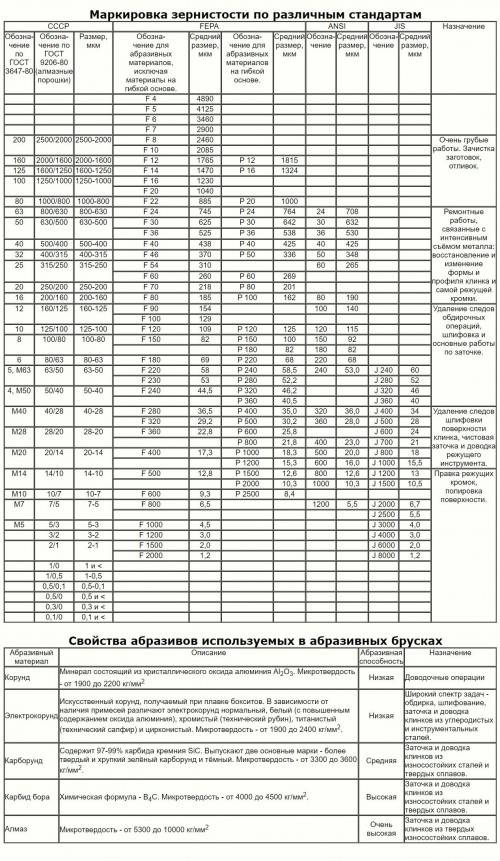
Маркировка наждачной бумаги в зависимости от ее назначения: таблица
В зависимости от специфики работ крупнозернистая наждачная бумага подразделяется на несколько основных групп:
Маркировка | Виды работ |
Р22; Р24;Р36 | Подготовительные работы: удаление ржавчины Устранение крупных дефектов поверхности |
80-Н; 63-Н; 50-Н | |
Р40; Р46; Р60 | Грубая обработка поверхностей |
40-Н; 32-Н; 25-Н | |
Р80; Р90; Р100; Р120 | Предварительное шлифование |
20-Н; 16-Н; 12-Н; 10-Н | |
Р150; Р180 | Окончательная шлифовка и доводка |
8-Н; 6-Н |
Мелкозернистая наждачная бумага так же маркируется в соответствии с особенностями использования:
Маркировка | Виды работ |
Р240; Р280 | Шлифование твердых пород древесины |
5-Н; М63 | |
Р400; Р600 | Полирование подготовка поверхности под покраску |
М28; М40; 2-Н; 3-Н | |
Р1000 | Шлифовка керамических поверхностей, пластиков и металлов |
М20; 1-Н | |
Р1200; Р1500; Р2000; Р2500 | Полирование и снятие глянца |
М14; М10; М7; М5; Н-0;Н-00; Н-01 |
При покупке наждачной бумаги на оборотной стороне можно обнаружить и другие обозначения. Каждое из них несет определенную смысловую нагрузку, например, разновидность абразивного порошка, способ его крепления, особенности клеевой смеси и тип основы и ее механические свойства. Рассмотрим основные обозначения.





- Наименование «Р» свидетельствует об абразивной структуре материала;
- Буква «Л» обозначает форму выпуска, в данном случае – листовая;
- Цифры «1» и «2» говорят о назначении абразивного полотна: 1 – для шлифования мягких поверхностей, 2 – металла и других твердых и особо твердых материалов;
- Устойчивость к воздействию влаги обозначается символами «Л1», «Л2» или М;
- Обозначение «П» свидетельствует о том, что воздействие влаги и сырости крайне нежелательно.
Помимо этих обозначений особое внимание необходимо уделить свойствам самих абразивных частиц
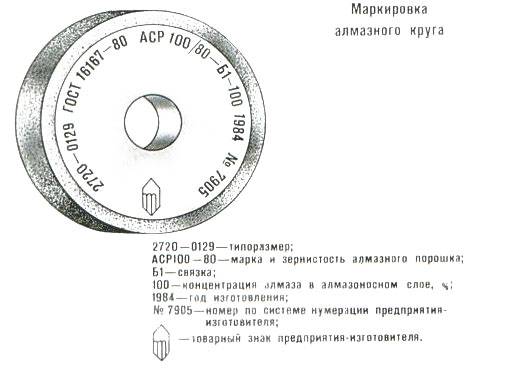
Краткий обзор алмазных кругов для заточки
При обработке нужного продукта выбирается конкретный абразивный инструмент, при этом обязательно учитывается форма и материал обрабатываемой детали, а также другие особенности. Работа выполняется мокрым способом с использованием охлаждающей жидкости или сухим. Подобный диск с применением охлаждения может выполнять работы по обеим поверхностям резцов, разверток, протяжек и т. д.
Твердосплавные инструменты после заточки алмазными дисками благодаря точному и качественному выполнению работ способствуют увеличению производительности оборудования.
Заточка чашечным алмазным кругом
Круг алмазный чашечный – прибор, который годится для заточки и конечной отделки изделий из твердых сплавов. Используется для шлифовки деталей из материалов, слабо поддающихся механической обработке. Кроме всего прочего, применяют при работе с твердыми неметаллическими поверхностями (керамика, камень, стекло). Точильный круг, выполненный в виде чашки, используют при заточке резцов, ножей и напайками.
Диск алмазный тарельчатый часто применяют для удаления лакокрасочного покрытия с деталей, кроме того, используют для обработки металла (чугун, сталь), хорошо он себя зарекомендовал при работе с изделиями из художественного стекла. Применение такого типа алмазного круга для заточки позволяет снизить трудоемкость в два раза в сравнении с использованием обычного шлифовального изделия.
Такой продукт, изготовленный в виде тарелки (благодаря небольшой глубине), с успехом используется при заточке пил имеющих твердосплавные напайки.
Прямой профиль – это круг для заточки, изготовленный в форме плоского диска имеющий в торце алмазный абразивный слой. Используют для обработки металлических поверхностей, где требуется получить выдержанную плоскость.
Читать также: Проверка полевых транзисторов без выпаивания
Алмазный заточной круг, как инструмент применяют не только для заточки, используют также и для доработки материалов плохо, поддающихся обработке. Им выполняют работы по шлифовке твердосплавных деталей. Практическое применение такого продукта экономически выгодно т. к. при этом снижается трудоемкость и значительно увеличивается производительность.
Например, круг 12а2 45 с алмазным слоем изготавливают чашечной или тарельчатой формы используется для металлообработки многолезвийных твердосплавных инструментов с прямым и спиральным зубом, резцов, протяжек, сверл и т. п. Это же изделие применяется для шлифовки поверхностей в автомобилестроении, строительной, электронной и других отраслях.
А продукт 1а1 выполнен в форме прямого профиля, сфера применения достаточно обширна, он необходим там, где нужна обработка цилиндрических, плоских и конических поверхностей. Он незаменим при отделке конических и цилиндрических отверстий. Практикуют использование в штампах из твердых сплавов при обработке шлиц и пазов. И, конечно же, применяют при заточке и доводке резцов, сверл, фрез и т. д.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Алмазный шлифовальный круг — разновидность алмазного расходного инструмента. Используемый в ручных и автоматических (в том числе и угловых) шлифовальных машинках для доводки, заточки, хонингования и шлифования. Применяется для обработки труднообрабатываемых и твердосплавных материалов, керамических поверхностей, стекла, драгоценных, поделочных и полудрагоценных камней. Обладает оптимальным балансом прочности и хрупкости, отличается повышенной эффективностью, большим рабочим запасом и самозатачиваемостью.
Какой точильный камень выбрать для кухонных ножей
Для кухонных ножей лучше выбирать водный точильный камень – они «работают» быстрее и позволяют править режущую поверхность без смены инструмента до получения нужного результата. Но нужно помнить, что некоторые материалы ножей могут при контакте с водой ржаветь, что безнадежно испортит кухонный инструмент. В таком случае лучше использовать масляные точильные камни – заточка протекает долго, но она всегда качественная, а лезвие ножей не ржавеет.
Что касается уровня зернистости точильного камня, то для кухонных ножей достаточно показателя в 1500 грит, потому что 240 грит – это слишком грубая абразивная поверхность, которая сильно истончает лезвие ножа.
