

Особенности конструкции
На фрезерном станке для работы пользуются в основном отрезными и прорезными фрезами дисковыми по металлу ГОСТ 2679-93. Они представляют собой тонкий диск с зубьями по кромке – наружному диаметру. Изготавливаются их высоколегированных сталей инструментальной группы. Основные элементы фрезы:
- ступица с посадочным отверстием;
- диск;
- зубья.
По толщине ступица одинаковая с диском или больше него в пределах 0,2 мм. Она имеет посадочное отверстие со шлицем или без него. Устанавливается инструмент на оправку, закрепленную на шпинделе станка. Фиксируется шайбой и гайкой. Для дисковых пил диаметром более 200 мм стандартом предусмотрены поводковые отверстия. Они сверлятся на втулке в количестве 4 штук.
По назначению дисковые фрезы делятся на 2 класса:
- отрезные – для выполнения отрезных и прорезных работ;
- прорезные – нарезка шлицев на валах, прорезка пазов.
Сами зубья могут быть цельными, нарезанными по краю диска, и вставными. Заточка производится:
- прямая, по режущей кромке;
- по 3 рабочим сторонам – торцевой и боковым;
- с затыловкой – режущая кромка и тыльная сторона зуба.
Способ заточки и форма зуба определяются назначением инструмента, твердостью и вязкостью металла, который обрабатывается, производительностью.
Отрезные
У круглой пилы по металлу – фрезы дисковой отрезной, зуб вырезается с тела инструмента. Размер наружного диаметра по ГОСТ 2679-93 от 20 мм до 315 мм. Отверстие может иметь шпоночный паз. Ступица в большинстве случаев отсутствует. Перепада по толщине отрезная фреза не имеет.
Профиль стружечных канавок зависит от типа дисковой фрезы и количества зубьев. Угол выдерживается 60 градусов, изменяется глубина канавки и угол заточки. На среднем и мелком зубе делается затыловка под углом до 20 градусов относительно касательной линии наружного диаметра диска. Чем мельче зуб, тем меньше подача инструмента, поскольку стружка должна истекать из паза и не забивать канавки.
На фрезах 3-го типа – с крупным зубом производится заточка боковых поверхностей режущей кромки. В сочетании с глубоким профилем канавок, это позволяет резать быстро, с большой подачей.

При работе дисковой пилы в зону реза подается охлаждающая жидкость. Она способствует истеканию стружки и не допускает перегрева, возникающего при срезании металла фрезой и трении металлических поверхностей.
Прорезные
Шпоночные пазы и канавки имеют определенную конфигурацию и требуют высокой точности и чистоты обработки. У фрезы дисковой прорезной эти параметры обеспечиваются формой зуба и заточкой по трем поверхностям. Режущая кромка по бокам образует прямой угол.
Установочное отверстие со шпоночным пазом, что позволяет резать с большим усилием, избегая проворачивания инструмента на оправке.

Зубья наборные – пластины вставляются в пазы в теле фрезы и припаиваются. На инструменте большого диаметра возможно крепление клиньями. Сборка производится на специальной инструментальной плите, обеспечивающей большую точность по плоскости наружных режущих кромок. После набора пластин и их крепления, дисковая фреза проверяется на торцевое и радиальное биение. Для этого она надевается на оправку и вращается. К торцу и радиусу поочередно подводится индикаторная головка.
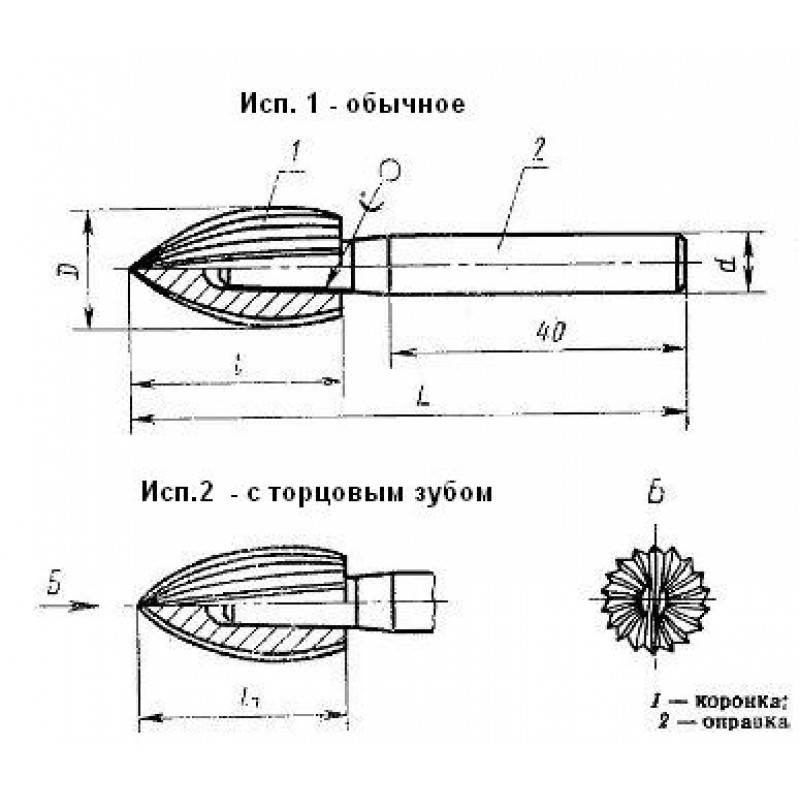
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ФРЕЗ
Тип 1
(черт. 4, табл. 2)
Таблица 2
Размеры, мм
Тип 2. Исполнение 1
(черт. 5, табл. 3)
Таблица 3
Размеры, мм
| 12; 14; 16; 18; 20 | ||||
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР2
. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 24.04.90 № 980
3. Стандарт полностью соответствует СТ СЭВ 117-894. Стандарт полностью соответствует международному стандарту ИСО 2587-726. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ7. ПЕРЕИЗДАНИЕ. Январь 2008 г.
Виды борфрез для работ по дереву
В качестве материала для изготовления борфрез, при помощи которых выполняется как резка по дереву, так и гравировка по металлу, пластику или камню, используется преимущественно металл. Для обработки более мягких материалов подходят инструменты, изготовленные из углеродистой стали. Для того же, чтобы выполнить резку изделий из древесины более твердых пород, необходимо использовать шарошки с алмазным напылением или с режущей частью из твердых сплавов.
Естественно, самыми недорогими являются борфрезы из углеродистых сталей, но и срок службы у них значительно меньше, чем у алмазного и твердосплавного инструмента. Твердосплавные шарошки не только отличаются повышенным ресурсом использования, но и позволяют эффективно обрабатывать древесину твердых пород, а также поверхность изделий, изготовленных из металла.

