Режимы резания
Чтобы функционирование ленточного полотна было надлежащим, необходимо обеспечить не только правильный зажим заготовки, наличие СОЖ, обкатку нового полотна и иные моменты, но и соблюдать конкретный режим резки металла.
Внимание! Оптимальный режим резания выбирается определением скорости движения полотна (скорость резания, в м/минуту), исходя из марки металла, и выставлением скорости подачи консоли (в мм/мин)
При обкатке
Важно! Режимы резки металла при обкатке нового полотна зависят от материала, из которого оно изготовлено: биметалл или твердые сплавы. Для биметаллического полотна, в целях исключения деформации зубьев (микросколы) величину подачи металлической заготовки регулируют таким образом, чтобы она не превышала половину скорости, предусмотренной для конкретного материала заготовки (автоматные, легированные и прочие виды сталей, чугуны и сплавы)
Для биметаллического полотна, в целях исключения деформации зубьев (микросколы) величину подачи металлической заготовки регулируют таким образом, чтобы она не превышала половину скорости, предусмотренной для конкретного материала заготовки (автоматные, легированные и прочие виды сталей, чугуны и сплавы).
Биметаллическое полотно BAHCO для ленточнопильного станка. Фото 220Вольт
Чтобы устранить при обкатке возможные вибрации, скорость резания дополнительно уменьшают, а затем при дальнейшем прохождении режима обкатки, скорость подачи заготовки постепенно увеличивают так, чтобы она к концу обкатки полностью совпадала с рекомендуемой производителем.
Продолжительность работы в режиме обкатки
Продолжительность режима резки металла новым полотном зависит от типа заготовок:
- при малой площади поперечного сечения режим обкатки проходит при разрезке заготовок общей площадью 0,3 кв. метра;
- иные типы заготовок обрабатывают в режиме обкатки в течение четверти часа.
Параметры выбора режима резки
В зависимости от того, какой именно вид материала будет подвергаться обработке на ленточном станке, и какой металл у самого плотна (биметалл или твердый сплав) индивидуально устанавливается режим, состоящий из трех основных параметров:
- скорость резки (в метрах в минуту);
- толщина заготовки, в мм;
- «шаг» зуба пилы.
Всего существует 18 отдельных режимов — по количеству типов обрабатываемого материала.
Ленточнопильный вертикальный станок с ЧПУ Opus AX3-R. Фото Стербруст
Например, для конструкционных сталей предусмотрено три основных режима, в зависимости от толщины:
- толщина меньше 100 мм – скорость подачи от 70 до 100 м/мин;
- толщина от 100 до 500 мм – скорость подачи от 50 до 90 м/мин;
- толщина более 500 мм – скорость подачи от 40 до 77 м/мин.
Напольный ленточнопильный станок METALMASTER BSM-912B для выполнения реза под разными углами. Фото 220Вольт
Для чугуна режимы обработки следующие:
- толщина меньше 100 мм – скорость подачи от 40 до 50 м/мин;
- толщина от 100 до 500 мм – скорость подачи от 40 до 45 м/мин;
- толщина более 500 мм – скорость подачи от 35 до 40 м/мин.
Самая низкая скорость резки предусмотрена для титановых сплавов: при любой толщине рекомендуется подавать материал со скоростью от 10 до 20 м/мин.
К сведению! «Чемпионами» по скорости резки являются автоматные стали — при толщине менее 100 мм резка происходит со скоростью 130 м/мин.
Шаг зубьев
Постоянный и переменный шаг зубьев ленточной пилы побирается по принципу: чем больше ширина разрезаемой заготовки из сплошного метала, тем меньше зубьев должно быть на одном дюйме полотна.
Ленточнопильный вертикальный полуавтоматический станок VTF 500 SHI-E. Фото НЕВАСТАНКОМАШ
Так, при толщине металла меньше 100 мм. число зубьев на полотне оптимально равно 14 (10/14 – для переменного шага), при толщине, равной 400 мм. среднее количество зубьев не превышает двух (1,4/2,5 для переменного шага).
Ленточные пилы по металлу. Делимся опытом, спрашиваем, советуем.