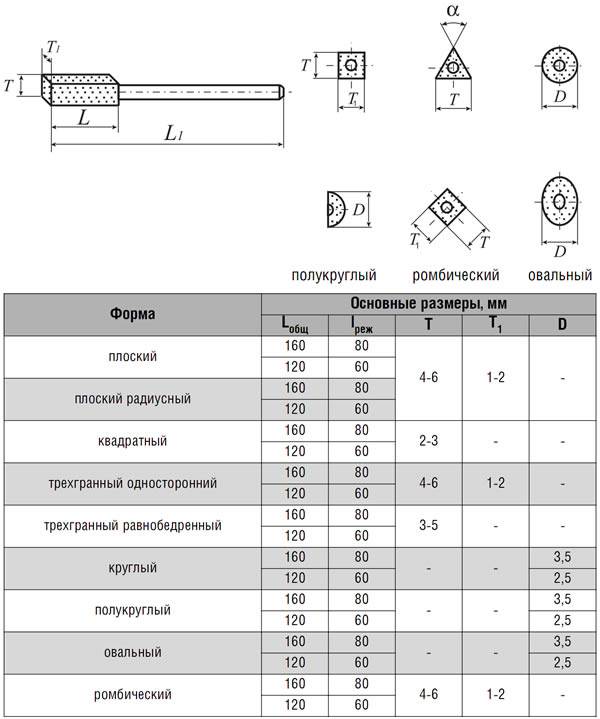
Какие формы имеют надфили?
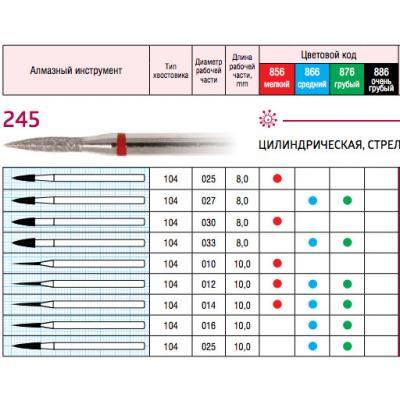
Алмазный надфиль представлен 12 видами.
- Инструменты с тремя гранями. Они обладают острым или же тупым концом. Этот показатель и определяет область использования прибора.
- Приборы, выполненные в форме ромба. Они дают возможность играть с насечками под определенным углом.
- Устройства в форме клина применяются при работе с кастами и клапанами (ювелирные элементы), а также с углами с малыми показателями. Клиновидные устройства обладают как острым, так и округлым ребром, но при этом нос у прибора острый.
- Надфиль алмазный плоский обладает универсальностью применения. Область использования зависит от размера приспособления.
- Пазовые приборы похожи на плоские, но грани по бокам округлены. Это дает возможность обрабатывания труднодоступных областей.
- Квадратные устройства предназначены для работ с пазами аналогичной формы.
- С полукруглой формой. При помощи них возможна работа с рельефами.
- Надфили с разными выпуклостями подвергают обработке внутреннюю часть кольца.
- Овальные приспособления предназначены для отверстий.
- Надфиль алмазный круглый в состоянии работать с округлыми изделиями. Помимо этого, при помощи них создается требуемый рельеф.
- Игольчатая форма в корне отличается от всех других типов. Во-первых, следует отметить, что эти приспособления обладают миниатюрностью. Длина рабочей поверхности составляет 35-55 мм. Во-вторых, хвост у них имеет квадратную форму.
- Еще один особый вид – это надфиль-рифель. О нем следует говорить отдельно.
Приспособления с тупым носом по всей длине обладают одинаковым размером сечения. У остроносых моделей сечение стержня уменьшается к краю прибора.



Сама насечка также выполняется в соответствии со стандартами. На основные рабочие части инструмента нанесена двойная насечка: главного и вспомогательного характера. Инструменты с круглой или овальной формой могут обладать одинарной или же спиральной одинарной насечкой.
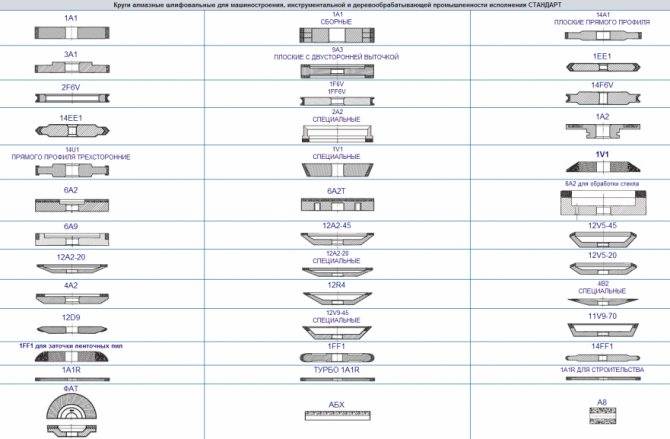
Описания некоторых из наиболее распространенных шлифовальных кругов:
- 14A1 (А1ПП) – плоский цилиндрический, с размерами D 6-13 H 6-10 S 2-4, предназначен для шлифования конических и цилиндрических глухих и сквозных отверстий;
- 1А1 (АПП) — плоский прямого профиля, с размерами D 16-500, H 2-50, S 2-5, для шлифовки заточки и доводки конических и цилиндрических поверхностей, твердосплавных деталей;
- 6А2 (АПВ) — плоский с выточкой, с размерами D 80-300, H 18-32,S 1,5-5, для плоской заточки, шлифования и доводки;
- 9A3 (АПВД) — с двусторонней выточкой, с размерами D 100-250, H 6-25, S 1-5 для доводки, заточки и шлифования режущих частей твердосплавных инструментов;
- 12V5-45 (АЧК) — чашечный конический, с размерами D 50-250, H 20-52, S 1,5-5, для шлифования, доводки и заточки твердосплавных инструментов;
- 11V9-70 (А1ЧК) — чашечный конический, с размерами D 50-150, H 20-40, S1,5-5, для шлифования в углах деталей и работе с твердосплавными инструментами, камнем и стеклом;
- 1EE1 (А2ПП) — с коническим двусторонним профилем, с размерами D 125-250, H 6-20, S 2-4, для обработки выступов торцов цилиндрических поверхностей, шлифования пазов и шлицев;
- 1F6V 1FF6V (А5П) — с профилем полукругло-выпуклой формы, с размерами D 50-150, H 2-32,S 2-7, для шлифования кругло-вогнутых канавок и поверхностей;
- 1A1R (АОК) — алмазный шлифовальный круг отрезной, с размерами D 50-400, H 0,5-2,5, S2,5-5 , для резки деталей и заготовок из керамики, закаленных сталей и твердых сплавов.
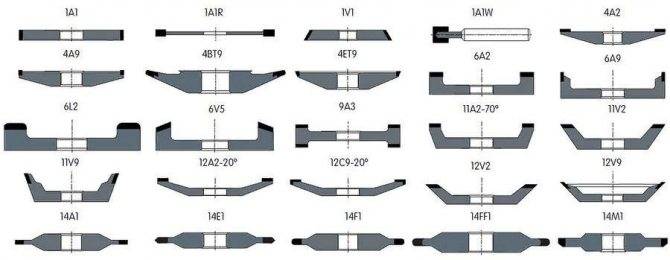
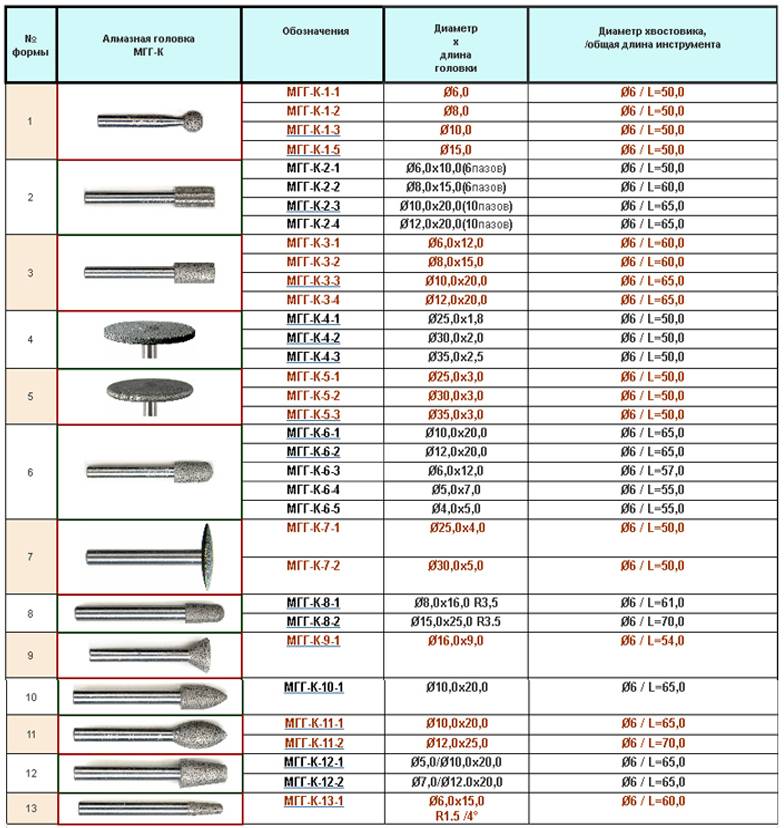
Как выглядят геометрические формы различных алмазных дисков можно рассмотреть в таблице:
Тип и размеры круга выбираются, исходя из вида и конфигурации шлифуемых поверхностей, а также характеристики используемого оборудования или инструмента.
