколько категорий по способу крепления на стыках труб ППУ или любых других изделий большого и малого диаметра.
- цепные. Вокруг стыка с помощью специальных натяжных закрепляется цепь, которая и фиксирует отрезки для сварки;
- звеньевые. Данное устройство состоит из набора звеньев, которые могут передвигаться и регулироваться, исходя из диаметра трубы;
- эксцентриковые. Такие центраторы состоят из двух металлических дуг, которые стягиваются перемычкой.
Кроме основных, наиболее часто используемых направляющих, существует еще несколько менее популярных устройств:
- наружный центратор пружинный обсадной. Используется, как правило, при вертикальном бурении, для соединения труб скважины ППУ. Такое оборудование имеет вид разрезанной по периметру металлической трубы с выпуклостью в местах разрезов. Именно эта выпуклость придает оборудованию пружинный эффект;
- мобильные бытовые устройства для соединения труб ППУ малого диаметра.
Установка агрегата
Установка внешних центраторов несколько отличается от внутренних. Она выполняется более просто и быстро.




Процесс сварки металлических труб с помощью внутреннего центратора
Порядок монтажа внутреннего устройства:
- Зачищаем соединяемые стыки.
- Фиксируем агрегат в одном из элементов.
- Фиксируем пружинный центратор возле края одного из отрезков.
- Устанавливаем второй элемент вплотную к первому.
- Запускаем двигатель. Гидравлические насосы сжимают отрезки, выравнивая по уровню за счет внутреннего диаметра.
- Проверяем правильность соединения.
- Варим стык.
Порядок монтажа наружного устройства:
- Подготавливаем стыки.
- Устанавливаем агрегат.
- Выравниваем отрезки по уровню.
- Поджимаем болты центратора.
- Проверяем правильность соединения.
- Зажимаем натяжные до упора.
- Приступаем к сварным работам.
Как выбрать центратор?
Выбор центратора для сварки труб, пожалуй, одна из главных задач при обустройстве водопровода, канализации или теплопровода.
Центратор для сварки полипропиленовых труб
Именно это оборудование позволит герметично соединить трубы и выдержать правильный угол уклона, что является залогом надежности и долговечности любого трубопровода. Нюансы таковы:
- Определитесь, с трубами какого сечения вам придется иметь дело. Для работы с элементами малого диаметра (до 500 мм) вполне подойдет открытый агрегат. Для соединения изделий от 500 мм лучше использовать закрытое устройство. Оно более сложно в управлении, но обеспечивает более надежную фиксацию.
- Чтобы выбрать между цепными, звеньевыми и эксцентричными моделями – определитесь с объемом работы и толщиной своего кошелька. Цепные модели – самые дешевые, наиболее функциональные, но наименее надежные. Средними по всем параметрам являются звеньевые устройства. Наиболее дорогие, но наиболее надежные – эксцентричные центраторы. Однако для бытовых трубопроводов выбрасывать 150-200 долларов на вспомогательное оборудование – как минимум не рационально.
Центраторы по способу крепления на трубе
По способу крепления на трубе все наружные центрирующие устройства делятся на пять типов:
- Струбцинные — очень удобны для соединения относительно небольшого диаметра труб. Часто используются мастерами-любителями и малым бизнесом. Основная их часть — захват может выполняться в форме подходящей для конкретной трубы (трапеция, окружность или параллелепипед). Его нижняя часть является дополнительной опорой при монтаже. Легко ремонтируются, надежны, стоимость низка. Просты в эксплуатации.
- Эксцентриковые — по конструкции фактически совпадают с арочными, но имеют существенное дополнение — эксцентрик. Он представляет собой рычаг, стягивающий две рабочие половины устройства. Применение эксцентрика ускоряет центрирование, но требует значительного опыта. В случае ошибки с силой и местом монтажа устройства, оно может неожиданно раскрыться в момент сварки труб. Стоимость немного выше, чем у арочного варианта.
- Цепные — основная часть этого устройства представляет собой своеобразную цепь, затягиваемую на трубах специальным механизмом. Из-за маломощного редуктора процесс крепления довольно трудоемок, но такой механизм надежен и дешев.
- Арочные — простые устройства из двух крепящих элементов. В действие часто приводятся гидравлическим приводом (с помощью мускульной силы человека). Чаще всего они применяются при соединении труб диаметром до 1 метра.
- Многозвенные — конструктивно являются переходным вариантом между арочными и цепными. Могут иметь как ручной привод (винтовой ворот), так и гидравлический. Высокоэффективны при работе с трубами диаметром от 1 до 2 метров.
Любой из них может оснащаться гидроприводом и электрическим насосом к нему.