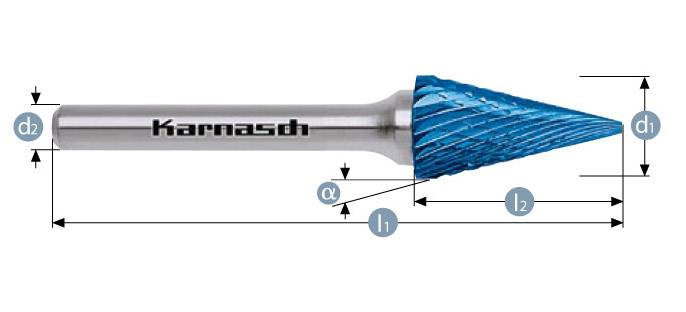
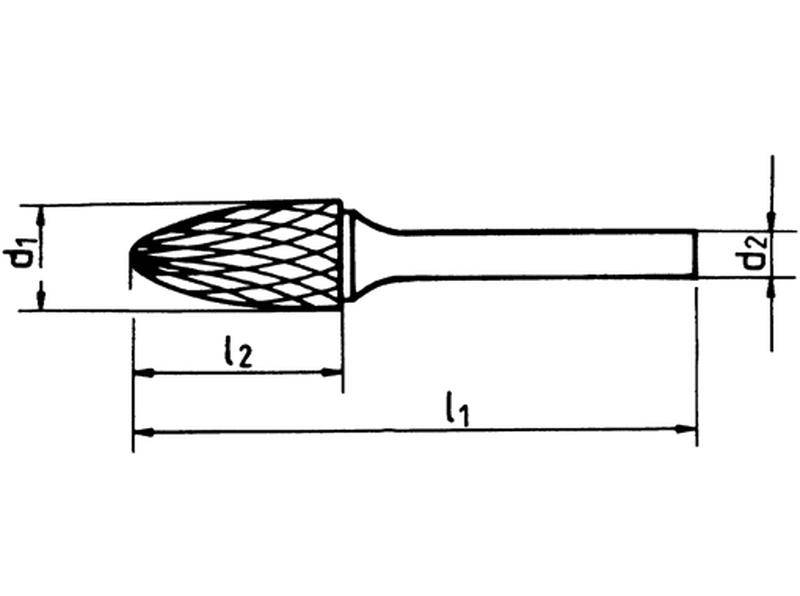
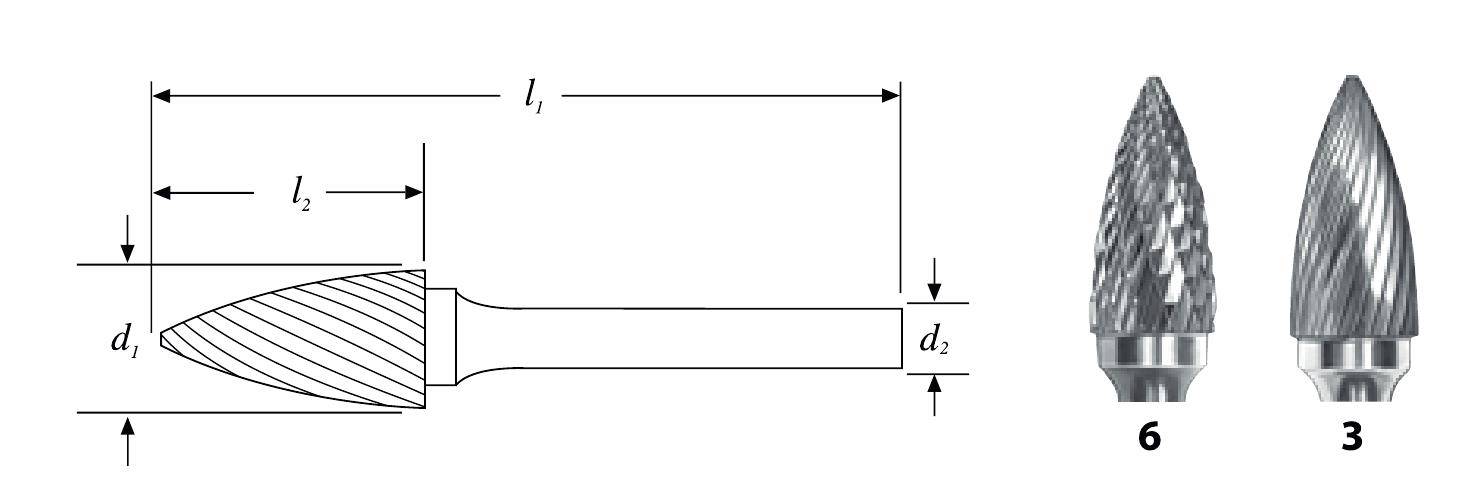
Геометрические параметры борфрезы
Любая борфреза вне зависимости от ее назначения состоит из двух основных элементов:
- хвостовика, при помощи которого инструмент фиксируется в используемом оборудовании;
- рабочей части, выполняющей основную работу.
Рабочая (или режущая) часть борфрезы по дереву может иметь различную конфигурацию. Именно форма режущей части и определяет профиль канавки, вырезаемой на поверхности обрабатываемого изделия.

Резчики по дереву используют борфрезы, режущая часть которых имеет коническую, овальную, полукруглую или круглую форму. Чтобы всегда иметь под рукой требуемый инструмент, лучше сразу приобрести набор шарошек, в котором собраны борфрезы различного размера и с разной формой режущей части. При этом лучше купить борфрезы от проверенного производителя: они прослужат намного дольше и позволят выполнять резку по дереву с более высоким качеством.