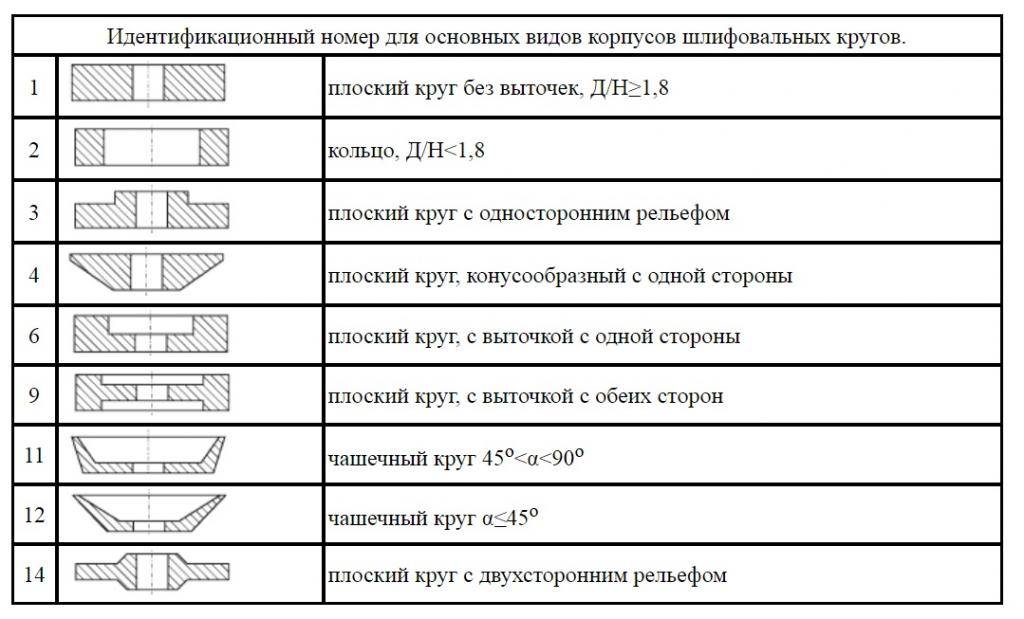
Виды алмазного инструмента для шлифования по ГОСТ
Разновидности конструкций и виды рабочих поверхностей шлифовальных алмазных дисков регламентируются ГОСТ 24747-90, который полностью соответствует требованиям нормативов Федерации европейских производителей абразивов (FEPA, Federation of European Producers of Abrasives). Указанный ГОСТ и стандарт ISO 6168-79, принятый на основе классификации FEPA, регламентируют и кодируют:
- Конструкцию и геометрические параметры корпусов алмазных кругов.
- Форму абразивного слоя.
- Расположение абразивного слоя на корпусе.
- Конструктивные особенности отдельных корпусов.
В первую группу признаков по ГОСТ входит пятнадцать видов корпусов, пронумерованных от 1 до 15. Во вторую — двадцать шесть профилей абразивных слоев, обозначенных одной или двумя латинскими буквами. В третью — десять способов размещения абразива на поверхности корпуса, пронумерованных от 1 по 10.
В четвертую — четырнадцать конструктивных особенностей, каждой из которых присвоены одна или две латинские буквы. Таким образом, каждый вид алмазного диска представляет собой конструктивную совокупность нормированных элементов и имеет строго определенные геометрические параметры.
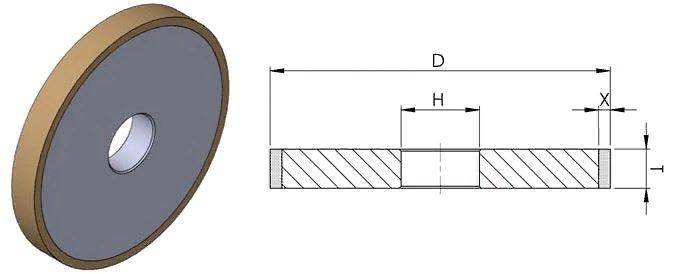
Их обозначения и размерные ряды также регламентированы соответствующими стандартами. К примеру, один самых распространенных алмазных кругов для плоского шлифования обозначается 1А1, что означает: (1) плоский круг без вытачек; (А) с линейным слоем абразива, (1) покрывающим всю высоту периферийной плоскости (см. фото выше).
Работа с алюминием
Угольными электродами соединяют даже алюминиевые изделия, которые традиционно считаются сложными для сваривания. Алюминий обладает малой плотностью, значительной теплопроводностью и стойкостью к коррозии.
Плавится этот металл при температуре 660 °C, к тому же он достаточно хорошо сочетается с кислородом, из-за чего покрывается плёнкой окиси алюминия (химическая формула – Al2O3).
Наличие такой плёнки, а также лёгкость образования трещинок и пор в металле шва – главные трудности, с которыми сталкиваются при сварке алюминия. Но применение угольных электродов позволяет справляться с ними.
В частности, именно такой способ используют для соединения алюминиевых шин в цехах электролиза. Сваривают шины традиционно встык на подкладке из графита или алюминия.
По бокам шин монтируют графитовые пластины с вырезами напротив шва. Данные вырезы дают возможность вывести конечную и начальную точку шва за границы рабочего сечения.
Виды по материалу
По исходному материалу надфили делятся на алмазные и фогольцевые.
Алмазные
Алмазные мини-напильники имеют огромную сферу применения. Самым наглядным примером являются обычные пилочки для ногтей.
Стекло, керамика, металлы, сплавы, штукатурно-малярные составы охотно поддаются корректировке таким инструментом. В процессе материал не режется, а снимается частично сверху.
Рабочая область надфиля отливается из углеродистой стали и покрывается сверху алмазной крошкой. Впрочем, напыление не имеет ничего общего с драгоценностью. На самом деле используются частицы прочного искусственного камня.