Ленточка — замечательный инструмент, но все же для металла с толщинами хотя бы больше 3 мм. При толщинах 1.5 — 1 мм, характерных для профильных труб малых сечений, как бы вы ни старались, полотно вы погубите довольно быстро. Даже самый мелкий зуб имеющихся полотен имеет шаг более 1 мм между зубьями. Не спасет даже и механический привод. Кстати, резка в пакете, как Вам должно быть известно, ухудшает условия закрепления в тисках. Отдельные трубы могут вибрировать. Даже при грубой резке абразивным диском вибрации резко уменьшаю его ресурс. Для ленточки это крайне опасно — немедленно выкрошите зуб.
В условиях мастерской для резки таких труб, как ни печально, лучше всего пригодна абразивная резка. Никто не заставляет Вас использовать диски 300х3.2, от которых много абразивной пыли. Можно ведь сделать небольшой отрезной под диски 125х0.8 или 150х1. И точность резки лучше и шум и количество пыли значительно меньше. Потребная мощность тоже. И, естественно, никаких коллекторных двигателей, только асинхронник. Удаление пыли легко организовать промышленным пылесосом практически полностью. В последние годы производственной деятельности мы пошли именно этим путем.
Да, я перешел почти полностью на ленточку, но нынче у меня уже не производственная, а пенсионерская (правда оснащенная хорошо-таки) мастерская в комнате в квартире и аллергия на пыль, заработанная многими годами работы. Это не производство, объем работы мал, но когда мне нужно нарезать трубу 20х20х1, то беру простую ножовку с американским мелкозубым полотном и
пилю себе, хотя ленточка — вот она…. Кстати, и официальные рекомендации по использованию ленточки предостерегают от резки ими профильных труб. Но вот при резке толстого металла ленточке, конечно, нет равных.
Что касается выбора модели, то, по правде, советы здесь затруднительны: насколько велик объем работ, каковы размеры заготовок (до Ф150 работают почти все), каков бюджет и готовы ли вы платить за привод? Хотите Вы иметь стационарный станок на ножках, или, наоборот, легко переставляемый и живущий просто в шкафу? Кстати, портативные модели с ручным приводом вполне себе функциональны
Обратите внимание на тип двигателя, коллекторный — это признак чисто бытовой хоббийной машины
Коль скоро практически все модели сделаны в Китае, то искать что-то европейское вдвое-втрое дороже имеет ли смысл? Ну не берите чего-то уж совсем дешевого; пусть покупка идет под лейблом европейской фирмы, это даст хотя бы призрачную надежду на некий контроль… На качество тисков можно не обращать внимания, их Вы будете доводить до ума почти в любом случае
Наличие нескольких скоростей движения полотна не так важно. Да, полотна нужны с разным шагом для разных работ, хотя даже это не так уж критично
В инете есть рекомендации по шагу зубьев для разных случаев… Удачи Вам.
Функциональное назначение ленточных пил
Все ленточнопильные станки, в зависимости от способа применения, делят на три группы: столярные, разделительные и заготовительные.
- Заготовительные ленточные пилы используются в основном в деревозаготавливающей промышленности. Их основное назначение — грубая распиловка бревен. Заготовительные пилы отличаются увеличенными габаритами, высокой производительностью, способностью работы с бревнами большого диаметра. Большинство моделей ленточных пил такого назначения не отличатся высокой точностью реза, что значительно ограничивает их применение в быту и высокоточном производстве.
- Ленточно-делительные пилы (станки). Применяется такое оборудование для разделения заготовки на тонкие бруски, полосы, доски. По конструкции можно выбрать однопильные и двухпильные ленточно-делительные пилы. Последний вариант ленточных пил используют на предприятиях в Пензе, где требуется высокая производительность. Однако, цена ленточных пил такого исполнения более высокая. Часто ленточно-делительные пилы применяют в мебельной промышленности для получения щитового древесного материала. Также их используют в производстве напольных покрытий (многослойный паркет). Ленточно-делительные станки могут настраиваться на деление материала небольшой толщины (от 2-4 мм). За счет такой точности, их применяют при производстве натурального шпона, для обработки горбыля.
- Столярные ленточные пилы. Купить в Пензе данный вид оборудования можно для получения любого типа и линии реза, в том числе для получения точной криволинейной поверхности. За счет этого широкое применение столярных ленточных пил нашло в мебельной промышленности.