Фрезы по дереву выпускаются с разными зубьями, хвостовиками и финишними покрытиями
Начинающему резчику по дереву следует очень ответственно отнестись к мерам безопасности. Поскольку резка по дереву выполняется борфрезой, вращающейся с высокой скоростью, из зоны обработки во все стороны вылетают кусочки срезанного материала. Кроме того, нередки случаи, когда в процессе такой обработки ломаются не только режущие зубья инструмента, но и вся его рабочая головка. Такие ситуации типичны для использования некачественных борфрез. В связи с этим, чтобы защитить себя от травм, все процедуры по обработке изделий из дерева необходимо выполнять в защитных очках и перчатках.
Зачистка Швов После Сварки Болгаркой
Исполняем зачистку сварочного шва после сварки
Сейчас сварка – это одна из востребованных технологий соединения металлоконструкций, потому что однородность материала на участках скрепления получите только при сваривании. Получаемые сварные швы обеспечивают надежное соединение отдельных частей металлоконструкций, не пропускают воду. Не малую роль для этой цели играет процедура зачистки швов сварки после сварки.
Зачистка сварных соединений – это неотклонимый шаг после выполнения сварочных работ, который регламентируется ГОСТом 9.402-80. Для проведения работ данного типа найдут применение различные технологии, по-разному действующие на обрабатываемые железные поверхности, например, шлифование механическим методом, хим протравливание, нейтрализация.
Технологии зачистки швов сварки
Есть три главных метода зачистки соединений после сварки:
Обработка тепловым методом. Способ позволяет удалять из материала остаточные напряжения, которые формируются на протяжении проведения сварки. Термическая обработка бывает 2-ух типов: местная (осуществляется нагревание/остывание только самого сварного шва) и общая (термическая обработка на сто процентов всей железной конструкции).
Обработка механическим методом. Осуществляется снятие с поверхности материала остаточного шлака, зачищенный шов проверяется на крепкость. К примеру, сварочное соединение очищается от шлакообразования, простукивается молотком.
Чистка хим методом. На участок соединения элементов их металла конструкции наносится особый противокоррозионный материал. К примеру, сварочные швы обрабатываются грунтовочным лакокрасочным составом.
Рекомендуем: Выбор и правила нанесения масла для древесины
Принципиально держать в голове! Остатки шлака по соединения будут содействовать развитию коррозии металла.
Как верно обработать сварочные швы
Как верно обработать сварочные швы
#покраска #покраскаавто #какпокрасить #гараж #онб #брест #авторемонт.
К зачистке сварки после сварки необходимо подходить персонально, верно подбирать оборудование, расходные материалы.
К примеру, для инструмента найдут применение:
- обычная щетка по металлу;
- особая шлиф-машинка;
- угловая шлифовальная машина с абразивными кругами.
Пример:
В судостроительной индустрии отлично употребляются шлифовальные машины передвижного типа, потому что к железной конструкции довольно огромных размеров намного проще подъехать, чем повсевременно перемещать инструмент от одной книги участка к другому.
Разработка механической обработки
Ручной метод механической зачистки шва сварки является самым обычным. Для этой цели вам необходимо иметь только лишь обыденную железную щетку. Однако легче и эффективнее зачищать поверхности с помощью специальной шлифовальной машинки, оборудованной абразивным кругом (специальной шлифовальной насадкой).
Механическая зачистка сварного шва после сварки позволяет устранять с металла последующие недостатки: заусеницы, окислы, окалины, следы побежалости. Посреди сварщиков данная методика пользуется особенной популярностью благодаря собственной дешевизне.
Однако чтоб работа была выполнена отменно, принципиально верно подобрать шлифовальную насадку.
Для зачистки сварочных соединений изделий из стали материалом идеальнее всего подходит цирконат алюминия, потому что он превосходит по своим прочностным чертам оксид алюминия, не подвергает металл коррозирующему воздействию.
Разработка хим обработки
Самый действенный и действенный метод зачистки сварных
соединений – это внедрение сразу механической, хим обработки (пассивации, травления).
Зачистка травлением
Зачистка сварки травлением, вы, осуществляется перед выполнением механической шлифовки поверхности. Для этой цели вам употребляется особый состав, для того на обрабатываемой поверхности металла формируется однородный слой.
Технологию травления конечно использовать как для зачистки конкретно стыка сварного соединения, так и так же для обработки всей площади железной заготовки.
Данный метод избавляет от побежалостей по металла, сформировавшихся в течении выполнения сварочных работ.
Специальные типы зубьев
HP-1
Сверхпрочные разнонаправленные зубья способствуют:
- Отсутствию чувствительности к ударам (отколы зубьев, расколы, трещины головки минимизируются)
- Отличный контроль и плавность в работе
- Средняя и высокая производительность резания
- Специально разработаны для самых тяжелообрабатываемых жаропрочных сплавов + высококачественных сортов стали, напр.: титан, инконель, хастеллой, васпалой, дуплекс, аманокс и др. Пример применения: обработка турбинных колец самолетов, газовых турбин
HP-5
Сверхточные простые зубья способствуют:
- Отличному качеству обрабатываемой поверхности
- Предназначается преимущественно для тонкой зачистки всех сортов стали, например:
- включая особенно тяжелообрабатываемые металлы прочностью ок. 70 HRC
- чугун
- высококачественная сталь (нержавеющая сталь)
- высокожаропрочные материалы, как например: жаропрочые сплавы на основе никеля и кобальта
HP-6
Сверхкрупные разнонаправленные зубья способствуют:
- Сверхвысокая скорость резки материала (черновая обработка)
- Используется для всех сортов металла, например:
- чугун
- сталь <60 HRC
- а также медь, латунь, бронза
- Разработаны для грубой обработки твердых сплавов, напр.: на судостроительных заводах, в литейном производстве
Фрезы по металлу, закаленной и нержавеющей стали, алюминию, чугуну
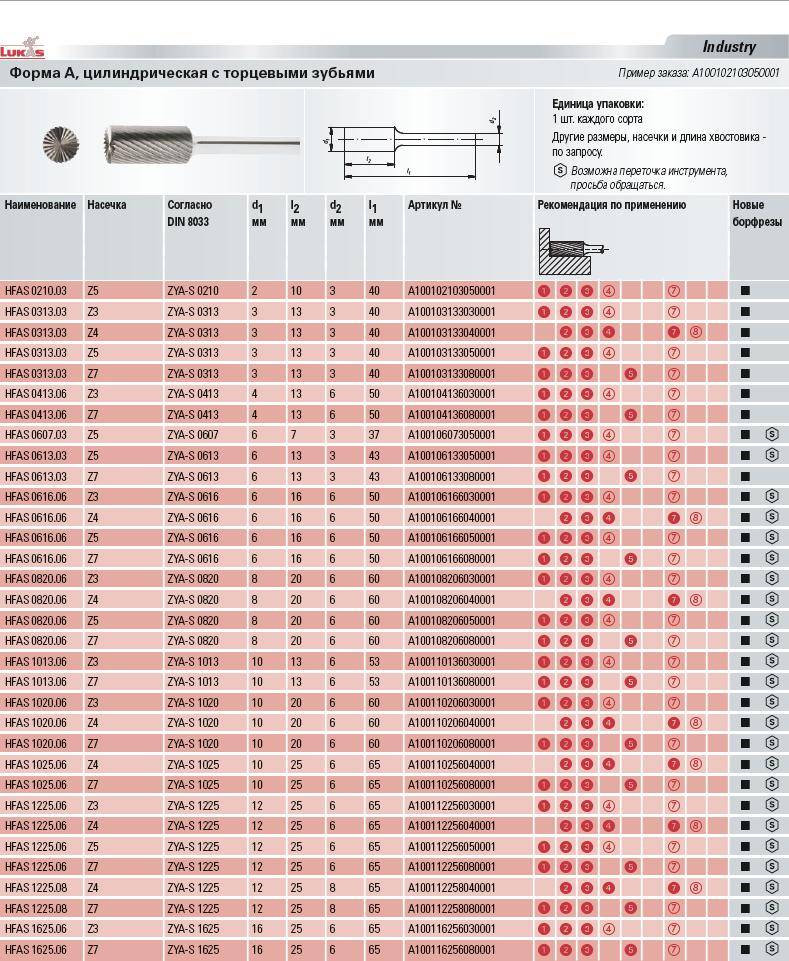
Каждая насечка фрезы имеет свою цифровую маркировку: 2, 3, 6, 10, 11. Фрезы с хвостовиком подходят как для бормашинок, прямых шлифовальных машин. Фрезы цилиндрической формы заменяют шарошки по металлу на керамической связке.
Форма насечки борфрез твердосплавных фирмы Klingspor
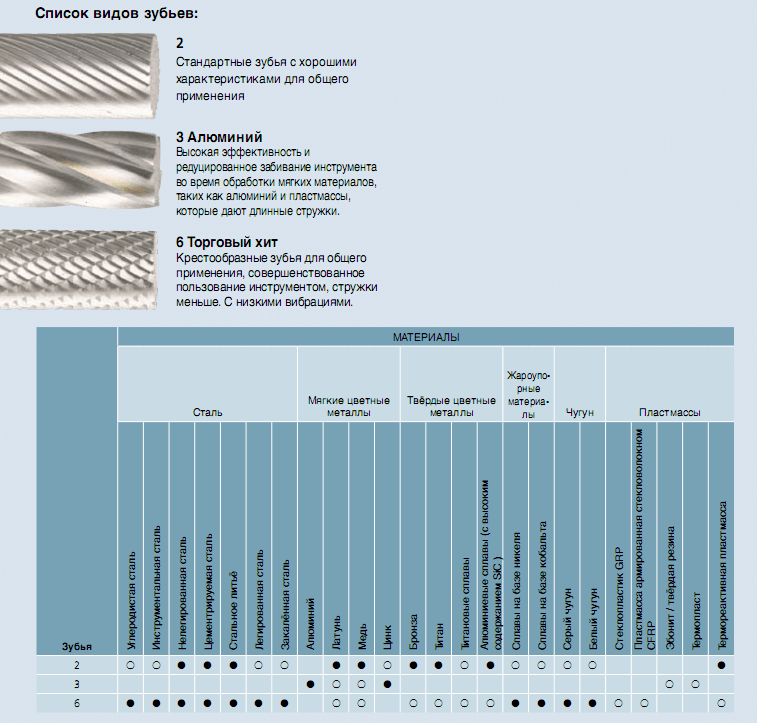
- Насечка тип 2 — стандартные зубья с хорошими характеристиками для общего применения, в.ч. по металлу, титану.
- Насечка тип 3 по алюминию — высокая эффективность и редуцированное забивание фрезы во время обработки мягких материалов, которые дают длинную стружку. Например: алюминий, латунь, медь, цинк, пластмасса.
- Насечка тип 6 основная (крестообразные зубья для общего применения) — по высоколегированной, углеродистой стали, металлу, серому и белому чугуну — твердосплавные борфрезы с крестообразными (разнонаправленными) зубьями обеспечивают высокую производительность резания, низкую вибрацию и высокую стойкость.
- Насечка тип 10 — для обработки стали со значительно более высокой производительность резания по сравнению со стандартным зубьями.
- Насечка тип 11 — оптимизированная насечка для обработки аустенитных, нержавеющих и кислотостойких нержавеющих сталей; значительно высокая производительность резания по сравнению с стандартной зубчатой насечкой.
Выберите подходящую форму, тип насечки, размер и направьте в наш адрес Абразивкомплект. Бесплатная доставка до терминала транспортной компании в Москве, Санкт-Петербурге, Екатеринбурге с дальнейшей отправкой в города России.