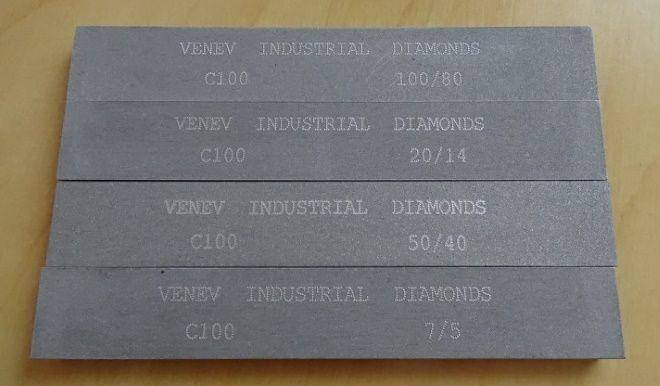
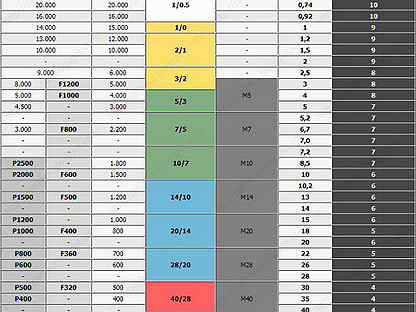
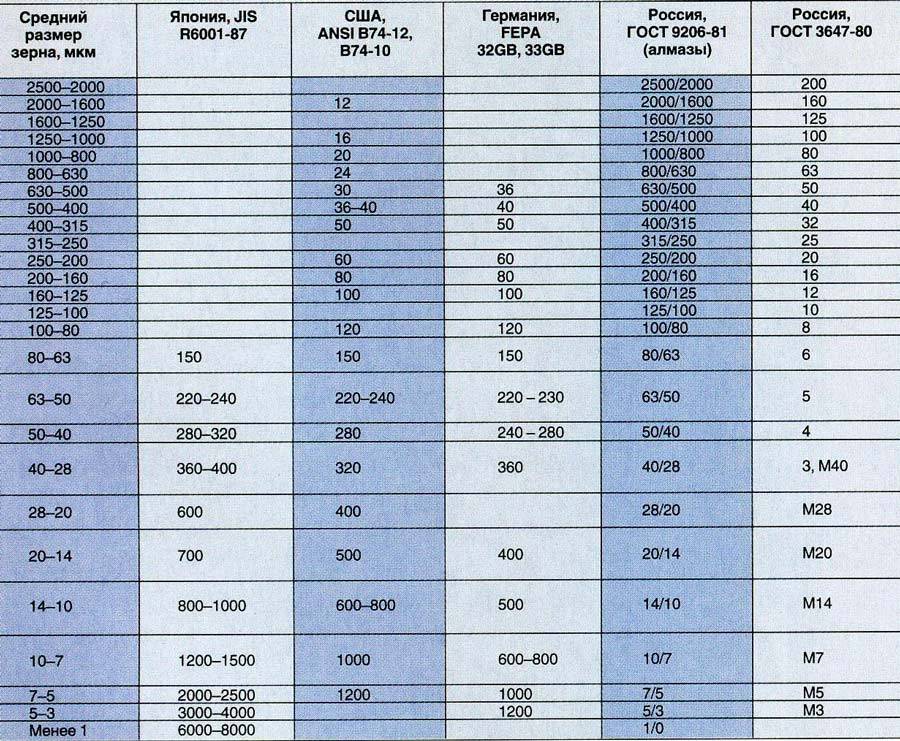
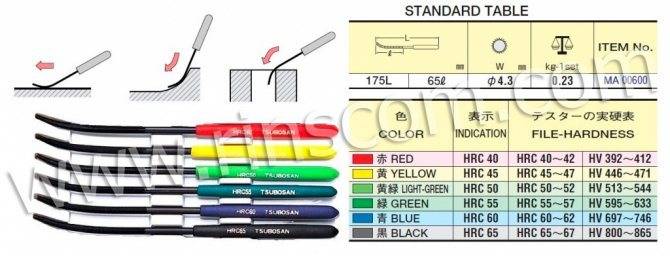
Напыление делают разной твердости (50 — 60 единиц). Чем больше показатель, тем крупнее зерно. Мелкий размер ложится плотнее, а значит, результат шлифовки получится максимально гладким. Твердость обязательно указывают на ручке инструмента в виде риски или цветной полосы (красный — 160/125–100/80 зерен; синий — 80/63–63/55; без отметки — 50/40–40/28).



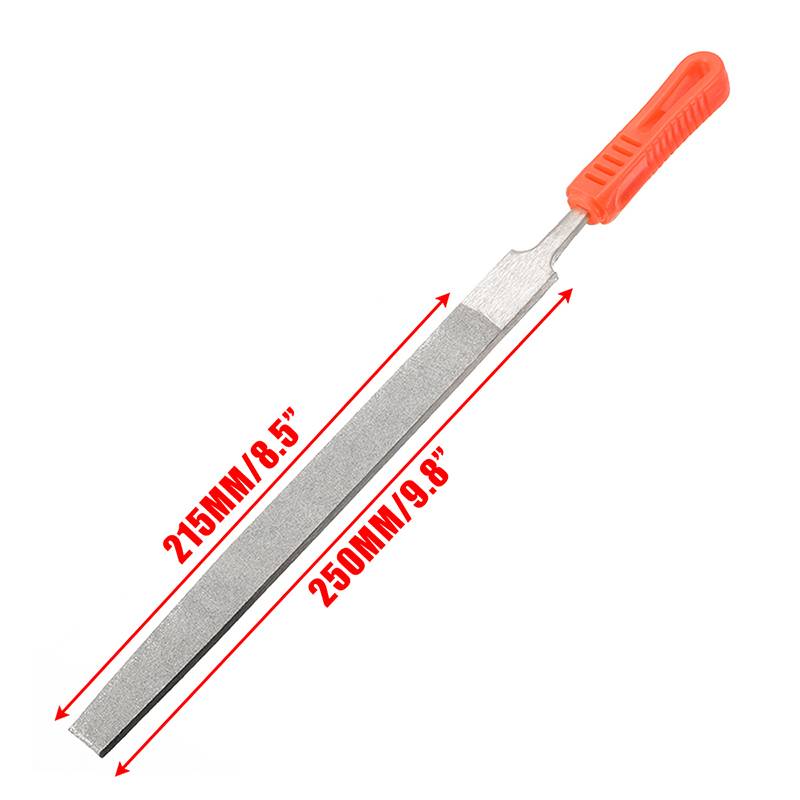
Алмазные надфили по ГОСТу имеют стандарт длины 100 — 200 мм. однако встречаются экземпляры и от 50 до 160 мм.
Фогольцевые
Фогольцевые напилки делают из легированной стали. Такая сталь отличается износостойкостью, прочностью, твердостью, жароустойчивостью, высоким сопротивлением коррозии.
Все перечисленные характеристики обеспечиваются за счет добавления в железно-углеродистый сплав хрома, никеля, молибдена, марганца и других элементов химической таблицы.
Фогольцевый надфиль встречается в основном в ювелирных мастерских. Материал хорошо взаимодействует с пластичными металлами, придает нужную форму без повреждений.
Как правило, фогольцевый надфиль отливается в полукруглой форме с сужением на конце. Другие варианты встречаются реже.
Надфиль алмазный – тверже не бывает
Алмаз – самый твердый и один из самых дорогостоящих материалов на Земле, и зачем его применять в напильниках? Ответ прост: для ручной обработки высокоуглеродистых закаленных сталей, всевозможных твердых сплавов, стекла или керамики. В повседневном обиходе это могут быть сверла, буры по бетону с победитовыми напайками, зубила или изделия из стекла.
К примеру, если вы выкладываете из плитки «кухонный фартук» или облицовываете стену в ванной, располагая плитки в стык, то подтачивать места стыка лучше именно алмазным инструментом. Обычный стальной очень быстро сотрется, для любого металла керамика является абразивом. Кстати, пилочка для ногтей является разновидностью алмазного надфиля. Термин алмазный не подразумевает, что весь инструмент состоит из алмаза. Тело надфиля выполняется из той же углеродистой стали, а порошок – из алмаза и никеля, как связующего материала, наносится гальваническим методом уже непосредственно на него.
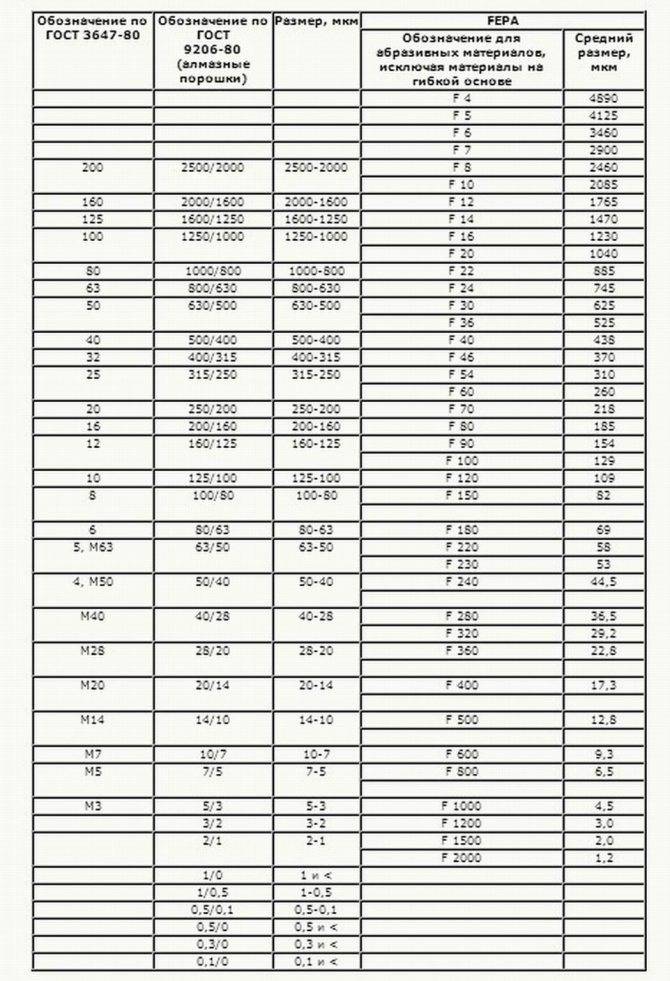
Профили и размеры данных напильников совпадают с обычными стальными. Размер насечки определяется размером зерен алмазного порошка, наносимых на полотно инструмента. Отечественные производители маркируют зерна двумя числами через дробь. Самый большой размер алмазных зерен обозначается 160/125, а самый маленький – 40/28. Иностранные поставщики имеют свою маркировку, D64-D181. Чем больше число, тем больше размер кусочков наносимой алмазной пыли.