Ленточные пилы классифицируют в зависимости от вида обрабатываемого материала. По данному критерию можно выбрать пилы в Пензе:
- ленточнопильные станки по дереву;
- ленточнопильные станки по металлу.



Особенности и виды
Конструктивные особенности станков, выпускаемых разными производителями, позволяют осуществлять раскрой и резку материалов с использованием ленточного полотна, которое изготовлено по принципу замкнутого кольца и оснащено зубьями за cчет чего и производится резка заготовки. Резка может осуществляться по прямой и фигурной траектории, согласно имеющегося чертежа.
При выборе конструкции станка для осуществления технологических операций по резке необходимо знать особенности работы и основные характеристики предлагаемого производителями оборудования.
Выпускаемые профессиональные станки регламентируются по нескольким категориям с учетом основных показателей:
- количеству скоростных режимов обработки материала;
- производительности оборудования (количеству произведенной работы в единицу времени);
- углу поворота подающего механизма;
- используемой ширине ленты.
По степени автоматизации рабочих процессов оборудование подразделяется на:
- ручные;
- автоматические;
- полуавтоматические.
Ручные ленточнопильные станки применяются при мелкосерийном производстве изделий из металла и других материалов. Преимуществом данного типа станков является: невысокая стоимость, возможность резки материала под углом от 0 до 60°, высокое качество обработки металла. Ручные станки широко применяются в малом и среднем производстве, ремонтных сервисах и возведении строительных объектов.
Видео обзор семейства ленточных станков Jet
Полуавтоматический ленточнопильный станок применяется для многооперационной резки инструментальных сталей, цветных металлов и сплавов. На данном типе станков часть операций выполняется в автоматическом режиме: подача пильной рамы, зажим и раскрытие тисков. Полуавтоматический ленточнопильный станок обладает рядом преимуществ: плавным изменением скорости распила материала, автоматической регулировкой точности опускания рамы и использованием гидромеханического способа натяжения режущего полотна устройства.
Автоматические станки отличаются наивысшим уровнем автоматизации конструкции при выполнении операций и довольно высокой стоимостью оборудования.
Модели производимых станков различаются возможностью программирования процесса резки заготовки, оснащением оборудованием регулировки отключения рабочего цикла после завершения выполнения процесса.
Станки также подразделяются в зависимости от сферы применения и конструкции на:
- колонные;
- использующие маятниковый принцип;
- бытовые стационарные;
- бытовые настольные.
Использование станочного парка зависит от применяемых технологий, выполняемых операций и объема необходимой производительности оборудования.
Для чего нужен станок?
Перед тем как приобрести ленточный отрезной агрегат по металлу необходимо больше о нем узнать: характеристики, целевое назначение и виды.
Этот аппарат имеет очень большую мощность. Режет металл, деревянные изделия, пластмасс. Работает в режиме как прямой, так и фигурной резки. Работает с различными сечениями и размерами предметов, требующих детальной обработки каждой стороны.
Дополнительно мощный агрегат обрабатывает предметы из таких сплавов:
- сталь и ее сплавы;
- цветные металлы и материалы повышенной твердости;
- титан.
Основная функция в ленточном устройстве лежит на пиле, она выглядит как полоса, изготовленная из стали, с зубьями.
Функциональные зубья изготовлены из быстрорежущего стального материала. Движение проходит без перерыва по заданному направлению. Распиливание удается с помощью нескольких поддерживающих зажимов, постепенно создается давление.
Благодаря тому, что оборудование является высокотехнологичным, работа выполняется качественно и быстро. Полотно ленты служит довольно длительное время, до тех пор, пока инструмент не перестает пилить из-за затупленности зубьев.
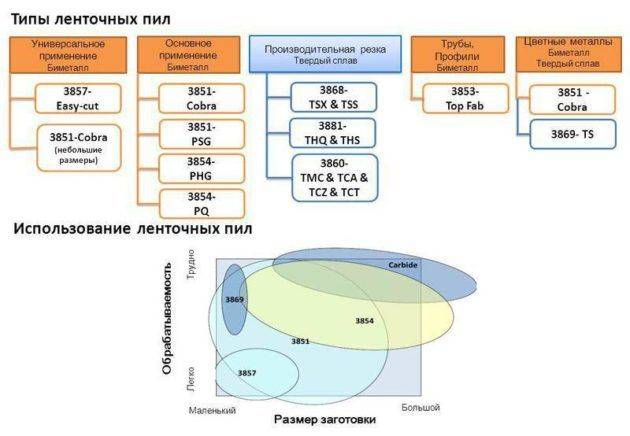
 Виды полотна на пилы ленточные
Виды полотна на пилы ленточные
И заменять инструмент через несколько месяцев точно не придется.