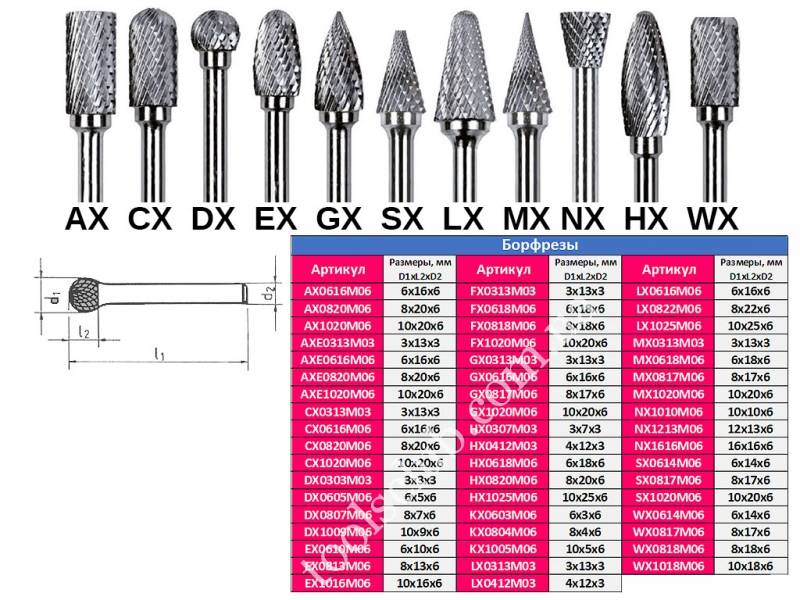
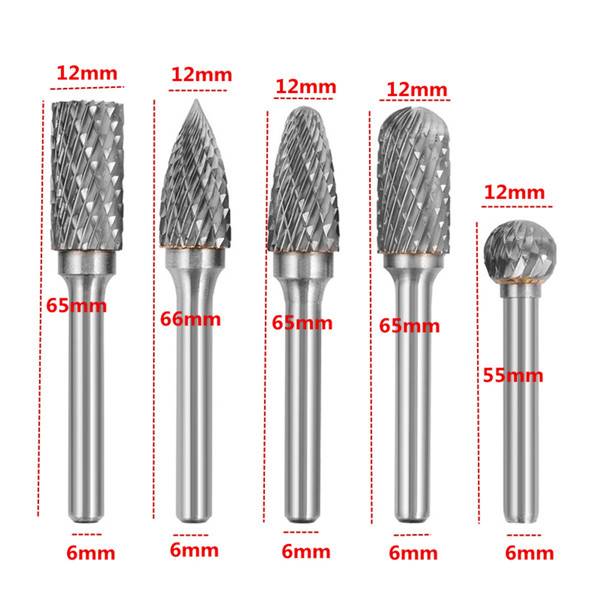
Борфрезы твердосплавные серии HF в наборе
40 борфрез в пластиковом боксе с прозрачным стеклом. По два экземпляра популярных форм (B, C, F, G, L) в разных размерах с универсальными зубьями № 6.
Цена от: 84037 руб. Производитель: KlingsporАртикулы
5 твердосплавных борфрез в пластиковом боксе. В комплект входят фрезы 295610, 295753, 295859, 295925, 296010 с универсальными зубьями № 6.
Цена от: 2032 руб. Производитель: KlingsporАртикулы
Борфрезы твердосплавные серии HF в индивидуальной упаковке
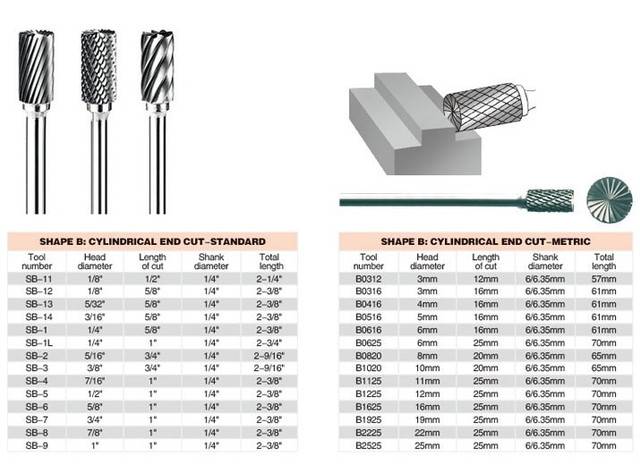
Цилиндрическая борфреза HF 100 A, торец без зубьев. Универсальное применение для обработки поверхности. Диаметр головки: 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
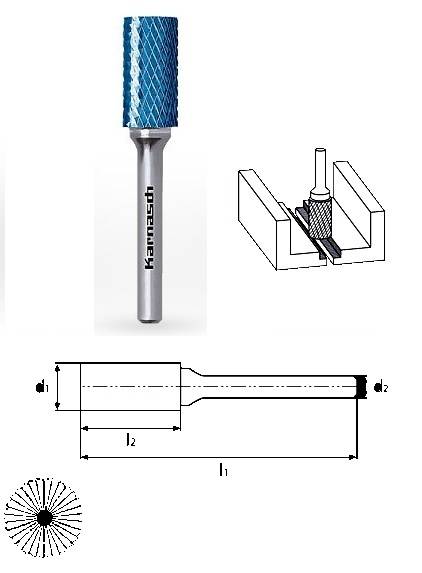
Цилиндрическая борфреза HF 100 B, торец с зубьями, для обработки внутренних контуров. Диаметр головки 3 — 16 мм.
Цена от: 753 руб. Производитель: KlingsporАртикулы
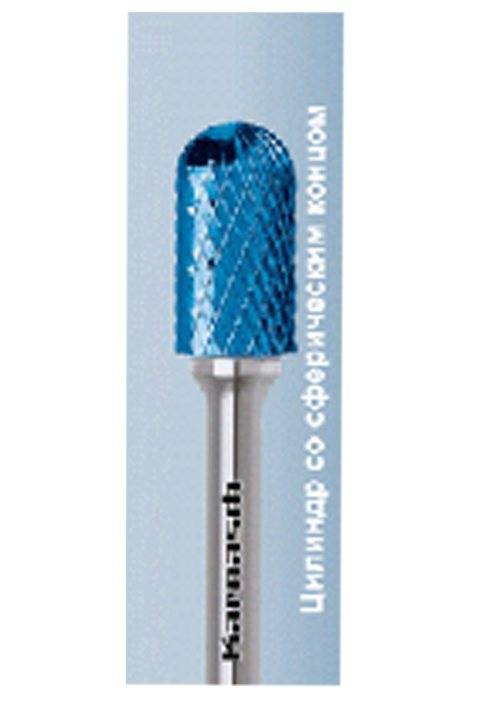
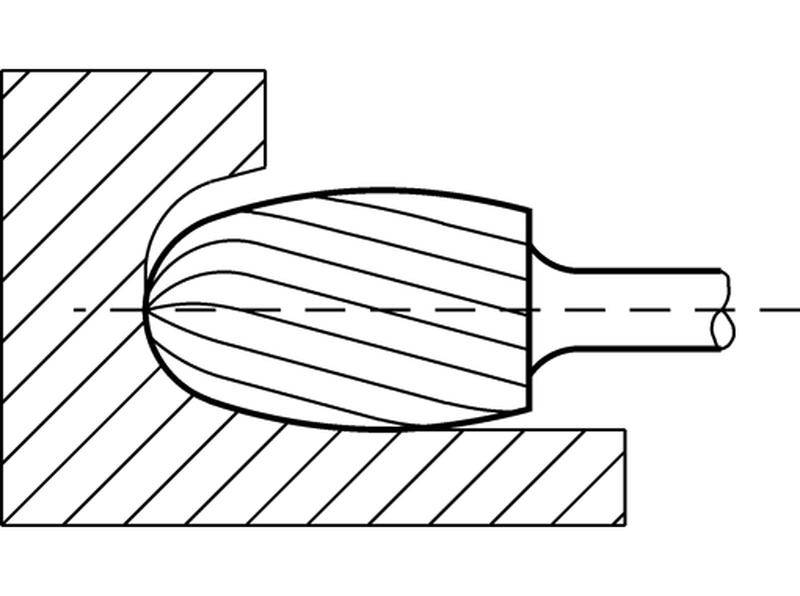