Иногда изготовитель маркирует зернистость краской или рисками на теле надфиля, где отсутствует рабочее покрытие. В этом случае зернистость 160/125–100/80 обозначается одной красной чертой или двумя рисками. При размере зерен 80/63–63/50 наносится синяя линия или одна черта. Более мелкие алмазные напыления 50/40–40/28 никак не обозначаются.
Особенности выбора и эксплуатации
При выборе инструмента необходимо учесть его наружный и посадочный диаметр, конфигурацию режущей части и рекомендации производителя. От наружного диаметра зависит максимально возможная глубина реза, наиболее распространенными являются диаметры 115, 125, 180 и 230 мм, максимальный размер для ручного инструмента достигает 320 мм, для станков – 600 мм. Стандартными посадочными диаметрами являются 22,23 мм для дисков размером до 230 мм и 25,4 мм, для дисков 300 мм и более.
При выборе обратите внимание на маркировку изделия. Скорость инструмента не должна превышать допустимого значения оборотов в минуту указанного на маркировке диска
Так же указывается рекомендуемый материал реза и направление вращения.
Основные факторы, увеличивающие срок службы алмазных кругов:
- Резка большим диаметром уменьшает нагрузку на рабочую поверхность.
- Высокая мощность инструмента исключает падение оборотов.
- Оптимальный выбор и четкое соблюдения правил эксплуатации диска.
- Четкое соблюдение прямолинейной траектории реза.
- Исключение перегрева при работе.
- Дозированная подача инструмента. Желательно глубокий рез выполнять за несколько проходов, оптимальная глубина прохода равна высоте режущей части диска.
Виды
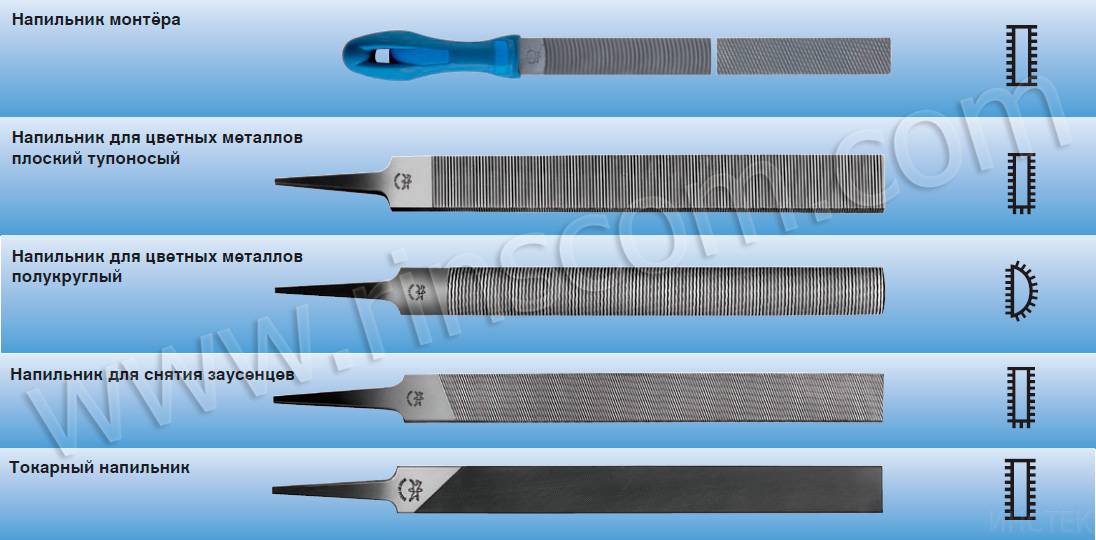
Сфера использования напильников довольно широка, потому существует большое разнообразие форм данных инструментов.
Плоский – предназначен для обработки плоских поверхностей. Есть тупоносый и остроносый варианты изделия.
- Трехгранные инструменты – используются для обработки пазов, отверстий, канавок;
- Квадратные напильники – подойдут для увеличения диаметра отверстий.
- Круглые и полукруглые – работа с вогнутыми поверхностями и отверстиями соответствующего диаметра.
- Шестигранные – подойдут для работы с поверхностями сложной формы.
Помимо градации по форме, стоит сказать и о назначении напильников, так как этот параметр позволяет подбирать правильный вариант инструмента для работы.
- Слесарный – напильник общего назначения. Подойдет для обработки металла и бытовых нужд.
- Рихтовочный – предназначен для работ по рихтовке поверхности. Его форма отличается от других вариантов, так как изогнута, подобно мастерку.
- Специальные – позволяют уменьшать припуски, обрабатывать криволинейные поверхности и пазы.
- Заточные – используются для затачивания цепи на электро- и бензопилы.
- Автоматизированные – используются как элемент станка на производствах.
- Надфиль – миниатюрный вариант напильника, созданный при помощи прутьев из металла. С мелким сечением, нужен для работы с небольшими предметами.
- Рашпиль – инструмент имеющий крупную и редкую насечку, при помощи которой обрабатывается поверхность камня, дерева или пластмассы.
Несмотря на простоту конструкции и легкость использования, напильники представлены большим ассортиментом изделий, в которых необходимо разбираться, чтобы правильно их использовать. Одним из важных факторов является вид насечки на лезвии напильника. По этому критерию выделяют:
- драчевый (№ 0-1) – наиболее грубый вариант насечки, оптимальный для обработки стали или чугуна, имеет от 4 до 12 зубьев на 1 см;
- личный (№ 2-3) – средний вариант насечки, имеет от 13 до 24 зубьев на 1 см, используется для финишной обработки металлических поверхностей;
- бархатный (№ 4-5) – наиболее мелкий вариант насечки, используется для шлифования мягких металлов, имеет от 24 зубцов на 1 см.
Для работы с разными поверхностями напильники должны иметь не только разное количество зубьев на лезвие, но и разный материал их состава. Чаще всего встречается карбидный вариант данного инструмента, имеющий карбид-вольфрамовое напыление, что позволяет уверенно работать с большинством покрытий. Наиболее качественными, прочными и дорогими являются изделия с алмазным напылением. Стоимость такого инструмента в разы выше, но результат стоит этих денег.
Выбирая напильники, стоит обратить внимание и на ручку, так как она может быть сделана из разных материалов:
- дерево, преимущественно твердые сорта;
- пластмасс;
- резина.
Деревянные – ручки наиболее старый вариант, он удобен в работе, но со временем трескается и ломается. Пластмассовая ручка лишена таких проблем, но в процессе использования рука с нее может соскальзывать, что небезопасно.