Конструкция и типы ленточнопильных станков
Все ленточнопильные станки, независимо от торговой марки и страны производства, подразделяются на несколько основных категорий.
Оборудование консольного или маятникового типа
Пильная рама таких станков выполнена в виде консоли, подъем и опускание которой обеспечивается за счет ее вращения на специальном шарнире. Оборудование данного типа используется преимущественно для резки труб различного профиля, сплошного и сортового проката. Консольные ленточнопильные станки могут быть оснащены неповоротным или поворотным столом (для получения прямого или наклонного реза), быть ручного, полуавтоматического или автоматического типа.
Станки с одной, двумя стойками, оборудование портального типа
В одностоечных (колонных) ленточнопильных станках горизонтальная пильная рама опускается и поднимается за счет движения по направляющей, закрепленной на одной стойке. В двухстоечных (двухколонных) станках таких направляющих две, и закреплены они на двух стойках, располагающихся по обе стороны рабочего стола. Получение резов под углом в таких ленточнопильных станках обеспечивается за счет использования поворотных рабочих столов. В портальных станках для резки заготовок, имеющих большие размеры и сделанных из труднообрабатываемых материалов, рабочий стол жестко зафиксирован, а все необходимые перемещения совершает подвижный портал, в котором размещена пильная рама.

Горизонтальный двухстоечный ленточнопильный станок по металлу портального типа
Вертикальные станки
Вертикальный ленточнопильный станок ручного типа – простейший представитель оборудования данной категории. Заготовка в этих ленточнопильных станках не закрепляется, а перемещается в процессе резки вручную. Пильная рама в таких станках жестко зафиксирована в одном положении.
Есть также вертикальные станки с рамой, которая может располагаться под различным углом к рабочему столу. Заготовка в таких станках надежно закрепляется на рабочем столе, поперек которого и перемещается пильная рама, установленная под требуемым углом.


Вертикальные станки, рама в которых может перемещаться как в продольном, так и в поперечном направлении, используются для резки крупногабаритных заготовок, управление режимами в них может осуществляться при помощи ЧПУ. Широкое применение станки такого типа нашли при производстве прессформ и штампов.
Горизонтальные ленточнопильные станки поворотного типа
В таких станках пильная рама может устанавливаться под различными углами относительно заготовки по двум осям. Кроме того, производить рез под требуемым углом позволяет поворот зажимных тисков или самого рабочего стола.
Как выбрать ленточнопильный станок
Ленточнопильные станки уже давно перестали быть «роскошью», это необходимое производственное оборудование на предприятии, работа которого предполагает:
- раскрой полотен из металла или древесины;
- распил заготовок, требующих дальнейшей обработки;
- резка материалов под разными углами.
Правильно подобранное по типу, мощности и характеристикам оборудование позволит с легкостью распиливать любые материалы – дерево, металлы разной степени плотности и сплавы, горные породы, композиты, пластмассы, пластик. Причем это может быть как самая простая резка по прямой, так и фигурная резка по заданным формам, толщине и др. размерам.
Подбирая станок, важно обращать внимание на ряд параметров. именно от них будет зависеть качество распила, а также продолжительность службы оборудования
В первую очередь определяемся, что предстоит резать (металлические заготовки, древесину, другие прочные материалы).
Второй момент – каких размеров заготовки и плиты будут обрабатываться станками: крупногабаритные детали, заготовки средних размеров или малые элементы.
Третий вопрос – насколько часто и интенсивно будет происходит эксплуатация станка (для промышленных целей или для домашнего использования приобретается).
Четвертый момент – сколько свободного места можно выделить под установку ленточнопильного станка, здесь также важно учесть и свободное пространство, необходимое оператору для работы с оборудованием.