Сфероцилиндрическая борфреза HF 100 C для обработки плоскостей, контуров и радиусов. Диаметр головки 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Сферическая борфреза HF 100 D для обработки контуров, а также для удаления заусенцев из внутренних стенок отверстий. Подходит для фрезерования труднодоступных мест. Диаметр головки 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Эллипсоидальная борфреза HF 100 E с перекрестными зубьями для общего применения. Диаметр головки 3 — 16 мм.
Цена от: 684 руб. Производитель: KlingsporАртикулы
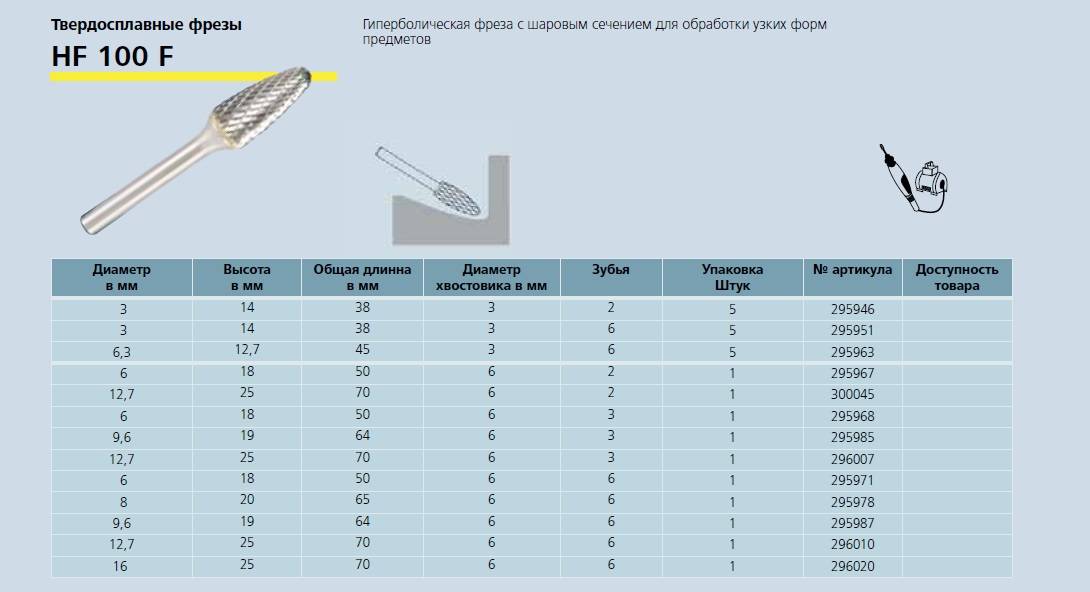
Гиперболическая борфреза HF 100 F оправка с шаровым сечением для обработки узких форм предметов. Диаметр головки: 3 — 16 мм.
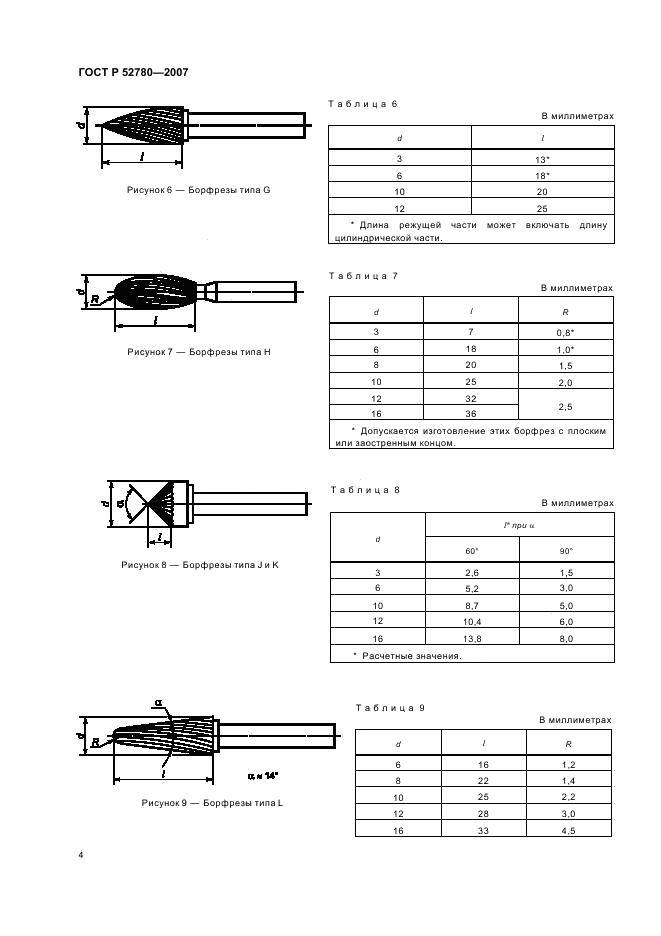
Гиперболическая борфреза HF 100 G с острым концом для обработки острых углов. Диаметр головки 3 — 16 мм.
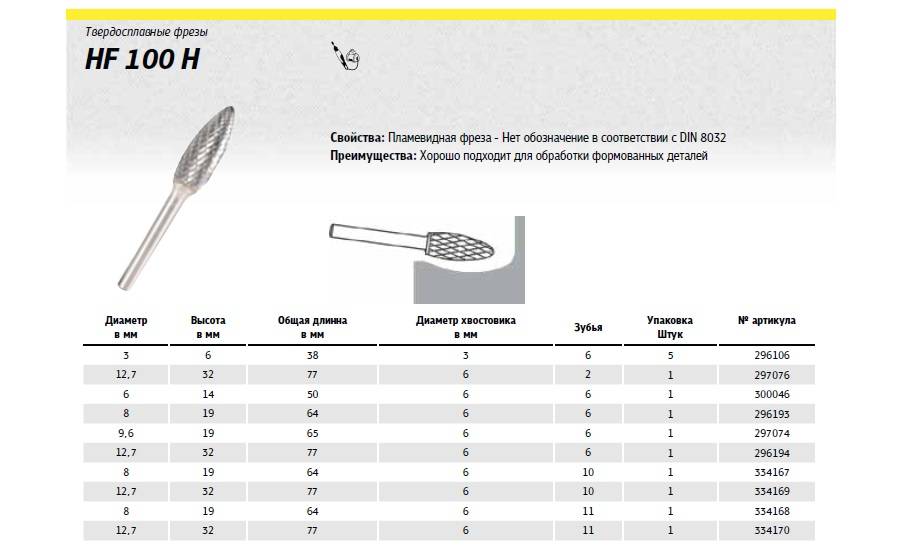
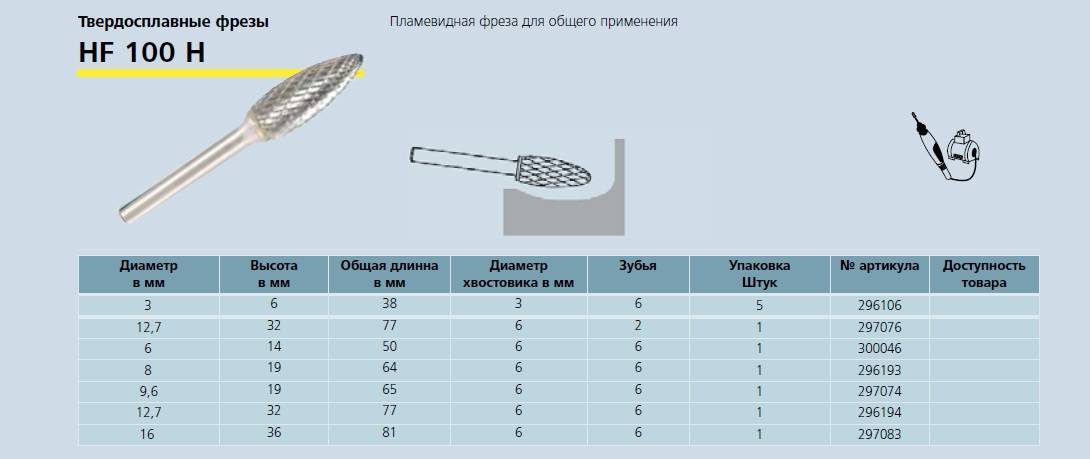
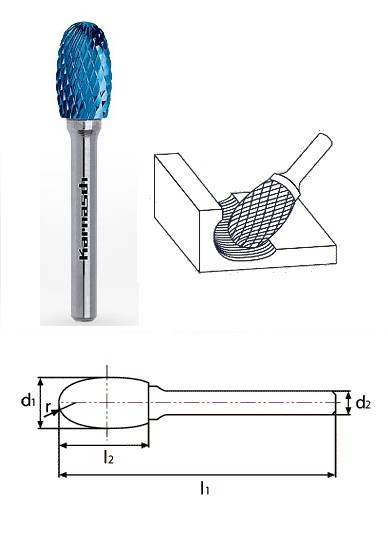
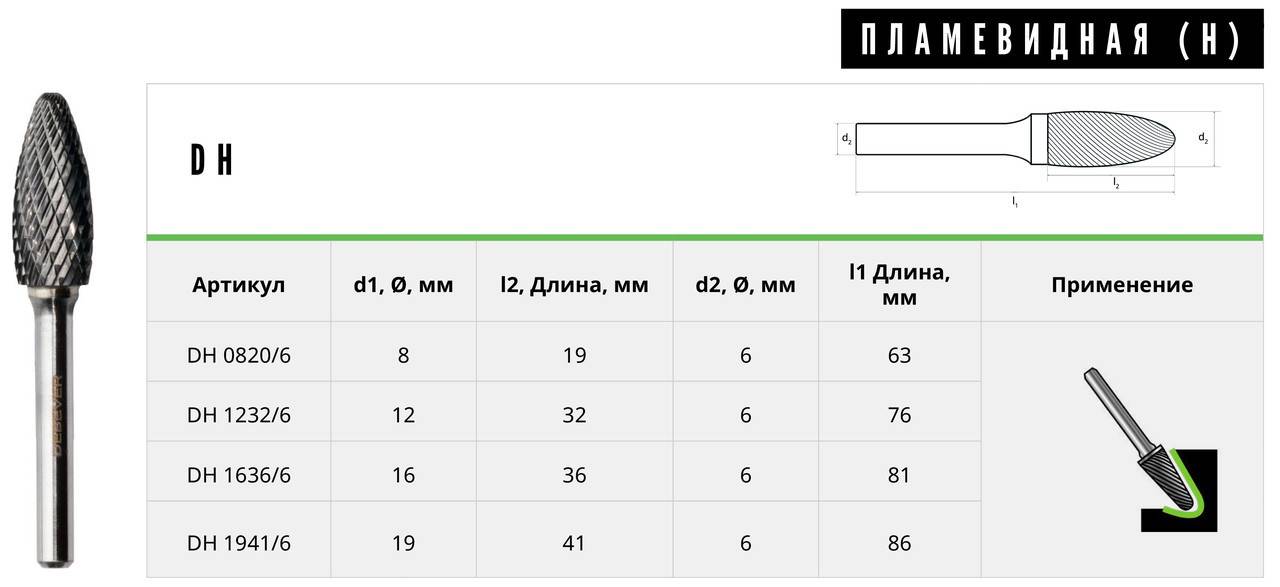
Пламевидная борфреза HF 100 H для общего применения. Диаметр головки 3 — 16 мм.