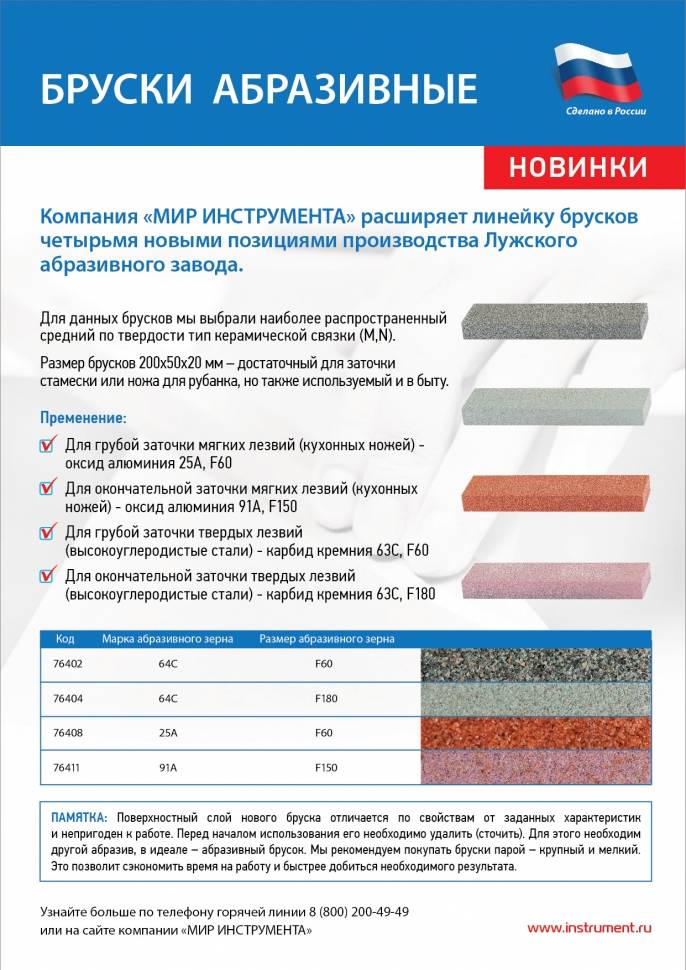
Тип абразива
На сегодняшний день при производстве наждаков применятся большое количество разнообразных материалов. Это позволяет добиться оптимальных характеристик диска, добиться его высокой прочности, долговечности или точности обработки.
Наиболее часто можно встретить следующие материалы:
- Электрокорунд – используется при работе с металлическими изделиями, обычно кованого железа. Он отличается высокой теплоустойчивостью, хорошим свойством сцепляемости со связкой. Абразив очень прочный и отличается высокой долговечностью. Наиболее распространенный электрокорунд нормальный.Также распространен электрокорунд белый. Абразив более однородный, имеет острые кромки, которые самозатачиваются. Из-за своих свойств он используется для финальной обработки, деталей из высококачественных сталей.Реже можно встретить хромистый, титанистый и циркониевый электрокорунд. Чем выше цифра маркировки, тем выше прочность круга.
- Карбид кремния – отличается повышенной прочностью и одновременно значительной хрупкостью. Он маркируется как 52-55С, используется при работе с фарфором, гранитом, керамикой, стеклом и множеством других прочных материалов.
- Эльбор – очень твердый материал, практически не уступающий алмазу, но более хрупкий. Такие круги имеют маркировку CBN, КНБ.
- Алмаз – очень прочный природный материала, отличается низкой хрупкостью. Такие диски используется при механической обработки сплавов на основе железа, стекла, керамики и кремния.
Алмазные круги делятся на несколько типов:
- обычной прочности (АС2);
- повышенной (АС4);
- высокой (АС6);
- монокристаллы (АС32).
Из какого материала изготовлены, размеры и виды насечек
Для изготовления надфилей используют высокоуглеродистую сталь особой марки. Ручка может быть сделана из дерева или пластика. На нее наносится номер насечки. Качественный результат обрабатывания детали достигается двойными перекрестными насечками: основной и вспомогательной. Насечки отмечают следующим образом — основную с соблюдением угла в 25 градусов, а вспомогательную под углом 45 градусов. Для их нанесения применяют разные методы:
- фрезерование;
- насекание;
- точения;
- протягивание.
Надфилем с одинарной насечкой можно снять опилки или стружку равную величине зубьев, работать им крайне тяжело, поэтому область применения в основном — мягкие марки металлов, древесина, пластик. Инструментом с двойной насечкой можно обрабатывать различные сплавы металлов.
Надфили бывают разных размеров от 80 до 160 мм в длину, рабочая часть располагается на отрезке от 40 до 80 мм. Насечки имеют свои номера от 0 до 5, так обозначают размер зубьев. Самые крупные это 0 и 1, снимается большой слой материала, но имеет недостаток – небольшая точность обработки. Номера 2 и 3 применяются для зачистки изделия, чтобы убрать с него ненужный слой от 0,02 до 0,06 миллиметра. 4 и 5 номера используют для чистовой шлифовки.
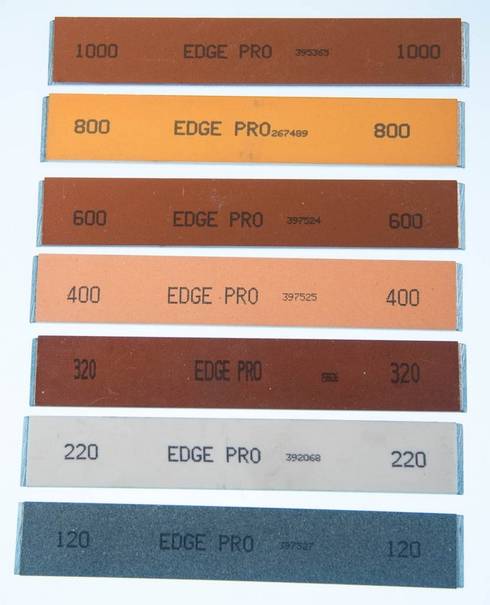
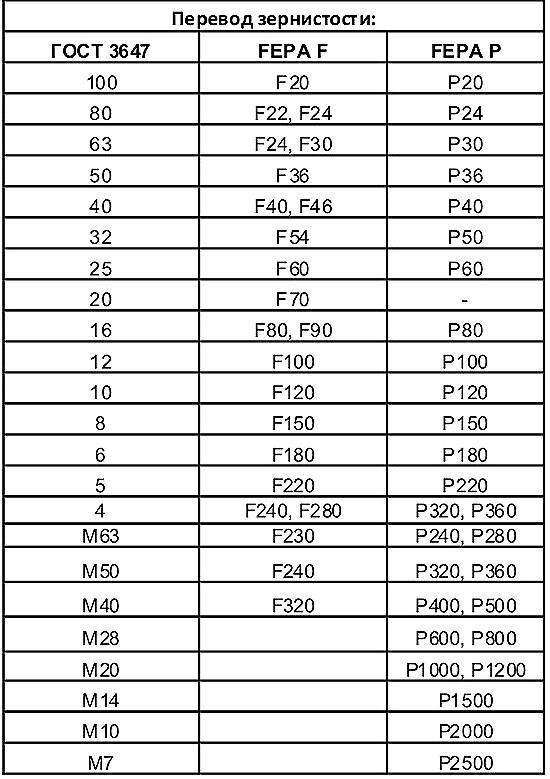
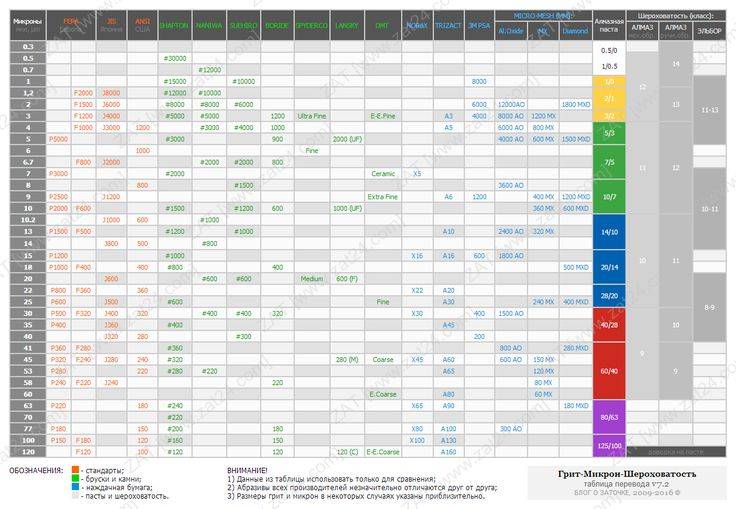
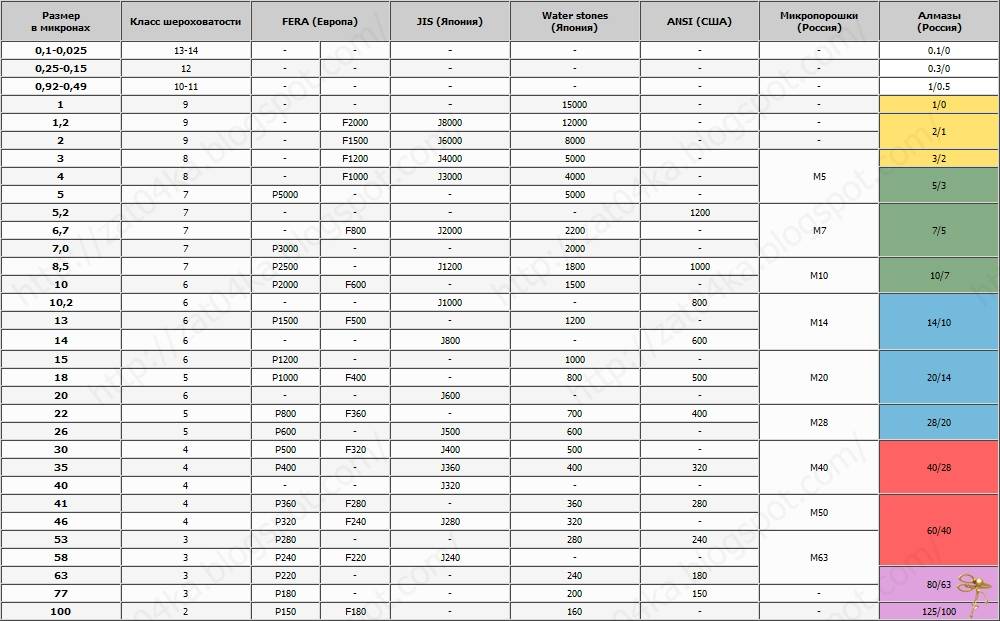
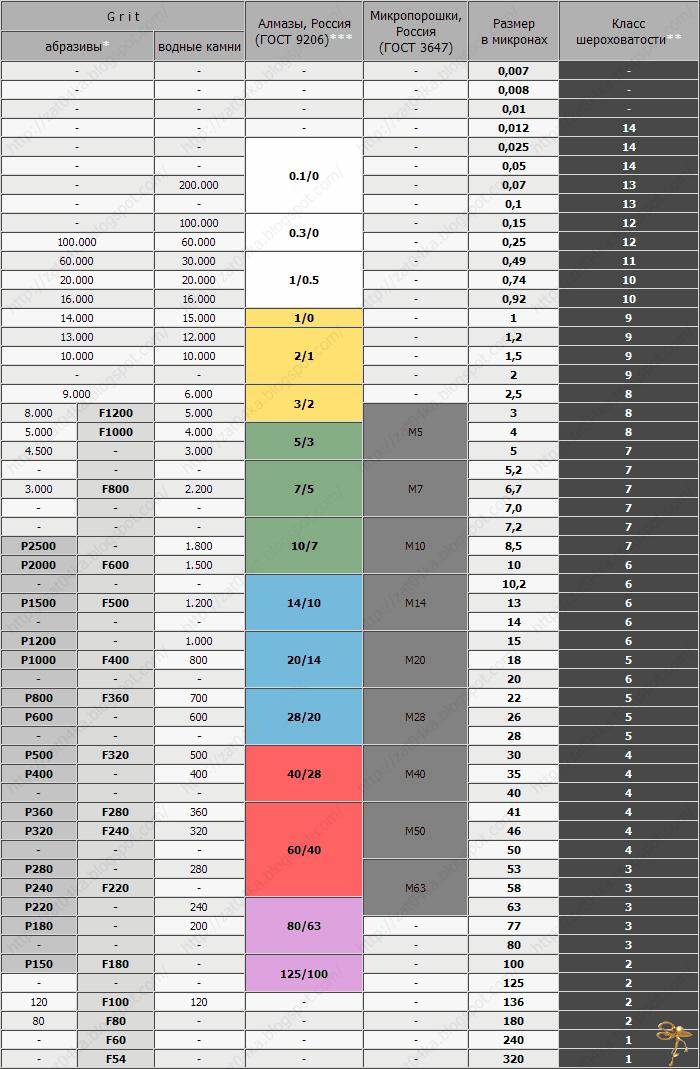
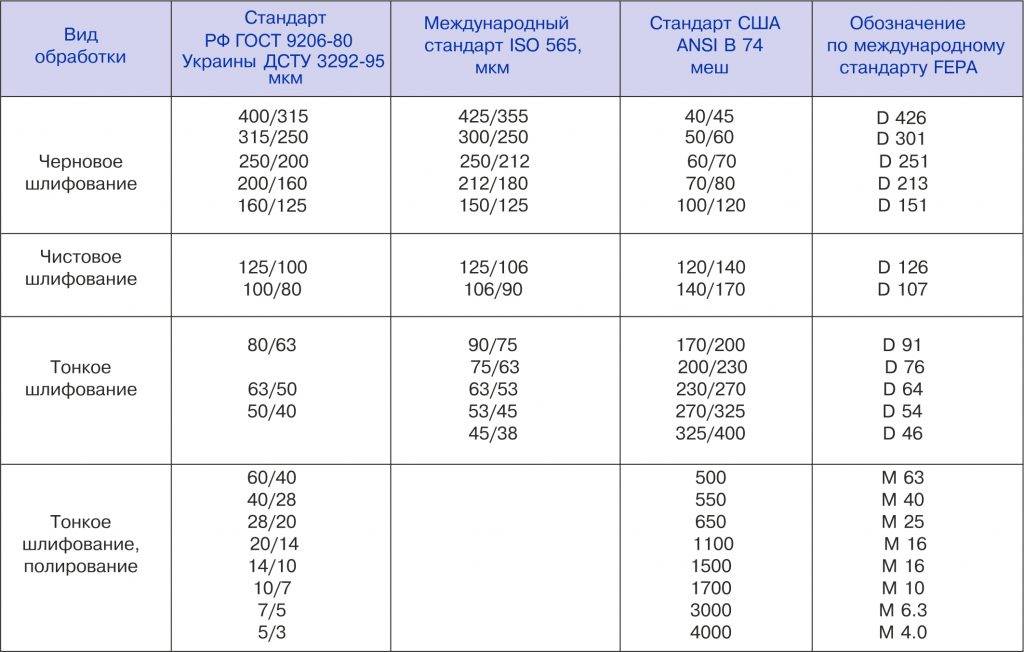
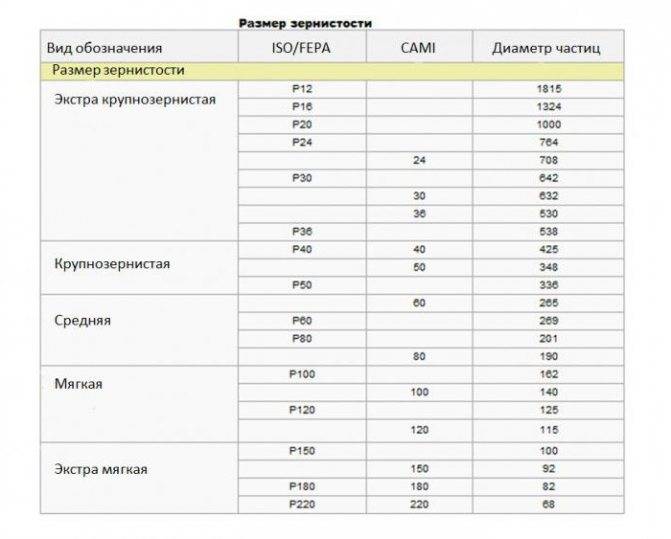
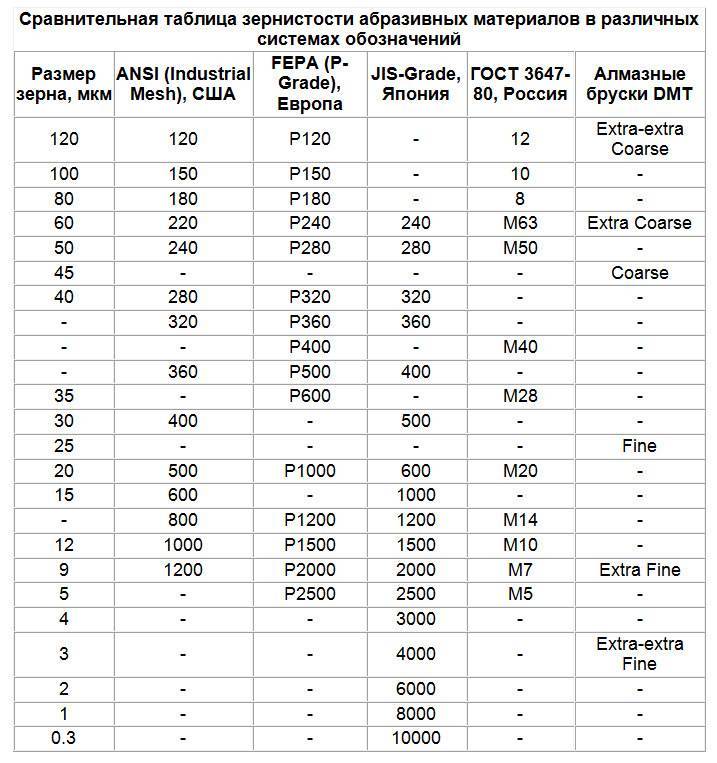
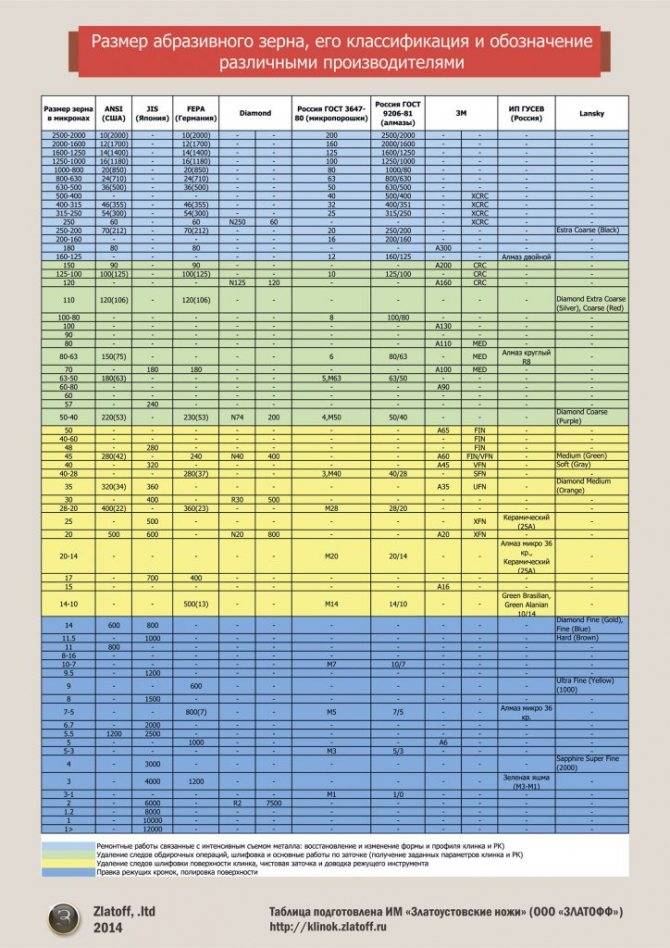
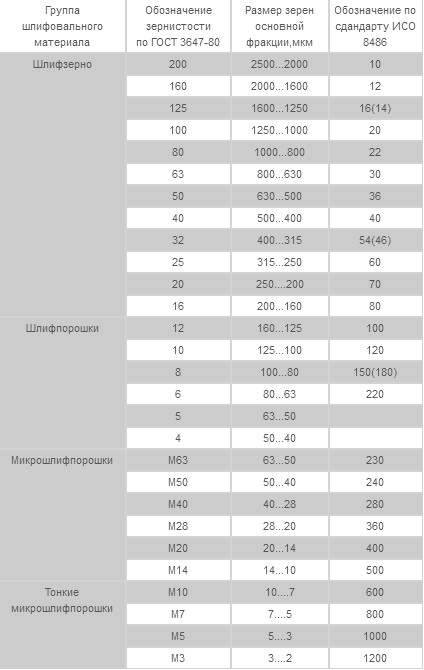
Показатель зернистости
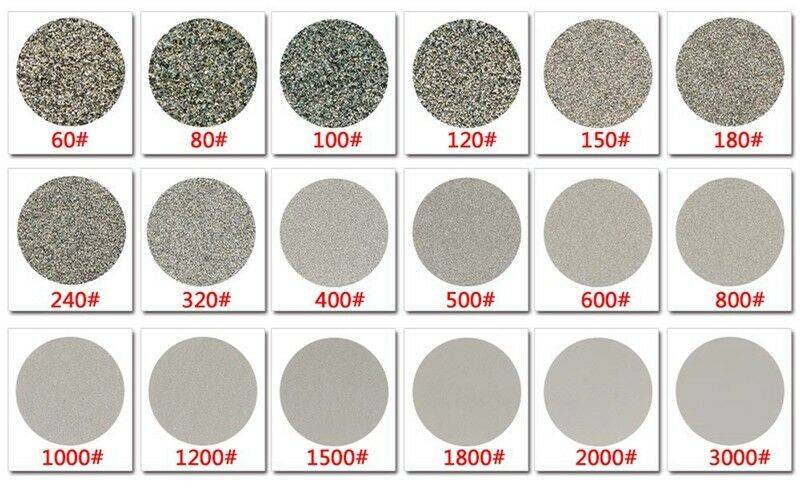
Основной показатель, который учитывается при выборе – это номер бумаги соответствующий её абразивности. В номере указано количество абразивных частиц на квадратный дюйм материала. Чем большее количество абразивных крупинок помещается на единицу площади, тем они, соответственно мельче и пригодны для более тонких операций. В зависимости от количества частиц на квадратный дюйм наждачная бумага подразделяется на три основных категории:
- Крупная. Маркируется цифрами от 12 до 80. В основном применяется для черновой обработки дерева, металла и других материалов, а также для снятия лака, краски и ржавчины. При обработке оставляет глубокие борозды и требует дальнейшей обработки менее крупной шкуркой.