После того, как были получены ответы на вопросы, можно переходить к выбору конкретного вида и модели станка
Здесь уже важно обращать внимание на моменты, от которых будет зависеть качество конечного результата – распила и полученных заготовок и деталей. Это такие критерии:
качество режущего края (все зависит от того, из какого материала сделана пильная лента, если это будет полотно из твердой стали, то оно долго сохранить развод зубьев пилы и остроту, но в случае затупления не подлежит повторному затачиванию, ленту пилы нужно заменить; если же это пила из мягкой стали, то возможна многократная заточка, исправление развода зубьев, но делать это придется часто, такие пилы могут очень быстро затупиться);
скорость пиления (для обработки дерева предпочтительно выбирать станки с максимальной скоростью работы, в случае с металлами скоростной параметр не столь принципиален);
возможность регулировки скорости пиления (дополнительная функция, расширяющая потенциал использования оборудования, так как в зависимости от распиливаемого материала и его особенностей оператор может подобрать оптимальную скорость работы пилы);
мощность электропривода станка (для бытовых нужд вполне достаточно агрегата со слабым мотором, но на производстве, где от мощности главного привода и скорости подачи заготовок непосредственным образом зависит производительность, этот параметр играет ключевую роль);
глубина пропила (этот параметр определяет максимально допустимую толщину материала, которую способна распилить данная ленточная пила, для бытовых станков оптимальный параметр – 150 мм, а вот станки с глубиной пропила до 300 мм уже относятся к профессиональному оборудованию, они подходят для распила массивных деталей, в том числе и на тонкие части;
тип управления станком (ручное, полуавтомат или автоматизированное);
возможность углового пиления, степень поворота рамы или стола (на какой угол можно выставить распиловку);
дополнительные конструкционные особенности (например, наличие щеток, очищающих опилки или металлическую стружку со шкива для исключения его загрязнений или использование подшипников закрытого типа, наличие функции охлаждения, особенно важной для станков, работающих с металлическими заготовками, и т.д.).
Устойчивость и жесткость станка – еще один ключевой параметр, ведь чем устойчивее установлено и работает оборудование, чем сильнее агрегат противостоит вибрации, образующейся во время резки, тем точнее будет происходить резка и тем безопаснее эксплуатация оборудования.
И последний в списке ключевых для большинства покупателей параметров – цена станка. Конечно, этот параметр также имеет огромное количество критериев, оказывающих влияние на конечные цифры:
- Тип и назначение станка (для металлических заготовок, для дерева, универсальные модели с возможностью регулировки работы);
- Габаритные размеры и функционал оборудования;
- Именитость фирмы-производителя;
- Количество торговых посредников между производителем и конечным потребителем.
Поэтому ищите оптимальное для себя соотношение этих параметров, уделяя первостепенное внимание качественным параметрам и характеристикам безопасности работы оборудования. Мне нравитсяНе нравится
Мне нравитсяНе нравится
Как выбрать ленточную пилу по металлу?
Перед приобретением дорогостоящего оборудования важно учитывать его дальнейшее назначение. Любая ленточная пила по металлу профессиональная или для бытовых нужд должна обеспечить не только необходимый распил, но и защитить оператора
Правильно подобранные элементы станка продлят срок его эксплуатации. Рабочее полотно для ленточной пилы по металлу может быть сделано:
- Из углеродистой стали . Предназначено для резки разных сплавов.
- Из биметаллических материалов . Применяется для специальных режимов работы.
- Из твердосплавных элементов . Используется для резки чугунного литья и соединений, в которых содержится много титана и никеля.
- С алмазным напылением . Выполняется работа над абразивными материалами.
Рейтинг ленточной пилы по металлу
Распространенными являются напольные и настольные модели. Первые чаще можно увидеть на промышленных предприятиях и в крупных мастерских, а вторые идеальны для гаражного использования. В рейтинг лучших моделей входят:
- Американская ленточная пила по металлу Jet HVBS-712K . Резку можно выполнять в горизонтальном и вертикальном положении. Пила может двигаться с одной из четырех скоростей. Подобная модель имеет надежный и мощный двигатель, который способен работать без поломок долгое время.
- Пила Proma PPK-115 . Модель с жесткой конструкцией, отличной производительностью, тремя скоростными режимами. Ее ременной привод оберегает мотор от перегрева. Незначительный вес и параметры конструкции помогают легко перемещать прибор.