Цена от: 685 руб. Производитель: KlingsporАртикулы
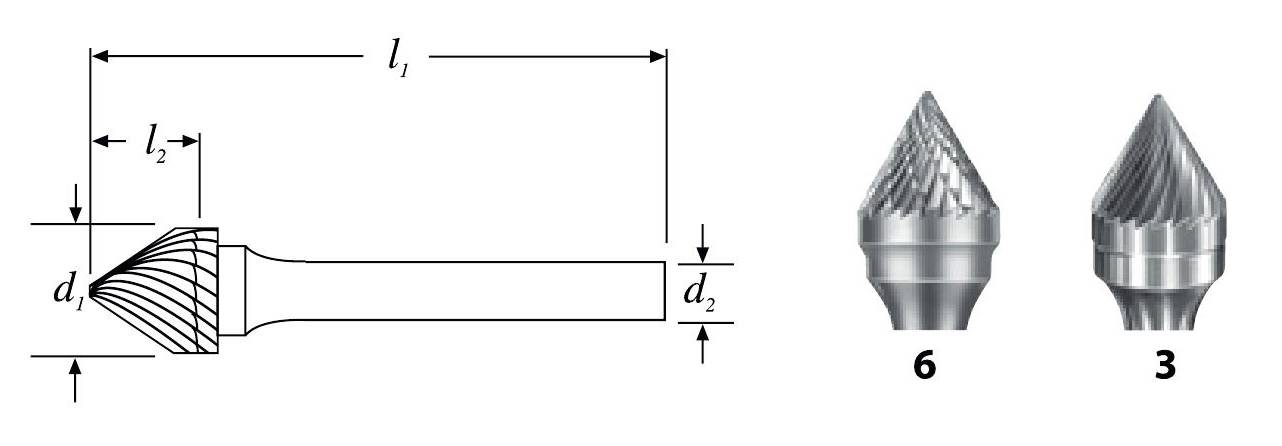
Коническая борфреза HF 100 J имеет угол 60° для обработки клиновидных пазов. Диаметр головки 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Коническая борфреза HF 100 K имеет угол 90° для обработки клиновидных пазов. Диаметр головки 3 — 16 мм.
Цена от: 684 руб. Производитель: KlingsporАртикулы
Сфероконическая борфреза HF 100 L для обработки труднодоступных мест. Диаметр головки 3 — 6 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Остроконическая борфреза HF 100 M для обработки конструкции моделей, фрезерования изменяющихся диаметров. Размер головки 3 — 16 мм.
Цена от: 685 руб. Производитель: KlingsporАртикулы
Борфреза HF 100 N в форме хвоста ласточки для обработки конических профилей. Диаметр головки 3 — 6 мм.
Цена от: 709 руб. Производитель: KlingsporАртикулы
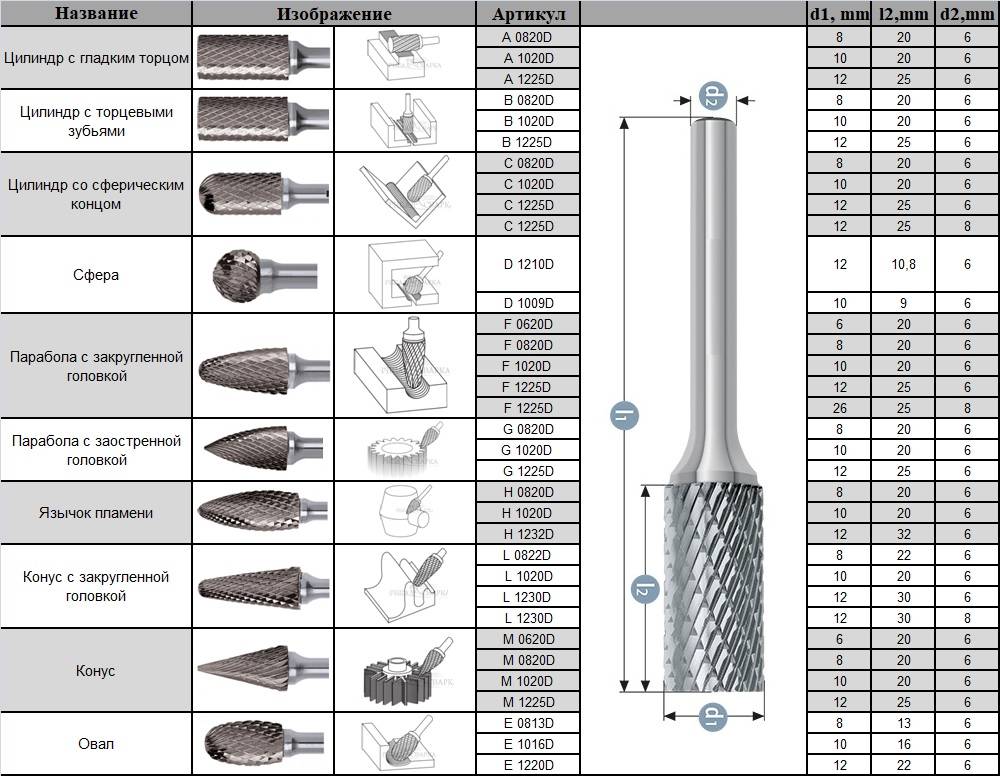
Справочная информация по фрезам
В таблице представлена справочная информация о твердосплавных борфрезах и условиях их использования.