- Средняя. Показатель абразивности в пределах от 80 до 160. В основном применяется для обработки деревянных деталей, доводки поверхностей после черновой обработки.
- Мелкая. Количество абразивных частиц – от 160 до 1400 на квадратный дюйм. Применяется для финишной обработки поверхностей, шлифовки и полировки.
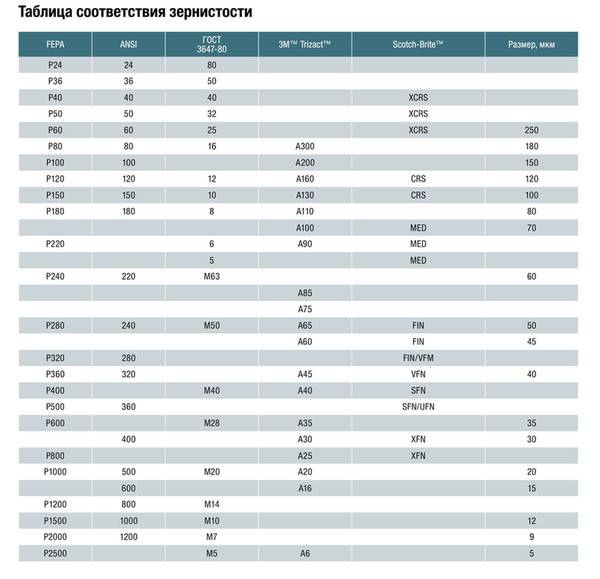
Приведенная ниже таблица зернистости наждачной бумаги позволяет более точно подобрать бумагу в соответствии с планируемыми работами.
Для каких работ применяются инструменты в зависимости от размера зубьев?
Инструмент с большими зубьями нужен для работы с крупными поверхностями или там, где требуется снятие большого слоя металла. К примеру, такую работу можно выполнить напильником с тремя гранями с крупной насечкой.
Насечка среднего размера больше подходит для работы с металлами, отличающимися мягкостью: латунь, алюминий, бронза. Такие надфили прекрасно справляются с отшлифовкой муфт водопроводов для их оптимальной стыковки или же убирают зазубрины, при этом не «слизывают» изделие.
Самые маленькие зубья рассчитаны для филигранных работ. Инструменты в состоянии увеличить паз для клина на валу электрического двигателя. Могут почистить подгорелые контакты токоприемников, употребляемых в быту (розетки, защитные автоматы и т.д.).
Есть особенная насечка, которая располагается вдоль тела прибора, а не поперечно, как это принято. При этом сечение полотна имеет круглую форму. Такой алмазный надфиль для заточки ножей применяется в домашних условиях. У него есть свое название — мусат. Затачивание протекает более аккуратно, а также намного быстрее, чем наждаком.
На рынке можно увидеть и надфили необычной формы, которые встречаются крайне редко. Они имеют изогнутую форму. Применяются инструменты для обрабатывания внутренних криволинейных пазов. Как правило, насечка у таких приборов присутствует на обоих концах инструмента, а ручка расположена посредине.