- Гравитационная ленточная пила по металлу Pegas 220-250GH-R . Используют устройство для штучного и мелкосерийного производства. Рама станка опускает собственный вес. Прибором может проводить перпендикулярную и угловую резку.
,
Основные причины преждевременного выхода ленточного полотна из строя.
А)
- Выкрашивание (выбивание) зубьев
- Слишком мелкий шаг пилы.
- Слишком крупный шаг пилы.
- Заготовки ненадёжно закреплены.
- Слишком низкая скорость пилы, приводящая к излишнему врезанию.
- Слишком большое давление подачи, приводящее к излишнему врезанию пилы в материал.
- Слабое натяжение пилы приводит к её проскальзыванию.
- Проскальзывание (остановка) пилы под нагрузкой,приводящее к излишнему врезанию пилы в материал.
- Отсутствует, не работает или изношена щётка очистки пилы
Б)
- Трещины во впадинах зубьев.
- Затруднённое движение пилы в направляющих и шкивах из-за загрязнения шкивов или уменьшения зазора в направляющих.
- Зазор между направляющими слишком большой.
- Направляющие находятся слишком далеко от заготовки.
- Боковые направляющие зажимают пилу в области впадин зубьев.
- Слабо зажатые боковые направляющие приводят к наклону пилы
- Неправильное натяжение пилы.
В)
- Трещины со стороны спинки пилы.
- Износ верхнего опорного подшипника в направляющих
- Высокое давление подачи.
- Износ боковых направляющих.
- Полотно прижимается к бурту шкива.
Г)
- Биение (вибрация) пилы
- Кривой сварной шов.