* Компания-производитель оставляет за собой право на изменение комплектации и места производства товара без уведомления! Указанная информация не является публичной офертой.
Похожие материалы:
Технология изготовления борфрез
Изготовление борфрез ведется в два этапа.
- Изготовление хвостовика для борфрезы.
Пруток разрезается.
- Один его конец заправляется на шлифовально-обдирочном станке.
- Пруток правится на правильно-калибровочном станке.
- Конец подрезается, центрируется и отрезается.
- Подрезается второй конец.
- Протачивается конус и снимается фаска.
- На конусе фрезеруется канавка.
Производство борфрезы.
- К хвостовику припаивается заготовка.
Удаляются остатки флюса.
Хвостовик протачивается по наружному диаметру.
Снимается фаска и подрезается шейка.
Происходят закалка и отпуск.
Хвостовик шлифуется по диаметру.
Рабочая часть шлифуется по наружному диаметру.
Обрабатывается профиль головки.
Шлифуются шейка рабочей части и торец хвостовой части.
Шлифуются зубья борфрезы.
Изделие промывается.
Наносится маркировка.

Фотография №3: изготовление борфрезы
Фрезы для художественной резьбы по дереву
Благодаря резьбе и выжиганию из дерева изготавливаются настоящие произведения искусств. Достаточно взгляда, чтобы понять, что хотел выразить мастер.
Художественная резьба представляет собой орнамент, узор или рисунок на поверхности дерева. Оснастка для ручной резьбы предназначена для прорезей глубиной 0,5 мм — 2 мм. Граверные изделия лазерного вида, по сути, многофункциональные 3D принтеры. Выбор борфрез для вырезания по дереву зависит от вида операции. Для канавок лучше пользоваться дисковыми «шарошками»,при выполнении выреза сложной конфигурации — фасонными насадками.
Как выбрать гравер для работы вручную
Ручная гравировка на дереве занимает много времени, требует наличия:
- набора штихелей – стальных стержней с концами разной формы,
- пуансона для проведения пунктиров,
- лампы с линзой,
- приспособление под укладку заготовки,
- плоской подушечки с песком.

Ручные фрезеры оснащаются так называемыми пальчиковыми конструкциями. Благодаря научно-техническому прогрессу современный рынок предлагает граверам современные виды инструментов для резьбы по дереву, работающие от электросети. Производители позиционируют их как дрели небольших форматов.