- Слишком шаг пилы.
- Отсутствие зубьев(выломаны).
- Слишком низкое или высокое давление подачи.
Д)
- Преждевременное затупление зубьев.
- Слишком большая скорость пилы для данного материала.
- Слишком мелкий или слишком крупный шаг пилы
- Полотно пилы не параллельно направлению подачи.
- Дефекты на боковых направляющих.
- Плохо закреплены или изношены направляющие.
Е)
- Неперпендикулярный рез.
- Полотно пилы не параллельно направлению подачи.
- Большой зазор в направляющих.
- Поверхность стола не перпендикулярна пиле.
- Тиски не перпендикулярны пиле.
- Слабое натяжение пилы.
- Плохо закреплены боковые направляющие.
Ж)
- Пережжённая стружка.
- Большая подача.
- Не работает щётка очистки пилы.
- Тупая пила.
- Нет охлаждения.
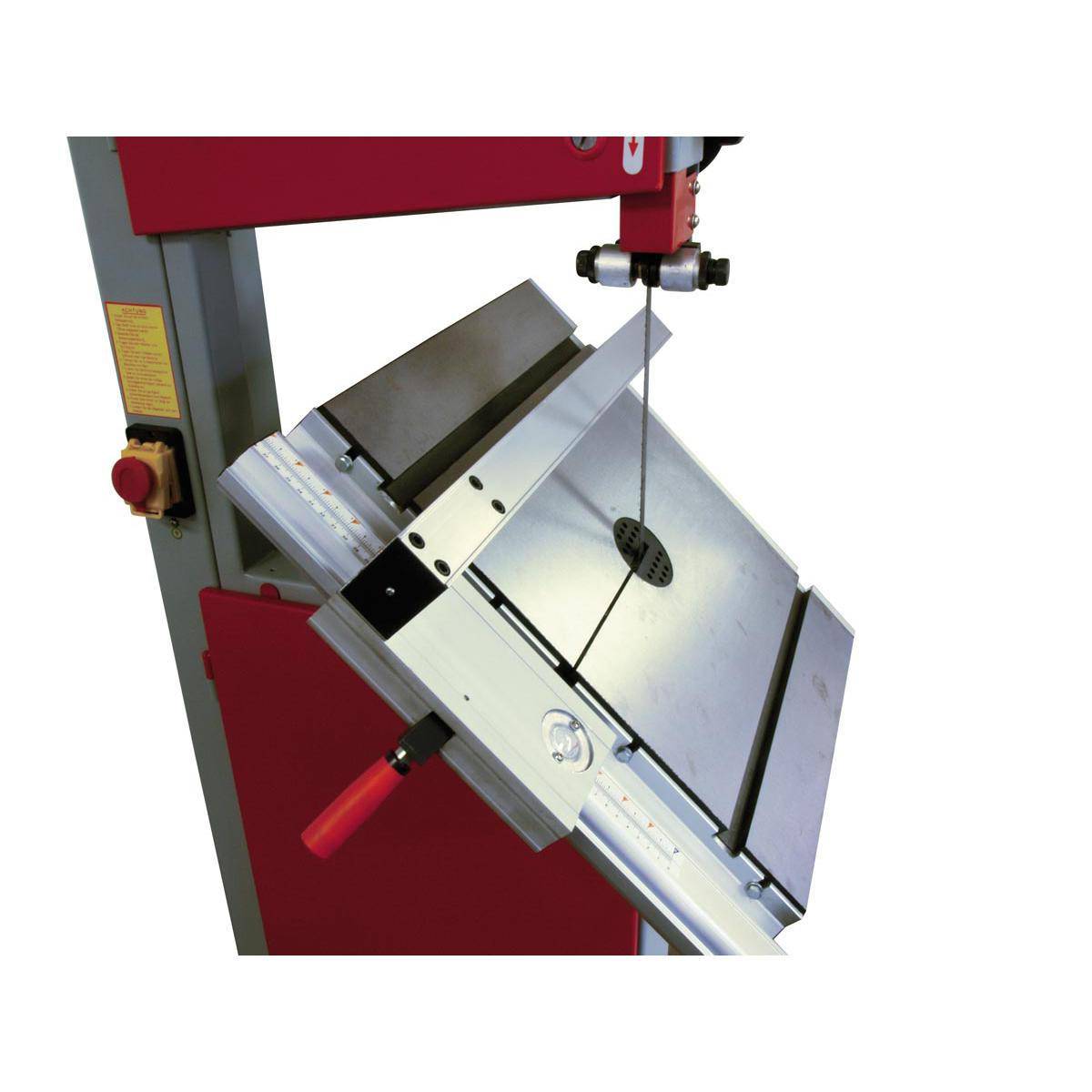
Как изготовить своими руками
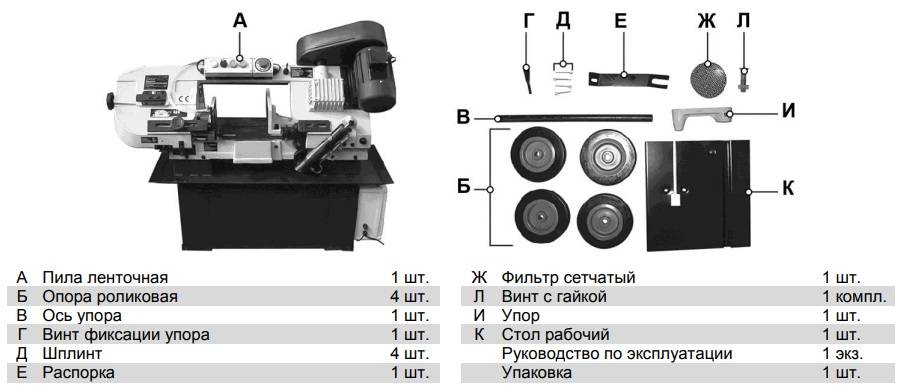
Чтобы сделать ленточнопильный станок в бытовых условиях, необходимо приобрести опоры из листового металла, раму, направляющие полотна, подшипники, планки, хомут, кожух и крепежные элементы (винты и болты). Процедура изготовления самодельного прибора осуществляется в несколько этапов:
- Создание чертежа станка. На нем необходимо указать габариты всех деталей.
- Сварка рамы рабочего стола.
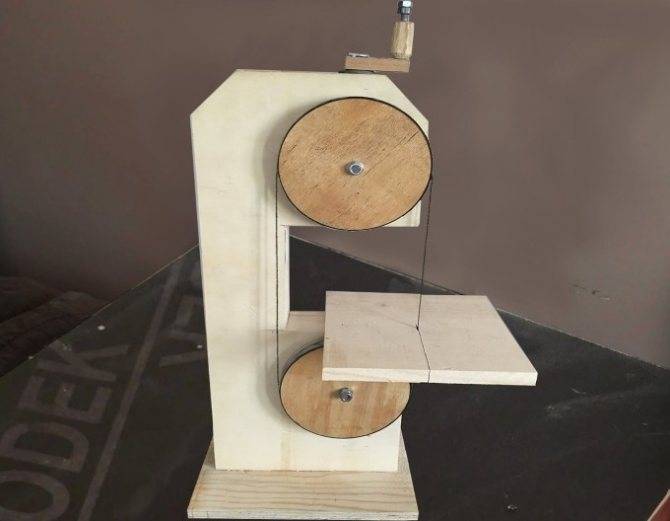
- Изготовление столешницы. Ее можно сделать из нескольких фанерных листов толщиной 2 см. Столешницу рекомендуется оклеить текстолитом.