Начинающим мастерам следует обращать внимание на основные параметры:
- количество оборотов шпинделя,
- уровень энергопотребления.
Изображение в виде штрихового орнамента получается после прорезки дерева на необходимую глубину.
Комплекты электрических инструментов оснащаются:
- эргономичной рукояткой,
- цангами,
- фрезерной, угловой приставками.
В 99% случаях комплектация ручного гравера по дереву состоит из:
- классических фрез, фиксирующихся цангой или переходником,
- буров с шарообразными наконечниками,
- щеток для черновой обработки заготовок и финишной обработки,
- набора сверл,
- раскроечных дисков.
Особенности и сферы использования борфрезы по металлу

При работе с изделиями из тонколистового металла зачастую требуется проделывать отверстия в материале. Для выполнения этой операции используются как стационарные профессиональные станки, так и обычный шуруповерт или дрель. Борфреза — это универсальный инструмент, которым можно работать и в том, и в другом случае. Кроме непосредственно выполнения отверстий она используется для зачистки металлических поверхностей, шлифовки и гравировки. Таким образом, область применения борфрезы (по-другому ее называют шарошкой или шарошечным долотом) довольно широка. Однако, для качественного выполнения работы мастер должен разбираться в особенностях этого инструмента.
Конструкция и предназначение
- хвостовика (он закрепляется в патроне дрели или станка);
- непосредственно фрезы, которая и выполняет рабочую операцию.
В зависимости от типа металла и вида выполняемой операции может потребоваться скорость вращения борфрезы до 60 тысяч оборотов в минуту. Поэтому при выборе инструмента и оборудования необходимо учитывать, какие задачи планируется выполнять с их помощью. Основные критерии, которые следует учесть при покупке шарошного долота:
- вид работ (сверление, гравировка, зачистка, шлифовка);
- свойства и характеристики обрабатываемого металла;
- размеры изделий, которые предстоит обрабатывать.
Области применения борфрез

Шарошки по металлу востребованы во многих областях. Этот инструмент незаменим в автомобилестроении, машиностроении, строительных и отделочных работах, электронной промышленности. Между тем, борфреза пользуется популярностью не только у профессионалов, но и у любителей. Универсальность и эффективность инструмента позволяет проводить сложные работы в условиях частной небольшой мастерской — зачищать сварные швы и кромки металлических деталей, выполнять отверстия или пазы при помощи обычной дрели или даже аккумуляторного шуруповерта, шлифовать изделия до блеска и многое другое.
Борфреза — идеальный вариант как для промышленного предприятия, так и для личного пользования. При помощи этого инструмента можно выполнять такие работы, с которыми порой не справится габаритное профессиональное оборудование.
Борфрезы (шарошки) по стали и алюминию ROTORICA
ДАРИМ ВСЕМ СУПЕР РАЗВОДНЫЕ КЛЮЧИ IREGA!
!— При покупке любого товара на сумму более 100 000 руб.
— Ключи IREGA выдаются только лишь при сообщении кодовой фразы: Ключи IREGA – лучшие разводные ключи!
Звоните по тел. +7 (495) 788-71-78 ( * количество ключей ограничено )
Ключи IREGA — лучшие разводные ключи в мире!
При покупке товара у нас на сумму более 100 000р – подарок – супер разводной ключ IREGA!
| БОРФРЕЗЫ (ШАРОШКИ) ПО СТАЛИ |
Применение: разделка кромок, снятие заусенцев и фасок.
Производитель: ROTORICA
Спец. цена: от руб. Количество ограничено!
Борфрезы твердосплавныецилиндрические с торцевымизубьями Rotorica тип B/ ZAYS Применение: разделка кромок, снятие заусенцев и фасок, обработка пазов, восстановление гравировки, шлифовка внутренних сопряжений плоскостей.
Производитель: ROTORICA
Спец. цена: от руб. Количество ограничено!
Борфрезы твердосплавныесфероцилиндрические Rotorica типС / WRC Применение: разделка кромок, снятие заусенцев и фасок, обработка радиусных пазов, восстановление гравировки, формирование внутренних радиусных сопряжений.
Производитель: ROTORICA
Спец. цена: от руб. Количество ограничено!
Применение: обработка радиусных пазов, восстановление гравировки, формирование внутренних радиусных сопряжений.
Производитель: ROTORICA
Спец. цена: от руб. Количество ограничено!
Применение: шлифовка, обработка сопряжений, снятие сварных усилений, реставрация (ремонт) гравировки.
Производитель: ROTORICA
Спец. цена: от руб. Количество ограничено!
Производитель: ROTORICA
Спец. цена: от руб. Количество ограничено!






Производитель: ROTORICA
Спец. цена: от руб. Количество ограничено!
Борфрезы твердосплавные в форме пламени Rotorica тип H / FLH Применение: для обработки сложных деталей (шлифовка сопряжений, снятие сварных усилений, реставрация (ремонт) гравировки). Самая универсальная шарошка.
Производитель: ROTORICA
Спец. цена: от руб. Количество ограничено!
Производитель: ROTORICA
Спец. цена: от руб. Количество ограничено!
Производитель: ROTORICA
Спец. цена: от руб. Количество ограничено!
Производитель: ROTORICA
Спец. цена: от руб. Количество ограничено!
Борфрезы твердосплавные в форме заостренного конуса Rotorica тип M / SKM Применение: обработка сопряжений, снятие усилений, работы в труднодоступных местах.
Производитель: ROTORICA
Спец. цена: от руб. Количество ограничено!
| БОРФРЕЗЫ (ШАРОШКИ) ПО АЛЮМИНИЮ |
Борфрезы по алюминию,формы A1020C06, A1225C06 Применение: обработка наружных поверхностей профильных деталей.
Производитель: ROTORICA
Спец. цена: от руб. Количество ограничено!
Производитель: ROTORICA
Спец. цена: от руб. Количество ограничено!
Борфреза по алюминию,формы D1009C06, D1210C06 Применение: обработка поверхностей внутри сложных профилей.
Производитель: ROTORICA
Спец. цена: от руб. Количество ограничено!
Борфреза по алюминию,формы F1020C06, F1225C06 Применение: обработка параболических поверхностей внутри профиля, обработка сопряжений.
Производитель: ROTORICA
Спец. цена: от руб. Количество ограничено!
Борфреза по алюминию,формы L1025C06, L1228C06 Применение: обработка выступающих частей неплоских деталей, обработка сопряжений.
Производитель: ROTORICA
Спец. цена: от руб. Количество ограничено!
Борфреза по алюминию,формы M1020C06, M1225C06 Применение: обработка выступающих частей неплоских деталей, обработка сопряжений.
Производитель: ROTORICA
Спец. цена: от руб. Количество ограничено!
Полировка
После шлифования, например, камня, металла (особенно нержавеющей стали) некоторые изделия необходимо привести к товарному виду, то есть довести до зеркального блеска. С помощью УШМ это можно сделать, применяя в качестве насадок круги из войлока, губок, поролона, меха, микрофибры и других подобных материалов (которых существует великое множество). Работают такие полировальные насадки совместно с наносимыми на поверхность обрабатываемой заготовки или непосредственно на круг полировальными пастами.
УШМ (болгарка) BOSCH GWS 13-125 CIE подходит для полировки. Фото 220Вольт
Полировальная паста (жидкая или твердая) – это многокомпонентная смесь, в основе которой находится абразивный материал и связующее вещество. Для такого тонкого процесса как полировка не следует применять (за редким исключением) высокую скорость вращения рабочей насадки, на малых оборотах оператор имеет значительно больше шансов не совершить ошибку. Поэтому для данного вида обработки применение болгарок с регулировкой оборотов имеет приоритетное значение.
УШМ с регулировкой оборотов казалось бы должно решить проблемы полировки лакокрасочного покрытия автомобилей. Однако здесь используются специальные полировальные машинки с оборотами значительно меньшими (около 600 об/мин), чем нижний предел регулирования частоты вращения у УШМ (около 2000 об/мин). Опытными пользователями болгарками на таких оборотах с большей степенью риска допустить прожог лакокрасочного покрытия можно заполировать лишь мелкие царапины. Убрать матовость или голограмму кузовного покрытия автомобиля с помощью УШМ даже не стоит браться, чтобы не нанести еще большего урона автомобилю.