- Монтаж несущей штанги при помощи швеллера.
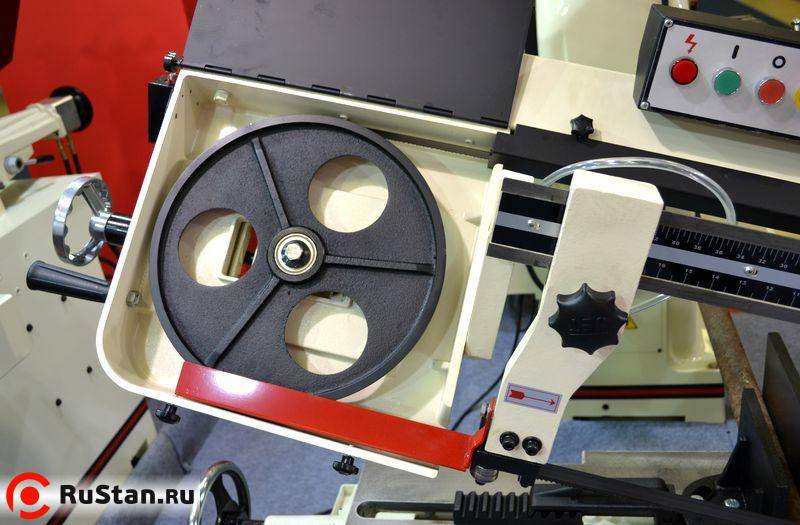
- Изготовление верхнего и нижнего шкивов. Их нужно оклеить резиной.
- Шлифование деревянных поверхностей и нанесение эпоксидной смолы.
- Фиксирование нижнего шкива на оси при помощи 3 шурупов. Ось монтируется на 2 шарикоподшипника и прикрепляется к несущей штанге.
- Прикрепление верхнего шкива ко второму концу оси.
- Установка электродвигателя. Привод необходимо соединить с ведущим шкивом.
- Монтаж опоры с регулирующим винтом. Полученный механизм фиксируется на штанге. После этого шкивы ленты размещаются на одном уровне.
- Фиксирование кожуха на несущей штанге и поверхности рабочего стола.
- Сделать выключатель. Рекомендуется расположить его на раме. Выключатель оснащается проводом, соединяющим его электродвигателем.
После постройки ленточнопильного станка необходимо осуществить пробный запуск. Прибор не должен вибрировать и издавать лишних шумов.





Настройка ленточнопильного оборудования
Исправная и качественная работа столярной установки зависит напрямую от настройки оборудования. Существует схема наладки установки. Вначале устанавливают колёса параллельно друг другу. Дальше устанавливают фторопластовые шайбы, необходимые для предотвращения вертикального смещения.
В первый раз запуск выполняют без направляющих. На этой стадии проверяют плавность запуска и чистоту работы двигателя, а дальше уже проводят тестовый распил с использованием полотна, но с минимальными нагрузками. Для работы с увеличенной нагрузкой используют блок с направляющими лентами. Такая конструкция состоит из двух половинок, которые устанавливают по линии режущего полотна.
Раньше мастера своими руками делали не только станки, но и режущее полотно. Самостоятельно замкнуть ленточный агрегат в кольцо сложно и тут требуется уже хоть какой-то начальный опыт в сборке станка. Ручным методом проводят и заточку по шаблону. Всё это можно сделать самому, сэкономив свои деньги, но современный рынок просто набит всевозможными приспособлениями и деталями, которые улучшают качество обработки материалов или делают аппаратуру многофункциональной. Главное в этом деле — помнить о технике безопасности, ведь производственные модели или самодельные представляют большую опасность для здоровья человека.
Originally posted 2018-07-04 07:38:21.